
Индукционная печь для плавки металла своими руками
Многие люди считают, что процесс плавки металла требует огромных сооружений, практически заводов с большим количеством персонала. Но ведь есть ещё такая профессия, как ювелир и такие металлы как золото, серебро, платина и другие, используемые для изготовления ажурных и изысканных украшений, некоторые из которых по праву считаются настоящими произведениями искусства. Ювелирная мастерская – предприятие, не терпящее излишней масштабности. А процесс плавления в них просто необходим. Поэтому индукционная печь для плавки металла здесь необходима. Она и не большая, и очень эффективная, и проста в обращении.
Принцип действия
Принцип работы индукционной печи для плавки металла
Принцип работы индукционной печи является замечательным примером, как нежелательное явление используется с повышенным КПД. Так называемые вихревые индукционные токи Фуко, которые обычно мешают в любом виде электротехники, здесь направлены только на положительный результат.
Для того чтобы структура металла начала нагреваться, а затем и плавиться, его необходимо поместить под эти самые токи Фуко, а образуются они в индукционной катушке, чем по большому счёту и является печь.
Проще говоря, все знают, что во время работы любой электрический прибор начинает нагреваться. Индукционная печь для плавки металла использует этот нежелательных в других случаях эффект на полную мощность.
Преимущества перед другими видами плавильных печей
Компактная индукционная печь для плавки металла
Индукционные печи – не единственное изобретение, используемое для плавления металлов. Есть ещё знаменитые мартены, домны и другие виды. Однако рассматриваемая нами печь имеет перед всеми остальными ряд неоспоримых преимуществ.
- Печи, работающие на принципе индукции, могут быть довольно компактными, и их размещение не доставит никаких трудностей.
- Высокая скорость плавки. Если другие печи для плавки металла требуют несколько часов только на разогрев, индукционная справляется с этим в несколько раз быстрее.

- Коэффициент полезного действия лишь немного не достигает отметки в 100 %.
- По чистоте расплава индукционная печь уверенно занимает первое место. В других устройствах приготовленная к расплаву заготовка непосредственно соприкасается с нагревательным элементом, что зачастую приводит к загрязнению. Токи Фуко нагревают заготовку изнутри, воздействуя на молекулярную структуру металла, и побочных элементов в неё не попадает.

Последнее преимущество просто необходимо в ювелирном деле, где частота материала повышает его ценность и уникальность.
Размещение печи
Компактная индукционная печь, в зависимости от размеров может быть напольной и настольной. Какой бы вариант вы не выбрали, есть несколько основных правил для выбора места, куда её поставить.
- При всей простоте обращения с печью – это всё-таки электрический прибор, который требует соблюдения мер безопасности. И первое, что необходимо учитывать при установке – наличие правильного источника питания, соответствующего модели аппарата.
- Возможность провести качественное заземление.
- Обеспечение установки подводом воды.
- Для настольных печей необходимо устойчивое основание.
- Но самое главное, во время работы ничего не должно мешать. Если даже расплав по объёму и массе не слишком большой, его температура больше 1000 градусов и случайно выплеснуть его из формы, значит, нанести очень сильную травму или себе или тому, что находится рядом.

Про то, что вблизи работающей индукционной печи не должно быть никаких горючих и тем более взрывоопасных материалов и говорить нечего. А вот пожарный щит в шаговой доступности абсолютно необходим.
Виды индукционных печей
Тигельная индукционная печь
Широко применяются два вида индукционных печей: канальный и тигельный. Отличаются они только по методу работы с ними. Во всём остальном, включая преимущества, такие плавильные печи очень схожи. Рассмотрим каждый вариант по отдельности:
- Канальная печь. Основное достоинство этого вида – непрерывный цикл. Загружать новую порцию сырья и выгружать уже расплавленный металл можно прямо во время нагрева. Единственная сложность может возникнуть при запуске. Канал, по которому жидкий металл будет выводиться из печи должен быть заполнен.
- Тигельная печь. В отличие от первого варианта каждую порцию металла придётся загружать отдельно. В этом и смысл. В термостойкий тигель помещается сырьё и ставится внутрь индуктора. После того, как металл расплавится, его сливают из тигля и только потом загружают следующую порцию. Такая печь идеальна для небольших мастерских, где не требуется больших масс расплавленного сырья.
 Загружать новую порцию сырья и выгружать уже расплавленный металл можно прямо во время нагрева. Единственная сложность может возникнуть при запуске. Канал, по которому жидкий металл будет выводиться из печи должен быть заполнен.
Загружать новую порцию сырья и выгружать уже расплавленный металл можно прямо во время нагрева. Единственная сложность может возникнуть при запуске. Канал, по которому жидкий металл будет выводиться из печи должен быть заполнен.Главное преимущество обоих вариантов в быстроте производства. Однако тигельная печь выигрывает и здесь. Кроме того её вполне можно смастерить своими руками в практически домашних условиях.
Самодельная индукционная печь не таит в себе никаких сложностей, чтобы её не смог собрать обычный человек, хоть немного знакомый с электротехникой. У неё всего три основных блока:
- Генератор.
- Индуктор.
- Тигель.
Индуктор – медная обмотка, которую можно смастерить самостоятельно. Тигель придётся искать или в соответствующих магазинах, или доставать иными способами. А в качестве генератора могут быть использованы: сварочный инвертор, собственноручно собранная транзисторная или ламповая схема.
Индукционная печь на сварочном инверторе
Самый простой и широко распространённый вариант. Усилия придётся затратить лишь на сооружения индуктора. Берётся медная тонкостенная трубка 8-10 см в диаметре, и загибается по нужному шаблону. Витки должны располагаться на расстоянии 5-8 мм, а их количество зависит от характеристик и диаметра инвертора. Закрепляется Индуктор в текстолитовом или графитовом корпусе, а внутрь установки помещается тигель.
Индукционная печь на транзисторах
В этом случае придётся поработать не только руками, но и головой. И побегать по магазинам в поисках нужных запчастей. Ведь понадобятся транзисторы разной ёмкости, парочка диодов, резисторы, плёночные конденсаторы, два разных по толщине медных провода и парочка колец от дросселей.
- Перед сборкой необходимо учитывать, что полученная в итоге схема во время работы будет сильно нагреваться. Поэтому необходимо использовать довольно большие радиаторы.
- Конденсаторы параллельно собираются в батарею.
- На дроссельные кольца наматывается медная проволока диаметром 1,2 мм. В зависимости от мощности, витков должно быть от 7 до 15.
- На цилиндрический предмет, подходящий по диаметру к размерам тигля, наматывают 7-8 витком медной проволоки диаметром 2 мм. Концы проволоки оставляют достаточно длинными для подключения.
- По специальной схеме всё монтируется на плату.
- Источником питания может быть 12-вольтовый аккумулятор.
- Если есть необходимость, можно изготовить текстолитовый или графитовый корпус.
- Мощность устройства регулируется путём увеличения или уменьшения витков обмотки индуктора.
Собрать такое устройство самостоятельно не просто. И браться за эту работу можно только в том случае, когда есть уверенность в правильности своих действий.
Индукционная печь на лампах
В отличие от транзисторной, ламповая печь получится намного мощнее, а значит, и обращаться и с ней и со схемой придётся осторожнее.
- Соединённые параллельно 4 лучевые лампы будут генерировать токи высокой частоты.
- Медную проволоку сгибают спиралью. Расстояние между витками 5 и более миллиметров. Сами витки диаметром 8-16 см. Индуктор должен быть такого размера, чтобы внутри легко помещался тигель.
- Индуктор помещают в корпус из материала, не проводящего ток (текстолит, графит).
- На корпус можно поставить неоновую лампу-индикатор.
- Так же можно включить в схему подстроечный конденсатор.
Изготовления обеих схем требует обладания некими знаниями, получить которые можно, но лучше, если этим займётся настоящий специалист.
Охлаждение
Этот вопрос, наверное, самый сложный из всех тех, которые ставятся перед человеком, решившим самостоятельно собрать плавильный аппарат на основе индукционного принципа.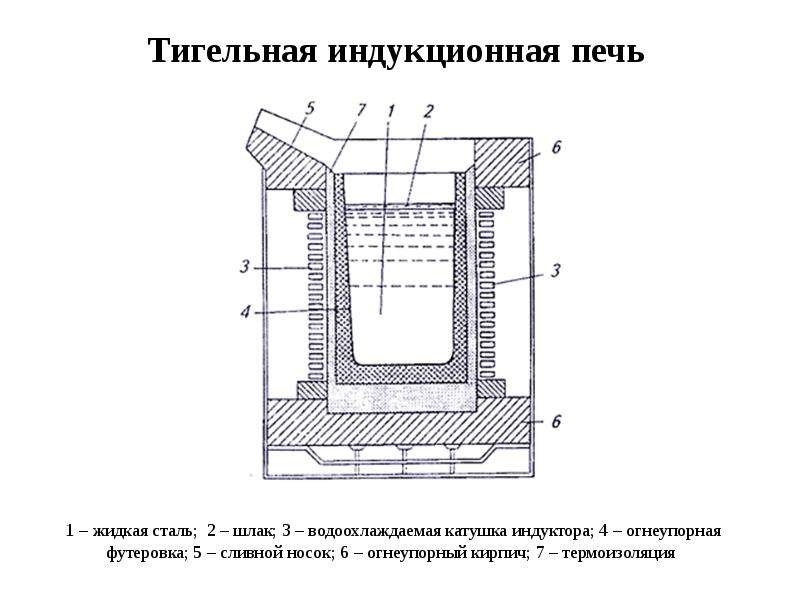 Дело в том, что ставить вентилятор непосредственно вблизи печи не рекомендуется. Металлические и электрические части охлаждающего устройства могут негативно сказаться на работе печки. Стоящий же в отдалении вентилятор может не обеспечить нужное охлаждение, что приведёт к перегреву.
Дело в том, что ставить вентилятор непосредственно вблизи печи не рекомендуется. Металлические и электрические части охлаждающего устройства могут негативно сказаться на работе печки. Стоящий же в отдалении вентилятор может не обеспечить нужное охлаждение, что приведёт к перегреву.
Второй вариант – это провести водяное охлаждение. Однако качественно и правильно выполнить его в домашних условиях не только сложно, но и финансово не выгодно. В этом случае стоит задуматься: не экономнее ли будет приобрести промышленный вариант индукционной печи, выпущенный на заводе, с соблюдением всех необходимых технологий?
Техника безопасности при выплавке металла в индукционной печи
Сильно распространяться на эту тему не нужно, так как практически каждый знает основные положения техники безопасности. Следует остановиться лишь на тех вопросах, которые присущи исключительно этому виду оборудования.
- Начнём всё-таки с личной безопасности. При работе с индукционной печью следует хорошо понимать, что температуры здесь очень сильно повышены, а это риск получения ожогов. Так же прибор электрический и требует повышенного внимания.
- Если вы купили готовую печь, следует обратить внимание на радиус воздействия электромагнитного поля. В противном случае часы, телефоны, видеокамеры и другие электронные гаджеты могут начать сбоить или совсем поломаются.
- Рабочую одежду следует подбирать с неметаллическими застёжками. Их наличие наоборот будет влиять на работу печи.
- Особое внимание в этом отношении следует уделить ламповой печи. Все элементы с высоким напряжением должны быть упрятаны в корпус.
 Так же прибор электрический и требует повышенного внимания.
Так же прибор электрический и требует повышенного внимания.Конечно, в городской квартире вряд ли пригодится такая аппаратура, но радиолюбителям, которые постоянно занимаются лужением, и ювелирных дел мастерам без индукционной печки не обойтись никак. Для них эта вещь очень полезная, можно сказать незаменимая, а как она помогает в их работе, лучше спросить у них самих.
Преимущества плавки металлов в индукционных печах
Индукционные печи используют при плавке металлов принципиально иной метод нагрева. Благодаря этому, усовершенствовалась и технология плавки, расширились возможности переплавления металлов из лома.
Благодаря этому, усовершенствовалась и технология плавки, расширились возможности переплавления металлов из лома.
Работа индукционных печей построена на принципе выделения тепла металлом при прохождении через него электрического тока. Таким образом, нагрев происходит не за счет тепловых волн, достигающих металла, а за счет превращения металлической массы в самостоятельный источник выделения тепла.
Для создания электромагнитного поля в печи используется индуктор. В связи с этим применяемый принцип плавки обозначается как индукционный нагрев. Индуктор входит в конструкцию плавильного агрегата. Обязательное условие эффективной работы печи – продуманная система охлаждения.К печи необходимо одновременно подвести и электроснабжение для нагрева металлов, и воду для охлаждения самого индуктора.
При использовании индукционных печей значительно повышается удобство и качество плавки металлов. Под воздействием электромагнитного потока в расплавленной массе металла усиливается циркуляция. Это способствует повышению однородности полученного в результате плавки металла. Кроме того, плавильные печи, использующие принцип индукционного нагрева, дают на выходе металл с более высокими показателями и по чистоте, и по однородности. Повышение качества металла дополняется снижением себестоимости всего процесса плавки. Достигается это за счет экономии электроэнергии, затрачиваемой на весь процесс переплавки металлов. Высокий коэффициент полезного действия работы печей подобного типа — еще одно дополнительное условие, приводящее к снижению производственных затрат.
Это способствует повышению однородности полученного в результате плавки металла. Кроме того, плавильные печи, использующие принцип индукционного нагрева, дают на выходе металл с более высокими показателями и по чистоте, и по однородности. Повышение качества металла дополняется снижением себестоимости всего процесса плавки. Достигается это за счет экономии электроэнергии, затрачиваемой на весь процесс переплавки металлов. Высокий коэффициент полезного действия работы печей подобного типа — еще одно дополнительное условие, приводящее к снижению производственных затрат.
В настоящий момент в промышленности чаще используются индукционные печи высокой частоты. Однако, среднечастотные печи также имеют свои преимущества. Они позволяют снизить расходы электроэнергии почти в два раза. Индукционные печи среднего нагрева отличаются сжатым временным циклом плавки (от 40 до 45 минут). Это достигается за счет того, что значительно повышен предел допустимой мощности в таких печах.
При использовании печей этого типа расширяются и возможности усовершенствовать технологию плавки металлов. Например, для производства чугуна можно использовать отходы других производств (кузнечного, токарно-фрезерного, прокатного). Полученный состав чугуна близок к идеальному. Это достигается за счет того, что печи средней частоты дают возможность активнее управлять химическим составом расплавляемого металла.
Например, для производства чугуна можно использовать отходы других производств (кузнечного, токарно-фрезерного, прокатного). Полученный состав чугуна близок к идеальному. Это достигается за счет того, что печи средней частоты дают возможность активнее управлять химическим составом расплавляемого металла.
В целом преимущества использования индукционной переплавки металла повышаются за счет использования разных типов агрегатов. Индукционные печи средней частоты создают дополнительные преимущества для использования этого метода плавки. В настоящее время на российских предприятиях используется порядка 23 % индукционных печей. Еще 76 % приходится на газовые вагранки. Широкомасштабное внедрение на производствах оборудования для индукционной плавки позволит значительно повысить эффективность всего процесса и его производительность, отразится на качестве получаемого металла.
Печь индукционная: назначение, преимущества, характеристики
ПЕЧЬ ИНДУКЦИОННАЯ — это промышленная печь, предназначенная для плавки металла. Преимущество в том, что обычная печь электрическая долго разогревает и плохо перемешивает металл, поэтому используется индукционная. Печи с индукционным нагревом улучшают химические свойства шихты, разогревая в индукторе металлы до 1750 °C. Нужна печь индукционная с хорошими характеристиками (нагрев от 30 минут)? Российский производитель ZAVODRR – печи индукционные литейные, электрические для стали, чугуна, алюминия.
Преимущество в том, что обычная печь электрическая долго разогревает и плохо перемешивает металл, поэтому используется индукционная. Печи с индукционным нагревом улучшают химические свойства шихты, разогревая в индукторе металлы до 1750 °C. Нужна печь индукционная с хорошими характеристиками (нагрев от 30 минут)? Российский производитель ZAVODRR – печи индукционные литейные, электрические для стали, чугуна, алюминия.
Содержание
Индукционные печи для металла
Индукционная печь для металла состоит из тиристорного или транзисторного
преобразователя, плавильного узла, комплекта конденсаторных батарей и
системы охлаждения. Печи для металла разогревают шихту внутри индуктора,
который футеруется, или в него вставляется графитовый тигель. Во время
работы печи должны иметь постоянное охлаждение (реактора преобразователя
и индуктора), для чего можно использовать чиллер или градирню.
Индукционные печи для цветного металла могут иметь быстросъемный
графитовый тигель, печи для чёрного металла используют футеровку.
Печи электрические индукционные
Электрическая индукционная плавильная печь может быть с тиристорным или
транзисторным преобразователем. Удельная мощность электропечи позволяет
плавить любые легкоплавные черные и цветные металлы, с температурой
плавления до 1650 °С. Электрические печи в качестве нагревательного
элемента используют водоохлаждающий индуктор, внутри которого возникает
электромагнитное поле. Тиристорные электрические индукционные печи
являются стационарными, именно такие печи используют 80% литейных
производств. Плавильные узлы имеют вместимость от 150 кг и
устанавливаются стационарно на фундамент.
