
Инверторный сварочный аппарат ФОРСАЖ-301 (трехфазный многофункциональный инвертор для ручной электродуговой и аргонодуговой сварки) (Код: )
Трехфазный сварочный инвертор ФОРСАЖ-301 – это промышленный аппарат для профессиональной ручной электродуговой сварки плавкими штучными электродами диаметром до 5 мм. Аттестуется по РД 03-614-03 (НАКС).
Сварочный инвертор ФОРСАЖ-301 – один из новейших представителей оборудования для сварки семейства «ФОРСАЖ».
Преимущества
Высокая мощность
Компактность (небольшие габаритные размеры и малый вес)
Отличное качество сварки (в т.ч. легкий поджиг и электронная стабилизация сварочной дуги)
Возможность осуществления продолжительного цикла работ
Малое энергопотребление
Высокая надежность сварочного аппарата
Защита от пыли за счет эффективного управления работой вентилятора
Сварочный аппарат инверторного типа ФОРСАЖ-301 позволяет осуществлять профессиональную ручную электродуговую сварку в любых пространственных положениях с возможностью питания от передвижных автономных электрогенераторов. Высокая мобильность и портативность сварочного инвертора ФОРСАЖ-301 также обеспечивается за счет малых габаритных размеров, небольшой массы и возможности увеличения длины сварочных кабелей до 105 метров с сохранением стабильных параметров сварки. Все эти преимущества приобретают особенное значение при работе в условиях с повышенными требованиями к безопасности или в полевых условиях.
Высокая мобильность и портативность сварочного инвертора ФОРСАЖ-301 также обеспечивается за счет малых габаритных размеров, небольшой массы и возможности увеличения длины сварочных кабелей до 105 метров с сохранением стабильных параметров сварки. Все эти преимущества приобретают особенное значение при работе в условиях с повышенными требованиями к безопасности или в полевых условиях.
Инверторный сварочный аппарат ФОРСАЖ-301 наиболее адаптирован для осуществления качественной ручной дуговой сварки (ММА) в строительно-монтажных организациях, в ЖКХ, на судостроительных предприятиях и др. Кроме того, сварочный инвертор может применяться для аргонодуговой сварки (TIG) при наличии горелки.
Новый сварочный инвертор унаследовал от предшествующих моделей сварочного оборудования ФОРСАЖ повышенную надежность, мощность и высокую производительность.
Микропроцессорное управление и оригинальные схемно-технические решения позволили создать сварочный инвертор с идеальными свойствами сварочной дуги и широким набором функциональных возможностей.
Функциональные возможности
Цифровые индикаторы тока и напряжения
Дистанционное управление сварочным током
Возможность питания от автономных электростанций мощностью от 20 кВ·А
Защита от перепадов напряжения сети (автоматическое отключение)
Защита от перегрузки, перегрева или при аварии
Ограничение напряжения «холостого хода» до Uxx<12B (для аппаратов, аттестованных по РД 03-614-03)
Функция «горячий старт» (HOT START) для идеального зажигания дуги
Функция «форсаж дуги» (ARC FORCE) предотвращает залипание электрода
Функция «антиприлипание» (ANTISTICK) обеспечивает отключение сварочного тока при коротком замыкании (КЗ) и его восстановление при снятии КЗ
Функция аргонодуговой сварки TIG сварка при наличии горелки и доп. оборудования
Цифровая индикация установленных и текущих параметров
Дистанционное управление
Продолжительность нагрузки (включения) при 250 А составляет 100%, при 315 А — 60%
Комплектация
Руководство по эксплуатации — 1 шт.
Розетка силовая НТ-125 (SF-125) — 1 шт.
Вилка ОНЦ-РГ-09-7/18-В12 — 1 шт.
Вилка СХ0020 — 2 шт.
Упаковка — 1 шт.
Инвертор сварочный Форсаж-200М, цена в Москве от компании НОВА Механика
Промышленный сварочный аппарат для ручной дуговой сварки штучнымиэлектродами с питанием от однофазной сети 220В 50Гц.Аттестуется по РД03-614-03 (НАКС)
Инверторный сварочный аппарат ФОРСАЖ-200М, реализованный на базе сварочного аппарата ФОРСАЖ-200, имеет расширенные функциональные возможности, обеспечивает стабильные сварочные свойства и высокую производительность.
Сварочный аппарат ФОРСАЖ-200М соответствует требованиям РД 03-614-03 ипозволяет выполнять сварочные работы в условиях с повышеннымитребованиями к безопасности проведения работ.
Компактный, легкий, простой в управлении сварочный инвертор ФОРСАЖ-200Мимеет ударопрочный защитный корпус, устойчивый на неровныхповерхностях. Удобный плечевой ремень обеспечивает комфортную переноскусварочного аппарата к месту работы.
Удобный плечевой ремень обеспечивает комфортную переноскусварочного аппарата к месту работы.
Для обеспечения большей мобильности возможно увеличение длины питающего кабеля до 100м.
Функциональные возможности
- Предустановка и контроль сварочного тока по цифровому индикатору
- Ограничение напряжения холостого хода до Uxx < 12 В
- Увеличенный срок гарантии (2 года)
- Работоспособность сварочного аппарата при снижении напряжения питания до 140 В
- Защита от перепадов напряжения — автоматическое отключение сварочногоаппарата при напряжении питания более ~275 В или менее ~120 В
- Возможность работы электродами до 5 мм
- Возможность подключения дистанционного управления (ПДУ)
- Возможность питания от автономных передвижных электростанций мощностью не менее 14 кВ*А
- Автоматическое отключение сварочного аппарата при перегреве
- Стабилизация тока сварочной дуги
- Функции ARC FORCE, HOT START, Аntistick
- Функция запоминания последнего значения выходного тока
- Автоматическое управление работой вентилятора для предотвращения оседание пыли
- Возможность использования для аргонодуговой сварки (TIG) при наличии специальной горелки.


Вольтамперные характеристики
При значениях напряжения питания 187…242 В гарантированы стабильные выходные характеристики сварочного аппарата.
| Семейство статических вольтамперных характеристик аппарата при напряжении питания 220В
|
Уникальной особенностью аппарата является сохранение работоспособности даже при снижении напряжении питающей сети до 140В!
При этом происходит снижение выходного тока сварочного аппарата до 120А, что позволяет производить ручную дуговую сварку электродами диаметром3 мм. Это особенно важно в районах с нестабильными параметрами питающейсети, прежде всего в сельской местности.
| Зависимость величины максимального выходного тока от величины питающего напряжения
|
Семейство статических вольтамперных характеристик аппарата при напряжении питания 140 В
Технические характеристики
| Электропитание | |
| Электропитание, В | однофазная сеть 220 В 50 Гц |
| Основные характеристики | |
| Основной режим работы | MMA |
| Дополнительные режимы работы | TIG |
| Диаметр электрода, мм | 1,6-5 |
| Диапазон регулирования сварочного тока, А | |
| — режим ММА | 15-200 |
| Напряжение холостого хода, В | |
| — в активном режиме | 65-100 |
| — в безопасном режиме | <12 |
| Процент нагрузки, % | |
| — при сварочном токе 140А | 100 |
| — при сварочном токе 160А | 80 |
| — при сварочном токе 200А | 40 |
| Максимальная мощность сети питания, кВА | 9 |
| Индикация и управление | |
| Цифровая индикация установленных и текущих параметров | + |
| Дистанционное управление | + |
| Массо-габаритные показатели | |
| Габариты, мм | 295х145х182 |
| Масса, кг | 5,9 |
| Другие характеристики | |
| Рабочий диапазон температуры окружающей среды, °С | -20. .. +40 .. +40 |
Сварочный инвертор Форсаж-161 — цена, описание и характеристики
Электропитание | |
Электропитание, В | однофазная сеть 220 В 50 Гц |
Основные характеристики | |
Основной режим работы | MMA |
Дополнительные режимы работы | TIG |
Диаметр электрода, мм | 1,6-4 |
Диапазон регулирования сварочного тока, А | |
— режим ММА | 15-160 |
Напряжение холостого хода, В | |
— в активном режиме | 55-70 |
Процент нагрузки, % | |
— при сварочном токе 140А | 100 |
— при сварочном токе 160А | 50 |
Максимальная мощность сети питания, кВА | 5,5 |
Массо-габаритные показатели | |
Габариты, мм | 295х155х160 |
Масса, кг | 4,3 |
Другие характеристики | |
Рабочий диапазон температуры окружающей среды, °С | -20. |
 .. +40
.. +40Сварочные инверторы Форсаж
Сварочные инверторы «Форсаж» вобрали в себя все наиболее передовые технологии, а их комплектующие проходят несколько ступеней проверки. Сварочные инверторы «Форсаж» проектируются и изготавливаются на рязанском приборном заводе, хотя, конечно, часть комплектующих имеет импортные корни. В разработке конструкции сварочных инверторов используются наиболее свежие технические решения, реализация которых стала возможной после исследования современной конструкторской базы ведущих зарубежных фирм, а оригинальные решения отечественных разработчиков повышают надежность сварочных инверторов «Форсаж» на порядок.
Стоит отметить, что в отличие от зарубежных аналогов, сварочные инверторы «Форсаж» имеют массу различных вариантов исполнения — начиная от простых ММА аппаратов, использующих в своей работе штучные плавящиеся электроды, до сложных «полуавтоматов» и аппаратов,
работающих в среде аргона
, что позволяет сваривать детали из цветных металлов, в том числе алюминия.
Выгодные преимущества сварочных инверторов «Форсаж»
:
— очень легкий поджиг сварочной дуги;
— стабилизация сварочной дуги электронными компонентами управления;
— работа в продолжительном режиме без перегрева;
— работа в любом положении;
— высокая безопасность;
— большая гарантия на аппараты;
— низкое энергопотребление;
— аттестация НАКС по РД 03-614-03.
Для «домашних» и «гаражных» мастеров разработан и выпускается относительно простой, но тем не менее весьма надежный, сварочный инвертор «Форсаж-161». Этот сварочный инвертор обладает весьма скромными габаритами, которые ни в коей мере не преуменьшают его технических возможностей.
Сварочный инвертор Форсаж-161
Питание инвертора осуществляется от стандартной сети переменного тока 220 вольт и частотой 50 Гц. Причем нестабильная сеть не оказывает никаких «просаживающих» свойств на работу сварочного инвертора. При отсутствии возможности подсоединения к стандартной сети, аппарат может работать от любого автономного источника питания, имеющего мощность не менее 11кВА, а возможность увеличения сетевого кабеля до длины 50 метров позволяет сделать сварочный инвертор «Форсаж-161» весьма мобильным.
Из особенностей аппарата стоит отметить:
— возможность продолжительно работы электродами диаметром до 4мм;
— автоматическое отключение при значительных перепадах напряжения;
— защиту от перегрева;
— наличие функций ARC FORCE, HOT START, ANTISTICK;
— возможность TIG сварки.
Сварочный инвертор Форсаж-200
Более мощные аналогичные модели обозначаются как «Форсаж-200», «Форсаж-200М» и «Форсаж-301». Из их особенностей стоит отметить возможность работы электродами, диаметром до 5мм, а также возможностью подключения к трехфазной сети и наращивания внешнего силового кабеля до длины 105 метров без потери качества сварочного шва.
Еще два интересных решения рязанских конструкторов реализованы в моделях инверторов для полуавтоматической сварки — «Форсаж-302» и «Форсаж-500».
Сварочный инвертор Форсаж-500
Из их особенностей стоит отметить:
— установка и наблюдение сварочного тока по цифровым индикаторам;
— автоматическое отключение при значительных перепадах напряжения;
— дистанционное управление сварочным током и напряжением;
— ограничение холостого хода;
— возможность
TIG сварки
при наличии специальной горелки.
Видео обзор сварочного инвертора Форсаж-161
:
Работа сварочным инвертором Форсаж-161 с электродами УОНИ
:
Сварка аппаратом Форсаж-161 при напряжении150В
:
Кроме статьи «Сварочные инверторы Форсаж» смотрите также:
Сварочный инвертор Форсаж-200
Инверторный сварочный аппарат ФОРСАЖ-200 занимает верхние позиции среди аппаратов своего класса. Несмотря на небольшие размеры, сварочный инвертор для ММА сварки ФОРСАЖ-200 обладает широким набором функциональных возможностей и незаменим в условиях, где требуется высокая производительность и высокая мобильность сварочного оборудования. Аттестуется по РД 03-614-03 (НАКС).
Несмотря на небольшие размеры, сварочный инвертор для ММА сварки ФОРСАЖ-200 обладает широким набором функциональных возможностей и незаменим в условиях, где требуется высокая производительность и высокая мобильность сварочного оборудования. Аттестуется по РД 03-614-03 (НАКС).
Сварочный аппарат ФОРСАЖ-200 невероятно прост в управлении.
Компактный и легкий сварочный инвертор ФОРСАЖ-200 позволяет производить качественную профессиональную дуговую сварку штучными электродами. Этот сварочный аппарат с успехом используется в сельском хозяйстве, ЖКХ и на производстве. Кроме того, питание инвертора от однофазной сети 220 В обеспечивает возможность его применения в гараже или, к примеру, на дачном участке.
Сварочный аппарат инверторного типа ФОРСАЖ-200 обеспечивает стабильные сварочные характеристики при снижении напряжения питающей сети до 140 В при работе электродами диаметром до 3,0 мм. При максимальном сварочном токе этот аппарат для сварки позволяет проводить работы электродами диаметром до 5,0 мм.
