Особенности сварки инвертором для начинающих. Электросварка для начинающих
Как научиться варить электросваркой самостоятельно

Самое распространенное понимание процесса сварки— это процесс, в ходе которого образуется цельное соединение нескольких деталей, за счет преобразования на их соприкасающихся поверхностях плотных, неразделимых связей.
Связи формируются за счет того, что сварку проводят, сближая атомы на расстояние годное для межатомного взаимодействия. Для надежной сварки важно, чтобы эта поверхность была значительной для вступления в силу взаимодействия. Склейка двух поверхностей не происходит при обычном совмещении контактных поверхностей, потому что сама зона соприкосновения имеет микрорельеф и не всегда четко подходит по геометрическим параметрам.
Суть сварочных работ заключается в том, чтобы создать благоприятные условия для сближения атомов на большой по параметрам поверхности.
В статье мы подробно опишем что такое сварка, какие виды бывают, как подготовиться к выполнению сварочных работ самостоятельно, а также техника сварки и ее методы.
Виды сварки
Ниже представлены основные виды сварок:
- Ручная электрическая дуга. Самый популярный и ходовой метод сварочных работ. Сварка происходит за счет возникновения электрической дуги, образующейся между двумя электродами. Одна часть свариваемой заготовки выступает в роли одного из электродов. За счет этого можно достичь цепкого соединения. Этот вид сварки требует высоких затрат электрического тока, поэтому осуществить такие работы из обычной розетки не всегда получиться.
- Автоматическая. Процесс сваривания происходит при помощи флюса. В этом случае флюсом посыпают поверхность для обработки. Процесс плавления происходит в газовой оболочке, где нет доступа кислороду. Такой вид сварки дает ровный шов.
- Электрошлаковая. Новый вид сварки, суть которой состоит в посыпании шлака на подготовленную деталь. Температура для расплавки шлака будет больше, чем для расплава подготовленной детали. Такой тип сварки подходит для сваривания толстых слоев металлов. Достичь плотной сцепки можно за один прием.
- Электронно-лучевая. Сварка проходит за счет направления на свариваемую поверхность сконцентрированного пучка электронов. При этом метал нагревается до температуры плавления. Шов при таком способе сварки значительно прочнее, чем у остальных.
- Плазменная сварка. Сварка по этому методу происходит за счет нагревания плазмы. Такой метод позволяет безопасно провести работу, после которой остается почти незаметный шов.
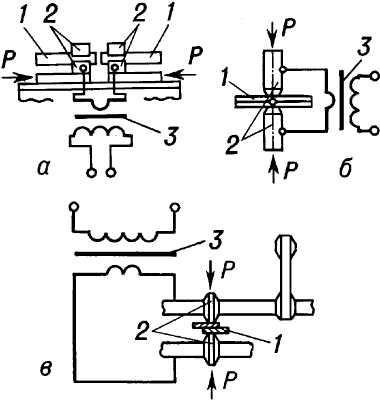
- Диффузионная. Хорошо подходит при попытке совместить плохо соединяемые металлы. Для этого метода заготовки помещают в вакуумную камеру, где их сдавливают. После этого детали прогревают током и держат еще некоторое время.
Схема электросварки, нажмите, чтобы просмотреть
Схема электросварки, нажмите, чтобы посмотреть
Подготовительные работы
 Подготовку принято начинать со сбора оборудования.
Подготовку принято начинать со сбора оборудования.
Для этого нужно:
- устройство для сварки;
- электроды;
- молоток для удаления шлака, щетка по металлу;
- трансформатор для преобразования переменного тока в постоянный;
- сами трубы.
Это важно: перед началом сварки нужно одеть специальную одежду с длинным, закрывающим все участки кожи, рукавом, защитную маску, оснащенную световым фильтром, перчатки из замшевой плотной ткани.
Важно помнить, что без специальных электродов процесс сварки неосуществим. Их выбирают, отталкиваясь от материала, который нужно обработать, используемой температуры и силы электрического тока.