Транзисторные индукционные электрические печи собираются на современных
IGBT модулях, являются мобильными с небольшим плавильным узлом, они
экономят электрическую энергию до 30% в сравнении с тиристорными
аналогами.
Технические характеристики печей на редукторе 100 — 5 000 кг
|
Модель |
Объём (тонн) |
Мощность (кВт) |
Сталь1600°C Произ-ность (тонн/час) |
Чугун 1450°C Произ-ность (тонн/час) |
|---|---|---|---|---|
|
IF 0.1-100-1/2.5 |
0.1 |
100 |
0.  11 11
|
0.14 |
|
IF 0.1-160-1/2.5 |
160 |
0.18 |
0.2 | |
|
IF 0.15-100-1/2.5 |
0.15 |
100 |
0.1 |
0.12 |
|
IF 0.15-160-1/2.5 |
160 |
0.2 |
0.22 | |
|
IF 0.25-160-1/2.5 |
0.25 |
160 |
0.19 |
0.21 |
|
IF 0.  25-250-1/2.5 25-250-1/2.5
|
250 |
0.37 |
0.40 | |
|
IF 0.5-250-1 |
0.5 |
250 |
0.31 |
0.33 |
|
IF 0.5-350-1 |
350 |
0.54 |
0.61 | |
|
IF 0.5-500-0.5 |
500 |
0.84 |
0.90 | |
|
IF 1-500-0.5 |
1,0 |
500 |
0.  76 76
|
0.79 |
|
IF 1-600-0.5 |
600 |
0.92 |
0.96 | |
|
IF 1-750-0.5 |
750 |
1.27 |
1.31 |
Технические характеристики транзисторных печей 5 — 200 кг
|
Модель |
Мощность, кВт |
Загрузка по стали/чугуну,кг |
Загрузка по меди и драг металлам, кг |
Масса, кг |
|---|---|---|---|---|
|
ИПП-15 |
15 |
4 |
10 |
90 |
|
ИПП-25 |
25 |
8 |
20 |
120 |
|
ИПП-40 |
40 |
20 |
40 |
140 |
|
ИПП-60 |
60 |
30 |
60 |
215 |
|
ИПП-80 |
80 |
40 |
80 |
245 |
|
ИПП-100 |
100 |
50 |
100 |
285 |
|
ИПП-120 |
120 |
60 |
150 |
295 |
|
ИПП-160 |
160 |
100 |
200 |
335 |
|
ИПП-200 |
200 |
150 |
300 |
450 |
|
ИПП-250 |
250 |
200 |
400 |
570 |
Комплектность поставки печи:
|
Блок индукционного нагревателя |
1 шт. 
|
|
Блок конденсаторной батареи |
1шт. |
|
Межблочные соединительные кабели |
1шт. |
|
Соединительные провода (индукционный нагреватель — плавильный узел) |
2шт. |
|
Плавильный узел (в сборе, с устройством наклона печи) |
1шт. |
|
Съемный тигель |
1шт. |
|
Инструкция по эксплуатации |
1шт. |
|
Гарантийный талон |
1шт. 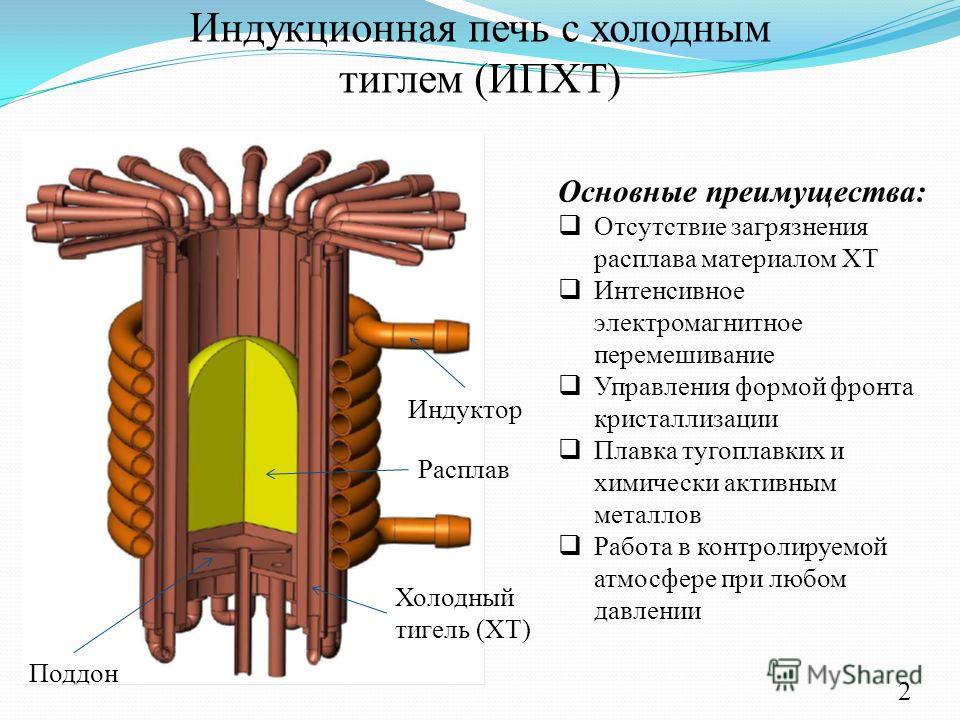
|
Индукционные литейные печи
Литейная печь с загрузкой металла 5-5000 кг имеет механизм наклона
плавильного узла на редукторе или гидравлике. Оба варианта печей
комплектуются тиристорным преобразователем и используются для плавки
цветных и чёрных металлов. Индукционная литейная печь позволяет получать
высококачественную плавильную массу с хорошими химическими
характеристиками. Основными преимуществами индукционных печей являются
быстрая плавка и набор температуры, качественное литье.
✓ Индукционные литейные печи с наклоном на редукторе бывают от 5 до 3000 кг. Редуктор удобен для ручного аварийного слива металла при отключении электричества.
✓ Печи на гидравлике имеют плавильный узел от 500 до 5000 кг. Гидравлика помогает производить плавный слив металла.
Индукционные печи России
Последнее время литейные и промышленные производства в РФ стали
увеличивать производственные мощности. В этом им помогают индукционные
В этом им помогают индукционные
печи российского производства. Печь сделанная в России не уступает по
качеству китайским и европейским аналогам. Индукционные плавильные печи
собираются на базе тиристорных и транзисторных преобразователей. Печи от
российского изготовителя могут быть скомплектованы плавильным узлом
наклона на редукторе или гидравлике. Каждая индукционная печь
управляется современным контроллером с 8 степенями защиты, для
безопасной и круглосуточной работы.
Принцип работы индукционных печей
Принцип работы индукционной печи заключается в преобразовании энергии
электромагнитного поля, которая поглощается нагреваемым объектом, в
тепловую энергию. Устройство индукционной печи включает в себя индуктор,
футеровку, каркас, наклоняющий механизм и дополнительные системы и
механизмы.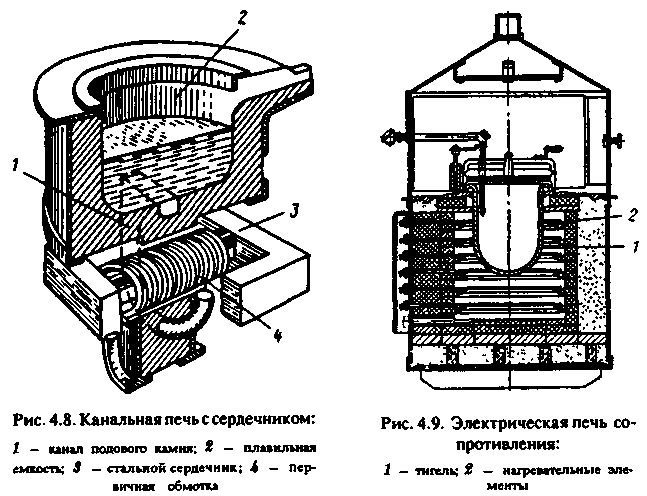
Данные печи используют электрическую энергию для придания колебательных
движений молекулярной решётке расплавляемого материала при возникновении
в нём вторичных наведённых токов, то есть главным принципом является
обеспечение формирования индуктивного поля.
Индукционные печи для стали
Индукционные печи для стали могут выплавлять обычную и жаропрочную
сталь. Печи для стали производят плавку за 40-60 минут,
высокотемпературная сталь может плавиться значительно дольше.
Температура плавления стали 1400-1500 °С, время одной плавки зависит от
мощности тиристорного преобразователя.
Сталеплавильные индукционные печи используют специальную футеровочную
смесь, которая выдерживает от 10 до 50 плавок (в зависимости от
производителя).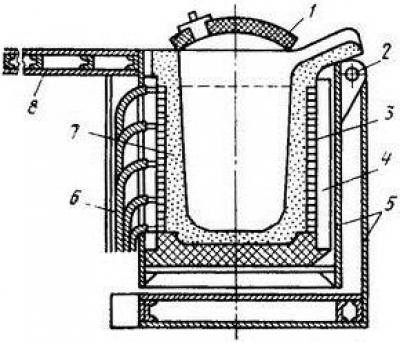
Нельзя выплавлять стали, содержащие активные элементы, способные при
взаимодействии с кислой футеровкой вызывать ее повреждение.
Индукционные печи для чугуна
Шихта чугуна представляет сплав железа с различными элементами.
Содержание углерода в составе чугуна должно быть от 2,14 % до 4%. Если
содержание меньше, то это сталь.
Индукционные печи для чугуна должны нагревать шихту до температуры
плавления от 1150 до 1200 °C. Для плавки шихты чугуна используют
ферросплавы (ферросилиций и ферромарганец) для его разжижения.
Качественное литье из чугуна получается именно в индукционных печах, так
как они отлично перемешивают шихту до однородного состава и выводят
шлаки на поверхность.
Индукционные печи для алюминия
Индукционные печи для алюминия должны достигать температуры его
плавления 660 °C, плавку можно производить в обычном графитовом тигле.
Литейные индукционные печи для алюминия позволяют выплавлять другие
цветные металлы, имеющие низкую температуру разогрева. В печи можно
загружать лом алюминия или алюминиевые чушки.
Плотность алюминия составляет 2,6989 г/см3, соответственно, плавильный
узел для чугуна и алюминия отличается в 2-3 раза по ёмкости при
одинаковой мощности тиристорного преобразователя.
Вакуумные индукционные печи
Вакуумная индукционная тигельная печь способна разогревать металл
температурой более 2200 °C.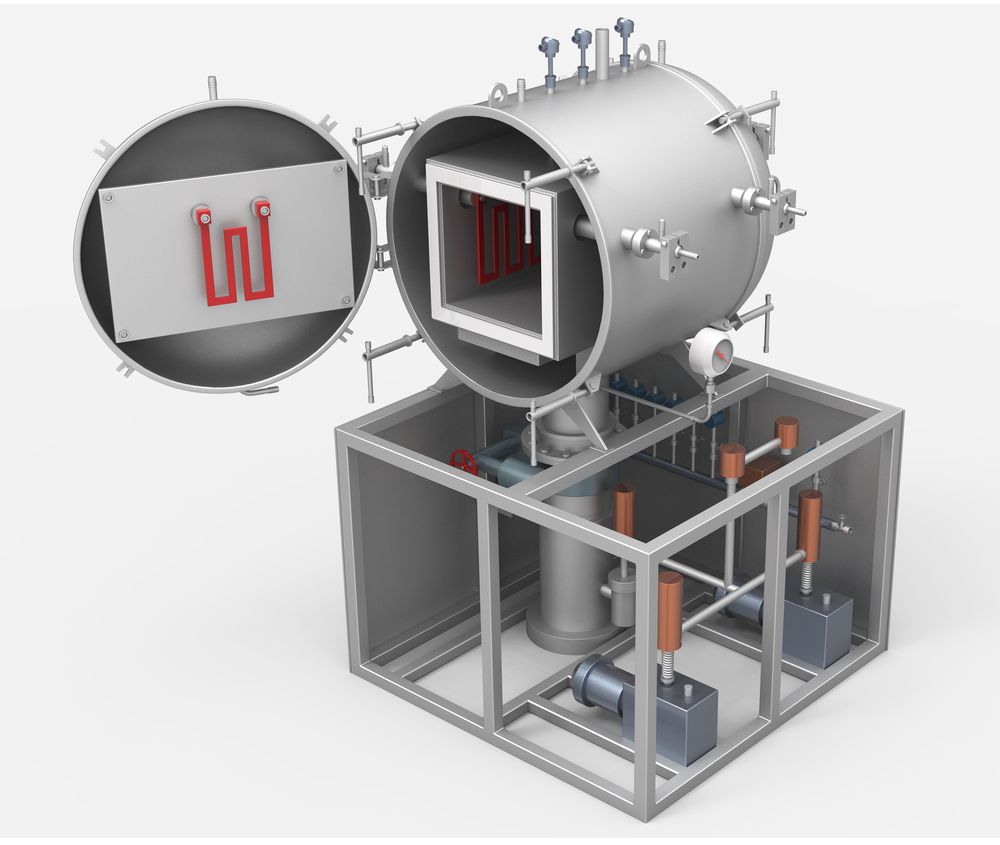 Вакуум создает разряженную атмосферу над
Вакуум создает разряженную атмосферу над
поверхностью расплавляемого металла. Тигель помещают в вакуумную камеру,
где происходит нагрев нержавеющих и высокопрочных сталей, прецизионных и
жаропрочных сплавов. Сырьевые компоненты используются практически в
любом виде, в том числе и в шихтовом или кусковом.
Вакуумные печи и процесс индукции обеспечивают гибкое регулирование
процессов раскисления и рафинирования, гарантируя химическую чистоту
получаемого расплава.
Индукционные печи ИСТ
Индукционные сталеплавильные печи ИСТ предназначены для переплавки стали
и чугуна. Чаще всего печи ИСТ применяются в литейных и металлургических
производствах. Индукционные печи ИСТ предназначена для промышленного
использования, они обладают высокими показателями удельной
производительности. К преимуществам печей ИСТ можно отнести крайне
К преимуществам печей ИСТ можно отнести крайне
низкий угар металла и использование в качестве шихты мелкодроблёное
сырье без предварительного брикетирования.
Производство индукционных печей
Производство индукционных печей предполагает использование только
качественных материалов, обеспечивающих надежную работу оборудования на
предприятии. Кроме того, используемые при производстве печей материалы
должны быть безопасными для здоровья людей. Также большое значение имеют
грамотный монтаж оборудования и качественное техническое обслуживание.
Производство индукционных печей – это сложнейший технологический
процесс, требующий высокой квалификации персонала и наличия
высококлассного оборудования. В качестве футеровки используется
жаропрочный бетон, размещаемый внутри корпуса.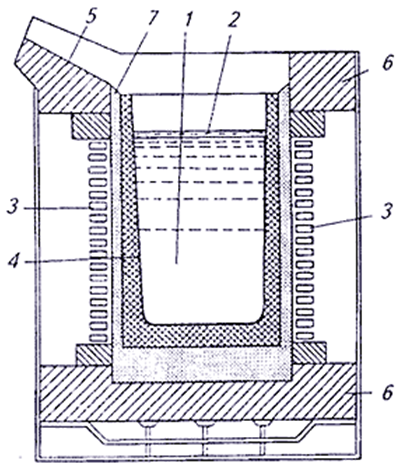 Основой нагревательного
Основой нагревательного
элемента является медная обмотка с системой конденсаторов, которые
зачастую и определяют срок службы изделия. Помимо этого, немаловажной
составляющей являются температурные датчики, благодаря которым и
осуществляется плавное регулирование технологического процесса.
требуемая схема и принцип работы,
В настоящее время в быту стали использоваться печи, работающие по индукционному принципу, которые обычно применяются в промышленности. Чтобы индукционные печи можно было использовать в бытовых условиях, их конструкцию существенно преобразили, без изменения остался только принцип преобразования энергии. Такой прибор можно сделать своими руками из доступных материалов. Главное – это разобраться в конструкции и понять, как работает эта печь.
Принцип работы индукционной печи
Работа такой печи основана на принципе индукционного нагрева. Другими словами, тепловая энергия получается от электрического тока, вырабатываемого электромагнитным полем.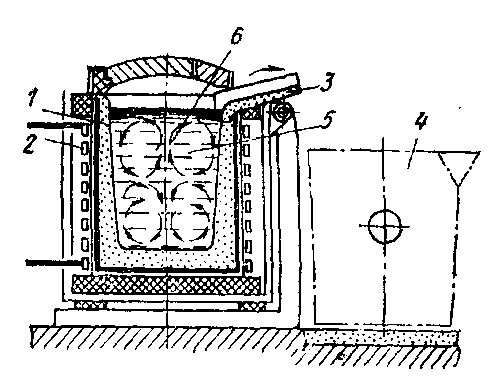 Благодаря такой особенности этот прибор отличается от обыкновенных электрообогревателей.
Благодаря такой особенности этот прибор отличается от обыкновенных электрообогревателей.