Автоматическое управление работой вентилятора обеспечивает снижение потребляемой мощности и уменьшение попадания пыли внутрь сварочного аппарата.
Для обеспечения работ в труднодоступных местах возможно увеличение длины питающего кабеля до 100 м. Малые габариты и вес сварочного аппарата ФОРСАЖ-200 позволяют без проблем доставлять его к месту проведения сварочных работ — Вы можете переносить его на удобном плечевом ремне, в спортивной сумке или перевозить в багажнике легкового автомобиля.
Надежность сварочного аппарата инверторного типа «Форсаж-200» обеспечивается за счет использования качественных комплектующих от ведущих мировых производителей
Преимущества сварочного инвертора ФОРСАЖ-200
Сварочный аппарат ФОРСАЖ-200 обеспечивает степень защиты IP22 по ГОСТ 14254-96; по способу защиты от поражения электрическим током относится к классу 1 и соответствует требованиям безопасности по ГОСТ 12. 2.007.8
2.007.8
Профессиональный сварочный инвертор Форсаж 200
Сварочный инвертор Форсаж 200 справедливо относится к профессиональным моделям, хотя параметры его сварочного тока близки к бытовым устройствам других производителей. Паспортные характеристики прибора соответствуют реально измеренным, поэтому являются надежным ориентиром в оценке предстоящей работы. Длительный срок службы (до 6 лет) относится к одному из основополагающих факторов при выборе данной модели.
Характеристики Форсаж 200 – высокие производственные возможности
Основными параметрами, характеризующими инвертор, являются следующие:
- регулируемый диапазон сварочного тока – 15-200 А. Отклонения от крайних значений не превышают 10 А при номинальном напряжении сети. Продолжительность нагружения (ПН) при 200 А составляет 40 %, при 160 А – 80 %, при 140 А – 100 % (для стандартного сварочного цикла 5 минут и температуры воздуха 25 °С). Приведенные данные показывают, что работать с универсальным 3 мм электродом можно непрерывно, выставив значения сварочного тока выше среднего;
- рабочее напряжение – 140-250 В. Это очень широкий интервал, который подходит для эффективной сварки и позволяет эксплуатировать аппарат в сельской местности, на даче и при работе нескольких устройств в одной сети одновременно;
- масса и габариты – 5,8 кг (около 9 кг со всеми комплектующими) и 295 × 145 × 182 мм. Небольшие габариты и масса делают передвижение по рабочему месту и транспортировку до него весьма удобными;
- потребляемая мощность – около 7,2 кВт. Бытовые сети будут с трудом справляться с такой нагрузкой, поэтому при оборудовании рабочего места следует предусмотреть установку соответствующего автомата и проводки.
 Это очень широкий интервал, который подходит для эффективной сварки и позволяет эксплуатировать аппарат в сельской местности, на даче и при работе нескольких устройств в одной сети одновременно;
Это очень широкий интервал, который подходит для эффективной сварки и позволяет эксплуатировать аппарат в сельской местности, на даче и при работе нескольких устройств в одной сети одновременно;Цена на инвертор Форсаж 200
Стоимость инвертора составляет порядка 560 $ и остается стабильной во время сезонных колебаний, что связано с отечественным производством, осуществляемом на Рязанском приборном заводе. Близкие по цене аппараты обычно проигрывают по совокупным показателям надежности и техническим возможностям, а близкие по характеристикам стоят ощутимо дороже.
Для дачного применения цена инвертора выше средней, поэтому его покупка будет целесообразна лишь при плохих параметрах сети.
Эксплуатационные возможности аппарата – профессиональный оптимум
Высокая работоспособность является весомым преимуществом для специалистов, занимающихся строительной или ремонтной сваркой. При работе в нескольких строительных бригадах неприхотливость устройства и способность к длительной работе помогут всегда находиться в работоспособном состоянии и не затруднять долгие переезды. Промышленное применение инвертора практически невозможно, поскольку работать несколько смен без перерыва нельзя даже при небольших значениях тока из-за существенно увеличившегося износ оборудования.
Некоторые сетевые издания относят данный инвертор к бытовым моделям, что весьма сомнительно. Не исключая такого применения, следует учитывать повышенные возможности и соответствующую стоимость, находящуюся выше, чем у большинства бытовых сварочных аппаратов. Полезная опция аргонодуговой сварки расширяет диапазон использования, позволяя проводить эффективную сварку тонких металлических листов, а также высоколегированных сталей и изделий из цветных металлов. Такая сварка требует приобретения дополнительного комплекта аппаратуры и баллона с газом, после чего может применяться в любых ремонтных мастерских.
Полезная опция аргонодуговой сварки расширяет диапазон использования, позволяя проводить эффективную сварку тонких металлических листов, а также высоколегированных сталей и изделий из цветных металлов. Такая сварка требует приобретения дополнительного комплекта аппаратуры и баллона с газом, после чего может применяться в любых ремонтных мастерских.
Распространенные в инверторах функции антиприлипания и форсажа дуги облегчают сварные работы. Первая функция уменьшает ток при залипании электрода (в течение 4 с), что позволяет легко оторвать его от поверхности, а вторая – предотвращает прилипание, увеличивая сварочный ток и поддерживая горение дуги. Данные функции полезны при ответственной работе, когда требуется хорошее качество непрерывного шва в месте соединения поверхностей. Облегчение поджига дуги обеспечивается скачкообразным увеличением тока при первом касании поверхности – так работает функция горячего старта.
Основные недостатки данной модели были исправлены еще в первых образцах. Большая часть поломок, возникающих в пределах гарантийного срока (2-3 года), вызвана неправильной или небрежной эксплуатацией. Данная модель чаще оказывается в сервис-центрах, чем предыдущие Форсаж 161 и Форсаж 180, что связано не с худшим качеством, а с более частой эксплуатацией на предельных значениях тока и ПН. Чтобы избежать преждевременной поломки, следует придерживаться некоторых основных правил.
Большая часть поломок, возникающих в пределах гарантийного срока (2-3 года), вызвана неправильной или небрежной эксплуатацией. Данная модель чаще оказывается в сервис-центрах, чем предыдущие Форсаж 161 и Форсаж 180, что связано не с худшим качеством, а с более частой эксплуатацией на предельных значениях тока и ПН. Чтобы избежать преждевременной поломки, следует придерживаться некоторых основных правил.
Выполнение рекомендаций по эксплуатации – залог длительной работоспособности аппарата
Поддержание хорошего теплообмена является важнейшей составляющей устойчивой работы. Обеспечить таковую поможет следующее:
- периодическая очистка от пыли, которую нужно проводить от 1-2 до 5-6 раз в год, в зависимости от интенсивности эксплуатации. Для очистки необходимо снять защитный кожух и продуть систему сжатым воздухом или пропылесосить. Если корпус опечатан, то продувка остается единственным вариантом, позволяющим не лишиться гарантии;
- при работе инвертор лучше не ставить прямо на пол или землю, а подвешивать его за ремень для переноски или помещать на подставку. За счет этого уменьшится количество пыли, попадающей внутрь корпуса;
- соблюдение рекомендованных значений ПН. Необходимо учитывать, что паспортные данные приводятся для стандартной температуры, поэтому при работе в жаркое время года длительность непрерывной работы лучше уменьшать в полтора-два раза;
- отключать аппарат необходимо через 5-10 минут после окончания сварки, чтобы дать полностью остыть крупным теплоемким элементам конструкции.
 За счет этого уменьшится количество пыли, попадающей внутрь корпуса;
За счет этого уменьшится количество пыли, попадающей внутрь корпуса;Инвертор оснащен автоматической защитой от избыточного или низкого напряжения, отключающей устройство. Если отключения происходят часто, лучше подождать некоторое время, пока параметры сети не придут в норму или купить стабилизатор, так как частые включения-выключения изнашивают аппарат.
Резюме
Подводя итоги обзора сварочного инвертора Форсаж 200, стоит отметить следующее. Данный прибор относится к универсальному типу, достаточному для профессионального и избыточному для бытового применения.
Надежность и долговечность устройства позволяет использовать его в широком диапазоне задач, реализуя все возможности сварки обычным покрытым и неплавящимся электродом.
Сварочный аппарат Форсаж и его положительные стороны
Профессиональный сварщик требует для своей работы надежный, а также безопасный инвертор, коим является сварочный аппарат Форсаж. По мнению опытных и неопытных сварщиков, сварочный инвертор линейки оборудования Форсаж обеспечивает надежную и качественную дуговую сварку, которая производится в полной безопасности.
Форсаж 161: описание устройства
Отлично себя зарекомендовало оборудование Форсаж 161, которое мы постараемся грамотно рассмотреть. Сварочный инвертор готов предоставить сварщику минимальные энергозатраты, расходы электродов. Инвертор Форсаж 161 по своим размерам и массе незначителен, к тому же сварочный инвертор располагает однофазным регулированием рабочего тока. Огромного внимания заслуживает следующее: инвертор Форсаж 161 может успешно работа в условиях питания сети 140 В.
Из полезных качеств, которые присущи устройству Форсаж 161, стоит выделить особым образом специальный ремень, с помощью которого становится удобной и простой работа в «экстремальных» условиях, где требуется ношение аппарата на плече. Инвертор Форсаж модели 161 вдобавок располагает специализированной горелкой, служащей для лучшего розжига дуги.
Еще одной особенностью, которая имеется в устройстве Форсаж 161, является возможность подключения приспособления к передвижной электростанции. Таким образом, качественное соединение может достигаться даже при условии отсутствия стабильного энергоснабжения, либо в условиях полного отсутствия электричества.
Легкий, компактный, а также неприхотливый сварочный инвертор готов предоставить широкие и функциональные возможностями, а также готов похвастать низким потреблением электроэнергии. Незначительное разбрызгивание металла в процессе сварки, простота розжига электрической дуги и многое другое – лишь малая часть того, что может предоставить сварочный инвертор оборудования рассматриваемой марки.
Также имеется встроенная защита, которая дает возможность осуществлять работы в условиях нестабильного снабжения электроэнергии, при этом не придется опасаться за работоспособность устройства после подобного подключения. Диаметры рабочих электродов достигают 4 миллиметров. Повышенная мобильность установки для работы становится реальной благодаря возможности удлинения сетевого кабеля до пятидесяти метров.
Металлический корпус – одна из наиболее выгодных сторон устройства Форсаж 161, посредством которой достигается повышенная стойкость к ударам, устойчивое положение. Вдобавок ко всему автоматическое управление работой вентиляционной системы способно обеспечивать снижение потребностей устройства в электроэнергии, блокировать попадание пыли внутрь конструкции инвертора.
Чем так интересен инвертор?
Сварочный инвертор имеет превеликое множество достоинств на фоне аналогов. Постараемся рассмотреть основные преимущества оборудования Форсаж 161.
Преимущества:
- Простой в эксплуатации;
- Компактность и простота устройства;
- Незначительное энергопотребление;
- Повышенная гарантийные обязательства;
- Возможность питания от передвижных электростанций;
- Функционирование в условиях нестабильного энергоснабжения;
- Высококачественная ручная дуговая сварка;
- Возможность работы в режиме аргонодуговой сварки;
- Широкое разнообразие функциональных возможностей;
- Незначительное разбрызгивание металла во время работы;
- Легкий розжиг дуги;
- Удлинение питающего кабеля до 50 метров;
- Ударостойкий корпус;
- Плечевой ремень.

Функциональные возможности
Сварочный инвертор модельной линейки Форсаж 161 имеет достаточно широкий функционал. В связи с этим рекомендует внимательно изучить полезные качества устройства модели 161.
Функционал:
- Рабочие диметры электродов достигают 4 миллиметров;
- Возможность работы при напряжении питающей сети 160 В;
- Питание от автономных передвижных электрогенераторов;
- Система отключения питания во время перегрева устройства;
- Функция «горячий старт»;
- Функция «анти залипание»;
- Функция «ARC FORCE»;
- Регулировка вентиляционной системы в автоматическом режиме;
- При наличии специализированной горелки возможен режим сварки ТIG.
Технические характеристики
Сварочный инверторное оборудование Форсаж 161 располагает отличными техническими параметрами.
Технические характеристики:
- Питающая сеть – 220В;
- Частота питающей сети – 50 Гц;
- Режимы сварки – ММА и ТIG;
- Диапазон диаметров рабочих электродов – 1,6-4,0 миллиметра;
- Диапазон регулируемых токов – 15-160 А;
- Напряжение холостого хода в активном режиме составляет 55-70В;
- Процент нагрузки: при 100 А – 100%; при 120 А – 800%; при 160 А – 40%;
- Максимальная мощность составляет 5,5 кВт;
- Масса – 4,3 килограмма;
- Диапазон температуры окружающей среды составляет от -20 до 40 гр. С.
Форсаж 200: описание устройства
Сварочный инвертор Форсаж 200 является однофазным аппаратом инверторного действия, применяемого в электродуговой, а также в аргонодуговой сварке металлов и сплавов. Инвертор Форсаж имеет ряд полезных функциональных возможностей. Рассматриваемая модель готова прийти на помощь там, где имеется необходимость высокой производительности, а также мобильность оборудования.
Компактность, легкость – два основных качества оборудования Форсаж 200, посредством которых достигается высококачественное соединение металлов и сплавов. Сварка выполняется простым штучным электродом. Относительно областей применения – ХКХ, бытовые цели, строительство, производство. Таким образом, становится понятно, что сварочный инвертор рассматриваемой модели Форсаж 200 является по сути универсальным оборудованием.