К примеру для 1 мм электрода нужно 30-40 А. Для инвенторных аппаратов на каждые 3 мм необходимо 80 А. Также при возрастании до 100 А будет происходить не сваривание, а резьба металла. Поэтому важно тщательно подбирать электроды под свой вид запланированных работ. Часто все правила по эксплуатации электродов написаны на упаковке.
Из этого видео вы узнаете о том, что нужно для сварочных работ:
Техника сварки
 Итак, перед процессом сварки нужно выполнить следующие подготовительные работы:
Итак, перед процессом сварки нужно выполнить следующие подготовительные работы:
- Нужно надежно закрепить заготовки во избежание смещений в процессе сваривания.
- Выбрать подходящий электрод, правильно разместить его в держателе.
- Зажечь дугу.
Перед началом процесса обязательно следует тщательно закрепить свариваемую деталь. В целях предохранения от непредвиденных ситуаций поставьте рядом емкость с водой. Также нельзя начинать сварку на деревянной платформе. Для начала ставят зажим.
Осматриваем надежно ли изолирован кабель, он должен быть заправлен в соответствующий держатель. Далее на аппарате для сварки выбирают нужную мощность тока, соответствующую электродам. Проводят зажигание дуги.
При подготовке обратите внимание, как закрепится электрод. Для практичного продвижения следует закрепить его под углом в 70 градусов. В таком случае дуга загорается сразу, шов выходит аккуратным.
При таком положении, кроме электрода, плавится также сам материал. Сварка проходит качественно, в конце получается монолитная труба.
Не спеша проведите электродом по изделию, после образования первых искорок дотрагиваемся электродом с подъёмом его вверх на 4 мм максимум. При точной последовательности загорится дуга и начнет постепенно выгорать электрод, становясь меньше. Водить электрод необходимо медленно, если он застопорится, то следует его немного двинуть в бок.
Если дуга вообще не загорелась, можно прибавить силу электрического тока. После удачного зажигания и поддерживания дуги следует переходить на валик.
При зажженной дуге медленно и плавно двигаем электродом в горизонтальном направлении, осуществляя небольшие поступательные движения. При этом метал, который расплавился, собирается к центру дуги. В итоге получается плотный, надежный шов.
Если сварка еще не закончена, а электрод полностью выгорел, то следует на время прекратить работы. После чего следует заменить его на новый и продолжить варить. Продолжают сварку, зажигая дугу на расстоянии примерно 11 мм от появившегося углубления в конце шва.
Электрод располагают над углублением таким образом, чтобы начал образовываться единый сплав старого и нового электродов. После чего сварку продолжают в обычном порядке.
Существуют определенные сварочные движения, благодаря которым можно добиться разных швов. Их перечень:
- Поступательное. При этом дугу следует перемещать продольно оси самого электрода. Так можно без проблем поддерживать одинаковую, бесперебойную длину дуги;
- Продольное. Образует тонкий линейный сварочный ролик с высотой, зависящей от скорости проведения электрода и его размеров. Этот шов очень мелкий, для его закрепления проводят еще и поперечные движения;
- Поперечное. Дают возможность добиться нужной ширине шва. Проводится за счет поступательных, колеблющихся движений.
На деле же используют все три техники, сочетание которых позволяет добиться нужного результата.
Из этого видео вы узнаете, как варить электросваркой:
Оцените статью: Поделитесь с друзьями!Вконтакте
Google+
Мой мир
6sotok-dom.com
Сварка инвертором для начинающих
Сварка инвертором для начинающих имеет свои особенности и требования, ведь те, кто первый раз берет в руки такой агрегат, должны знать, для чего он служит и как работает. Данную аппаратуру используют с целью соединения металлических листов за счет электрического разряда. В отличие от старых моделей, инверторы намного проще в эксплуатации, а сама технология сварки не представляет собой ничего сложного.
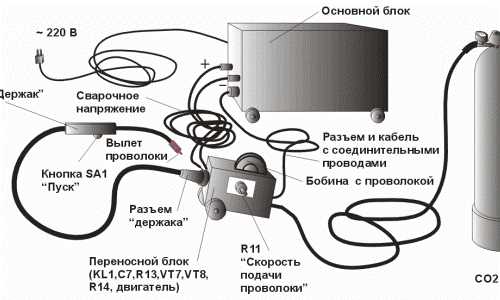
Схема сварочного инверторного полуавтомата.