Конструкция индуктора довольно проста. Его центром является графитовая или металлическая электропроводящая заготовка, вокруг которой следует намотать провод. При помощи мощности генератора в индуктор начинают запускать токи разной частоты, создавая вокруг индуктора мощное электромагнитное поле. Благодаря воздействию такого поля на заготовку и создания в ней вихревых токов, графит или металл начинает очень сильно разогреваться и отдавать тепло окружающему воздуху.
В быту индукторы стали использоваться сравнительно недавно.
Виды индукционных устройств
По своему предназначению такие приборы бывают бытовыми и промышленными. Однако такая классификация считается неполной. Существует еще несколько разновидностей печей:
- Тигельные. Самый распространенный вид агрегатов, используемых в металлургии. Такая конструкция не содержит сердечник. Эти устройства в основном используются для обработки и плавки любых металлов. Замечательно зарекомендовали себя они и в других областях.
- Канальные. Их конструкция имеет сходство с трансформатором.
- Вакуумные. Применяются тогда, когда необходимо удалить примеси из металла.
 Замечательно зарекомендовали себя они и в других областях.
Замечательно зарекомендовали себя они и в других областях.Бытовые печи делятся на две группы:
- Агрегаты, которые используют для отопления. Представляют собой индукционные котельные установки небольшого размера, которые монтируются в системах автономного отопления.
- Индукционные плиты, на которых готовят пищу. Основное отличие от обыкновенной электроплиты – экономное расходование электроэнергии.
Можно ли изготовить индукционную печь, предназначенную для плавки металлов, своими руками? Хотя она и является, с одной стороны, сложным оборудованием, а с другой – благодаря относительной простоте и понятности принципа работы появляется возможность сделать индукционный нагревательный прибор своими руками. Кроме того, многие специалисты, обладающие необходимыми знаниями и навыками, способны создать качественные агрегаты из обычных материалов. Чтобы сделать индукционную печь своими руками, будет нужна схема и хорошее знание физики.
Чтобы сделать индукционную печь своими руками, будет нужна схема и хорошее знание физики.
Индукционные печи своими руками в основном используются для обогрева помещений. Тигельные конструкции небольшого размера лучше всего подойдут для плавки металлов в небольших объемах, например, при изготовлении бижутерии или ювелирных украшений. Индукционные плиты считаются замечательным решением для дачных домиков. А в городской квартире их используют как дополнительный обогреватель, если произошел какой-либо сбой в центральной системе отопления.
Схема индукционной печи
Схема такого простого индукционного нагревателя необходима будет для выполнения работ. Можно работать и без нее, но нежелательно, так как такой нагреватель является сложным электрооборудованием. Его конструкция и внутреннее содержимое разрабатывается заранее. Схема объединяет все задумки мастера в единое целое. Если потребуется спроектировать плиту, а не простой нагреватель, без схемы вообще не получится обойтись.
Конструкция индукционной печи своими руками достаточно проста: нагревательный элемент, общий корпус, индуктор. Если агрегат потребуется для обработки материалов, следует дополнительно спроектировать плавильную камеру. Сердцем индукционной печи является заготовка, проводящая ток, способная разогреваться до высоких температур. С такой задачей замечательно справляются нихромовая спираль или графитовые щетки. Выбирая между ними, следует ориентироваться на те задачи, которые стоят перед нагревателем. Для плавильной печи лучшим вариантом будет использование графитовых щеток, для нагревательного прибора – нихромовой спирали. Использование нихрома дает возможность подключить агрегат к обычной электросети.
Как сделать индукционную печь своими руками
Для создания эффективного агрегата необходимо учитывать следующие параметры:
- частота и мощность генератора;
- скорость, с которой теряется тепло;
- количество потерь в вихревых токах.
Сначала необходимо правильно подобрать все необходимые детали схемы для получения достаточных условий для плавки в мастерской. Если агрегат собирают своими руками, частота генератора должна составлять 27,12 МГц. Катушку следует делать из провода или тонкой медной трубки, при этом не должно быть больше 10 витков.
Если агрегат собирают своими руками, частота генератора должна составлять 27,12 МГц. Катушку следует делать из провода или тонкой медной трубки, при этом не должно быть больше 10 витков.
Мощность электронных ламп должна быть большая. Схема предусматривает установку неоновой лампы, которая будет использоваться в качестве индикатора готовности устройства. В схеме также предусмотрено применение дросселей и керамических конденсаторов. К домашней розетке подключение осуществляется через выпрямитель.
Индукционная печь, изготовленная своими руками, выглядит следующим образом: небольшая подставка на ножках, к которой крепится генератор со всеми необходимыми деталями схемы. А уже к генератору подключается индуктор.
Преимущества и недостатки индукционных печей
Индукционные агрегаты могут иметь различную мощность и зависит это от особенностей конструкции. Своими руками собрать устройство промышленной частоты очень непросто, да и в этом нет необходимости. Лучше стоит их купить.
Лучше стоит их купить.
Индукционные печи могут иметь как плюсы, так и минусы:
- они очень надежные;
- гораздо экономичнее обыкновенных электронагревателей;
- их используют не только для обогрева, но и подключают к водяному контуру;
- устанавливать их можно в квартире или доме, не оборудуя для этого специальное помещение;
- такую печь используют не только в качестве основного котла в автономной сети отопления, но и в сочетании с другими тепловыми источниками;
- такие устройства очень просто эксплуатировать, при этом не требуется периодическое сервисное обслуживание;
- основным недостатком индукционной печи является ее высокая пожароопасность, поэтому это качество следует учитывать при установке ее в жилом помещении.
Безопасность
Работая с печью, следует опасаться получения термических ожогов. Кроме того, такое устройство имеет высокую пожарную опасность. Во время работы эти агрегаты ни в коем случае нельзя перемещать. Нужно быть очень внимательным, когда такие печи устанавливают в квартире.
Нужно быть очень внимательным, когда такие печи устанавливают в квартире.
Переменное электромагнитное поле начинает разогревать окружающее его помещение, и такая особенность находится в прямой зависимости от мощности и частоты излучения устройства. Мощные промышленные печи могут оказывать воздействие на предметы, находящиеся в карманах одежды, на близлежащие детали из металла, на ткани людей.
Заключение
Индукционную печь можно изготовить самостоятельно, но это не всегда целесообразно. Лучше не браться за такую работу, если нет совершенно никаких знаний в области электрооборудования и физики. Перед тем как приступить к конструированию даже самого простого устройства, его следует разработать, спроектировать и составить схему. Если нет никакого опыта в изготовлении электроприборов, лучше всего приобрести такой агрегат заводского изготовления.
Оцените статью: Поделитесь с друзьями!
особенности конструкции и изготовление своими руками
На протяжении многих лет люди проводят плавку металла. Каждый материал имеет свою температуру плавления, достигнуть которую можно только при применении специального оборудования. Первые печи для плавки металла были довольно большими и устанавливались исключительно в цехах крупных организаций. Сегодня современная индукционная печь может устанавливаться в небольших мастерских при налаживании производства ювелирных изделий. Она небольшая, проста в обращении и обладает высокой эффективностью.
Каждый материал имеет свою температуру плавления, достигнуть которую можно только при применении специального оборудования. Первые печи для плавки металла были довольно большими и устанавливались исключительно в цехах крупных организаций. Сегодня современная индукционная печь может устанавливаться в небольших мастерских при налаживании производства ювелирных изделий. Она небольшая, проста в обращении и обладает высокой эффективностью.
Принцип действия
Плавильный узел индукционной печи применяется для нагрева самых различных металлов и сплавов. Классическая конструкция состоит из следующих элементов:
- Сливной насос.
- Индуктор, охлаждающийся водой.
- Каркас из нержавеющей стали или алюминия.
- Контактная площадка.
- Подина из жаропрочного бетона.
- Опора с гидравлическим цилиндром и подшипниковым узлом.
Принцип действия основан на создании вихревых индукционных токов Фуко. Как правило, при работе бытовых приборов подобные токи вызывают сбои, но в этом случае они применяются для нагрева шихты до требуемой температуры. Практически вся электроника во время работы начинает нагреваться. Этот негативный фактор применения электричества используется на полную мощность.
Как правило, при работе бытовых приборов подобные токи вызывают сбои, но в этом случае они применяются для нагрева шихты до требуемой температуры. Практически вся электроника во время работы начинает нагреваться. Этот негативный фактор применения электричества используется на полную мощность.
Преимущества устройства
Печь плавильная индукционная стала применяться относительно недавно. На производственных площадках устанавливаются знаменитые мартены, доменные печи и другие разновидности оборудования. Подобная печь для плавки металла обладает следующими преимуществами:
- Применение принципа индукции позволяет делать оборудование компактным. Именно поэтому не возникает проблем с их размещением в небольших помещениях. Примером можно назвать доменные печи, которые могут устанавливаться исключительно в подготовленных помещениях.
- Результаты проведенных исследований указывают на то, что КПД составляет практически 100%.
- Высокая скорость плавки. Высокий показатель КПД определяет то, что на разогрев металла уходит намного меньше времени, если сравнивать с другими печами.
- Некоторые печи при плавке могут привести к изменению химического состава металла. Индукционная занимает первое место по чистоте расплава. Создаваемые токи Фуко проводят нагрев заготовки изнутри, за счет чего исключается вероятность попадания в состав различных примесей.
Именно последнее преимущество определяет распространение индукционной печи в ювелирном деле, так как даже небольшая концентрация посторонней примеси может негативно сказаться на полученном результате.
Рекомендации по размещению печи
В зависимости от особенностей конструкции выделяют напольные и настольные индукционные печи. Независимо от того, какой именно вариант был выбран, выделяют несколько основных правил по установке:
- При работе оборудования на электросеть оказывается высокая нагрузка. Для того чтобы исключить вероятность возникновения короткого замыкания по причине износа изоляции, при установке должно быть проведено качественное заземление.
- Конструкция имеет водяной охлаждающий контур, который исключает вероятность перегрева основных элементов. Именно поэтому следует обеспечивать надежный подъем воды.
- Если проводится установка настольной печи, то следует уделить внимание устойчивости используемого основания.
- Печь для плавки металла представлена сложным электрическим прибором, при установке которого нужно соблюдать все рекомендации производителя. Особое внимание уделяется параметрам источника питания, который должен соответствовать модели аппарата.
- Не стоит забывать о том, что вокруг печи должно быть довольно много свободного пространства. Во время работы даже небольшой по объему и массе расплав может случайно выплеснуться из формы. При температуре более 1000 градусов Цельсия он нанесет непоправимый вред различным материалам, а также может стать причиной возгорания.

Во время работы устройство может серьезно нагреваться. Именно поэтому поблизости не должно быть никаких легковоспламеняющихся или взрывчатых веществ. Кроме этого, по технике пожарной безопасности вблизи должен быть установлен пожарный щит.
Именно поэтому поблизости не должно быть никаких легковоспламеняющихся или взрывчатых веществ. Кроме этого, по технике пожарной безопасности вблизи должен быть установлен пожарный щит.
Разновидности оборудования
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
- В тигельный тип печи приходится проводить загрузку каждой порции шихты отдельно. Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
- Канальные отличаются тем, что позволяют проводить плавку металла непрерывно. Конструкция позволяет проводить погрузку новой порции металла и слив уже расплавленного во время работы. Недостатком можно назвать лишь то, что трудности возникают на момент слива, так как канал слива должен быть заполнен.

Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто. Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
 Рекомендуемый диаметр составляет 8—10 см.
Рекомендуемый диаметр составляет 8—10 см.После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Применение транзисторов
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
- При применении рассматриваемой схемы конструкция будет сильно нагреваться. Именно поэтому следует использовать эффективное охлаждение.
- Приобретенные конденсаторы собираются в одну схему для получения батареи.
- В качестве основы для индуктора применяются дроссельные кольца. На них наматывается ранее приобретенная медная трубка диаметром около 1 мм. Количество витков определяет то, какой мощностью будет самодельная печь. Рекомендуемый диапазон от 7 до 15 витков.
- На предмет цилиндрической формы наматывается вторая медная трубка, диаметр которой должен быть около 2 мм. Стоит учитывать, что концы этой трубки следует оставлять большими, так как они будут использоваться для подключения к источнику питания.
- В качестве источника питания можно использовать аккумулятор с мощностью 12 В.

Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов, довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении.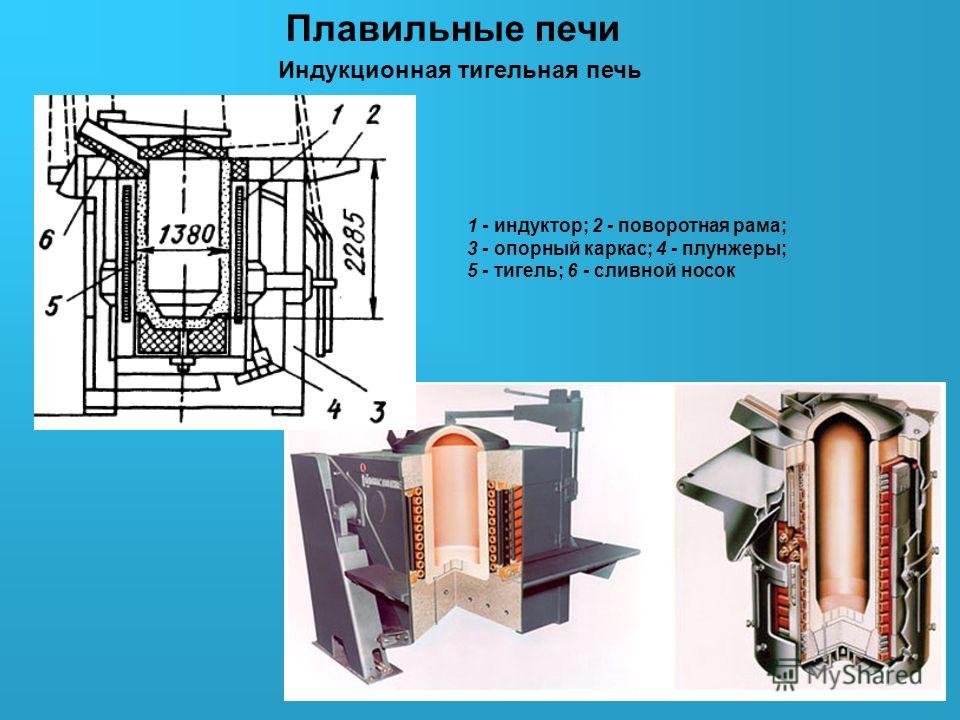 Применяемая схема проще в сравнении со случаем применения транзисторов. Сборку можно провести в несколько этапов:
Применяемая схема проще в сравнении со случаем применения транзисторов. Сборку можно провести в несколько этапов:
- В качестве генератора тока применяются 4 лучевые лампы, которые соединяются при параллельном подключении.
- Применяемая проволока из меди должна соединяться по спирали. Создаваемые витки должны иметь диаметр от 8 до 16 см, расстояние между ними не менее 5 миллиметров. Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель.
- Создаваемая спираль помещается в корпус из материала, который не проводит электрический ток.
- Повысить эффективность схемы можно при дополнительном подключении подстроечного конденсатора.
Применяемые ламы должны быть защищены от механического воздействия.
Охлаждение оборудования
При создании индукционной печи своими руками больше всего проблем возникает с охлаждением. Это связано со следующими моментами:
- Во время работы нагревается не только расплавляемый металл, но и некоторые элементы оборудования. Именно поэтому для длительной работы требуется эффективное охлаждение.
- Метод, основанный на применении воздушного потока, характеризуется низкой эффективностью. Кроме этого, не рекомендуется проводить установку вентиляторов вблизи печи. Это связано с тем, что металлические элементы могут оказывать воздействие на генерируемые вихревые токи.
 Именно поэтому для длительной работы требуется эффективное охлаждение.
Именно поэтому для длительной работы требуется эффективное охлаждение.Как правило, охлаждение проводится при подаче воды. Создать водяной охлаждающий контур в домашних условиях не только сложно, но и экономически невыгодно. Промышленные варианты печи имеют уже встроенный контур, к которому достаточно подключить холодную воду.
Техника безопасности
При использовании индукционной печи нужно соблюдать определенную технику безопасности. Основные рекомендации:
- Нагреваемый металл может иметь очень высокую температуру. Попадание даже одной расплавленной капли на кожу может привести к серьезной травме. Именно поэтому при работе следует быть осторожным, использовать защитную одежду.
- Производители промышленного оборудования в паспорте указывают довольно много различных параметров, среди которых отметим радиус воздействия электромагнитного поля. Стоит учитывать, что электроника, которая попала в этот радиус, может работать неправильно, а при длительном нахождении и вовсе выйдет из строя.
- При выборе защитной одежды следует отдавать предпочтение варианту без металлических элементов.
 Именно поэтому при работе следует быть осторожным, использовать защитную одежду.
Именно поэтому при работе следует быть осторожным, использовать защитную одежду.При установке оборудования следует рассмотреть то, как будет проводиться погрузка шихты и извлечение расплавленного металла. Рекомендуется отводить отдельное подготовленное помещение для установки индукционной печи.
Принцип работы канальной и тигельной печей.
Индукционные печи, печи в которых происходит нагрев тел в электромагнитном поле за счёт действия электрического тока , протекающего по нагреваемому телу и нагревая его под действием электромагнитной индукции.