Форсаж 200 может вполне успешно применяться даже в том случае, если питающая сеть имеет рабочий параметр 140В. Максимальный сварочный ток дает возможность приводиться работу электродами диаметром 5 миллиметров. Система принудительного вентилирования оборудования отлично способствует блокированию попадания пыли внутрь устройства, а также защищает от перегревов во время продолжительной работы при максимальном токе.
Параметры устройства
Технические характеристики устройства также требовательны к вниманию покупателя. Поэтому следует просмотреть все полезные технические качества устройства Форсаж 200.
Поэтому следует просмотреть все полезные технические качества устройства Форсаж 200.
Технические характеристики:
- Масса – 5,8 килограмма;
- Управление – ручное;
- Пределы рабочих диаметров электродов – 1,6-5,0 миллиметра;
- Пределы регулируемых рабочих токов – 15-200 А;
- Напряжение питающей сети – 220 В;
- Режим функционирования – 60;
- Тип устройства – профессиональный;
- Максимальный рабочий параметр – 200 А;
- Мощность оборудования Форсаж – 7,2 килограмма.
Сравнительная характеристика – полезное качество, с помощью которого упрощается работа сварщика в дальнейшем. Таким образом, желательно точно определиться с теми характеристиками и потребностями, которые Вам понадобятся в сварочном деле. Сварочный инвертор серии Форсаж — качество и надежность!
Похожие статьи
Рейтинг Лучших Сварочных Инверторов: Инверторный Сварочный Аппарат!
Инверторный сварочный аппарат
Совершенствование технологий и оборудования для сварки металлов расширило круг лиц, выполняющих сварочные работы.
Если раньше этим занимались исключительно профессионалы, то сегодня комбинировать металлы доступно и любителям.
Отвечая на их спрос, производители наводнили рынок разнообразными моделями оборудования.
Низкая стоимость, разнообразный функционал и огромный ассортимент сварочных аппаратов отнюдь не упрощают выбор и становятся серьезным препятствием для неопытного пользователя.
Подробный разбор особенностей самых популярных моделей поможет новичкам сделать правильный выбор и купить наиболее подходящий для себя вариант.
Данный обзор ориентирован на любителей, использующих сварочные аппараты в своих целях. Группа товаров коммерческого назначения здесь не рассматривается.
СОДЕРЖАНИЕ:
Как понятно из подзаголовка, основным преимуществом модели является ее низкая стоимость. Большую долю затрат составляют затраты на логистику, что и определяет столь значительный ценовой разброс.
Естественно, в бюджетных моделях используются дешевые комплектующие и не исключены поломки оборудования.
Справедливости ради надо отметить, что инвертор к тому времени уже вернет вложенные в него средства.
Кому может быть интересно это предложение? Устройство специально разработано для новичков, которые планируют освоить азы профессии.
Заслуживает внимания всех без исключения пользователей, для которых производительность не является определяющим параметром. Eurolux IWM190 можно не использовать длительное время, не опасаясь потери функциональности.
Причиной тому является минимальный набор технических возможностей устройства. Есть и существенный недостаток: входящие в комплект держатели, зажимы и кабели некачественные.
Поэтому желательно приобретать аксессуары наилучшего уровня исполнения.
Преимущества:
- Регулировка 10-190 А.
- Изготовлен на базе IGBT транзисторов.
- Высокая скорость сварки.
- Работает при напряжении 160-245 В.
- KRÜGER WIK-250/WIK-300 для практикующих сварщиков
Сварочные аппараты KRÜGER WIK-250 и WIK-300 относятся к поколению современных инверторов, предназначенных для опытных профессионалы.
Только они смогут оценить все возможности разработки немецких инженеров.Помимо традиционно высокого качества сборки, они наделены еще и отличной надежностью.
Устройства стабильно работают даже в условиях нестабильного электропитания. Пользователи могут использовать функции «Защита от помех», «Arc Afterburner» и «Горячий старт». Благодаря этому все работы можно выполнить на достойном уровне.
Рабочий диапазон модели WIK-250 заключен в диапазоне от 20 до 250 ампер, что позволяет выполнять подавляющее большинство сварочных работ.
Если вам нужна большая мощность, то стоит обратить внимание на более производительный аналог – ВИК-300, верхняя сила тока которого 300А.
Обе модели известного бренда Kruger основаны на транзисторах IGBT. Это обеспечивает точную настройку оборудования и его бесперебойную работу практически в любых условиях.
Прочный корпус надежно защищает внутреннее пространство от ударов, повышенной влажности и пыли.
Не лишним будет напомнить, что общепринятые стандарты качества в Германии распространяются не только на слишком дорогую продукцию, но и на продукцию, доступную покупателям. Гарантия качества давно стала визитной карточкой немецких производителей.
Гарантия качества давно стала визитной карточкой немецких производителей.
Среди других достоинств сварочных инверторов WIK-250 и WIK-300 следует выделить небольшие габариты.
Сварщик станет незаменимым помощником для специалистов с разъездным характером работы. Этому также способствует сравнительно небольшой вес – всего 5 кг. Покупателей также порадует цена чипсета.
Приемлем не только для профессионалов, зарабатывающих сваркой, но и для новичков, делающих первые шаги в этой сфере.
Также следует подчеркнуть максимальную комплектацию. В стоимость предложения входят мощные кабели, плечевой ремень для удобной переноски, кованая щетка и маска. Из недостатков потребители отмечают лишь отсутствие транспортировочного кейса.
Преимущества:
- Регулировка тока в диапазоне 20-250А.
- Легкий запуск дуги.
- Стабилизация сварочной дуги во время работы.
- Предусмотрена защита от залипания электрода.
- Автоматическая защита от короткого замыкания, перегрузки по току или мощности.
- Автоматическая регулировка мощности и тока.
- Бюджетная модель FUBAG IR 200

Несмотря на скромную стоимость инвертор «выдает» до 200 ампер. Его целесообразно использовать не только для сварки, но и для резки металлических заготовок.
В работе можно использовать электроды диаметром до 5 мм, что позволяет выполнять практически все работы на приусадебном участке или в квартире.
Блок питания хорошо работает даже в условиях нестабильного электропитания. Из дополнительного функционала пользователи смогут воспользоваться защитой от помех, дожиганием дуги и горячим стартом.
Все они будут полезны как новичкам, так и опытным сварщикам. Попаданию техники в рейтинг-лист во многом способствовала хорошая сборка и качественные комплектующие.
Недостатков не так много, но они есть. Наиболее существенным является короткий период непрерывной работы – 4 минуты.После этого нужно дать инвертору остыть в течение 6 минут и можно продолжать. Таким образом, устройство не подходит для коммерческого использования.
Таким образом, устройство не подходит для коммерческого использования.
Преимущества:
- Легкий.
- Эффективное охлаждение.
- Хорошее качество шва.
- Мощные сварочные кабели.
- MMA VRD 200 производства Westar
В отличие от предыдущей модели VRD 200 способен работать без «перекуров» в режиме до 120 ампер сварочного тока. Другими словами, техника будет интересна тем, кому приходится много и часто работать.
Стоит отметить, что это правило не распространяется на операции с электродами диаметром 5 мм. В этом случае придется находить время для перерывов.
Максимальный ток 200А. Из дополнительных функций прилагается стандартный набор, характерный для большинства устройств этого класса: антизалипание, горячий старт и форсажная дуга.
Кроме того, производители улучшили безопасность конструкции. Напряжение на клеммах снижается до минимального уровня в ситуациях, когда инвертор подключен к сети, но не используется.
И только в случае нагрузки напряжение резко возрастает до рабочих параметров. По эксплуатационным параметрам и стоимости (примерно 11 тысяч рублей) Westar MMA-VRD 200 смело можно отнести к числу любительских, но достаточно надежных и функциональных моделей.
Преимущества:
Горячий старт – увеличение силы тока при касании электродом поверхности. Быстрая и яростная дуга помогает капле оторваться от стержневого электрода.
Функция «Антиприлипание» снижает сварочный ток для отделения прилипшего электрода.
Работа в широком диапазоне напряжений: 150-240В.
Известный латвийский бренд давно зарекомендовал себя на отечественном рынке как производитель доступного и достаточно качественного сварочного оборудования.
Рассмотрим основные преимущества и недостатки той или иной модели. Сварочный инвертор SAI 220 популярен среди любителей и начинающих сварщиков. Низкая стоимость плюс хорошая сборка и хорошее качество комплектующих – основные причины, делающие модель востребованной.
Максимум, что дает сварщик — 220 ампер. Этого достаточно для использования электродов диаметром до 5 мм, а также для резки металла средней толщины.
Без перерыва может работать 7 минут из 10, т.е. 7 минут работает и 3 минуты остывает. И так далее по циклу. Однако «дачной» модель назвали по другой причине. Он отлично работает при нестабильном напряжении в электросети и выдерживает колебания от 160 до 260 вольт.
Однако покупатели отмечают снижение качества сборки инверторов в последние годы.
Другим недостатком является требовательность к оборудованию. Нежелательно допускать его переувлажнения или переохлаждения, так как это чревато быстрым выходом узлов из строя.
Несмотря на столь существенные недостатки, SAI 220 остается в списке самых популярных сварочных аппаратов и по праву занимает свое место в составленном рейтинге.
Преимущества:
- Выполнен на IGBT транзисторах.
- Оснащен функциями «АНТИЗАПИРАНИЕ» и «ГОРЯЧИЙ СТАРТ».
- Принудительное охлаждение.
- Ремень для транспортировки.
- Предусмотрена защита от перегрева.
- Не требует обслуживания.

Еще один представитель того же бренда, спрос на который не снижается, а только растет.
Это одна из самых продаваемых сварочных моделей в линейке AIS. Его эксплуатационных характеристик более чем достаточно для техники бытового уровня, а относительно невысокая стоимость делает установку популярной среди разных категорий пользователей.
Компактный и простой в использовании сварочный инвертор выдает импульсы 190 ампер. Главное отличие, которое высоко ценится заказчиками – это возможность выполнять сварочные работы при напряжении всего 100 вольт.
Именно это технологическое решение позволило вывести модель в рейтинг-лист. Настолько удачно, что даже достаточно высокая для бытового сегмента цена в 15 тысяч рублей не снизила потребительский спрос до критического уровня.
Возможность сварки в условиях плохого электроснабжения стала более важной для потенциальных покупателей.
Преимущества:
- Легкий.
- Диапазон напряжения 100-260В.
- Рабочая температура от -10 до +40 градусов.
- Функции Anti Stick, Hot Start и «ARC FORCE».
- Противоударный корпус.
- Плавная регулировка сварочного тока.
- Легкий поджог.
- Afterburner 161-недорогой и качественный сварочный инвертор
отличный выбор для новичков и тех кто любит работать с металлом.Все, кому приходилось иметь дело с этой моделью, отмечают отличное соотношение цены и качества.
Инвертор вряд ли заинтересует покупателей особо привлекательным дизайном или необычными характеристиками. Но за сравнительно небольшие деньги каждый покупатель получит надежный агрегат для сварки MMA или TIG .
Максимальный сварочный ток 160 ампер, но без перерывов на охлаждение оборудования можно варить при значении этого показателя 100А. никаких проблем не возникнет в случаях снижения напряжения в сети до 140 вольт.
никаких проблем не возникнет в случаях снижения напряжения в сети до 140 вольт.
Стоит подчеркнуть, что инвертор отлично держит дугу, и она очень легко зажигается. Такая особенность будет иметь большое значение для начинающих и мало практикующих сварщиков.
Преимущества:
- Компактное и легкое устройство.
- Низкое энергопотребление.
- Электроснабжение от автономных электростанций мощностью 9 кВ·А.
- Подключение инвертора к сети от 160 В.
- Аргонно-дуговая сварка.
- Легкое зажигание дуги.
- Возможность работы с электродами диаметром до 4 мм.
- Отключение сварки при падении сетевого напряжения и перегреве.
- Дополнительные функции «Быстрая и яростная дуга», «Горячий старт», «Защита от заклинивания».
- Максимальная мощность 5,5 кВА.
- Долгий срок службы.
- Стабильно пользующийся спросом Svarog PRO ARC 160 (Z211S)
В этом же ценовом сегменте находится еще одно очень надежное устройство – СВАРОГ PRO ARC 160 . Бренд представлен на отечественном рынке более пяти лет и является одной из немногих компаний, предоставляющих пятилетнюю гарантию на свою продукцию.
Бренд представлен на отечественном рынке более пяти лет и является одной из немногих компаний, предоставляющих пятилетнюю гарантию на свою продукцию.
Помимо невысокой цены (около 10 тысяч рублей), устройство отличается хорошей функциональностью и качеством сборки.
Вырабатывает ток силой до 160 ампер и невосприимчив к перепадам напряжения в электросети.
Эта модель используется для сварки ММА или наплавки металла.Но при необходимости его можно использовать и для сварки TIG в комплекте с вентильной горелкой.
Среди прочих преимуществ – антиприлипание электродов и горячий старт. Цифровой дисплей, предусмотренный на корпусе, имеет достаточную степень яркости, а информация легко читается даже в солнечную погоду.
Все достоинства инвертора позволяют ему оставаться в топе лучших среди бюджетных предложений.
Преимущества:
- Аргонно-дуговая сварка.
- Легкое зажигание и быстрая и яростная дуга.
- Высокая стабильность горения дуги.
- Легкий и размер.
- Носите с плечевым ремнем.
- КПД – 85 %.