Популярность такой техники обусловлена тем, что, несмотря на свои компактные габариты, многофункциональность устройства позволяет выполнять достаточно сложные работы, которые старые трансформаторы выполнить не могли. Все потребляемое электричество задействовано в создании дуги и сварочном процессе, поэтому КПД будет выше, а расход электроэнергии ниже.
Что нужно и важно знать?
Сварочные аппараты инверторного типа удобно использовать тем, кто первый раз будет сталкиваться со сварочным делом. Во-первых, они экономичны, а во-вторых, техника сварки достаточно проста, поэтому с ней справится даже новичок.
Инвертор работает от электрической сети, соответственно, в рабочем процессе вся нагрузка идет именно на нее. Но, в отличие от старых прототипов, при включении такой аппаратуры в сеть не будет происходить резких скачков электроэнергии, к тому же устройство подразумевает наличие специального накопительного конденсатора.
Схема источника питания инверторного сварочного аппарата.
Такой элемент помогает сохранить устройство в рабочем состоянии даже при отключении электричества, позволяет постепенно разжигать электродугу.
Есть определенные основы, с которыми рекомендуется ознакомиться начинающему сварщику перед тем, как приступать к выполнению работ:
- Следует знать, что электросварка производится таким рабочим элементом, как электрод. Его размер будет влиять на количество затрачиваемой электроэнергии, то есть чем он больше, тем больше нужно тока. Если вовремя не обратить внимание на этот момент, то при включении аппарата в сеть есть вероятность сжечь не только свою технику, но и соседскую тоже.
- Чтобы сваривать металл правильно, следует знать, каковы минимальные требования у электрода к электричеству. Дело в том, что если показатель опустить ниже минимума, то шва попросту не создать. На сильном токе электрод быстро сгорает, и хотя стык получается, но его качество оставляет желать лучшего.
- Важно знать угол наклона электрода, так как этот момент напрямую влияет на толщину получаемого стыка.
Вернуться к оглавлению
Как научиться работать инвертором?
Сварка проволокой имеет свои основные шаги. Если новичок внимательно с ними ознакомится, то все у него получится. Но следует сразу сказать, что лучше всего начинать тренироваться на ненужных деталях, т.е. пока набивать руку. Это необходимо для того, чтобы прочувствовать аппаратуру, а также понять, как правильно придерживать электрод, чтобы шов получался тонкий, но качественный и аккуратный.
Итак, руководство к действию выглядит следующим образом:
Схема сварочного инвертора в работе.
- В первую очередь необходимо позаботиться о своей безопасности. Так как работа будет проходить с раскаленным металлом, есть риск его разбрызгивания. Поэтому в обязательном порядке стоит подготовить комплект рабочей одежду, куда будут входить защитные перчатки (но ни в коем случае не резиновые), специальный защитный шлем, который имеет щиток со стеклом для видимости, и грубая верхняя одежда (комбинезон и куртка или просто куртка). И обязательно закрытая обувь.
- Далее необходимо настроить инструмент. Для этого ток устанавливается на необходимые значения, которые должны соответствовать рабочим электродам. Оптимальным размером в данном случае будет 2-5 мм. Ток регулируется с расчетом толщины метала и размера детали. Новичкам удобно пользоваться инвертором еще и потому, что современные модели имеют обозначения на своем корпусе, которые подскажут силу энергии, используемую при той или иной толщине. Чтобы избежать залипания электрода, следует инструмент подносить к будущему стыку постепенно. Также нужно клемму массы подключить к рабочей поверхности.
- Сварка проволокой начинается с розжига дуги. Сам электрод должен иметь наклонное положение (45°) по отношению к рабочей поверхности. Чтобы элемент активизировался, им несколько раз необходимо дотронуться до металла. Оптимальное расстояние между деталями равно размеру электрода.
- Такие действия помогут создать сварочный шов. Но стоит знать, что в процессе сварки образуется окалина. Это расплавленный металл, который можно устранить посредством молотка или другого аналогичного тяжелого предмета.
Ничего сложного в сварке инвертором нет, поэтому научиться такому процессу может каждый.