Мы рассмотрим два вида индукционных печей – тигельную индукционную печь и канальную индукционную печь.
Индукционные канальные печи используются для плавки цветных металлов, плавка стали в таких печах невозможна из-за недостаточной стойкости отделки печи (футеровки). Футеровку используют для увеличения огнестойкости материалов из которых изготовлена печь, а так же для защиты печи от ударных воздействий.
Основные достоинства индукционный канальной печи следующие:
1).Минимальное окисление и испарение металлов, это происходит благодаря нагреву породы снизу. Доступ воздуха к наиболее нагретым частям расплава (находящегося в каналах) отсутствует, а поверхность металла в ванне имеет сравнительно низкую температуру.
2).Малый расход энергии на расплавление, перегрев и выдержку металла. Канальная печь имеет высокий электрический КПД благодаря замкнутому магнитопроводу. В тоже время высокий и тепловой КПД печи, благодаря тому, что основная часть расплава находится в ванне, которая имеет толстую теплоизолирующую облицовку, что препятствует отводу тепла из расплава.
Недостатки печи:
1). Тяжёлые условия для облицовки печи, стойкость футеровки снижается при повышении температуры расплава, а так же при плавке сплавов содержащих химически-активные компоненты. Так же нельзя плавить в таких печах низкосортную породу, плавка такой породы может привести к зарастанию каналов.
2). Следует постоянно держать в печи большое количество расплавленного металла. Если металл слить, то произойдёт охлаждение футеровки, после чего она растрескается и нужно будет менять облицовку в печи заново, что занимает большое количество времени и финансов. По этой же причине нельзя резко сменить марку металла выплавляемого в печи, смена марки происходит через несколько переходных циклов плавки проведённых через печ, с постепенным достижением нужной марки металла.
3). Шлак в печи находится на поверхности, он имеет низкую температуру, из-за чего нельзя плавить стружку и мелкую породу, она не пройдёт слой шлака и повязнет в нём.
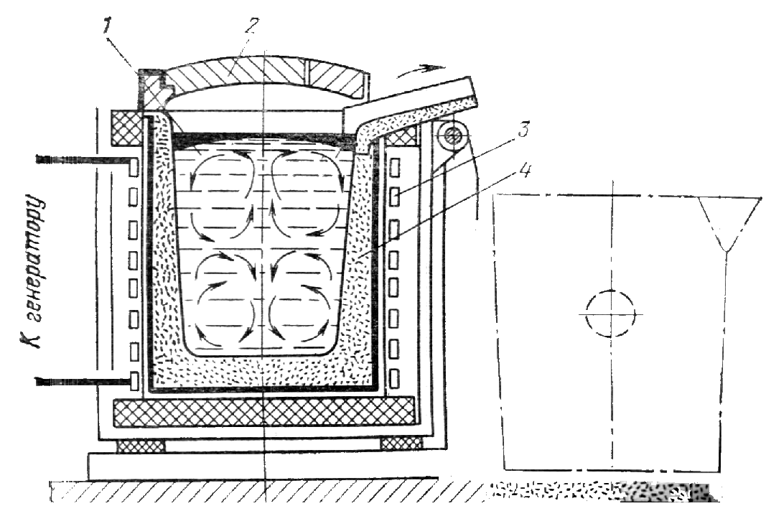
Принцип работы индукционный канальной печи такой же как и принцип работы силового трансформатора , который работает в режиме короткого замыкания. Но электрические параметры канальной электропечи и трансформатора сильно отличны друг от друга из-за различия их конструкций. Печь состоит из облицованной камнем ванны в которой находится практически вся масса расплава и индукционного нагревательного оборудования, которое находится под ванной. Ванна соединена с плавильным каналом так же заполненным расплавом. Расплав в канале и ванне образует замкнутое кольцо, которое проводит электрический ток. Принцип действия канальной печи требует постоянно замкнутой цепи, поэтому можно сливать только часть расплава и снова догружать соответствующее количество новой породы. Все канальные печи работают работают с остаточной ёмкостью 20-50% от полной ёмкости печи. Замораживать металл в канале нельзя он должен быть постоянно в жидком состоянии. Индукционная единица объединяет печной трансформатор и подовый камень (облицовку) с каналом. Индуктор является первичной обмоткой трансформатора, а вторичный виток – это расплавленный металл заполняющий канал, который находится в нижней части ванны.
Но электрические параметры канальной электропечи и трансформатора сильно отличны друг от друга из-за различия их конструкций. Печь состоит из облицованной камнем ванны в которой находится практически вся масса расплава и индукционного нагревательного оборудования, которое находится под ванной. Ванна соединена с плавильным каналом так же заполненным расплавом. Расплав в канале и ванне образует замкнутое кольцо, которое проводит электрический ток. Принцип действия канальной печи требует постоянно замкнутой цепи, поэтому можно сливать только часть расплава и снова догружать соответствующее количество новой породы. Все канальные печи работают работают с остаточной ёмкостью 20-50% от полной ёмкости печи. Замораживать металл в канале нельзя он должен быть постоянно в жидком состоянии. Индукционная единица объединяет печной трансформатор и подовый камень (облицовку) с каналом. Индуктор является первичной обмоткой трансформатора, а вторичный виток – это расплавленный металл заполняющий канал, который находится в нижней части ванны. Ток во вторичной цепи вызывает нагрев расплава при этом почти вся энергия выделяется в канале, который имеет малое сечение в следствии чего поглощается 90-95% подведённой к печи электроэнергии. Металл в печи перемещается из-за электродинамических усилий, возникающих в канале и в малой степени конвекцией, связанной с перегревом металла в канале по отношению к температуре ванны.
Ток во вторичной цепи вызывает нагрев расплава при этом почти вся энергия выделяется в канале, который имеет малое сечение в следствии чего поглощается 90-95% подведённой к печи электроэнергии. Металл в печи перемещается из-за электродинамических усилий, возникающих в канале и в малой степени конвекцией, связанной с перегревом металла в канале по отношению к температуре ванны.
По моему мнению целесообразно применять канальные индукционные печи на крупных производствах низкосортных металлов, так как они очень экономичны и дёшевы в изготовлении, но нужно следить за постоянными поставками сырья для выплавки, так как остановка этих печей приведёт к огромным денежным затратам, вследствие растрескивания облицовки печей.
Индукционные тигельные печи широко применяются в промышленности для плавки чёрных металлов и цветных металлов как на воздухе, так и в вакууме и в защитных атмосферах. В настоящие время такие печи используются ёмкостью от десятков грамм до десятков тонн. Такие печи применяют для плавки высококачественных сталей и других специальных сплавов, требующих чистоты и однородности. Тигельные печи повышенной и промышленной частоты широко применяют в России и за рубежом. Их используют для плавки обычных тяжёлых и лёгких цветных металлов и их сплавов в производствах с периодическим режимом работы и широким ассортиментом ассортиментом выплавляемых сплавов, требующих модифицирования, а так же для плавки сильно загрязнённой породы с большим содержанием стружки и инородных сплавов. Поэтому тигельные индукционные печи хотя и отличаются низким КПД, а так же представляют собой более дорогое и сложное электротехническое устройство по сравнению с индукционными канальными печами, в указанных случаях они более приемлемы и удобны в эксплуатации.
Перечислю
достоинства и недостатки индукционных тигельных печей.
К достоинствам отнесу:
1). Выделение энергии в загрузке породы без промежуточных нагревательных элементов.
2). Интенсивная электродинамическая циркуляция расплава в камере плавления обеспечивает плавление быстрой шихты и отходов, быстрое выравнивание температуры по объёму камеры плавления. Можно получить многокомпонентные сплавы.
3). Возможность создания в печи любой атмосферы и любого давления.
4). Высокая производительность достигаемая благодаря высокими значениям удельной мощности особенно на средних частотах.
5). Возможность полного слива металла из тигля и малая масса облицовки печи. Печи такого типа удобны для периодической работы между плавками и обеспечивают возможность для быстрого перехода с одной марки сплава на другую.
6). Простота и удобство обслуживания печи, управления и регулировки процесса плавки, возможность автоматизации процесса. А так же малое загрязнение атмосферы.
Стоит так же отметить и недостатки тигельных печей:
1).Низкая стойкость облицовки (футеровки) при высоких рабочих температурах и колебаниях температур в расплаве. Это происходит из-за малой толщины футеровки.
2). Высокая стоимость электрооборудования, особенно при частотах 50 Герц.
3). Низкий КПД всей установки вследствие необходимости иметь источник получения высокой или повышенной частоты, а так же конденсаторов, а так же при плавки материалов с малым удельным сопротивлением.
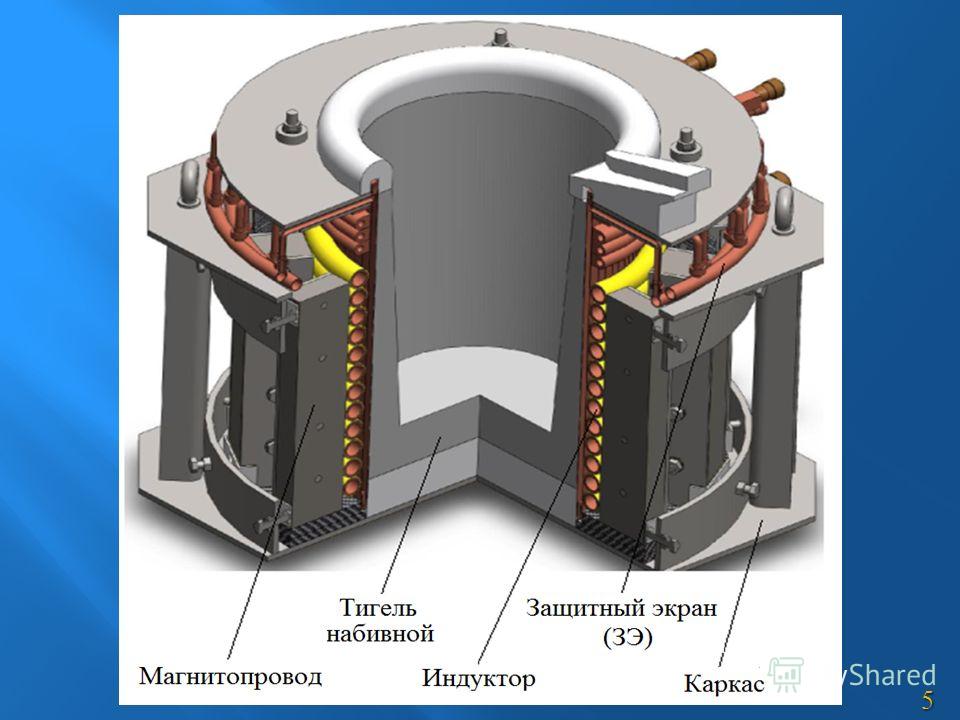
Принцип работы индукционной тигельной печи. В основе лежит трансформаторный принцип передачи энергии от первичной цепи ко вторичной. Подводимая к первичной цепи электрическая энергия переменного тока превращается в электромагнитную энергию, которая во вторичной цепи переходит снова в электрическую, а затем в тепловую. Индукционные тигельные печи также называют индукционными печами без сердечника. Печь представляет собой плавильный тигель, как правило, цилиндрической формы, выполненный из огнеупорного материала и помещенный в полость индуктора, подключенного к источнику переменного тока Металлическая шихта (материал, подлежащий плавлению) загружается в тигель и, поглощая электрическую энергию, плавится. В тигельной печи первичной обмоткой служит индуктор, обтекаемый переменным током, а вторичной обмоткой и одновременно нагрузкой – сам расплавляемый металл, загруженный в тигель и помещенный внутрь индуктора. Магнитный поток в тигельной печи проходит в той или иной степени по самой шихте. Магнитный поток в тигельной печи проходит в той или иной степени по самой шихте. Поэтому для работы печи без сердечника имеют большое значение магнитные свойства, а также размеры и форма кусков шихты. Когда в качестве облицовки применяют ферромагнитные металлы, то до того момента, пока их температура еще не достигла точки Кюри, то есть o ~740 ÷770 С, их магнитная проницаемость сохраняет свою величину. В этом случае шихта будет играть роль не только вторичной обмотки и нагрузки, но и незамкнутого сердечника. Иначе говоря, при плавке в тигельной печи ферромагнитных металлов разогрев шихты в первый период (до точки Кюри) произойдет не только за счет тепла, выделяемого от циркуляции в ней вихревых токов, но и за счет потерь на ее перемагничивание, которое в этот период наблюдается в шихте. После точки Кюри ферромагнитные тела теряют свои магнитные свойства и работа индукционной печи становится аналогичной работе трансформатора без сердечника. Мощность, а следовательно, и тепло, выделяемое вихревыми токами, которые наводятся и циркулируют в садке, зависят от частоты переменного магнитного поля. При промышленной частоте 50 Герц концентрация энергии, выделяемой вихревыми токами, незначительна и не превышает несколько ватт на квадратный сантиметр поверхности. Поэтому для эффективной работы печи без сердечника приходится питать их токами повышенной, а в отдельных случаях и высокой частоты, что достигается установкой специальных генераторов частоты.
По моему мнению в цивилизованных странах должны применять именно индукционные тигельные печи так как они удобны в использовании и не выдают вредные примеси в атмосферу, это благоприятно сказывается на работе персонала. К тому же их в любой момент можно остановить или сменить тип сплава. Такие печи следую прежде всего применять на разнонаправленных предприятиях, которые производят металлы в зависимости от поставок и рода заказов.
Индукционные литейные печи — В помощь хозяину
Печи индукционные
ПЕЧЬ ИНДУКЦИОННАЯ — это промышленная печь, предназначенная для плавки металла. Преимущество в том, что обычная печь электрическая долго разогревает и плохо перемешивает металл, поэтому используется индукционная. Печи с индукционным нагревом улучшают химические свойства шихты, разогревая в индукторе металлы до 1750 °C. Нужна печь индукционная с хорошими характеристиками (нагрев от 30 минут)? Российский производитель ZAVOD RR – печи индукционные литейные, электрические для стали, чугуна, алюминия.
Содержание
Индукционные печи для металла
Индукционная печь для металла состоит из тиристорного или транзисторного преобразователя, плавильного узла, комплекта конденсаторных батарей и системы охлаждения. Печи для металла разогревают шихту внутри индуктора, который футеруется, или в него вставляется графитовый тигель. Во время работы печи должны иметь постоянное охлаждение (реактора преобразователя и индуктора), для чего можно использовать чиллер или градирню.
Индукционные печи для цветного металла могут иметь быстросъемный графитовый тигель, печи для чёрного металла используют футеровку.
Печи электрические индукционные
Электрическая индукционная плавильная печь может быть с тиристорным или транзисторным преобразователем. Удельная мощность электропечи позволяет плавить любые легкоплавные черные и цветные металлы, с температурой плавления до 1650 °С. Электрические печи в качестве нагревательного элемента используют водоохлаждающий индуктор, внутри которого возникает электромагнитное поле. Тиристорные электрические индукционные печи являются стационарными, именно такие печи используют 80% литейных производств. Плавильные узлы имеют вместимость от 150 кг и устанавливаются стационарно на фундамент.
Транзисторные индукционные электрические печи собираются на современных IGBT модулях, являются мобильными с небольшим плавильным узлом, они экономят электрическую энергию до 30% в сравнении с тиристорными аналогами.
Технические характеристики печей на редукторе 100 — 5 000 кг
Технические характеристики транзисторных печей 5 — 200 кг
Комплектность поставки печи:
Индукционные литейные печи
Литейная печь с загрузкой металла 5-5000 кг имеет механизм наклона плавильного узла на редукторе или гидравлике. Оба варианта печей комплектуются тиристорным преобразователем и используются для плавки цветных и чёрных металлов. Индукционная литейная печь позволяет получать высококачественную плавильную массу с хорошими химическими характеристиками. Основными преимуществами индукционных печей являются быстрая плавка и набор температуры, качественное литье.
✓ Индукционные литейные печи с наклоном на редукторе бывают от 5 до 3000 кг. Редуктор удобен для ручного аварийного слива металла при отключении электричества.
✓ Печи на гидравлике имеют плавильный узел от 500 до 5000 кг. Гидравлика помогает производить плавный слив металла.
Индукционные печи России
Последнее время литейные и промышленные производства в РФ стали увеличивать производственные мощности. В этом им помогают индукционные печи российского производства. Печь сделанная в России не уступает по качеству китайским и европейским аналогам. Индукционные плавильные печи собираются на базе тиристорных и транзисторных преобразователей. Печи от российского изготовителя могут быть скомплектованы плавильным узлом наклона на редукторе или гидравлике. Каждая индукционная печь управляется современным контроллером с 8 степенями защиты, для безопасной и круглосуточной работы.
Принцип работы индукционных печей
Принцип работы индукционной печи заключается в преобразовании энергии электромагнитного поля, которая поглощается нагреваемым объектом, в тепловую энергию. Устройство индукционной печи включает в себя индуктор, футеровку, каркас, наклоняющий механизм и дополнительные системы и механизмы.
Данные печи используют электрическую энергию для придания колебательных движений молекулярной решётке расплавляемого материала при возникновении в нём вторичных наведённых токов, то есть главным принципом является обеспечение формирования индуктивного поля.