- Кедр МИГ 160ГДМ для различных работ

Среди лучших аппаратов по соотношению цена-качество по праву занимает МИГ 160ГДМ Кедр.
Полуавтомат используется для выполнения различных задач. Его можно использовать в режимах MIG или MAG вместе с присадочной проволокой.
Если есть работы, где без аргонной сварки TIG не обойтись, то можно не искать какой-то другой инвертор.
Но следует учесть, что вы не сможете работать с алюминием или алюминийсодержащими металлами.
Здесь реализован только режим ВИГ постоянным током, а для алюминия требуется переменный ток. Параметры дуги задаются оборудованием автоматически без вмешательства оператора в зависимости от режима сварки.
Эта функция особенно понравится новичкам, которым на первых порах не придется выбирать настройки под конкретную работу.
Из недостатков следует обратить внимание на малый цикл непрерывной работы. Это касается случаев, когда используются электроды диаметром 4-5 миллиметров.
Это касается случаев, когда используются электроды диаметром 4-5 миллиметров.
Разумеется, вы можете работать непрерывно с электродами диаметром 3 мм. Но тогда возможности устройства существенно снижаются. Тем не менее, кедр МИГ 160ГДМ можно смело отнести к лучшим агрегатам, представленным в данном рейтинге.
Преимущества:
- Потребляемая мощность – 6,1 кВА.
- Регулировка напряжения.
- Однокнопочная настройка параметров.
- Микропроцессор.
- Арка «Форсаж».
- Горячий пуск.
- Высокое качество сборки.
- Долгий срок службы.
- Рейтинг самых дорогих моделей: Torus 200C Super
Сложности в выборе варианта покупки вызываются не только большим ассортиментом, но и ценами.
Иногда они недопустимо высоки. Особенно, если речь идет о вариантах, способных выполнять работу в режимах MMA и TIG.
Такие модели на прилавках магазинов сопровождаются высокими ценниками, а продавцы и производители в унисон оправдываются дополнительным функционалом продаваемых устройств.
Исключением из этого неприятного правила стали сварочные инверторы Torus 200S Super. Они рассчитаны на работу в обоих режимах, генерируют сварочную дугу силой 200 ампер.
Производитель заявляет возможность непрерывной работы даже при максимальных нагрузках при условии сварки не толстого металла.
А сварщики со стажем на различных форумах оставляют положительные отзывы о функциональности и надежности аппарата.
Модель заинтересует не только начинающих, но и опытных мастеров.Он легко зажигает дугу и сохраняет ее стабильной на протяжении всего цикла.
При этом не имеет значения, какой из режимов установлен контроллером – TIG или MMA.
Преимущества:
- Малый вес и размеры.
- Стойкость к перепадам напряжения – 165-242 В.
- Использование электродов диаметром до 5 мм.
- Постоянный ток.
- PV – 100% при 200А.
- Термостат и воздушное охлаждение.
- Простой и надежный BLUEWELD Prestige 186 PRO
Полуавтомат BLUEWELD Prestige 186 PRO в рейтинге лучших бюджетных сварочных инверторов не случаен.
Имеет возможность работы в двух режимах-MMA или TIG, при этом отличается простотой и надежностью эксплуатации.
Но в большей степени подходит для выполнения работ требующих режима ММА. Поэтому он отлично подойдет тем специалистам, которым на практике редко приходится прибегать к сварке TIG .
В противном случае придется столкнуться с проблемой низкого качества швов, получаемых в этом режиме работы.
Максимальная мощность сварочного оборудования 160 ампер.В условиях максимально допустимой нагрузки может отрабатывать 60% цикла.
То есть 6 минут выполняются сварочные работы, а 4 минуты уходит на охлаждение силовой установки.
Инструмент удобен для специалистов с разъездным характером работы, так как весит всего 5 кг.
С первого взгляда бросается в глаза относительно скромный функционал аппарата и не такая уж и скромная цена для бюджетной модели, комфортная цена.
Но есть одно важное обстоятельство, объясняющее этот парадокс. Дело в том, что модель собирается в Италии, а при ее производстве используются качественные комплектующие.
Дело в том, что модель собирается в Италии, а при ее производстве используются качественные комплектующие.
Итак, в отличие от китайских аналогов, в цену входит еще и оплата за европейские стандарты качества. Судя по отзывам пользователей, это правда. Устройство отличается хорошим качеством сборки и надежностью.
Преимущества:
- Малый вес и размеры.
- Высокая стабильность сварочного тока.
- Функции «Форсаж дуги», «Горячий старт», «Антиприлипание».
- Практичность и простота использования.
- Делаем выводы вместе
В рейтинг намеренно не включены профессиональные модели. Акцент сместился в сторону любительского оборудования не просто так.
Специалисты сами разберутся, что им подходит, а какой сварочный инвертор покупать ни в коем случае нельзя.
Обзор рассчитан на новичков и любителей сварки, которые еще не имеют достаточного опыта для самостоятельного выбора наиболее подходящей модели. Кроме того, профессиональное оборудование будет стоить значительно дороже.
Кроме того, профессиональное оборудование будет стоить значительно дороже.
А теперь попробуем сделать для себя выводы. Большая часть импортного оборудования на внутреннем рынке производится в Китае.
Так что принципиальной разницы в том, какой модели отдать предпочтение – импортной или отечественной – нет.
Уровень производительности будет примерно таким же, так как там часто делают и бытовые установки.
Поэтому новичкам не стоит уделять слишком много внимания «родословной» инвертора.
Лучше внимательно ознакомиться с функционалом аппарата, который достаточно подробно описан в паспорте сварочного оборудования.
Ведь нет однозначного ответа, что одно из представленных в рейтинге устройств лучше, а другое хуже.
Все зависит от того, для каких целей он приобретается, условий электропитания и эксплуатации.
И, конечно же, определяющим фактором на начальном этапе является стоимость.С этой точки зрения обзор содержит максимум информации, которая точно поможет вам определиться с выбором.
Работа со сварочным аппаратом. Учимся готовить с помощью электросварки. Необходимое оборудование и снаряжение
В этой статье мы хотели бы раскрыть все нюансы электродной сварки для начинающих. Если вы не собираетесь становиться профессионалом в области сварки, но хотите научиться работать со сварочным аппаратом, мы проведем пару уроков сварки для начинающих.Конечно, первоклассным сварщиком вы сразу не станете, но это и не требуется. Главное понять, как правильно варить сварочным аппаратом и электродами, если вы новичок, а также постичь основные приемы работы.
В этом уроке по сварке для чайников мы ответим на следующие вопросы: «Как варить сваркой для начинающих», «как правильно сварить шов сваркой» и обязательно расскажем «как правильно варить инверторной сваркой ».
Рис. 1
—
Сварочный инвертор FUBAG IR 160
Сварка ММА плавящимся электродом с покрытием (ручная дуговая сварка ММА) Является одним из самых доступных методов сварки для обучения.
Наш первый урок сварки для начинающих
В первую очередь нужно определиться со своими задачами. От этого будет зависеть и выбор сварочного аппарата.
Основной параметр сварочного инвертора Диапазон сварочного тока.
Выбор по этому параметру напрямую связан с объемом, видами и периодичностью работ, которые вы планируете. Также желательно, чтобы в вашем инверторе была функция облегчения розжига и антиприлипания электрода — это значительно облегчит отработку навыка розжига и поддержания дуги. В этом видео мы подробно расскажем вам о них.
Шаг 1.
С чего начать. Определение целей
Предположим, ваша жена решила стать садовником, и вам нужно построить каркас теплицы или вы строите гаражный бокс.
Материалом для таких работ обычно служит мелкий фасонный прокат (уголки, профильные трубы) и листовая сталь толщиной 2-3 мм. Такие работы обычно проводят электродами диаметром 3 мм при силе тока 80-130 А.
На примере сварочного инвертора FUBAG IR 160 со сварочным током в диапазоне 10-160 А мы покажем вам, с чего начать.
Несколько слов о том, почему мы выбираем инвертор. Сваривать металл инвертором проще, поскольку аппарат обеспечивает постоянный сварочный ток (независимо от колебаний напряжения в сети). В результате дуга горит устойчиво, металл слегка разбрызгивается. Еще одним плюсом сварочных инверторов FUBAG является их малый вес.
Например, этот аппарат весит всего 3 кг.
Кроме того, современные инверторы оснащены функциями, облегчающими жизнь сварщику, особенно новичку, — горячий старт, антипригар и дожигание дуги.
Названия функций звучат красиво, но зачем они нужны и как они облегчат вам жизнь?
Горячий старт
Функция горячего пуска HOTSTART обеспечивает уверенное зажигание дуги. В момент зажигания устройство автоматически увеличивает силу тока на доли секунды сверх установленной сварщиком. Благодаря этому электрод моментально нагревается и легко зажигает дугу. Если такой функции в устройстве нет, то могут возникнуть сложности с зажиганием дуги.
Дуга — сила
Дуга — форс ARK FORCE (дуговой форсаж). Если в процессе сварки сварочная дуга по каким-либо причинам «оборвалась» и погасла, функция arkforce автоматически подает дополнительные импульсы тока, что позволяет сварщику работать без случайного обрыва дуги.
Anti Stick
Anti Stick — легкое отделение застрявшего электрода без повреждения покрытия.
Иногда электрод прилипает к металлу и происходит короткое замыкание.В этот момент практически невозможно отделить электрод от заготовки. Функция ANTISTICK срабатывает при таком коротком замыкании и сбрасывает текущие значения до минимума. Электрод легко отделяется от заготовки. После этого ток автоматически возвращается к заданным значениям и можно продолжать работу тем же электродом.
— Подбираем электрод
Со сварочным инвертором понятно. Что еще нужно чайникам для сварки — электроды! В общем, чтобы подобрать электрод при сварке инвертором, надо знать: тип металла и его толщину. для каждого вида металла и толщины подбирается свой электрод. Опытные сварщики также учитывают положение для сварки, глубину проплавления и прочие нюансы, но для начала нам будет достаточно толщины металла. Имеем заготовку толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
для каждого вида металла и толщины подбирается свой электрод. Опытные сварщики также учитывают положение для сварки, глубину проплавления и прочие нюансы, но для начала нам будет достаточно толщины металла. Имеем заготовку толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
Для начала вы можете воспользоваться следующей таблицей для выбора электродов для сварки ММА:
Рис.3 — электроды fubag FB46
По мере накопления собственного опыта и предпочтений вы сможете подобрать удобные для вас диаметры и типы электродов.
— Защита глаз
При работе со сваркой защита глаз — обязательное условие! Мы будем использовать маску сварщика ULTIMA Panoramic 5-13. Очень достойная и надежная модель с большим полем зрения. Кроме того, вам понадобятся гетры, комбинезон и обувь, чтобы избежать ожогов от искр и расплавленного металла.
Рис. 4 — Сварочная маска FUBAG ULTIMA Panoramic 5-13
— Кухонное рабочее место и заготовки
Перед началом работы необходимо подготовить рабочее место. Мы будем готовить на специальном демонстрационном столе. В рабочих условиях следить за тем, чтобы в непосредственной близости от сварочных работ не было легковоспламеняющихся материалов.
Мы будем готовить на специальном демонстрационном столе. В рабочих условиях следить за тем, чтобы в непосредственной близости от сварочных работ не было легковоспламеняющихся материалов.
Часто начинающие сварщики допускают большую ошибку, пренебрегая подготовкой деталей к сварке. На свариваемых деталях всегда есть различные загрязнения – ржавчина, краска.Такое загрязнение влияет на качество шва. Шовные зоны необходимо зачистить металлической щеткой на ширину 20-25 мм от стыка. Если детали сильно загрязнены, можно протереть их ацетоном или растворителем.
Рис. 5 — Очистка зоны шва
— Подключаем устройство
Устройство должно быть установлено в горизонтальном положении. Теперь подключаем сварочные кабели к разъемам питания аппарата.
Два варианта подключения массы и электрододержателя:
Прямая полярность
— когда заготовка подключена к плюсу, а электрод к минусу.
Обратная полярность
— электрод к плюсу, заготовка к минусу.
Рис. 6 — Подключение сварочных кабелей
На упаковке с электродами указана полярность, при которой рекомендуется работать с ними. Например, эти электроды предназначены для работы с обратной полярностью, т.е. подключаются к плюсу.
Мы работаем с электродами как для обратной, так и для прямой полярности.
Рис.7 — Электроды ФБ 46 D3.0 мм
И будем варить на обратной полярности.
Подробнее о прямой и обратной полярности — смотрите в видео «как выбрать электроды для сварки».
— Устанавливаем силу тока
Теперь можно подключить аппарат к сети и установить желаемый сварочный ток. Силу сварочного тока выбирают в соответствии с диаметром электрода и толщиной свариваемого металла.На начальном этапе можно ориентироваться в таблицах, которые даны на каждом сварочном аппарате. Набравшись достаточного опыта, вы сможете настроить силу тока в соответствии со своим стилем.
Варим сталь электродами 3 мм диаметром 3. Соответственно выставляем нужный нам рабочий ток — 100А. Наш имеет цифровой дисплей, что значительно упрощает настройку и контроль силы тока.
Соответственно выставляем нужный нам рабочий ток — 100А. Наш имеет цифровой дисплей, что значительно упрощает настройку и контроль силы тока.
Рис. 8 — Установка сварочного тока
Не устанавливайте значение выше максимального, иначе металл прогорит, но и таким способом можно резать металл.Если ток установлен слишком низким, дуга не зажжется и электрод начнет прилипать.