Вернуться к оглавлению
Контроль дуги: особенности
Принцип работы инвертора с переменным и постоянным током.
Конечно, сама работа достаточно проста: то подводите электрод к поверхности, то отводите. Но дело в том, что качество шва во многом зависит от умения оператора контролировать промежуток между электродом и поверхностью. В зависимости от этого показателя могут возникать и свои проблемы:
- если зазор будет маленьким, то сварочное место станет выделяться выпуклостью, особенно наслаивание будет видно по бокам;
- когда зазор имеет большее расстояние, металл не будет провариваться должным образом, а сама дуга постоянно будет пропадать.
И первый, и второй случай существенно сказываются на качестве свариваемой детали, кроме того, внешний вид такого стыка будет оставлять желать лучшего.
При соблюдении правильного промежутка вертикальный шов или горизонтальный будет иметь однородность сцепления. К тому же новичкам следует знать, что в сварке есть такое понятие, как сварочная ванна.
Вернуться к оглавлению
Сварка проволокой: швы и их дефекты
Схема сварки инверторной проволокой.
Как и в любом другом деле, у новичка могут на начальных этапах возникать проблемы с созданием аккуратного стыка. И это нормально, ведь с первого раза редко все получается отлично.
50% качества шва зависит от того, насколько оператор научился зажигать дугу и как равномерно и правильно выдерживается зазор. Именно на эти моменты может влиять то, с какой скоростью движется электрод, по какой траектории (зигзагообразной, назад-вперед и т.д.), какова сила используемого тока и под каким углом находится рабочий элемент.
Вид металла во многом влияет на технику сварки. На этот момент, как уже отмечалось выше, повлияет и размер электрода. Скорость введения проволоки может быть различной. Если делать это слишком быстро, то, скорее всего, будут образовывать дефекты на поверхности стыка.
Оптимальным методом сварки считается круговое или зигзагообразное движение.
Но в первом случае необходимо постоянно контролировать, на каком уровне располагается шов, чтобы сварочная ванна была равномерно распределена по всему участку. Что касается зигзагообразных движений, то тут важным моментом является контроль стыка со всех сторон.
Новичок должен знать, что сварочная ванна всегда будет перемещаться туда, где находится точка тепла. Этот момент важен при смещении электрода.
Таблица требуемых технических характеристик для сварочного инвертора.
Подрез может образоваться в тот момент, когда при поперечном движении проволоки происходит нехватка металла в ванной. Чтобы этого избежать, важно постоянно держать под присмотром не только сварочную ванну, но и границы шва.
Начинающему оператору следует знать, что выпуклость стыка напрямую будет зависеть от вертикальности электрода, то есть чем он выше, тем меньше объем. Это происходит из-за того, что под проволокой концентрируется максимальное тепло, значит, и сама ванна уходит вниз. При легком уклоне энергия будет уходить назад, а сам стык подниматься, а если сильно наклонить электрод, то вся сила пойдет по шву, что создаст проблему в управлении ванной.
Поэтому благодаря регулировке угла наклона рабочего элемента можно самому контролировать передвижения сварочной ванны. Чтобы было удобно осуществлять весь процесс, лучше всего выполнять его в пределах 45-90°, чтобы ванна всегда оставалась под контролем.
На самом деле сварка проволокой нетрудна, просто требует опыта и набитой руки. Поэтому, конечно, новичку лучше начинать тренироваться на ненужных металлических элементах, чтобы, когда подойдет время серьезной работы, он смог с первого раза выполнить шов качественно и аккуратно.
expertsvarki.ru
Электросварка для начинающих.
Электросварка для начинающих.
Сразу не пугайтесь, что в начале несколько десятков строк напишу сухим техническим языком для обозначения нашей темы, а именно:" Электросварка металлов для начинающих", то есть для людей не знакомых электро-техникой, металловедением и прочее.
Человек, решившийся самостоятельно сварить металлический забор на своем дачнем участке уже представляет, что ему придется иметь дело электро-сварочным аппаратом для соединения металлических частей забора между собой.
Лично я отдаю предпочтение сварочному инвентору( вместо сварочных трансформаторов, выпрямительных мостов и т.д.)