Индукционные печи для стали
Индукционные печи для стали могут выплавлять обычную и жаропрочную сталь. Печи для стали производят плавку за 40-60 минут, высокотемпературная сталь может плавиться значительно дольше. Температура плавления стали 1400-1500 °С, время одной плавки зависит от мощности тиристорного преобразователя.
Сталеплавильные индукционные печи используют специальную футеровочную смесь, которая выдерживает от 10 до 50 плавок (в зависимости от производителя).
Нельзя выплавлять стали, содержащие активные элементы, способные при взаимодействии с кислой футеровкой вызывать ее повреждение.
Индукционные печи для чугуна
Шихта чугуна представляет сплав железа с различными элементами. Содержание углерода в составе чугуна должно быть от 2,14 % до 4%. Если содержание меньше, то это сталь.
Индукционные печи для чугуна должны нагревать шихту до температуры плавления от 1150 до 1200 °C. Для плавки шихты чугуна используют ферросплавы (ферросилиций и ферромарганец) для его разжижения.
Качественное литье из чугуна получается именно в индукционных печах, так как они отлично перемешивают шихту до однородного состава и выводят шлаки на поверхность.
Индукционные печи для алюминия
Индукционные печи для алюминия должны достигать температуры его плавления 660 °C, плавку можно производить в обычном графитовом тигле. Литейные индукционные печи для алюминия позволяют выплавлять другие цветные металлы, имеющие низкую температуру разогрева. В печи можно загружать лом алюминия или алюминиевые чушки.
Плотность алюминия составляет 2,6989 г/см 3 , соответственно, плавильный узел для чугуна и алюминия отличается в 2-3 раза по ёмкости при одинаковой мощности тиристорного преобразователя.
Вакуумные индукционные печи
Вакуумная индукционная тигельная печь способна разогревать металл температурой более 2200 °C . Вакуум создает разряженную атмосферу над поверхностью расплавляемого металла. Тигель помещают в вакуумную камеру, где происходит нагрев нержавеющих и высокопрочных сталей, прецизионных и жаропрочных сплавов. Сырьевые компоненты используются практически в любом виде, в том числе и в шихтовом или кусковом.
Вакуумные печи и процесс индукции обеспечивают гибкое регулирование процессов раскисления и рафинирования, гарантируя химическую чистоту получаемого расплава.
Индукционные печи ИСТ
Индукционные сталеплавильные печи ИСТ предназначены для переплавки стали и чугуна. Чаще всего печи ИСТ применяются в литейных и металлургических производствах. Индукционные печи ИСТ предназначена для промышленного использования, они обладают высокими показателями удельной производительности. К преимуществам печей ИСТ можно отнести крайне низкий угар металла и использование в качестве шихты мелкодроблёное сырье без предварительного брикетирования.
Производство индукционных печей
Производство индукционных печей предполагает использование только качественных материалов, обеспечивающих надежную работу оборудования на предприятии. Кроме того, используемые при производстве печей материалы должны быть безопасными для здоровья людей. Также большое значение имеют грамотный монтаж оборудования и качественное техническое обслуживание.
Производство индукционных печей – это сложнейший технологический процесс, требующий высокой квалификации персонала и наличия высококлассного оборудования. В качестве футеровки используется жаропрочный бетон, размещаемый внутри корпуса. Основой нагревательного элемента является медная обмотка с системой конденсаторов, которые зачастую и определяют срок службы изделия. Помимо этого, немаловажной составляющей являются температурные датчики, благодаря которым и осуществляется плавное регулирование технологического процесса.
Индукционная печь: промышленная и лабораторная печь, принцип их работы и применения, а также особенности плавки металлов в печах
Индукционная печь — это лишь часть индукционной установки, в состав которой входит сразу несколько важных элементов, которые способны выдавать отличные показатели в плане работоспособности.
В данной статье рассмотрим:
- плавка латуни в индукционных печах;
- плавка чугуна в индукционной печи;
- производство стали в индукционных печах;
- заводы производители индукционных тигельных печей;
- индукционные печи для плавки меди;
- плавка металла в индукционной печи;
- плавка стали в индукционных печах;
- плавка палладия в индукционной печи;
- индукционные тигельные печи от производителя;
- промышленные индукционные печи;
- индукционные печи литейная;
- сколько стоят индукционные печи для плавки меди;
- выплавка стали в индукционных печах;
- плавка титана в индукционных печах;
- промышленные индукционные печи;
- накал промышленные печи;
- промышленные печи;
- зао накал промышленные печи;
- промышленные печи для термообработки;
- производство промышленных печей;
- проектирование промышленных печей;
- промышленные печи;
- виды промышленных печей;
- испытание промышленных печей;
- печи для плавки алюминия промышленные;
- индукционная печь лабораторная;
- лабораторные печи индукционные.
Навигация по разделу:
Элементы индукционной печи:
- Камера для нагрева/плавки металлов
- Индуктор, выполняющий целый ряд основных функций всей системы
- Камера для нагрева, в которой происходят все процессы вакуумной системы.
- Элементы для наклона печи, благодаря которым агрегат можно всячески регулировать, причем делать это максимально эффективно.
Это еще далеко не весь перечень элементов индукционной печи, так как существует еще огромное количество менее весомых частей, без которых работа устройства все равно не сможет быть максимально эффективной.
Внешний вид индукционной печи
Сама индукционная печь имеет в себе главный элемент, а именно плавильный тигель, который зачастую исполняется в цилиндрической форме. Сам тигель создан из огнеупорного материала, и нашел свое место он в полости индуктора. Индуктор в свою очередь подключен к главному источнику переменного тока, что позволяет ему работать на полной мощности. Не менее важным элементом является и металлическая шихта, которая погружена вовнутрь тигля, и занимается поглощением электромагнитной энергии.
Что касается индукционного нагрева, то происходит он в электромагнитом поле, и главной причиной этого нагрева является тепловое действие, исходящие из вихревых электрических токов, которые в свою очередь протекают по самому материалу, и при помощи индукции начинают его нагрев, или же плавку. Такой тип нагрева является наиболее эффективным и способен справляться даже с действительно трудными металлами, которые зачастую не особо даются нагреву.
Нагрев индукционной печи
Индукционные печи, как собственно и любые другие агрегаты имеют ряд преимуществ, которые показывают лучшие стороны устройства и позволяют более подробно ознакомиться с его положительными чертами.
Достоинства индукционных печей:
- Возможность образования внутри печи различных атмосфер (Нейтральной, восстановительной и даже окислительной)
- Высокий уровень производительности, который достигается благодаря необычной технологии нагрева, которая в современных условиях является более чем эффективной
- Удобство и простота во время обслуживания позволяет своевременно и без каких-либо видимых проблем провести сервисное обслуживание и починку каких-либо поломок. Легкая конструкция печи позволяет проводить такие процедуры очень быстро и недорого.
- Выделение большого количества энергии, позволяет очень быстро проводить процесс нагрева и плавки металлов, что также является большим преимуществом данной системы.
Все эти пункты довольно важны, так как при работе с металлами очень важно иметь большой запас мощности и конечно же качества самой работы, что собственно и присутствует в индукционной печи. Но не стоит забывать, что никакой агрегат не может быть идеальным и в индукционной печи также есть свои недостатки, о которых мы сейчас и поговорим.
Недостатки индукционных печей:
- Малое количество вариаций по габаритам, из-за чего найти агрегат с нужными размерами весьма затруднительно.
- Высокий уровень шума и вибрации во время работы, что в какой-то мере также является недостатком, ведь подобные агрегаты используются не только на производствах.
- Низкая температура шлаков, которые в свою очередь должны наводиться на зеркало расплава, для технической обработки. В индукционных печах этот показатель сравнительно невысокий, из-за чего время от времени приходится обращаться к помощи дополнительных элементов, которые есть далеко не у каждого.
Промышленная индукционная печь
Что касается принципа работы промышленных индукционных печей, то тут ситуация совершенно иная, так как сам принцип работы данного агрегата очень разнится с тем, что мы привыкли видеть в обычных индукционных печах. На данный момент уже огромное количество заводов, готовы отдавать за такие печи большие деньги, так как они могут похвастаться отличной производительностью труда, что могут сделать далеко не все вакуумные печи.
Демонстрация промышленной индукционной печи
Предназначена данная разновидность печей в большей части для изготовления различных изделий, при помощи потока тепловой энергии, который направлен исключительно на сам материал. С помощью этой энергии, печь может производить, закалку, плавку или же отжиг металлов, причем делать это максимально быстро и качественно.
Также огромным преимуществом такой разновидности печей, является их широкий спектр использования. Это заметно уже по тому, насколько много отраслей они уже успели захватить. Сейчас промышленные индукционные печи используются как в машиностроении, так и в космической промышленности, а это значит, что их функционал достаточно хорош для того, чтобы показать себя в любой из действующих отраслей, включая даже сельскую деятельность.
Не стоит также забывать и особенность конструкции подобного рода печей, которая просто кардинально отличается от того, что все привыкли видеть в обычных индукционных аппаратах. Здесь же главным элементом служит рабочая камера, которая оснащена полной изоляцией, и в которой происходят все главные рабочий процессы.
Не менее важным элементом является тепло-отборник, который берет на себя роль охлаждающего элемента, в который поступают материалы, после первичной обработки в промышленной индукционной печи. Несмотря ни на что, этот элемент играет одну из ключевых ролей во всей системе, так как без него материал просто не сможет держать свою форму после начальной обработки.
Важный элемент: тепло-отборник
Также немалую роль играет фундаментальный элемент системы, на котором собственно и крепится сам агрегат. Этот элемент выполняет роль некой подставки, на которой размещается устройство и в дальнейшем начинает свой рабочий процесс. Без закрепления на данном элементе, промышленная индукционная печь попросту не имела бы возможности работать на полную мощность, так как для этого ей надо прочный фундамент, который мог бы сдерживать все исходящие из неё вибрации.
Один из ключевых элементов системы — это панель управления, без которой не обходится ни один автоматизированный агрегат. Данный элемент системы выполняет роль бортового компьютера, на котором задаются все ключевые рабочие параметры, которым будет следовать сам аппарат. Хорошим преимуществом также является легкий и русскоязычный интерфейс, благодаря которому можно с легкостью разобраться в функционале устройства и настроить все самые важные параметры. Стоит отметить, что возможность настройки в данной панели действительно очень большая, так как можно задать даже самые мелкие параметры, начиная от точной температуры нагрева, заканчивая его скоростью.
Глядя на все эти элементы системы, не остается никаких сомнений в плане того, что данный агрегат действительно стоящий, и тратить на него большие деньги не особо жалко. Именно из-за всех этих особенностей промышленных индукционных печей, они и набрали такую большую популярность и сейчас такие агрегаты продаются просто на огромной скорости.
Лабораторная индукционная печь
Лабораторные индукционные печи в первую очередь разработаны для плавки металлов и различных сплавов, но особенность состоит в том, что эта плавка должна происходить в малых количествах. Главной на то причиной являются малогабаритные размеры самого агрегата, который вмещает в себе не так много материала. Но в этом есть и свои преимущества, так как из-за малого количества материалов, внутри печи производится максимально быстрый нагрев с эффектом промешивания, которому содействует электромагнитное поле. Большая скорость плавки металла, позволяет получать максимальный эффект за короткий срок. Без каких-либо сомнений, это можно назвать одним из ключевых преимуществ данной системы. Особенно это будет полезно в различных лабораториях, где требуется быстрый нагрев маленького количества материала, с чем подобный вид печей сможет справиться без видимых усилий.
Внешний вид лабораторной индукционной печи
Стоит также отметить наличие в подобных системах программируемых контроллеров, которые также играют далеко не последнюю роль во всем механизме. Благодаря тому, что термопара, находится внутри самого тигля, контроллеры позволяют полностью контролировать весь процесс плавки, при этом, даже не применяя каких-то дополнительных элементов системы.
В состав печи также входит и пневматический подъемник, который собственно и берет на себя такую задачу, как подъем тигля, после чего он охватывается щипцами и поступает на обработку в следующий процесс. Также в системе есть и система подачи воды, которая полностью подвластна контроллерам. В этом плане контроллеры также играют огромную роль, так как они могут определить, какое количество воды нужно для охлаждения того, или иного элемента, что является большим преимуществом данной системы.
Что касается распространения данных печей, то в большей части они используются именно в лабораториях и в научных учреждениях, которые требуют подобных агрегатов. Но не стоит забывать, что само устройство многофункциональное, из-за чего особые умельцы уже покупают такие агрегаты для своих предприятий, где они выполняют немалый объем работы.
Одним из видимых недостатков лабораторных плавильных печей, является их цена, которая на самом деле очень велика. Так что, выбирая себе индукционную плавильную печь, надо для начала определиться, хватит ли у вас денег для нужной модели. Если вы обладаете этими средствами, то можно и купить данный вид печи, который намного дороже, ведь функционал у него действительно очень достойный.
Дуговая и индукционная печи, применение печей в промышленности, процессы плавки в дуговых и индукционных печах
Все промышленные печи можно разделить на группы по следующим характеристикам:
Дуговые печи применяются в различных отраслях промышленности и разделяются на три класса:
Выделяют также ЭДП постоянного и переменного тока.
Электрические дуговые печи потребляют значительные токи, измеряемые тысячами и десятками тысяч ампер. Именно поэтому печные трансформаторы располагают возможно ближе к печи. Поэтому в сталеплавильных и медеплавильных цехах рядом с дуговыми печами строят внутрицеховые печные подстанции, в которых располагают всё необходимое оборудованием: коммутационная, измерительная и сигнальная аппаратура, аппаратура, которая отвечает за защиту печи от перегрузок и аварийных коротких замыканий.
Технологический процесс плавки стали в электрических дуговых печах протекает более благоприятно и быстрее заканчивается, если металл перемешивают. Процесс перемешивания дает металлу равномерно прогреется (дуга нагревает металл только в середине).
Если говорить о подтипах электрических дуговых печей, то разделяют электрические дуговые печи постоянного и переменного тока.
Плавка стали в дуговых печах проходит не прерывно. Капитальный ремонт – один раз в полтора года.
Вакуумные дуговые печи (ВДП) предназначены для работы с тугоплавкими металлами, которые нельзя плавить в печах с керамическими футеровками или в печах, которые работают на активных газах. Процессы, проводимые в ВДП, позволяют проводить глубокое рафинирование металла от газов и неметаллических включений.
В плазменно-дуговых печах (ПДП) происходит процесс изготовления высококачественных сталей и сплавов. Источником теплоты служит низкотемпературная плазма (3000°С). Она получается при мощи специальных плазматронов. В остальном же устройство ПДП сравнимо с устройством обычной дуговой печи.
Выделяют не только сталеплавильные дуговые печи разных типов, но и лабораторные дуговые печи. С помощью них изучается процесс плавки различных металлов в разных условиях.
Для плавки цветных металлов, таких как олово, свинец, алюминий используют печи сопротивления. Температура в них гораздо ниже, чем в дуговых плечах (да и не нужна высокая температура для плавки цветного металла). Они нагреваются и работают так же, как работает обычная домашняя электроплита или чайник. Плавка в таких печах я дешевле, но некоторые детали (такие как основные пластины накаливания) довольно часто выходят из строя и требуют замены.
Все дуговые печи имеют схожий принцип работы. Он основан на осуществлении отражения тепла, которое выделяется электрической дугой, в результате чего происходит аккумуляция расплава.
Плавка металла делится на три основных периода:
Применение дуговой печи
Дуговые печи используются для получения высококачественных (легированных) сталей, в том числе для переработки металлолома за счет прямого воздействия электрической дуги. Имеют круглосуточный резкопеременный циклический режим работы.
Если необходимо купить дуговую печь, цена которой достаточно велика, то стоит обратить внимание на ДППТНП (дуговые печи постоянного тока нового поколения). Они универсальны и могут работать с разными материалами.
Индукционная дуговая печь
Индукционная печь является частью индукционной установки, которая включает в себя
Различают такие виды индукционных печей:
По организации процесса во времени:
По конструкции плавильного тигля (индукционные тигельные печи):
Применение индукционной печи
Наиболее востребованными печами для плавления металлов на небольших производствах являются индукционные плавильные печи.
Процесс плавки в индукционной печи
Индукционные печи литейные являются достаточно производительным и высококачественным оборудованием, которое способно выдавать большие объемы готовой продукции.
Существуют различные модификации данных печей, которые подходят для любых производств, специализирующихся на выплавке разного рода металлов. Популярны такие, типы индукционных печей, как муфельная плавильная печь, сталеплавильная печь и дуговая сталеплавильная печь. Первые являются очень эффективными и безопасными в использовании. Очень важную роль для металлургии сыграло такое изобретение как сталеплавильная печь. С ее помощью, стало возможным нагревать любые материалы.
В особую группу можно выделить индукционные тигельные печи. Они позволяют загружать большое количество материалов (до двух и более тонн). В России достаточно много заводов-производителей индукционных тигельных печей. Качество их продукции всегда очень высокое. Важно помнить, что рекомендуются покупка индукционных тигельных печей именно от производителя.