— Зажигаем сварочную дугу
Давайте потренируемся в зажигании сварочной дуги. Зажечь сварочную дугу можно двумя способами – прикосновением и ударом.
- Удар по электроду
Используя спичку в месте начала сварки, мы провоцируем начало дуги. Точнее, касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на заданное расстояние.
Рис. 9 — Способ зажигания сварочной дуги — поджигание
- Сенсорный метод
(её ещё называют простукиванием) отличается только тем, что мы не ведем электрод по поверхности металла, а просто касаемся её краем точки начала сварки и снимаем электрод.

Рис. 10 — Способ зажигания дуги — касание
Держите электрод под углом около 45 градусов и старайтесь выдерживать этот зазор 3-4 мм между электродом и металлом по мере выгорания электрода и одновременно двигаться это горизонтально.Если электрод прилип, покачайте его из стороны в сторону, оторвите и снова зажгите дугу. Достичь навыка получения стабильной дуги между электродом и деталью.
Попробуйте работать обоими способами и выберите, какой из них вам больше подходит.
— Пытаюсь готовить
Когда вам удастся зажечь и поддерживать дугу, вы можете попробовать приварить валик. Для этого нужно зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения.Как бы «расгребая» расплавленный металл по направлению к центру дуги.
В конце сварки сделать колебательные движения в стороны и отвести электрод в сторону металла шва. Этот прием придаст сварному шву красоту (избавится от кратера).
Рис. 11 — Сварочный шов
К концу урока «Сварка для начинающих»
У вас должен получиться хороший сварной шов с небольшими волнами наплавленного металла. После остывания необходимо отбить шлак.Такой ролик должен был получиться.
Рис. 12 — Красивый шов
Когда вы уверенно научитесь делать такие заготовки, можно переходить к следующему этапу — пробовать варить с разными видами швов. А вот какие бывают виды швов, как двигать электродом, чтобы добиться красивого и надежного шва, мы расскажем в следующей статье!
26 Июля 2019
Сварочные инверторы (при их невысокой цене 7-10 тысяч) формируют качественные швы, даже если находятся в руках новичков.Конечно, работа получится хорошей, если соблюдать несколько простых правил. Все они описаны в статье. Однако перед началом работы новичкам следует ознакомиться с инструкцией к устройству. Обычно он содержит несколько полезных советов и мер предосторожности. Помните, что каждый может научиться сваривать металл.
Как работает сварочный инвертор
Сварочный инвертор — это инструмент для сварки металла. Свое название он получил из-за того, что преобразует переменный ток в постоянный.Хотя КПД инвертора составляет около 90%, его энергопотребление невелико, поэтому вам не придется беспокоиться о высоких счетах за электроэнергию.
Чаще всего сварочный инвертор работает от сети 220 вольт, некоторые виды — от 380. При этом возможна работа на пониженном напряжении: электрод 3 мм, например, можно использовать на 170 В
Сварка инвертором намного проще по сравнению с трансформатором или выпрямителем. Кроме того, держать дугу сможет даже новичок.Именно поэтому большинство людей обучаются искусству сварки именно на нем.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой металлический стержень, покрытый специальным покрытием — шлаковой смесью. В него иногда добавляют газообразующие вещества. Покрытие защитит расплавленный металл от окисления.
Пруток подбирается в зависимости от типа свариваемого металла. Например, для работы с углеродистой или коррозионностойкой сталью вам понадобится электрод марки УОНИИ.Существуют также универсальные электроды. К ним относится бренд ANO. Они используются с обратным и прямым током любой полярности.
Электроды также делятся по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. При работе со сварочным аппаратом может пригодиться стол.
Чем толще стержень, тем большую мощность должен иметь инверторный сварочный аппарат.Поэтому для новичков подойдет диаметр не более 4 мм; тонкий металл можно сваривать электродом и 2 мм.
Полярность и значение сварочного тока
Толщина, до которой можно расплавить металл, напрямую зависит от установленной силы тока. По этому показателю также определяется мощность дуги. Размер электрода задает требуемую силу тока.
В зависимости от поверхности выбирается значение сварочного тока. На горизонтальных поверхностях она максимальна, на вертикальных меньше примерно на 15 %, на нависающих — на 20 %.
На горизонтальных поверхностях она максимальна, на вертикальных меньше примерно на 15 %, на нависающих — на 20 %.
Сварщик бытового типа выдает до 200 ампер. На профессиональном приборе значения доходят до 250 и выше. Направление, в котором будет двигаться ток, будет определять полярность. Инвертор имеет возможность менять полярность.
Как известно, ток движется от минуса к плюсу. Следовательно, клемма «+» нагревается сильнее. Эта особенность позволяет производить качественную сварку металла. В том случае, если свариваемые детали толстые, то к одной из деталей подключается плюсовая клемма.Этот метод называется прямой полярностью.
К тонким изделиям крепится минусовая клемма. Такой способ подключения называется обратной полярностью.
Инструкция по сварке
Основы сварки
Прежде чем приступить непосредственно к сварке металлических изделий, необходимо изучить основные конструктивные особенности инверторного сварочного аппарата. Они представлены на схеме.
Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг.Качественный инструмент имеет вентиляционную решетку сбоку металлического корпуса, которая предотвращает перегрев трансформатора.
На задней панели есть кнопка включения/выключения. На передней панели два разъема: «+» и «-». К ним подсоединяется кабель, на одном конце которого находится электрод, а на другом — зажим. Сами кабели должны быть достаточно длинными и гибкими.
Пошаговая инструкция, как правильно готовить с инвертором.
- Инверторная сварка начинается с подготовки средств защиты.В вашем распоряжении сварочная маска, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте желаемую силу тока. Подождите немного; если поднести электрод непосредственно к металлу, произойдет прилипание.
- К металлической поверхности прикрепляем зажим (он же массовый терминал).
- Дуга зажжена. Затем подносим электрод к металлу и пару раз прикасаемся к нему.Таким образом, стержень как бы «активируется». Расстояние, на котором держат электрод, обычно равно его диаметру.
- При сварке стержень может двигаться по таким схемам.

Зажигание дуги в начале сварки + (Видео)
Зажжение дуги — это первый шаг, и с ним у новичков возникают проблемы. Сначала стержнем слегка постукивают по металлу, чтобы удалить с него смазку. Затем применяется метод, похожий на зажигание спички.Электрод водят по поверхности изделия и слегка касаются его. Если вдруг стержень прилипнет к металлу, то его либо резко убирают в сторону, либо инвертор полностью отключается.
Вам нужно бить, пока не появится яркая дуга. Во избежание потери дуги держите электрод на расстоянии 4 мм от металла.
Как двигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Их уже показали. Если двигать электродом только прямо, то шов разорвется. Скорость его движения влияет на свойства шва. Если двигаться быстро, то шов будет узким и не выпуклым, если медленно, то широким и выпуклым. В месте окончания шва электрод задерживается на 3-4 секунды.
Если двигать электродом только прямо, то шов разорвется. Скорость его движения влияет на свойства шва. Если двигаться быстро, то шов будет узким и не выпуклым, если медленно, то широким и выпуклым. В месте окончания шва электрод задерживается на 3-4 секунды.
Как сформировать сварной шов и избежать дефектов + (Видео)
Неровный шов чаще всего образуется при слишком быстром движении электрода. Говоря о создании ровного и качественного шва, необходимо ввести понятие сварочной ванны.Сварочная ванна – это та часть металла, которая при сварке находится в жидком состоянии. Эта часть содержит наполнитель. Появление ванны – хороший признак того, что сварка проходит правильно.
Контур ванны ниже поверхности металлической детали. Ванна образует хороший шов, если сварочная дуга проникает в заготовку равномерно и глубоко. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Легче создать хорошее соединение, если совершать круговые движения электродом. При этом ванну следует распределить по кругу.
При этом ванну следует распределить по кругу.
При сшивании углов помните, что ванна движется от тепла. Чтобы контролировать размер ванн, отрегулируйте силу дуги.
Шов не выйдет слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнет плавать. А когда электрод находится очень близко к горизонтальному положению, ванна начинает расходиться, и шов прогибается.Поэтому оптимальные углы наклона составляют от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток — это расстояние между поверхностью металла и электродом. Зазор на каждом этапе должен быть одинаковым, чтобы сварка была качественной и без дефектов.
Если зазор маленький, сварной шов будет слишком выпуклым и материал не будет хорошо плавиться. Это происходит потому, что продукт не может нагреваться. При большом зазоре сварочная дуга будет перемещаться из стороны в сторону, и шов выйдет кривым и непрочным. Правильный зазор, показанный на рисунке, обеспечит хорошее проплавление и ровный шов.
Правильный зазор, показанный на рисунке, обеспечит хорошее проплавление и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сварки тонкого металла предпочтительнее использовать обратное подключение инвертора, т.е. к листу крепится «-». При этом сила тока должна быть на средних значениях. Лучше выбрать электрод, который будет иметь длительное время плавления. Модель МТ-2 хорошо подходит. Он давно используется сварщиками, поэтому хорошо себя зарекомендовал.
Стержень из тонкого металла можно наклонить примерно на 35˚. Сначала осторожно подносите его ближе к металлу, затем ждете, когда появится красное пятно, переходящее в каплю. Плавно перемещайте электрод, чтобы капля оставалась прежнего размера. Это сделает шов ровным.
Необходимость создания надежного соединения разного рода металлических изделий периодически возникает практически в любом хозяйстве. В большинстве таких ситуаций сварка является лучшим решением. Новичкам, как показывает практика, проще всего. Такое устройство позволяет получать гораздо более надежные соединения по сравнению с результатами ближайших предшественников, особенно при отсутствии должного опыта и навыков. Варить инвертором различные металлы несложно, нужно лишь полностью изучить инструкцию и во всем следовать полученным рекомендациям.
Такое устройство позволяет получать гораздо более надежные соединения по сравнению с результатами ближайших предшественников, особенно при отсутствии должного опыта и навыков. Варить инвертором различные металлы несложно, нужно лишь полностью изучить инструкцию и во всем следовать полученным рекомендациям.
Подготовка к работе с инвертором: основы качественной сварки
В большинстве случаев владельцы предпочитают сваривать металл, т. к. сварка позволяет при необходимости получить максимально прочные швы, обеспечить неразъемное соединение деталей.Под воздействием аппарата материалы подвергаются пластической деформации. Частицы электрода и заготовки соединяются, в результате чего создается сверхпрочная межмолекулярная связь.
Разработано множество современных и высокофункциональных технологий. Например, металл можно варить с помощью электронного и лазерного излучения, продукты совмещать с газовым пламенем и варить с помощью ультразвука. Наиболее широко используемым источником энергии является электрическая дуга.
Создается сварочными аппаратами или инверторами.Именно с такого агрегата лучше всего начинать обучение навыку создания надежных и прочных сварных соединений.
Сварщик без опыта не может считаться мастером своего дела. Всеми навыками человек овладевает при выполнении различных практических задач. Поэтому новичку необходимо в первую очередь набраться терпения и выделить достаточно времени на тренировочную работу.
Помните, что работа с инвертором потенциально опасна. Если не быть осторожным, можно обжечься брызгами расплавленного металла.К тому же выделяются различные ядовитые вещества, а риск поражения электрическим током никто не отменял. Радиация может сжечь роговицу глаз. Именно поэтому перед работой с инвертором следует уделить должное внимание технике безопасности, подготовке средств защиты, рабочего места и оборудования.
Преимуществами сварочного инвертора являются малый вес, компактные размеры, возможность плавной регулировки силы тока, быстродействие и высокая производительность. Опытные сварщики рекомендуют начинающим осваивать мастерство именно с этого приспособления.На рынке есть много недорогих моделей, которые не ударят по вашему бюджету и не займут много места в вашей домашней мастерской.
Опытные сварщики рекомендуют начинающим осваивать мастерство именно с этого приспособления.На рынке есть много недорогих моделей, которые не ударят по вашему бюджету и не займут много места в вашей домашней мастерской.
Какие электроды лучше использовать
Традиционно плавящиеся электроды используются для сварки металлов. Через них к шву подается ток. Одним из основных компонентов данной работы является порошковая проволока. Он постепенно подается в зону плавления. Многие учебные пособия содержат советы по началу работы с электродами, которые доступны в виде сплошных стержней и имеют специальное расплавленное покрытие.С такими электродами можно быстро научиться варить металл инвертором и создавать ровные чистые линии.