Однако, принцип действия всех сварочных источников электрической дуги — обеспечивать постоянное и стабильное горение сварочной дуги и ее легкий поджиг без проблем. Самым важным параметром сварочного процесса является устойчивость к колебаниям и помехам как напряжения в сети, так и некоторым техническим параметрам свариваемых металлических частей.
Существует несколько видов источников питания сварочной дуги — трансформаторы, выпрямители и инверторы.
Все же, инверторный сварочный аппарат в последние годы стал одним из самых популярных и покупаемых сварочных аппаратов как для промышленного применения, так и для личного пользования.
Инверторный источник для ручной дуговой сварки ММА предназначен для сварки металла покрытым электродом.
Сварочный инвертор для полуавтоматической сварки MIG/MAG в защитной среде. Инвертор для полуавтоматической сварки или пайки MIG/MAG предназначен для сварки или пайки металлов с помощью присадочной проволоки с автоматической подачей проволоки. Проволока подается в зону сварки при помощи подающего механизма( имеются различные типы механизмов подачи сварочной проволоки).
Инвертор для аргонодуговой сварки TIG предназначен для сварки металла неплавящимся вольфрамовым электродом( вольфрамовый электрод в процессе сварки не сгорает и применяется для извлечения сварочной дуги ). Сварочный инвертор для аргонодуговой сварки TIG, которые в свою очередь подразделяют на TIG DC, TIG AC/DC.
Сварочный инвертор для плазменной резки CUT. Инвертор для плазменной резки CUT предназначен для резки металла воздушно-плазменной струей.
Нам с вами нужен будет сварочный инвертор. И об этом сварочном аппарате немного напишу.
Сварочный аппарат - инвертор представляет собой силовой трансформатор для понижения напряжения сети до требуемого напряжения холостого хода источника электрического тока,блок силовых электрических схем, в которых заложены транзисторы MOSFET или IGBT,стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока.
Принцип действия инверторного источника сварочной дуги следующий:
Сетевое напряжение переменного тока подается на выпрямитель, после которого силовой модуль преобразует постоянный ток в переменный с повышенной частотой, который подается на высокочастотный сварочный трансформатор, имеющий существенно меньшую массу, чем сетевой, напряжение которого после выпрямления подается на сварочную дугу. Дуга на постоянном электрическом токе более устойчива.Преимуществом инверторного источника питания сварочной дуги является уменьшение размеров силового трансформатора и улучшение динамической характеристики дуги. Применение инверторных технологий привело к уменьшению габаритов и массы сварочных аппаратов, улучшению качественного показателя сварочной дуги, повышению КПД, минимальному разбрызгиванию при сварке, позволило реализовать плавные регулировки сварочных параметров.
Таким образом, теперь начинающему сварщику представляется возможность легко и просто научиться технике электро-дуговой сварки металлов.
У меня имеются два инвертора. Вот, посмотрите:


Что могу сказать об этих двух инверторах. Как видите, оба сварочных инвертора были в эксплуатации и в настоящее время отлично работают.
На красном сварочном инверторе варил более двух лет непрерывно. Рабочая смена длилась не менее двенадцати часов в сутки в режиме шестидневной рабочей недели. В течение 45-55 минут электросварки и 5-10 минут перерыва. Интенсивность рабочего дня была жутко-прессованная. Обычно варил электродом диаметром 3мм. Бывало и сварочный аппарат использовал как резак. Несмотря на все эти нагрузки сварочный инвертор ни разу не сломался и достойно служил.
Синий сварочный инвертор проработал не меньше, чем красный сварочный инвертор в тех же самых рабочих условиях - нещадно эксплуатировался. Однако, по нагрузке еще более тяжелых режимах, потому как при электросварке использовался электрод диаметром 4мм. Варил тугоплавкие материалы и нержавейку.
Вот, вкратце о возможностях сварочного инвертора для электро-дуговой сварки на постоянном токе.
далее Инструменты и материалы.
ПОНРАВИЛОСЬ?ПОДЕЛИСЬ с ДРУЗЬЯМИ:
seosait21.ru








Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