Преимущества использования (производства стали) индукционных печей состоит в том, что данный вид плавки металла является экономичным. Накаливание металла приводит к выделению большого количества тепла, которое позволяет разогреть печь быстрее. Как правило, широко распространены печи с возможностью разогрева до температуры тысяча двести градусов в среднем. Как правило, цена индукционной плавильной печи достаточно высока, так как их производство трудоемко, но данные аппараты оправдывают такую стоимость долгой службой.
Индукционные печи проще и эффективнее дуговых (они легки в управлении, в них можно достигнуть максимально температуры, они быстро и равномерно нагреваются, не выбрасывают в атмосферу пыль и другие загрязнения), но для них требуется дополнительное электрооборудование.
Индукционная плавильная печь
Индукционная плавильная печь применяется для плавления металлов и сплавов уже на протяжении последних нескольких десятилетий. Устройство получило широкое распространение в металлургической и машиностроительной областях, а также в ювелирном деле. При желании простую версию этого оборудования можно изготовить своими руками. Рассмотрим принцип работы и особенности применения индукционной печи подробнее.
Принцип индукционного нагрева
Для того чтобы металл перешел из одного агрегатного состояния в другое требуется нагреть его до достаточно высокой температуры. При этом у каждого металла и сплава своя температура плавления, которая зависит от химического состава и других моментов. Индукционная плавильная печь проводит нагрев материала изнутри при создании вихревых токов, которые проходят через кристаллическую решетку. Рассматриваемый процесс связан с явлением резонанса, который становится причиной увеличения силы вихревых токов.
Принцип действия устройства имеет следующие особенности:
- Пространство, которое образуется внутри катушки, служит для размещения заготовки. Использовать этот метод нагрева в промышленных условиях можно только при условии создания большого устройства, в которое можно будет поместить шихту различных размеров.
- Устанавливаемая катушка может иметь различную форму, к примеру, восьмерки, но наибольшее распространение получила спираль. Стоит учитывать, что форма катушки выбирается в зависимости от особенностей заготовки, подвергаемой нагреву.
Для того чтобы создать переменное магнитное поле устройство подключается к бытовой сети электроснабжения. Для повышения качества получаемого сплава с высокой текучестью применяются высокочастотные генераторы.
Устройство и применение индукционной печи
При желании можно создать индукционную печь для плавки металла из подручных материалов. Классическая конструкция имеет три блока:
- Генератор, который создает ток высокой частоты переменного типа. Именно он создает электрический ток, преобразующийся в магнитное поле, проходящее через материал и ускоряя движение частиц. За счет этого происходит переход металла или сплавов из твердого состояния в жидкое.
- Индуктор отвечает за создание магнитного поля, которое и нагревает металл.
- Тигель предназначен для плавки материала. Он помещается в индуктор, а обмотка подключается к источникам тока.
Процесс преобразования электрического тока в магнитное поле сегодня применяется в самых различных отраслях промышленности.
Устройство индукционной плавильной печи
К основным достоинствам индуктора можно отнести нижеприведенные моменты:
- Современное устройство способно направлять магнитное поле, за счет чего повышается КПД. Другими словами, проходит нагрев шихты, а не устройства.
- За счет равномерного распространения магнитного поля заготовка нагревается равномерно. При этом с момента включения устройства до плавки шихты уходит небольшое количество времени.
- Однородность получаемого сплава, а также его высокое качество.
- При нагреве и плавлении металла не образуются испарения.
- Сама установка безопасна в применении, не становится причиной образования токсичных веществ.
Существует просто огромное количество различных вариантов исполнения самодельных индукционных печей, каждая имеет свои определенные особенности.
Виды индукционных печей
Рассматривая классификацию устройств, отметим, что нагрев заготовок может проходить как внутри, так и снаружи катушки. Именно поэтому выделяют два типа индукционных печей:
- Канальная. Подобного рода устройство имеет небольшие каналы, которые расположены вокруг индуктора. Для генерации переменного магнитного поля внутри расположен сердечник.
- Тигельная. Эта конструкция характеризуется наличием специальной емкости, которую называют тигель. Изготавливается она из тугоплавкого металла с высоким показателем температуры плавления.
Важно, что канальные индукционные печи обладают большими габаритными размерами и предназначаются для промышленного плавления металла. За счет непрерывного процесса плавки можно получать большой объем расплавленного металла. Канальные индукционные печи применяются для плавки алюминия и чугуна, а также других цветных сплавов.
Тигельные индукционные печи характеризуются относительно небольшими размерами. В большинстве случаев подобного рода устройство применяется в ювелирном деле, а также при плавке металла в домашних условиях.
Установки на транзисторах получили довольно большое распространение, так как их можно изготовить своими руками при минимальных временных и денежных затратах.
Изготовление своими руками
При желании рассматриваемое устройство можно собрать в домашних условиях. Простая схема состоит из нижеприведенных элементов:
- полевые транзисторы;
- резисторы на 470 Ом;
- два диода;
- конденсаторы пленочного типа;
- обмоточный провод из меди;
- два кольца от дросселя, которые снимаются с компьютерного блока питания.
Приведенный выше список элементов определяет то, что создать индукционную печь можно при минимальных затратах. Процесс сборки устройства можно охарактеризовать следующим образом:
- Для начала проводится установка полевых транзисторов на радиаторы. Стоит учитывать, что подобная печь при работе сильно греется. Поэтому следует использовать радиаторы большого размера. Есть возможность провести установку транзисторов и на один радиатор, но придется выполнить их изоляцию.
- Далее потребуются два дросселя, которые также изготавливаются своими руками. Для этого проводится наматывание медной проволоки на кольца блока питания персонального компьютера. Почему именно эти кольца? Причина довольно проста – при их изготовлении применяется ферромагнитное железо. Следует намотать около 10 витков, а также выдерживать одинаковое расстояние между ними.
- Важным элементом конструкции можно назвать конденсаторную батарею. При соединении отдельных конденсаторов можно получить батарею емкостью 4,7 мкФ. Соединение отдельных элементов проводится параллельно.
- Для образования магнитного поля нужно создать обмотку, которая изготавливается из медной проволоки толщиной 2 миллиметра. Достаточно создать около 7-8 витков. Образующееся пространство внутри должно быть таким, чтобы поместилась заготовка, которая будет плавиться. Обмотка должна иметь два длинных конца, которые будут подключаться к источнику тока.
- В рассматриваемом случае источником питания может стать обычный аккумулятор на 12 В. Ток, который подается на катушку, имеет силу около 10А. Емкости подобного источника тока хватает примерно на 40 минут, после чего приходится проводить зарядку устройства.
Самодельная индукционная печь
Создавая печь своими руками можно провести регулировку мощности, для чего изменяется количество витков. Стоит учитывать, что при повышении мощности устройства требуется более емкая батарея, так как повышается показатель энергопотребления. Для того чтобы снизить температуру основных элементов конструкции устанавливается вентилятор. При длительной эксплуатации печи ее основные элементы могут существенно нагреваться, что стоит учитывать.
Еще большое распространение получили индукционные печи на лампах. Подобную конструкцию можно изготовить самостоятельно. Процесс сборки имеет следующие особенности:
- Медная трубка применяется для создания индуктора, для чего ее сгибают по спирали. Концы также должны быть большими, что требуется для подключения устройства к источнику тока.
- Индуктор следует поместить в корпусе. Изготавливается он из термостойкого материала, который может отражать тепло.
- Проводится соединение каскадов ламп по схеме с конденсаторами и дросселями.
- Выполняется подключение неоновой лампы-индикатора. Она включается в схему для обозначения того, что устройство готово к работе.
- В систему подключают подстроечный конденсатор переменной емкости.
Важным моментом является то, как можно провести охлаждение системы. При работе практически всех индукционных печей основные элементы конструкции могут нагреваться до высокой температуры. Промышленное оборудование имеет систему принудительного охлаждения, которое работает на воде или антифризе. Для того чтобы создать конструкцию водяного охлаждения своими руками требуется довольно много средств.
В домашних условиях устанавливается система воздушного охлаждения. Для этого устанавливаются вентиляторы. Следует располагать их так, чтобы обеспечивать беспрерывный поток холодного воздуха к основным элементам конструкции печи.
Индукционные печи
— Основы литейных плавильных печей
На главную> Советы и факты> Литейные плавильные печи> Индукционные печи
Принцип индукционного плавления заключается в том, что источник высокого напряжения из первичной катушки индуцирует низкое напряжение, высокий ток в металле или вторичной катушке. Индукционный нагрев — это просто метод передачи тепловой энергии.
Индукционные печи идеально подходят для плавки и легирования самых разных металлов с минимальными потерями при расплаве, однако возможно небольшое рафинирование металла.Существует два основных типа индукционных печей: без сердечника и канальные.
Индукционные печи без сердечника
Сердцем индукционной печи без сердечника является катушка, которая состоит из полой секции сверхпрочной медной трубки с высокой проводимостью, намотанной в спиральную катушку. Форма катушки заключена в стальную оболочку, а магнитное экранирование используется для предотвращения нагрева поддерживающей оболочки. Для защиты от перегрева змеевик имеет водяное охлаждение, рециркуляцию воды и охлаждение в градирне.Корпус поддерживается на цапфах, на которых печь наклоняется для облегчения разливки.
Тигель формируется путем забивания гранулированного огнеупора между змеевиком и полым внутренним формирователем, который расплавляется при первом нагреве, оставляя спеченную футеровку.
Блок питания преобразует напряжение и частоту основного источника питания, необходимые для электрического плавления. Частоты, используемые при индукционной плавке, варьируются от 50 циклов в секунду (частота сети) до 10 000 циклов в секунду (высокая частота).Чем выше рабочая частота, тем больше максимальное количество энергии, которое может быть приложено к печи заданной мощности, и тем меньше количество индуцированной турбулентности.
Когда загружаемый материал расплавлен, взаимодействие магнитного поля и электрических токов, протекающих в индукционной катушке, вызывает перемешивающее действие в расплавленном металле. Это перемешивающее действие заставляет расплавленный металл подниматься вверх в центре, вызывая характерный мениск на поверхности металла.На степень перемешивания влияют мощность и частота, а также размер и форма змеевика, а также плотность и вязкость расплавленного металла. Перемешивание в ванне важно, поскольку оно помогает смешивать сплавы и плавить стружку, а также гомогенизировать температуру по всей печи. Чрезмерное перемешивание может увеличить захват газа, износ футеровки и окисление сплавов.
Индукционная печь без сердечника в значительной степени заменила тигельную печь, особенно для плавления сплавов с высокой температурой плавления.Индукционная печь без сердечника обычно используется для плавки всех марок сталей и чугунов, а также многих цветных сплавов. Печь идеально подходит для переплавки и легирования из-за высокой степени контроля температуры и химического состава, а индукционный ток обеспечивает хорошую циркуляцию расплава.
Канальные индукционные печи
Канальная индукционная печь состоит из стального кожуха с огнеупорной футеровкой, в котором находится расплавленный металл.К стальному кожуху прикреплен и соединен горловиной индукционный блок, который образует плавильный компонент печи. Индукционный блок состоит из железного сердечника в форме кольца, вокруг которого намотана первичная индукционная катушка. Этот узел образует простой трансформатор, в котором петли расплавленного металла составляют вторичный компонент. Тепло, генерируемое внутри контура, заставляет металл циркулировать в основной колодец печи. Циркуляция расплавленного металла оказывает полезное перемешивающее действие в расплаве.
Канальные индукционные печи
обычно используются для плавления сплавов с низкой температурой плавления и / или в качестве устройства выдержки и перегрева для сплавов с более высокой температурой плавления, таких как чугун. Канальные индукционные печи могут использоваться в качестве держателей для расплавленного металла в непиковые нагрузки в индукционных индукционных установках без сердечника, тем самым снижая общие затраты на плавку за счет исключения расходов на пиковую нагрузку.
Следующая: Дуговые печи >>
Предыдущая: << Купольная печь
Если вы хотите получить дополнительную информацию о Atlas Foundry Company, отливках из серого чугуна и других услугах, которые мы предоставляем, позвоните нам по телефону (765) 662-2525 , заполните нашу контактную форму или напишите в отдел продаж.
Услуги |
Продукты |
Оборудование |
Преимущества |
FAQs
Советы и факты |
Ссылки |
О литейной фабрике Атлас |
Глоссарий литейного производства
Связаться с Atlas Foundry |
Карта сайта |
Вернуться домой
Atlas Foundry Company, Inc.
601 N. Henderson Avenue
Marion, IN 46952-3348
Телефон: (765) 662-2525 • Факс: (765) 662-2902
Электронная почта: Atlas Foundry • Продажи: Продажа по электронной почте
Авторские права © 2001-2018 Atlas Foundry Company Inc.Все права защищены.
Как работает плавильная печь?
Плавильные печи используются для перегрева твердых материалов до их разжижения. Часто оборудование для термической обработки используется для изменения поверхностных или внутренних характеристик материалов путем осторожного повышения их температуры. В случае металлов это обычно увеличивает пластичность за счет как твердости, так и прочности. Для этого требуется промышленная печь, способная создавать и поддерживать температуры ниже точки плавления материала.
Плавильная печь, для сравнения, генерирует чрезмерные температуры, которые превышают температуру плавления металла и вызывают разложение его физической структуры, что приводит к ожижению. Этот фазовый переход полностью зависит как от температуры, так и от давления. Некоторые металлы могут существовать в жидком состоянии при температуре окружающей среды, за исключением ртути (Hg) и известных эвтектик, таких как сплавы на основе галлия (Ga-).
Для получения однородной расплавленной смеси плавильная печь должна обеспечивать создание и поддержание требуемых температур в течение длительного периода времени.Существует несколько архитектур плавильных печей, способных выполнять этот процесс. В этом сообщении в блоге Thermcraft рассмотрит некоторые из основных типов плавильных печей, доступных сегодня на рынке.
Купольные плавильные печи
Купольная плавильная печь обычно содержит вертикальную нагревательную камеру в виде шахты, которая заполнена слоями горючего вещества, такого как кокс и известняк. Входные отверстия позволяют воздуху поступать в камеру для облегчения горения, в то время как рабочая дверца обеспечивает легкий доступ к самой нижней части купола.Здесь сырье превращается в расплавленную смесь, которую можно периодически экструдировать через носик с откидным дном.
Купольные печи являются предпочтительным инструментом для плавки на заводах по производству черных металлов. Архитектура проста и надежна, но необходимо учитывать дополнительные соображения для безопасной вентиляции и контроля выбросов. Часто верхняя часть вала купола закрывается инновационным фильтром, предназначенным для удаления твердых частиц из газообразных отходов.
Индукционные печи
Индукционные плавильные печи работают по принципиально другому принципу, чем вагранка.В них используются спиральные нагревательные элементы, встроенные в тигель или встроенные в стенки самой камеры нагрева. Они преобразуют электрическую энергию в тепло, которое излучается через материал с выдающейся степенью термической однородности.
Ограничение использования горючего топлива на предприятии, особенно для обычных плавильных операций, означает более безопасную повседневную работу для персонала и компонентов. Индукционные катушки со спиральной намоткой, изготовленные из тугоплавких нагревательных металлов и керамики, увеличивают срок службы и обеспечивают хорошую совместимость с дополнительными элементами управления.Термоциклирование может быть автоматизировано, и могут быть реализованы дополнительные меры контроля для уменьшения образования и выброса токсичных паров металлов в печах для плавки металлов.
Плавильные печи от Thermcraft
Thermcraft специализируется на разработке и производстве специального оборудования для термической обработки для требовательных приложений. Мы можем спроектировать плавильные печи для стандартной обработки в литейном производстве или для новых областей исследований и разработок, таких как выращивание кристаллов.
Если вам нужна дополнительная информация о возможностях наших плавильных печей, свяжитесь с нами напрямую.
Принцип работы и применение индукционной системы
Принцип индукционной системы
Высокочастотный и высокочастотный ток протекает вокруг нагревательной катушки, которая имеет круглую или другую форму (обычно из меди), при индукции образуется большой и мгновенный магнитный пучок. Змеевик. Этот змеевик может стоять отдельно для обогрева или размещаться внутри печи, которая действует как плавильный котел. Магнитный пучок будет нагреваться через весь объект, ток нагрева в противоположном направлении с внутренней частью нагревательного объекта, будут соответствующие большие вихревые токи, из-за памяти нагретого объекта в сопротивлении он будет иметь много Джоулева тепла, температура объекта быстро повышается.Все металлические материалы могут нагреваться. Так работает индукционная система.
Приложение
1. Термическая обработка: частичная или полная закалка металла, отжиг, отпуск, диатермия
2. Термоформование: цельное, локальная ковка, горячая ковка
3. Сварка: пайка металлических изделий, различные фрезы лезвие, сварка зубчатым лезвием, сварка стали, меди, сварка тех же видов разнородных металлов
4. Плавка металлов: плавка золота, серебра, меди, железа, алюминия и других металлов (вакуум), литье и нанесение покрытий напылением;
5.Высокочастотная нагревательная машина для других применений: выращивание полупроводниковых кристаллов, нагрев с герметизацией бутылок, герметизация зубной пасты, порошковое покрытие, металлические имплантаты из пластика.