Новичкам лучше всего начать обучение сварке металла стержневыми электродами диаметром 3 мм. Более толстые электроды требуют более мощного сварочного оборудования. Сварка тонколистового металла осуществляется электродами диаметром 2 мм.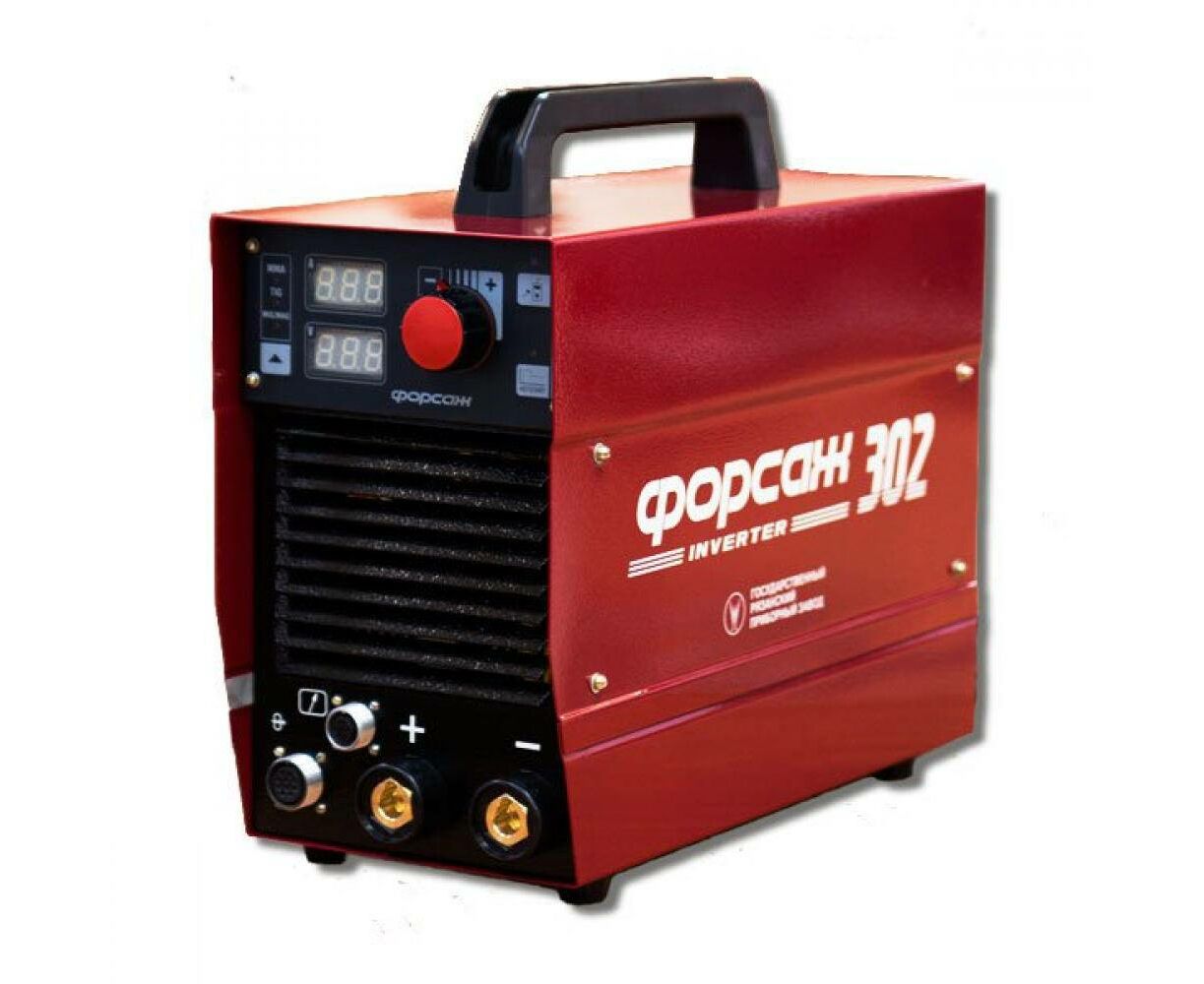 Крайне не рекомендуется использовать старые электроды, позаимствованные у знакомых. Их лучше приобрести непосредственно перед началом сварочных работ. Залипшие электроды, скорее всего, будут влажными, поэтому толку от них никакого не будет.
Крайне не рекомендуется использовать старые электроды, позаимствованные у знакомых. Их лучше приобрести непосредственно перед началом сварочных работ. Залипшие электроды, скорее всего, будут влажными, поэтому толку от них никакого не будет.
Безопасность инвертора
Среди преимуществ современных инверторов следует дополнительно отметить их безопасность. Все провода спрятаны в герметичный пластиковый бокс. Такое решение значительно снижает риск поражения электрическим током, благодаря чему даже новичок сможет начать обучение варке металла без особых проблем и сложностей. Однако сварочный инвертор, как и любой другой электроприбор, является потенциально небезопасным механизмом. При работе с ним нужно соблюдать ряд правил.Основные из них:
- Категорически запрещается готовить под дождем и при минусовой температуре.
- Во время работы должны быть созданы все условия для защиты сварочного аппарата от намокания.
В комплекте с любым преобразователем должна быть инструкция по эксплуатации. Убедитесь, что он у вас есть. В этом руководстве вы найдете советы о том, как вести себя в различных ситуациях. В конце руководства обычно содержатся полезные советы сварщику, дается краткое описание оказания первой помощи при различных травмах и травмах, обязательно даются выписки из техники безопасности.Все советы написаны предельно понятным языком, так что даже у новичка не возникнет затруднений.
Убедитесь, что он у вас есть. В этом руководстве вы найдете советы о том, как вести себя в различных ситуациях. В конце руководства обычно содержатся полезные советы сварщику, дается краткое описание оказания первой помощи при различных травмах и травмах, обязательно даются выписки из техники безопасности.Все советы написаны предельно понятным языком, так что даже у новичка не возникнет затруднений.
Обычно к инвертору прилагается защитная маска и перчатки. Общий вес комплектного стандартного сварочного инвертора составляет примерно 6-7 кг. Это позволяет брать устройство с собой практически везде.
Металл можно сваривать только в защитном щитке и маске сварщика. Эти устройства защищают роговицу глаза от ожогов.
Прямые ожоги можно получить от яркого излучения.Брызги горячего металла могут обжечь непокрытые участки кожи, поэтому их там тоже быть не должно.
Замшевые или брезентовые перчатки используются для защиты кожи рук. Изделия из хлопка и джерси не подходят. Халат и брюки или комбинезон должны быть из плотной ткани. Лучший вариант – толстый тяжелый брезент.
Халат и брюки или комбинезон должны быть из плотной ткани. Лучший вариант – толстый тяжелый брезент.
Поставьте рядом с рабочим местом ведро с водой. Подготовьте старое толстое одеяло. Все это поможет вам потушить случайное возгорание, если оно произойдет. Лучше всего заниматься на улице, но можно и в помещении.Нужно просто убрать с рабочего места все легковоспламеняющиеся предметы.
Первые шаги в освоении инверторной сварки
Прежде чем начать, потренируйтесь на ровной поверхности. Для начала нужно придумать, как вести электрод над заготовкой. Стержень следует держать под углом 70-75° к поверхности. Держите дугу на расстоянии 3-5 мм от металла. Важно, чтобы это расстояние выдерживалось по всей длине шва, иначе он будет иметь дефекты.
Также нужно знать, как правильно установить ток. С электродом диаметром 3 мм будет достаточно 80 А. Если ток слишком низкий, вы не сможете поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к проплавлению металла.
Перед тем, как перейти к бытовому блоку питания, обязательно проверьте его основные параметры и свойства. Это предотвратит короткие замыкания, перегрев электропроводки и поломку сварочного аппарата.
Обязательно обратите внимание на такой параметр, как максимальное время работы на полной мощности.В руководстве этот параметр упоминается как «Длительность» или «Рабочий цикл». Он указывается в процентах. Например, если в инструкции написано, что рабочий цикл для данного агрегата составляет 70 %, нужно понимать, что 70 % запланированного интервала времени инвертор сможет работать с полной нагрузкой, а оставшиеся 30 % следует оставить на отдых. Традиционно используется разделение рабочего времени на интервалы. Чаще всего он разбит на 10-минутные интервалы. В этом примере устройство можно использовать в течение 7 минут при полной нагрузке, после чего потребуется 3-минутный отдых.Проверьте эти цифры для вашего инвертора.
Как правило, новички начинают учиться варке металла с создания валиков на ненужных предметах. Это позволяет просто освоить процедуру сплавления материалов, соединительные швы на данном этапе обучения не создаются. Поверхность необходимо предварительно очистить от коррозии и всевозможных загрязнений.
Это позволяет просто освоить процедуру сплавления материалов, соединительные швы на данном этапе обучения не создаются. Поверхность необходимо предварительно очистить от коррозии и всевозможных загрязнений.
Для изготовления роликов выполните следующую последовательность действий:
- Возьмите сварочный электрод и вставьте его в держатель инвертора.
- Пропустите ток в зону плавления. Для этого обычно достаточно ударить концом стержня о металл, как спичкой. Либо постучите по заготовке несколько раз постукивающим движением.
- После появления электрической дуги направьте электрод на металл. Поддерживайте постоянное расстояние между разрезаемым металлом и дугой. Важно, чтобы она не выходила за пределы 3-5 мм.
Хоть это и тренировка, но не забывайте, что качество шва напрямую зависит от умения поддерживать расстояние между дугой и металлом на постоянном уровне.Если расстояние колеблется, вы просто получите дефектный шов. Держите стержень под углом к поверхности заготовки. Лучший уклон – 70°. Электрод можно наклонять вперед и назад. Делайте так, как вам удобнее. Со временем вы сможете подобрать склон, который будет для вас самым лучшим и удобным.
Лучший уклон – 70°. Электрод можно наклонять вперед и назад. Делайте так, как вам удобнее. Со временем вы сможете подобрать склон, который будет для вас самым лучшим и удобным.
На этом этапе нужно научиться выставлять силу тока так, чтобы он был обеспечен стабильным питанием.
Если ток недостаточен, вы не сможете поддерживать стабильную дугу.Если поток тока будет слишком мощным, металл расплавится. Оптимальное значение определяется только опытным путем.
Уделите этому достаточно времени и найдите соответствующий смысл.
Пошаговая инструкция по сварке поверхностей
Когда вы научитесь делать валики, устанавливать ток и поддерживать дугу, вы можете перейти к следующему шагу в обучении сварке металла. Обычно все делается в проверенной многими сварщиками последовательности. Придерживайтесь следующего рабочего порядка:
Процесс сварки требует изоляции всех силовых проводов от сварочной дуги.
- Возьмите электрод, подготовьте его к работе и поместите в держатель первой проволоки.
- Зажим другой проволоки прикрепите к металлу, где будете в дальнейшем сваривать.
- Зажечь дугу. Эта операция уже была описана. Слегка постучите по электроду или потрите им металл.
- Электрод необходимо вести вдоль соединения. Нет необходимости спешить. Главное, чтобы все было сделано максимально аккуратно. В отличие от рассмотренной ранее роликовой технологии, при которой электрод направлялся по прямой линии, при сварке отдельных изделий потребуется совершать возвратно-поступательные движения.
- Обработайте небольшой участок и оцените проделанную работу. При необходимости удалить шлак проволочной щеткой или молотком.
- Если вас устраивает качество, бросьте работу.

В результате у вас получится сварной шов. Вряд ли он сразу станет идеальным. Получение качественных швов требует опыта и обучения. Со временем вы освоите эту работу и сможете делать все на лучшем уровне.
Таким образом, вы можете как пользоваться услугами сторонних специалистов, заплатив им достаточно большие деньги, так и научиться делать все самостоятельно. Потратив некоторое время и энергию на обучение, вы будете менее зависимы от других людей. Со временем вы освоите эту профессию и сможете создавать угловые швы, потолочные швы и другие сложные вещи. Следуйте инструкциям и у вас все получится. Приятного обучения и работы!
Потратив некоторое время и энергию на обучение, вы будете менее зависимы от других людей. Со временем вы освоите эту профессию и сможете создавать угловые швы, потолочные швы и другие сложные вещи. Следуйте инструкциям и у вас все получится. Приятного обучения и работы!
Для самых разных задач, а сам процесс сварки прост и занимает мало времени. Сварка электродом не требует от сварщика высокой квалификации, но электросварка имеет определенные нюансы, которые следует учитывать.
Нужно освоить азы сварки для начинающих от теории, плавно переходя к практике. Наша статья представляет собой краткое руководство по электродуговой сварке для начинающих. Здесь собраны секреты выбора инвертора, его правильная настройка, краткое описание технологии сварки и ее особенностей. Конечно, этой информации недостаточно для качественной и быстрой сварки с нуля, но наша статья поможет вам разобраться в азах.
Прежде чем научиться самостоятельно научится сваривать металл, необходимо определиться со сварочным оборудованием. Сварочный аппарат для сварки выбирают не только по цене и внешнему виду, но и по своим характеристикам. Этой теме мы посвятили несколько статей: и на любой вкус и кошелек. Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы можете быстро и легко научиться.
Сварочный аппарат для сварки выбирают не только по цене и внешнему виду, но и по своим характеристикам. Этой теме мы посвятили несколько статей: и на любой вкус и кошелек. Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы можете быстро и легко научиться.
Также для освоения сварочного дела вам потребуется оборудование. Оборудование является защитой сварщика. Защищает от металлических брызг, вспышек и ультрафиолетовых лучей. Стандартный комплект состоит из маски (рекомендуем с автоматическим затемнением), стеганого одеяла, рабочего костюма (называемого «халат») и специальных толстых перчаток.Одежду из грубой плотной ткани можно использовать как рабочий костюм, этого будет достаточно для сварки в домашних условиях.
Для обучения работе со сварочным инвертором необходимо знать и соблюдать требования техники безопасности. Несоблюдение правил может привести к ожогам, пожарам и несчастным случаям. О безопасности мы писали подробно, и . Категорически запрещается проводить сварочные работы без огнетушителя поблизости. Особенно, если вы работаете на даче или дома.
Особенно, если вы работаете на даче или дома.