Система водяного охлаждения является неотъемлемой частью системы индукционного нагрева, поскольку большое количество электричества может генерировать огромное количество тепла. Индукционная катушка, непосредственно примыкающая к источнику тепла, выдерживает высокие температуры, поэтому мы должны сохранять воду проходит через индукционную систему в процессе нагрева. Вода рециркулирует по всей индукционной системе с помощью водяной насосной системы и охлаждается с помощью градирни.Вообще говоря, система индукционного нагрева является наиболее широко используемым методом обогрева в помещениях, в настоящее время она является экологически чистой, государство выступает за решения по обогреву.
Что такое индукция? | Индуктотерм Корп.
Компании группы Inductotherm используют электромагнитную индукцию для плавления, нагрева и сварки в различных отраслях промышленности. Но что такое индукция? И чем он отличается от других способов обогрева?
Для типичного инженера индукция — увлекательный метод нагрева.Наблюдение за тем, как кусок металла в катушке становится вишнево-красным за считанные секунды, может быть удивительным для тех, кто не знаком с индукционным нагревом. Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции, лежащие в основе индукционного нагрева, просты для понимания.
Основы
Обнаружил Майкл Фарадей, индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки.Способность магнитного поля выполнять работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления протекания тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока. Переменный ток 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток 400 кГц вызовет переключение магнитного поля 400 000 раз в секунду.
Когда проводящий материал, заготовка, помещается в изменяющееся магнитное поле (например, поле, генерируемое переменным током), в заготовке индуцируется напряжение (закон Фарадея). Индуцированное напряжение приведет к потоку электронов: току! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке. Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
Когда ток течет через среду, движение электронов будет сопротивляться движению. Это сопротивление проявляется в виде тепла (эффект джоулевого нагрева). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла, когда через них протекает ток, но, безусловно, можно нагревать материалы с высокой проводимостью (например, медь) с помощью индуцированного тока. Это явление критично для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем индукционный нагрев отличается от других методов нагрева?
Есть несколько методов нагрева объекта без индукции.Некоторые из наиболее распространенных промышленных практик включают газовые печи, электрические печи и соляные бани. Все эти методы основаны на передаче тепла продукту от источника тепла (горелки, нагревательного элемента, жидкой соли) посредством конвекции и излучения. Когда поверхность продукта нагревается, тепло передается через продукт за счет теплопроводности.
Продукты с индукционным нагревом не используют конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта за счет протекания тока.Затем тепло от поверхности продукта передается через продукт за счет теплопроводности. Глубина, на которую тепло генерируется непосредственно с помощью индуцированного тока, зависит от того, что называется опорной электрической глубиной .
Электрическая опорная глубина сильно зависит от частоты переменного тока, протекающего через заготовку. Ток более высокой частоты приведет к меньшей глубине электрического опорного сигнала , а ток более низкой частоты приведет к большей глубине опорного электрического сигнала .Эта глубина также зависит от электрических и магнитных свойств детали.
Электрическая опорная глубина диаграммы высоких и низких частот
Компании группы
Inductotherm используют преимущества этих физических и электрических явлений, чтобы адаптировать решения для обогрева для конкретных продуктов и приложений. Тщательный контроль мощности, частоты и геометрии змеевика позволяет компаниям группы Inductotherm проектировать оборудование с высоким уровнем управления технологическим процессом и надежностью независимо от области применения.
Индукционная плавка
Для многих процессов плавление — это первый шаг в производстве полезного продукта; индукционная плавка происходит быстро и эффективно. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут удерживать заряды, размер которых варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании Группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего, железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний.Индукционное оборудование разрабатывается индивидуально для каждого приложения, чтобы обеспечить его максимальную эффективность.
Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также заставляет ванну двигаться. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, образуя более однородную смесь, и способствует легированию.Величина перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом / количеством металла в печи. При необходимости количество индукционного перемешивания в любой печи можно регулировать для специальных применений.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с помощью магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки огнеупором или другой непроводящей средой.Магнитное поле будет проходить через этот материал, чтобы вызвать напряжение в находящейся внутри нагрузке. Это означает, что груз или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно регулируется независимо от размера партии. Изменение тока, напряжения и частоты через индукционную катушку приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как упрочнение, закалка и отпуск, отжиг и другие формы термообработки.Высокий уровень точности важен для критически важных приложений, таких как автомобилестроение, аэрокосмическая промышленность, волоконная оптика, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных применений в металлах, включая титан, драгоценные металлы и современные композиты. Точный контроль нагрева, доступный с помощью индукции, не имеет себе равных. Кроме того, при использовании тех же принципов нагрева, что и при нагревании в вакуумных тиглях, индукционный нагрев может осуществляться в атмосфере для непрерывного использования.Например, светлый отжиг трубы и трубы из нержавеющей стали.
Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием высокочастотного (HF) тока, возможна даже сварка. В этом приложении очень малая опорная электрическая глубина , которая может быть достигнута с помощью высокочастотного тока. В этом случае металлическая полоса формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственная цель которых — прижать кромки сформированной полосы друг к другу и создать сварной шов.Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз по геометрической «форме», образованной краями полосы, а не только вокруг внешней стороны сформированного канала. По мере прохождения тока по краям ленты они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие загрязнения вытесняются наружу, что приводит к образованию твердотельного кузнечного шва.
Будущее
С наступлением эры высокотехнологичных материалов, альтернативных источников энергии и необходимости расширения возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и конструкторам будущего быстрый, эффективный и точный метод нагрева.
Индукционные печи без сердечника и металлическая ванна
Индукционные печи без сердечника обычно используются в литейных цехах для плавления переработанного металлолома с целью получения расплавленного металла для изготовления отливок (рис. 1).
В индукционной печи без сердечника электромагнитное перемешивание ванны расплавленного металла происходит при подаче питания на печь. Движение ванны присутствует во всей ванне, что обеспечивает хорошее перемешивание и равномерное диспергирование сплавов. Индукционная печь обычно проектируется таким образом, чтобы интенсивность перемешивания соответствовала типу плавящегося металла. Факторы, влияющие на перемешивание, включают плотность металла ванны, электропроводность, размер тигля, высоту ванны, номинальную мощность и частоту.В общем, действие перемешивания увеличивается прямо пропорционально приложенной мощности и уменьшается пропорционально квадратному корню из увеличения частоты. Более тяжелые металлы, такие как железо и медь, будут меньше перемешиваться, чем более легкие металлы, такие как алюминий, при той же мощности и частоте.
Типичные схемы перемешивания для однофазной индукционной печи показаны на рисунках 2a и 2b.
Индукционная катушка создает электромагнитное поле, которое создает силу между катушкой и расплавленным металлом.Это отталкивает металл от боковых стенок тигля в верхней части тигля. Образовавшаяся щель называется мениском. Мениск возникает из-за приложенного переменного магнитного поля, создаваемого катушкой индукционной печи, которое индуцирует большой ток в ванне расплавленного металла. Эти две силы отталкиваются друг от друга, в результате чего образуется видимый зазор между стенкой тигля и расплавленным металлом.
Помимо создания тепла из-за эффекта Джоуля (также известного как потери), индуцированное магнитное поле реагирует на приложенное магнитное поле, создавая силу, которая отталкивает расплавленный металл от стенки тигля.Эта сила представлена красными стрелками на рисунке 3.
Электромагнитно индуцированные вихревые токи вызывают завихрение, которое перемещает расплавленный металл по определенной схеме потока, как показано на рисунке 3.
Скорость металла может достигать 2,5 м / сек.
Для эффективного плавления скрапа, содержащего стружку и мелкие легкие частицы, необходимы более высокие скорости перемешивания, приближающиеся к максимальному пределу, а также большой мениск, чтобы скрап быстро втягивался под поверхность расплавленного металла.Для более тяжелого лома обычно достаточно более низкой скорости. Напротив, некоторые сплавы, такие как сталь, требуют сведения к минимуму перемешивания, чтобы уменьшить атмосферное загрязнение расплава. Современные индукционные печи питаются от преобразователей, которые выполняют функцию преобразования трехфазного переменного тока мощностью 50 или 60 Гц, доступного из коммунальной электросети, в однофазный источник питания соответствующей частоты и уровня напряжения для конкретной печи.
Многофазные индукционные печи без сердечника
Когда требуются более высокие скорости перемешивания, чем те, которые могут быть достигнуты с помощью однофазной печи, индукционная печь может быть сконструирована с многосекционным змеевиком, как правило, с двумя или тремя секциями, питаемыми от специального перемешивающего устройства. преобразователь, вырабатывающий несколько сдвинутых по фазе выходных напряжений. Взаимосвязь между действием перемешивания и индуцированным теплом зависит от фазового сдвига напряжения, приложенного между секциями змеевика, с большим нагревом и меньшим перемешиванием при малых фазовых сдвигах и большим перемешиванием и меньшим нагревом при более высоких фазовых сдвигах.Это обеспечивает уникальную гибкость процессов, требующих контролируемого перемешивания и нагрева.
Электрическая блок-схема типичного перемешивающего преобразователя и переключаемого плавильного преобразователя показана на рисунке 4.
Для многофазного перемешивания индукционная печь должна иметь многосекционный змеевик. На каждую фазу приходится одна секция катушки. Например, трехфазный змеевик с перемешиванием будет иметь три секции змеевика с независимым питанием. Питание, подаваемое на катушку, может быть от трансформатора, и в этом случае фазовый сдвиг между приложенными напряжениями будет фиксированным, обычно 60 градусов.Он также может генерироваться преобразователем, который позволяет плавно изменять фазовый сдвиг. Изменяя фазовый сдвиг, можно оптимизировать отношение перемешивающего действия к мощности индуцированного нагрева для конкретного процесса. Путем переключения чередования фаз направление перемешивающего движения может быть вверх или вниз.
В режиме перемешивания сдвинутые по фазе напряжения прикладываются последовательно к каждой секции змеевика, обеспечивая усиленный эффект перемешивания, до пяти раз больший, чем в однофазной печи той же подаваемой мощности.
При плавлении секции змеевика могут питаться от однофазного источника. При подаче однофазного питания печь может передавать больше энергии шихте для эффективного плавления. После того, как ванна расплавлена, применяется трехфазное перемешивание для эффективного смешивания легирующих элементов с расплавленной ванной, в то же время снижая поглощаемую мощность. Таким образом, индукционная печь с многофазным перемешиванием может оптимизировать комбинацию плавления и перемешивания до идеального баланса для конкретного процесса.Эта особенность облегчает производство специальных сплавов, таких как композиты с металлической матрицей, содержащих трудно смешиваемые добавки. Пример схемы перемешивания с восходящим потоком многофазной печи показан на рисунке 5. Схема перемешивания с восходящим потоком может создать вогнутый мениск, который в некоторых случаях может повысить извлечение легкометаллургических модификаторов.
Третий тип перемешивания — это перемешивание с амплитудной модуляцией. Этот метод применим к стандартной однофазной индукционной печи. Однофазная мощность модулируется более низкой частотой, периодически повышая и понижая мощность с контролируемой скоростью.Повышение и понижение мощности вызывает «волновое воздействие» на поверхности ванны. Ванна сжимается к центру под действием магнитной силы змеевика печи, а затем сжимающая сила снимается, позволяя металлу течь обратно к стенке тигля. Волновое воздействие на поверхность ванны может помочь легкому скрапу, например, стружке, которая в противном случае имела бы тенденцию плавать на поверхности ванны и окисляться до шлака или шлака, быстрее погружаться под поверхность ванны. Обычное движение ванны однофазной индукционной печи продолжается ниже поверхности ванны расплава.Этот метод перемешивания может обеспечить некоторое улучшение способности смачивать легкие модификаторы, такие как углерод или кремний, особенно в печах с недостаточной мощностью, которые в противном случае перемешивались бы недостаточно.
Рекомендации по проектированию для обеспечения хорошей производительности перемешивания
Для проектирования печных систем, которые постоянно имеют нужный уровень перемешивания для конкретного применения, была разработана концепция коэффициента перемешивания. Фактор перемешивания 100% представляет собой максимальное практическое количество перемешивания (скорость + мениск), которое может быть безопасно достигнуто без чрезмерного разбрызгивания или выброса ванны расплавленного металла.
Для типичных условий плавления доказано, что следующие рекомендации по диапазону коэффициента перемешивания позволяют достичь хороших практических результатов:
Для железа обычно требуется высокий коэффициент перемешивания, чтобы быстро гомогенизировать углерод, кремний и другие модификаторы в расплавленном чугуне во время химических корректировок ближе к концу цикла плавления.
Для латуни, меди и алюминия обычно предпочтительнее умеренный коэффициент перемешивания. Исключение составляют случаи плавления стружки.В таких случаях требуется высокий коэффициент перемешивания, обычно близкий к 100%, чтобы быстро впитать стружку в ванну с расплавленным металлом. Из-за своего небольшого размера стружка не может взаимодействовать с магнитным полем индукционной печи, поэтому она должна плавиться за счет передачи тепла от ванны расплавленного металла, которая нагревается за счет электромагнитной индукции.
Для стали обычно желателен очень низкий коэффициент перемешивания. Низкая активность перемешивания снижает захват газа и шлаковых включений в расплавленной стали.Это очень важно для изготовления стальных отливок хорошего качества в литейных цехах, особенно там, где не будет проводиться дополнительная обработка расплава для удаления газов и шлаковых включений.
На сталеплавильных заводах, где рафинирование расплава осуществляется на вторичной операции, такой как AOD или другая стадия обработки, более высокий коэффициент перемешивания может быть допустим в плавильной печи.
Эффективные комбинации размера печи, номинальной мощности и частоты для железа, меди / латуни, алюминия и стали можно рассчитать с помощью уравнений, приведенных в этой статье.Эти рекомендации позволяют указать систему печи, которая обеспечит желаемую производительность перемешивания в большинстве случаев. В каждом случае необходимо проводить подробный анализ, чтобы убедиться в достижении оптимальной производительности.
Щелкните здесь , чтобы увидеть эту историю в том виде, в каком она представлена в выпуске Modern Casting за ноябрь 2018 г.
Как расплавить металл в литейном цехе
Плавка металла — это процесс, при котором металл превращается из твердого в жидкий.Процесс плавления варьируется в зависимости от технологии. Здесь мы даем объяснение того, как плавить металл в литейном цехе, а также общие точки плавления металлов и протокол защитной безопасности.
Литейный цех в основном занимается обработкой расплавленного металла для придания формы различным литейным изделиям . Не будет преувеличением признать, что плавление металла — это сердце литейного производства.
Плавление металла — это незаменимый процесс литья, при котором твердый металл превращается в жидкое состояние, которое затем заливается в форму и формируется отливка любой формы.Вкратце, во время рабочего процесса металл помещается в плавильное устройство, называемое печью, и перегревается до определенной температуры плавления, чтобы преобразовать твердый металлический материал в жидкий.
При плавке металла используются разные технологии, в основном в зависимости от типа используемой плавильной печи. В этом посте мы поможем вам ответить на вопрос «Как плавить металл» , указав основные технологии плавильных печей на литейных заводах сегодня, а также температуру плавления обычных металлов, а также руководство по обеспечению безопасности в процессе плавки.
Оставайтесь с нами и копайте знания!
Что такое плавящийся металл?
Плавление, также называемое плавлением, представляет собой переходный процесс, который изменяет состояние металлического материала от твердого до жидкого за счет выделения достаточного количества тепла.
Процесс плавления металла ослабляет плотную упаковку молекул металла. В результате плавление дает металлическую жидкость из твердого материала.
Плавление чистого и твердого металла происходит при определенной фиксированной температуре, называемой точкой плавления, в то время как нечистые металлические материалы плавятся при другой температуре, которая варьируется в зависимости от типа и процентного содержания примесей.
Являясь сердцем литейного производства, процесс плавления металла обеспечивает жидкую текучую среду, которую можно использовать для заливки в форму, и она затвердевает в различные формы по мере необходимости. Плавка металлов — это энергоемкая работа, на которую приходится 55% энергозатрат в металлообрабатывающей промышленности.
Это очень важный этап, потому что расплав металла не только является материалом для процесса литья, но также сильно влияет на физические и химические свойства конечных продуктов литья.
Процесс плавки металла
Те, кто задается вопросом, как плавить металл в литейном производстве, могут обнаружить, что процесс плавления металла обычно включает следующие краткие этапы:
- Определение соотношения смешанных металлов
- Подготовка и загрузка металла
- Плавление металла
- Рафинирование и обработка расплавленного металла
- Транспортировка расплавленного металла
Выбор смешанного металла соотношение
Для каждого вида литья требуются разные механические свойства металла, которые можно изменить, регулируя соотношение смеси металлов.Производитель литейного производства имеет формулу смешивания металлов в соответствии с конкретным классом материала и требованиями.
Например, соотношение компонентов смеси для литья алюминиевых деталей на нашем литейном производстве часто составляет 40% алюминиевых слитков + 50% алюминиевого лома + 10% других. В котором 10% других составляют некоторые добавки, такие как сплавы Zn, Mn, Cu, Si и т. Д.
Подготовка металла
Слитки и металлолом являются основным веществом, используемым в процессе плавки, составляя до 80% от соотношения компонентов смеси.
Перед загрузкой в печь слитки и металлолом (банки, лом деталей машин, контейнеры или подъездные пути) необходимо удалить грязь, а также предварительно нагреть и высушить. Этот шаг предназначен для удаления влаги, предотвращения возможности исследования в печи, ограничения образования шлака и повышения плавильной способности.