Перед началом работы также наденьте все оборудование.Если зажечь без маски, то гарантированно получите ожог сетчатки. И вы об этом даже не узнаете, потому что симптомы начнут проявляться только через некоторое время. Вечером мы работали без маски всего пару минут, а утром вы не сможете открыть веки. При этом даже профессиональные сварщики нередко становятся жертвами ожогов глаз (мастера называют это «»), но у них это связано с большим объемом работы, а не с несоблюдением правил.Так что держите глазные капли под рукой. Мы писали об этом.
Ручная сварка для начинающих таит в себе и другие опасности. Не забывайте, что при сварке металла вас окружают детали, нагретые до очень высоких температур. Не прикасайтесь к ним, пока они полностью не остынут, иначе вы тоже получите гарантированный ожог.
Далее поговорим о технологии сварки. Пока можно посмотреть небольшой вводный урок, в нем рассказывается об оборудовании и особенностях. Обучение сварке и вообще обучение сварке требует от вас максимальной концентрации и соблюдения правил.В противном случае процесс сварки может закончиться неудачей.
Обучение сварке и вообще обучение сварке требует от вас максимальной концентрации и соблюдения правил.В противном случае процесс сварки может закончиться неудачей.
Технология сварки
Как научиться сваривать металл с нуля? Этим вопросом задаются все новички. Для начала определимся, какие ключевые элементы нам понадобятся для завершения работы. Это, оборудование и, конечно,. Широкое применение получили сварочные электроды, они позволяют быстро и качественно соединять различные металлы.
Для сварки инвертором применяют так называемые покрытые (или покрытые) плавящиеся электроды. Покрытие выполняет защитную функцию, оно не позволяет кислороду проникать в зону сварки и ухудшать качество сварного шва.Также благодаря покрытию дугу легче зажечь и направить, она стабильна и горит равномерно.
Существует множество типов покрытий. Покрытие подбирается исходя из металла, который нам нужно сваривать. Самые популярные покрытия – основные и кислотные. Электроды с кислотным покрытием производятся как на постоянном, так и на переменном токе. С помощью кислотных электродов можно легко сваривать загрязненный металл (но мы все же рекомендуем подготовить его перед сваркой, о подготовке мы писали).Кислые электроды принято использовать при сварке не очень ответственных конструкций из малоуглеродистой стали.
Электроды с кислотным покрытием производятся как на постоянном, так и на переменном токе. С помощью кислотных электродов можно легко сваривать загрязненный металл (но мы все же рекомендуем подготовить его перед сваркой, о подготовке мы писали).Кислые электроды принято использовать при сварке не очень ответственных конструкций из малоуглеродистой стали.
Основные электроды очень интересны. При плавлении покрытие отслаивается, что отлично справляется с защитой зоны сварки. Швы очень прочные и долговечные. В этом случае нужно работать только с постоянным током, установив обратную полярность. Но такие электроды требуют очень тщательной очистки металла перед сваркой, необходимо очистить поверхность, удалить все загрязнения и очаги коррозии.Если пренебречь подготовкой металла перед сваркой, то после работы сварочными электродами с основным покрытием на шве останется много и удалить его будет сложно.
Наиболее популярны рутиловые электроды. Они универсальны, недороги и могут сваривать любой металл. Их можно готовить на переменном и постоянном токе, но всегда читайте упаковку. Ведь некоторые производители выпускают рутиловые электроды для работы только с переменой или только с постоянной.
Их можно готовить на переменном и постоянном токе, но всегда читайте упаковку. Ведь некоторые производители выпускают рутиловые электроды для работы только с переменой или только с постоянной.
Основы сварки на этом не заканчиваются.Необходимо правильно подобрать размер электрода, а именно его диаметр. Здесь все просто: чем тоньше металл, тем меньше диаметр. Вот простой пример: нам нужно сварить тонкий лист металла (к примеру). Для этих целей берем электрод диаметром до 2 миллиметров. И так со всеми другими металлами. Качество шва напрямую зависит от выбора диаметра.
Кстати, есть разные. Вы можете увидеть их на картинке ниже.
Нижний шов самый простой. Готовим его, положив деталь горизонтально на ровную поверхность. Начинать тренировку рекомендуем с нижнего шва. аналогичен нижнему, но сложнее, так как требует от сварщика большей сноровки. Приступайте к горизонтальным швам только после того, как вы хорошо справитесь с нижними швами.
Еще тверже, чем горизонтальные. Электрод необходимо вести сверху вниз и под действием силы притяжения расплавленный металл стремительно стекает вниз.Требуется большой опыт и сноровка, чтобы научиться делать вертикальный шов, чтобы он был приварен ровно. Но самое сложное — это просто. Здесь собраны все трудности. Если сварщик без проблем сварит потолочный шов, то он настоящий профессионал. Стремитесь к этому и вы тоже сможете стать настоящим мастером своего дела.
Электрод необходимо вести сверху вниз и под действием силы притяжения расплавленный металл стремительно стекает вниз.Требуется большой опыт и сноровка, чтобы научиться делать вертикальный шов, чтобы он был приварен ровно. Но самое сложное — это просто. Здесь собраны все трудности. Если сварщик без проблем сварит потолочный шов, то он настоящий профессионал. Стремитесь к этому и вы тоже сможете стать настоящим мастером своего дела.
Нас часто спрашивают, как научиться сваривать трубопровод или как правильно научиться варить разные? Почему-то у многих это вызывает трудности.В этом нет ничего удивительного: при сварке трубы швы совмещаются, для соединения труб придется уметь сваривать нижний, вертикальный и потолочный швы. Единственный совет, который мы можем дать, — больше практиковаться. Не надейтесь найти какой-то уникальный способ, с помощью которого можно легко сваривать сложные швы. Только с практикой вы улучшите свои навыки.
Теперь поговорим о полярности. Мы уже упоминали это слово в статье. Скажем простыми словами: при прямой полярности деталь быстро нагревается, расходуется мало.А с обратной полярностью все наоборот. Более подробно обязательно прочитайте его, там мы все подробно объясняем. Наиболее часто используется обратная полярность. Ну и прямая полярность нужна для резки металла, например.
Скажем простыми словами: при прямой полярности деталь быстро нагревается, расходуется мало.А с обратной полярностью все наоборот. Более подробно обязательно прочитайте его, там мы все подробно объясняем. Наиболее часто используется обратная полярность. Ну и прямая полярность нужна для резки металла, например.
Первое металлическое соединение своими руками нужно начинать с нижнего шва, так как он самый простой, как мы писали ранее. Для теста можно использовать ненужные металлические детали, которые вы найдете в гараже. Покупайте популярные (например, электроды МП-3), можно выбрать дешевле.Такие электроды позволят новичку быстро зажечь и вести дугу, а шов будет не очень качественным (но это еще не главное). Не покупайте электроды УОНИ, так как вы просто не справитесь с ними из-за отсутствия опыта.
Далее вам нужно научиться зажигать дугу. Существует два метода: метод постукивания (или прикосновения) и метод удара. Нагрейте наконечник горелкой и постучите им по детали, затем слегка проведите им по детали. Движения должны быть плавными и уверенными, в меру быстрыми.Иначе к металлу. Предварительный нагрев электрода облегчает зажигание дуги, но позже вы должны научиться зажигать дугу без прогрева.
Движения должны быть плавными и уверенными, в меру быстрыми.Иначе к металлу. Предварительный нагрев электрода облегчает зажигание дуги, но позже вы должны научиться зажигать дугу без прогрева.
Зажигание похоже на поджигание спички о коробку. Быстро проведите концом электрода по металлической поверхности без предварительного нагрева. При ударе электрод уже достаточно прогревается и при поднесении его к поверхности металла легко воспламеняется. Так легче начать сварку.
Дождитесь зажигания дуги. Затем приступайте к сварке.Как только вы приблизите электрод к металлу, вы увидите, как он начнет плавиться и образуется канавка. Это называется сварочная ванна. В сварочной ванне визуально видны все процессы: выделение защитного газа, образование шлака и разбрызгивание металла. Наблюдайте за процессами в сварочной ванне, чтобы понять, как вести шов.
Шов выполняют ровно, электрод держат на равном расстоянии, не меняя его по ходу движения. Мы рекомендуем держать короткую дугу, т. е.е. свинец на расстоянии 3 миллиметров от поверхности металла. Новички могут установить силу тока на более низкое значение, чтобы случайно не расплавить больше металла, чем нужно.
е.е. свинец на расстоянии 3 миллиметров от поверхности металла. Новички могут установить силу тока на более низкое значение, чтобы случайно не расплавить больше металла, чем нужно.
Существует три типа наведения швов. Вы можете увидеть их на картинке ниже. Самый популярный тип – передний угол (обозначается буквой «б» на картинке). Буква «а» обозначает шов под прямым углом, буква «б» обозначает шов, отведенный под углом назад. В зависимости от выбранного направления отличаются и готовые швы.Новичкам рекомендуем вести электрод ровно под углом вперед.
Это не конец сварки металлов. Шов должен быть правильно обработан и обработан. Нельзя резко отрывать электрод от поверхности металла, иначе дуга погаснет и в конце шва останется заметная воронка. Из-за него может произойти дальнейший раскол соединения. Вместо этого удерживайте электрод на месте в течение нескольких секунд, а затем осторожно потяните его обратно.
Вместо заключения
Мы рассказали вам все, что вам нужно знать о сварке, если вы только собираетесь купить свой первый сварочный аппарат. Поверьте, научиться варить сваркой не так уж и сложно, инструкцию по инверторной сварке вы можете прочитать в свободное время.
Поверьте, научиться варить сваркой не так уж и сложно, инструкцию по инверторной сварке вы можете прочитать в свободное время.
или учебник по сварке, который легко найти в специализированных магазинах литературы. В Интернете также есть наглядные уроки сварки для чайников, так что научиться сварке никогда не было так просто.Удачи!
В частном доме, на даче или в гараже часто возникает необходимость соединения различных металлических деталей и создания из них конструкций. Каждый раз нет смысла обращаться в такой ситуации за помощью к профессионалам, ведь сварочный аппарат можно приобрести самостоятельно.
В магазинах представлен широкий выбор различных устройств по разным ценам, поэтому пусковой инвертор — лучшее, что может предложить рынок.
Инверторные устройства
отличаются достаточно высоким КПД и простотой в эксплуатации.Основная нагрузка для функционирования такого оборудования ложится на электросеть.
Он имеет накопительные конденсаторы для накопления энергии и обеспечения плавного процесса сварки и мягкого зажигания дуги.
В отличие от старых устройств, дающих максимальную форсировку электроэнергии для работы, в результате чего они могут выбивать вилки, инвертор позволяет спокойно работать от бытовой электросети.
Дефекты сварных швов.
Чтобы разобраться, как варить инверторной сваркой, нужно понять основы ее работы.
В таких устройствах образуется в результате контакта электрода с продуктом. Под воздействием температуры металл и электрод плавятся. Расплавленная часть стержня и изделие образуют ванну.
Покрытие стержня также частично оплавляется, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это защищает продукт от окисления.
Каждый электрод, в зависимости от его диаметра, рассчитан на определенную силу тока.Если он уменьшится ниже положенного значения, то шов не получится. Увеличение этого параметра позволит сформироваться шву, но стержень будет слишком быстро прогорать.
По окончании сварки покрытие остывает, превращаясь в шлак. Она закрывает стык металлических деталей снаружи. Простукивая шов молотком, легко избавиться от шлака.
Она закрывает стык металлических деталей снаружи. Простукивая шов молотком, легко избавиться от шлака.
Есть также простые правила сварки. Чтобы дуга не гасла во время работы, сварщик должен поддерживать постоянное расстояние между стержнем и заготовкой.
Сделать это не так просто из-за плавления электрода, поэтому его необходимо подавать в зону сварки с постоянной скоростью. Кроме того, необходимо стараться вести электрод точно по стыку, чтобы получить наилучшее качество шва.
Методы сварки
На данный момент существует множество способов сварки. Их делят по разным критериям. Эта информация будет полезна новичку, поэтому вам обязательно стоит с ней ознакомиться.
В зависимости от нагрева края изделия могут полностью оплавиться или находиться в пластичном состоянии. Первый способ также требует приложения определенных усилий к соединяемым деталям – сварка давлением.
Во втором случае соединение образуется в результате образования сварочной ванны, содержащей расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие вообще не нагревается — холодная сварка, либо не доводится до пластического состояния — соединение с помощью ультразвука.
Способы и разновидности сварки.
Другие виды сварки перечислены ниже:
- Кузнец.
В этом способе концы соединяемых изделий нагревают в печи, а затем проковывают. Этот метод является одним из самых древних и сегодня практически не используется. - Газовый пресс.
Края изделий прогреваются ацетилено-кислородным трибом по всей плоскости и доводятся до пластического состояния, после чего обжимаются.Этот метод отличается высокой эффективностью и эффективностью. Применяется при строительстве газопроводов, железных дорог, машиностроении. - Контакт.
Детали включают в электрическую цепь сварочного оборудования и через них пропускают ток. В месте соприкосновения деталей происходит короткое замыкание, в результате чего в месте соединения выделяется большое количество тепла. Достаточно расплавить и связать металл. - Встык, точечный и шовный — разновидности контактного способа крепления изделия.
- Ролик.
Применяется при соединении листовых конструкций, требующих качественных и надежных швов. - .
Металл скрепляется сжиганием термита — смеси порошка оксида железа и чистого алюминия. - Атомная вода.
Края изделия оплавлены под действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подключаются к специальным держателям, через которые подается водород.В результате дуга и расплавленный металл сварочной ванны защищены водородом от вредного воздействия атмосферных газов, таких как кислород и азот. - Газ.