В частности, для металлолома требуется удаление краски, машинного масла и других загрязнений, обычно термическим способом.
Погрузка и плавка металла
Печь загружается путем добавления источника топлива (древесный уголь, природный газ, электричество).В процессе нагрева металл непрерывно загружается в печь вместо партии для экономии энергии и эффективности работы.
Расплавленный металл в литье
Печь работает в чрезвычайно жестких условиях, где расплавленный металл, футеровка печи, атмосферные газы и продукты сгорания топлива имеют очень высокую температуру, что требует строгих средств защиты рабочего. Печь бывает разного размера, формы, принципа работы и энергии, поэтому плавильная мощность каждой печи отличается от других.
При фиксированной температуре плавления металл переходит из твердого состояния в жидкое. Температура плавления варьируется от металла к металлу, от 350 до 2000 ° C.
Рафинирование и обработка жидкого металла
Этот процесс предназначен для дегазации расплава, удаления нежелательных твердых частиц и корректировки состава сплава, как ожидалось. Добавочные материалы, особенно некоторые из черных металлов, для повышения механических свойств жидкого металла (прочность, пластичность, жесткость, эластичность).
Этот шаг очень важен, потому что он может повлиять на качество окончательного литья.
Транспортировка расплавленного металла
После плавления жидкий расплав перекачивается из печи в формовочную линию по системе разливки.
Технологии плавки металлов
В основе процесса плавки металла лежит плавильная печь, которая напрямую влияет на эффективность процесса плавки. Существуют различные технологии плавки, которые влияют на способ плавления металла и решают, какая печь используется.
Как выбрать плавильную печь
Плавильная печь сильно влияет не только на эффективность работы литейного цеха, но и на конечные результаты литья, поэтому очень важно принять во внимание, какие технологии печи следует применять.
Как вы знаете, печи для плавки металлов различаются по форме, геометрии, топливу и мощности.
Эти нижеприведенные факторы строго определяют, какая плавильная печь подходит для вашего литейного производства.
- Наличие места: проверьте свою производственную площадь. Куда будешь печь ставить?
- Тип плавкого сплава и его температура плавления
- Плавильная способность и количество металла
- Энергоэффективность
- Капитальные вложения
- Эксплуатационные расходы
- Требования к техническому обслуживанию
- Проблема выбросов и окружающей среды
Конечно, не существует универсального варианта, но производители литейного производства должны учитывать, какие критерии важнее других.У каждого литейного завода будут свои собственные критерии приоритета для выбора плавильной печи, которая соответствует их требованиям и масштабу производства.
После разъяснения этих соображений, второй шаг — выбрать тот, который работает на вашем литейном цехе. Здесь мы рассмотрим самые популярные на сегодняшний день плавильные печи в литейном производстве. Давай проверим.
Современные и новые технологии плавильных печей в литейном производстве
Для плавки металла в металлообработке используются печи разных типов.Их классифицируют по источнику тепла, эксплуатационным характеристикам и конструкции печи.
Тигельные и ваграночные печи представляют собой традиционные методы плавки, в то время как индукционные и электродуговые печи представляют собой современные передовые технологии плавления.
Тигельная печь
Электрическая тигельная печь
Тигельная печь — старейшая, простейшая и оригинальная плавильная печь, применяемая в литейных цехах. Это основное плавильное устройство изготовлено из жаропрочных материалов, которые часто представляют собой керамические или тугоплавкие материалы.
Тигельная печь может поставляться в очень маленькой чаше, которая обычно используется для плавления ювелирных изделий (золота, серебра), в большую емкость, которая применяется для небольших партий.
Топливом для тигля обычно является кокс, газ, нефть или электричество. В то время как электрический тигель имеет максимальную производительность 2,5 т / ч, тигель для газа или жидкого топлива может плавиться до 4 т / ч.
Тигельная печь не является энергоэффективным устройством с потерей более 60% тепла на излучение.
Эта печь подходит для цветных металлов, которые особенно применяются для плавки алюминия. Хорошо работают с любыми алюминиевыми сплавами. Одним из преимуществ является то, что тигель очень прост в эксплуатации и обслуживании, что позволяет сэкономить на расходах. Кроме того, его низкая капитальная стоимость привлекает небольшие литейные предприятия вкладывать свои деньги.
Однако эта печь подходит только для небольших объемов производства и использования металла с низкой температурой плавления из-за ее низкой энергоэффективности.
Купольные печи
Купольная печь считается одной из самых экономичных технологий плавки. В этой печи в настоящее время выплавляется почти серый чугун.
По конструкции, купол может быть любой формы и размера, но его диаметр может составлять от 0,5 до 4 м, а высота — около 6-11 м. Купол выполнен в виде вертикально-цилиндрического сосуда, вероятно, в виде большой трубы.
Конструкция купольной печи
Стенка вагранки обычно стальная и облицована стеной из огнеупорного кирпича. Дно печи облицовано аналогичным образом, но часто используется смесь глины и песка, поскольку эта футеровка носит временный характер.Некоторые вагранки снабжены охлаждающими слоями кожуха для охлаждения и добавлением кислорода для более интенсивного горения кокса.
Топливом для обогрева вагранки является кокс с некоторыми присадками. Для запуска производственной партии в печь добавляют слои кокса и зажигают горелкой. Когда кокс загорается, воздух попадает в слои кокса через вентиляционные отверстия. В качестве топочного топлива также можно использовать древесину, уголь или горючие газы.
Когда кокс достаточно горячий, твердые металлы подают в печь через отверстие в верхней части.В процессе плавления между топливом и входящим воздухом происходит термодинамическая реакция.
Углерод в коксе соединяется с кислородом воздуха с образованием монооксида углерода, который продолжает гореть до диоксида углерода. Определенное количество углерода растворяется в падающих каплях жидкого металла и, следовательно, увеличивает содержание углерода в металле. В процессе плавки производятся разные марки чугуна и стали.
Купольная печь может применяться для плавки любых черных металлов, в основном применяемых для плавки чугуна в больших объемах.По статистике 60% чугунного литья выплавляется с помощью вагранки. Его энергоэффективность также высока, считая порядка 40-70%.
Электродуговые печи
Электродуговая печь (ДСП) — это печь, в которой энергия электрической дуги используется для нагрева и плавления материала.
Диапазон составляет от 1 тонны (обычно для производства чугуна) до 400 тонн (для вторичной стали). Промышленные электродуговые печи могут достигать температуры 1800 ° C (3272 ° F), в то время как лабораторные сосуды могут достигать температуры более 3000 ° C (5432 ° F).
Конструкция электродуговой печи
Как расплавить металл в электродуговой печи?
В электродуговой печи материал находится в прямом контакте с электричеством дуги, и электрический ток проходит через материал. Следовательно, плавление более эффективно, чем другие технологии, использующие внешнее тепло.
Электродуговая печь часто используется для плавки стали (учтите 87%), а 13% — для плавки железа. Они могут хорошо перерабатывать стальной автомобильный измельченный лом с высоким содержанием остаточных элементов, что неэффективно при вагранке.
Индукционная печь
Индукционная печь — это электрическая печь, использующая принцип электромагнитной индукции. Итак, как расплавить металл по этой технологии плавки?
Металл загружается в тигель, окруженный медной катушкой из проволоки, по которой проходит переменный электрический ток. После включения индукционной печи катушка быстро создает обратное магнитное поле, которое проникает через металл. Магнитное поле создает вихревые токи — круговой электрический ток, протекающий внутри металла.В результате циркуляция этих токов создает очень высокие температуры, плавящие металлы.
Конструкция индукционной печи
Плавильная мощность индукционных печей варьируется от менее 1 кг до 100 тонн, обычно используемых для плавки чугуна, стали, меди, алюминия и драгоценных металлов.
По сравнению с другими технологиями плавки металлов преимущество индукционных печей состоит в том, что они являются экологически чистыми, энергоэффективными и простыми в управлении процессом плавки.
Однако ограничения индукционной печи на металлолом и некоторые легирующие элементы могут привести к потере из-за окисления.
Температура плавления металла
Большинство металлов, существующих на Земле, в нормальном состоянии находятся в твердом состоянии. Однако в металлообрабатывающей промышленности, особенно в литье и металлургии, металл необходимо сжижать, чтобы получить новый продукт. Чтобы металл стал жидким, его необходимо нагреть до точки плавления.
Следовательно, знать температуру плавления веществ так же важно, как и при плавлении металла. Это упрощает обработку металлического литья.Специалисты могут точно рассчитать время формования, плавления и застывания отливок. Это помогает неэффективному производству и в то же время предоставляет необходимые решения для резервного копирования на случай возникновения чрезвычайных ситуаций.
Что такое точка плавления?
Точка плавления, также известная как температура разжижения, — это температура, при которой происходит процесс плавления твердого металла. Это точка, в которой металл переходит из твердой фазы в жидкую.Температура плавления варьируется от металла к металлу.
На практике температуру плавления считают относительной. Нечувствителен к давлению. Некоторые аморфные вещества, такие как стекло, не имеют фиксированной температуры плавления.
Температура плавления варьируется от металла к металлу.
Какой металл имеет самую высокую температуру плавления?
Вольфрам (W), известный как вольфрам, — это металл с самой высокой температурой плавления (3422 ° C; 6192 ° F), , самым низким давлением пара (при температурах выше 1650 ° C, 3000 ° F) и самым высоким предел прочности.
Самый простой для плавления металл
До этого момента металл с самой низкой температурой плавления составляет ртути с температурой плавления -38,830 ° C. Это единственный металл на Земле, находящийся в жидком состоянии при нормальной, стандартной химической температуре и давлении.
В настоящее время ртуть используется в основном в качестве термометра, манометра, поплавкового клапана, ртутного переключателя и т. Д.
Температура плавления чугуна и стали
Сегодня железо является наиболее используемым металлом в мире, на него приходится 95% от общего годового производства металла.
Чистое железо мягкое и гибкое. Но при добавлении углеродного компонента в количестве 0,002% — 2,1% получается стальной сплав с выдающейся твердостью, пластичностью и несущей способностью.
Железо имеет температуру плавления 1538 ° C, а сталь 1370 ° C . В настоящее время железо и сталь — это два металла, которые широко используются в области машиностроения, автомобилестроения, судостроения, строительства и т. Д.
Температура плавления алюминия
Алюминий имеет температуру плавления 933.47 К (660,32 ° C, 1220,58 ° F) . Температура плавления алюминия невысока по сравнению с другими металлами.
В периодической таблице алюминий обозначается как Al; Атомный номер 13, плотность 2,9 г / см3. Алюминий легкий, мягкий, с отличной коррозионной стойкостью и хорошей литейной способностью. Это самый распространенный металл в земной коре. Алюминиевое литье широко используется в деталях машин, двигателях и внешней отделке городов.
| Металл | точка плавления (° C) | точка плавления (° F) | ||
| Алюминий | 660.32 | 1220,58 | ||
| Алюминиевый сплав | 463-671 | 865-1240 | ||
| Кованое железо | 1482-1593 | 2700-2900 | 2060 — 2200 | |
| Чугун, пластичный | 1149 | 2100 | ||
| Свинец | 327,5 | 621 | ||
| Магний | 2600 — 2800 | |||
| Нержавеющая сталь | 1510 | 2750 |
Таблица по температуре плавления обычных металлов
Руководство по безопасности при плавке металла
При плавке металла ежедневно приходится иметь дело с экстремальным нагревом (до 2000 ° C), что является очень опасной рабочей средой.
Можно сказать, что плавка — одно из самых опасных работ, вызывающих неожиданные аварии на литейном производстве. Подробнее о том, как работает литейное производство.
Следовательно, для защиты здоровья и жизни рабочего и предотвращения потери и повреждения свойств литейного цеха, существуют строгие правила, которые производители литейных цехов должны учитывать.
Обеспечение инфраструктуры литейного производства
- Зона плавления должна быть устроена отдельно, чтобы избежать опасности для неуполномоченных рабочих
- Должна быть вентиляция, а конструкция крыши литейного цеха должна быть высокой для циркуляции воздуха
- Печь должна обеспечивать качество и безопасность при использовании
- Должна быть оборудована с автоматической или полуавтоматической системой заливки и заправки для ограничения воздействия на человека и несчастных случаев.
- Взрывозащищенное и противопожарное оборудование должно быть всегда наготове
Обеспечить работника защитной защитной одеждой
Плавильщик во время смены должен быть одет в полную защитную одежду. Шапка, очки, перчатка, маска, плотная одежда и обувь являются обязательными аксессуарами.
Работа на плавильной печи
Что можно и нельзя
- Обязательно установите предупреждающий знак для зоны плавления
- Ограничьте доступ посторонних рабочих к зоне плавления
- Регулярно проверяйте печь и систему вентиляции и убедитесь, что неэффективная одна из них отремонтирована немедленно
- Очистите и высушите металлический материал перед плавлением
- Сделайте предварительный нагрев печи и огнеупоры перед использованием
- Подготовьте план действий в чрезвычайных ситуациях
- Не разрешайте курить, есть и пить в зоне плавления
Резюме
В приведенном выше содержании мы предоставили подробное объяснение Как плавить металл в литейном цехе .Надеюсь, он расскажет вам о некоторых интересных идеях о процессе плавки металла.
Подробнее о нашем блоге, посвященном процессу литья в металлообрабатывающих цехах, читайте здесь.
Кратко представленная компания VIC — производитель литейных изделий для литья металлов, специализирующийся на производстве и поставке литых металлических деталей на мировой рынок. Если вам это нужно, свяжитесь с нами, чтобы оформить заказ и получить консультацию по лечению гипсом.
Артикул
Министерство энергетики США (2005 г.). Передовые технологии плавления: концепции и возможности энергосбережения для индустрии литья металлов . Https://www.energy.gov/sites/prod/files/2013/11/f4/advancedmeltingtechnologies.pdf.
Безопасная работа, Австралия (2013 г.). Руководство по управлению рисками, связанными с литейными работами. https://www.safeworkaustralia.gov.au/system/files/documents/1702/guide-managing-risks-associated-foundry-workl.pdf
Плавильная печь | 60кВт, высокая частота
Что составляет типичную систему индукционного нагрева?
Типичная система индукционного нагрева состоит из источника питания индукционного нагрева, змеевика индукционного нагрева и источника водяного охлаждения, а также нескольких внутренних компонентов внутри источника питания.Источник питания индукционного нагрева пропускает через индукционную катушку переменный ток, создавая магнитное поле. Следовательно, поместите заготовку в катушку, и она попадет в магнитное поле, а затем вызовет вихревые токи внутри заготовки. Кроме того, он генерирует точное и локализованное тепло без какого-либо физического контакта между индукционной катушкой и заготовкой.
Увеличит ли индукционный нагрев мои счета за коммунальные услуги?
Вряд ли.Индукционный нагрев — очень эффективное средство обогрева. Большинство наших клиентов, которые впервые переходят на индукционный режим, видят, что их счета за коммунальные услуги снижаются.
Каковы типичные требования к индукционной сети?
Конечно, это зависит от системы, но для типичной системы требуется 380, 3-фазное напряжение переменного тока при 50 Гц и 30 ампер. Также рассчитайте для сжатого воздуха 80 фунтов на квадратный дюйм и воды 40 фунтов на квадратный дюйм при 4 галлонах в минуту для охлаждения.
Подходит ли этот стык для индукционной пайки?
Наша команда инженеров-металлургов и инженеров-механиков будет рада осмотреть ваши детали и процесс и дать вам лучший совет — никаких обязательств!
Какую пользу может принести индукционный нагрев в моем процессе?
Это может принести пользу вашему процессу несколькими способами.После первоначальной настройки источника питания индукционный нагрев очень часто повторяется. После этой фазы он будет нагревать деталь за частью с одинаковыми результатами, если вводить детали в змеевик одинаково в каждом цикле. Это также может привести к лучшему использованию материала и выходу продукта. Индукционный нагрев может уменьшить или устранить потребность в квалифицированных операторах в таких областях, как пайка и пайка. Возможность индукционного нагрева одинаково нагреть все детали позволяет автоматизировать процесс.Индукционный нагрев также может нагревать деталь очень локально. Это может быть чрезвычайно полезно, когда желательно или необходимо ограничить нагрев только определенной областью детали.
Можно ли паять алмазные коронки с помощью индукционного нагрева?
Конечно, индукционный нагрев для алмазных коронок предпочтительнее, потому что он работает очень быстро. Чем дольше алмаз остается при температуре нагрева, тем быстрее он разлагается. Поэтому для достижения наилучших результатов мы рекомендуем атмосферную пайку в вакууме.
Когда лучше использовать косвенное тепло индукционной печи вместо прямого индукционного тепла?
Да, мы часто получаем этот вопрос. Это зависит от геометрии вашей детали и от того, как вы хотите ее нагреть. Если у вас есть деталь с простой геометрией, и ваш процесс требует нагрева определенной области детали. Мы полагаем, что прямой индукционный нагрев будет предпочтительнее. Однако, если вам нужно нагреть всю деталь или если деталь имеет сложную форму.Тогда вы добьетесь лучших результатов с вакуумной печью с индукционным нагревом.