Суть метода заключается в использовании пламени для нагревания и расплавления деталей. Пламя создается путем сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
 Достаточно расплавить и связать металл.
Достаточно расплавить и связать металл. Под действием дуги атомно-водородной сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом снова соединяются воедино. В результате этого процесса выделяется большое количество тепла. Метод применяется для сварки тонких металлов, меди и сплавов на ее основе.
В результате этого процесса выделяется большое количество тепла. Метод применяется для сварки тонких металлов, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Промежутки между изделиями заполняются присадочной проволокой. Этот метод широко используется в различных сферах жизни человека. Чаще всего встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным устройством немаловажное значение имеет полярность электродов.В зависимости от схемы изменяется интенсивность нагрева детали, что позволяет создавать различные режимы сварки.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- маска сварщика со специальным фильтром, защищающим глаза;
- грубая куртка и брюки из материала, не воспламеняющегося от искр, появляющихся при сварке;
- закрытые туфли на толстой подошве.

Положение электрода при сварке.
Прежде чем приступить к приготовлению пищи с помощью сварочного инвертора, необходимо принять необходимые меры для создания безопасных условий труда.
Надлежащая подготовка рабочего места состоит из:
- предоставив необходимое свободное место на столе, следует убрать все ненужные предметы, но которые могут расплескаться;
- создание качественного освещения;
- необходимо проводить сварочные работы, стоя на деревянном настиле, предохраняющем от поражения электрическим током.
Затем регулируется ток в зависимости от толщины деталей и подбираются электроды. Последние нужно подготовить. Если они только что куплены в розничной сети и их качество не вызывает сомнений, то этот шаг можно пропустить.
Если стержни длительное время находились в неотапливаемом влажном помещении, то их необходимо просушить в течение двух-трех часов при температуре 2000 градусов. Для этой цели можно использовать старую печь или специальное оборудование, если таковое имеется.
После подготовки электродов к изделию подключается клемма заземления.
Для получения качественного и надежного соединения металл необходимо подготовить:
- ржавчина полностью удалена с краев изделия;
- с помощью растворителей производится очистка от различных загрязнений;
- на последнем этапе проверяются кромки на чистоту, недопустимо наличие жира, лакокрасочных и других загрязнений.
Далее необходимо подключить сварочный инвертор. Лучше всего тренироваться на толстом металлическом листе, формируя шов в виде валика. Сделайте первое соединение на металле, лежащем горизонтально на столе. На ней начертите мелом прямую линию, по которой будет идти шов.
Схема подключения инвертора.
В процессе обучения на таком объекте можно значительно улучшить технику сварки.
Процесс сварки начинается с зажигания дуги.
Есть два способа сделать это:
- ударный металлический;
- постукивание по металлу.

Выбор метода зависит от предпочтений человека, главное при розжиге не оставлять следов сварки вне зоны стыка.
После зажигания дуги от контакта с металлом сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующее длине дуги, и приступает к сварке.
В результате на стыке двух металлических деталей образуется сварной шов.Он будет покрыт накипью — накипь на поверхности. Его необходимо удалить. Это можно сделать очень просто, постукивая по шву небольшим молоточком.
Прямая и обратная полярность
Плавление металла под сварку происходит под действием дуги. Он, как было отмечено выше, образуется между поверхностью изделия и электродом, так как они подключены к противоположным выводам устройства.
Существует два основных варианта выполнения сварки, которые отличаются друг от друга порядком подключения и называются прямой и обратной полярностью.
В первом случае шток подключается к минусу, а деталь к плюсу. При этом происходит повышенный подвод тепла к металлу. В результате получается глубокая и узкая зона плавления.
При этом происходит повышенный подвод тепла к металлу. В результате получается глубокая и узкая зона плавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В этом случае зона плавления широкая и неглубокая.
Выбор полярности полностью определяется используемым продуктом.Сварку можно производить на двух видах полярности. При подборе следует учитывать тот момент, что элемент, подключенный к плюсу, подвергается большему нагреву.
Например, изделия из тонкого металла сложно варить из-за возможного перегрева и пригорания. В этом случае часть подключается к минусу. Токи также подбираются в соответствии с диаметром электрода и толщиной металла. Эти данные берутся из специальной таблицы.
Влияние скорости подачи электрода
Скорость подачи сварочных электродов должна быть достаточной для обеспечения необходимого количества подаваемого расплавленного материала. Недостаточное количество может привести к подрезке. Этот фактор очень важен как при прямой, так и при обратной полярности при сварке.
Недостаточное количество может привести к подрезке. Этот фактор очень важен как при прямой, так и при обратной полярности при сварке.
При быстром перемещении стержня по стыку мощности дуги может не хватить для нагрева металла. В результате образуется неглубокий шов, лежащий поверх металла. При этом края остаются не оплавленными.
Медленное продвижение электрода приводит к перегреву. При этом возможно поверхностное прожигание и деформация тонкого металла.
Современные сварочные аппараты обладают широким набором разнообразных функций и возможностей. Тем не менее, на данный момент до сих пор большая часть качественно выполненной работы определяется мастерством человека.
Влияние силы тока
Таблица выбора сварочного тока.
При освоении азов сварки важно понимать, какую силу тока нужно выставлять в каждой конкретной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные по величине тока взяты из таблицы, в ней же приведены размеры электродов. Однако эти значения, правда, величины тока не точны, они составляют плюс-минус несколько десятков ампер.
Однако эти значения, правда, величины тока не точны, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В повседневных задачах чаще всего сталкиваются с необходимостью подключения. При этом нужно помнить основы инверторной сварки для начинающих, а именно важность подключения изделия к правильному полюсу.Тонкие детали подключаются к «минусу» сварочного аппарата.
Чтобы научиться правильно варить и получать красивые швы, нужна практика.
Вот несколько полезных советов, которые помогут вам улучшить свои навыки:
- начать приготовление с минимальной силой тока;
- формируют шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить деформацию во время сварки.
Частые ошибки новичков
Схема дуговой сварки.
Начинающие сварщики склонны совершать ошибки из-за незнания основ использования сварочного оборудования. Например, новички могут не знать, как правильно подобрать полярность инверторной сварки, что приведет к некачественному формированию соединения или даже к прожогу детали.
Например, новички могут не знать, как правильно подобрать полярность инверторной сварки, что приведет к некачественному формированию соединения или даже к прожогу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного аппарата;
- использование некачественных или необученных;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако имеет короткие соединительные кабели, которые могут быть неудобны в эксплуатации.
Подведем итоги
Научившись работать со сварочным оборудованием, можно будет решить многие бытовые проблемы, часто возникающие при работе на даче или в гараже. Новичкам следует обратить особое внимание на полярность инверторной сварки деталей разной толщины.
Разобравшись, как правильно настроить оборудование и выбрать электрод, можно будет получить качественные швы на любом изделии. Обязательно обратите внимание на прямую и обратную полярность подключения сварочного инвертора.
Обязательно обратите внимание на прямую и обратную полярность подключения сварочного инвертора.
При сварке толстых деталей инвертор использует прямую полярность и обратную полярность для тонких деталей.
Сварочный инвертор мучина — ndeupi nani? Фирма Унху, Митенго
Анзира умо нхенго симби вари осе звинху звири звакабатанидзва ачитеведза мусоно, рейв ричизивиканва квемакоре анопфуура 100.. Сварка michina kunge wakashanduka-shanduka asi nokukurumidza, asi nheyo kushanda kwavo kumbochinja. Mukomboni kana kushandiswa iri kuteererwa электроды uye AC simba. Ichangobva musiyano wezvinyorwa zvokushandisa iri nomoto muchina инвертор. Ндезвипи звири нани кутэнга мудзиё квакадай? Извиндизво тичатаура гаре гаре муньяя ино.
Chii muchina-inverter
Старые трансформаторы nomoto uye rectifiers, midziyo kwakadaro musiyano zvikurukuru maererano nani simba zvitengeswa redunhu.Pfungwa kuvesa ane yemagetsi chinhu chakakombama mu инверторы chinozoiswa vakareruka kupfuura vakuru yokutevedzera.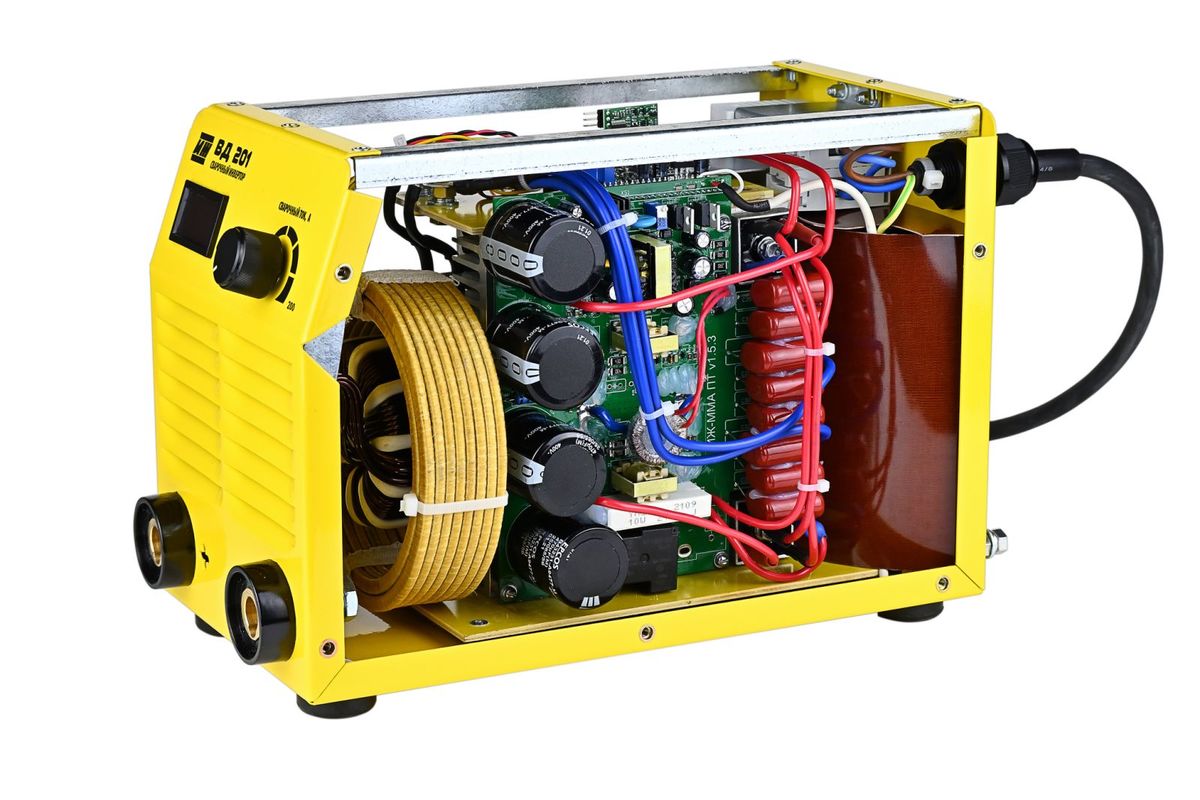 Немхака ийи звакадай мано акасияна максимально кугадзикана опарешени.
Немхака ийи звакадай мано акасияна максимально кугадзикана опарешени.
sei
Nyore kushandisa — zvanzi kunonyanya chinosiyanisa chero nomoto muchina инвертор. Ндечипи чаканакиса чиквата ракакодзера пане имве ньяя — незваво пашуре. Кутанга кукурира нзира ийо, чоквади, ири нзира кушанда мичина якадаро.
Инвертор kushanda musimboti chakanamwa nomoto iri chaizvo nyore.Напряжение акапа кути мидзиё каре куногадзирисика. Zvadaro, zviri kuchinjwa kudzokera AC aine mawa nokuwedzera kakawanda. В inotevera kutotanga pane kuderera kwemitambo параметр ichi. Далее рефу Частота напряжения ири куногадзирисика звакаре. Ichi muzvigadzirwa mhinduro akabvumira kuti nomoto muchina инвертор sezvo chiine akakodzera kuti kushandiswa mumba.
mhando
Классифицированные инверторы midziyo kunonyanya pamusana kusiyana kushanda iyezvino maitiro. Куваниква Продажа:
мхури мичина;
немазво;
Промышленный.
Бытовой инвертор iri mupfupi uye kunyanya kudhura, asi havana akagadzirirwa kuramba mutoro. Ндокусака Аноньянйованика кушандишва чете памуша кана мугараджи. Сварка звазвингава ано лопасти нейсултан памусоро 120-200 А. Яканакиса wokusarudza mhuri midziyo yemagetsi zhinji funga munhu rakagadzirirwa 160 А.
Ндокусака Аноньянйованика кушандишва чете памуша кана мугараджи. Сварка звазвингава ано лопасти нейсултан памусоро 120-200 А. Яканакиса wokusarudza mhuri midziyo yemagetsi zhinji funga munhu rakagadzirirwa 160 А.
Professional mhando vanokwanisa kuendesa munhu kwazvino 200 kusvika 300 A. инверторы aya kazhinji kushandiswa vashandi zviduku uye svikiro kadikidiki makambani ari runoenzanirana специализация.мхандо ийи мидзийо кунгашандишва кусанганисира квэнгува рефу звинорема. С вакадаро мидзиё иногона Сомуензанисо, номото кана кукурукурирана баса неньере гунгано куберека. В мэйндаситири мано куйера мамиро урожденная султан осе 250-500 А. звиеро изви звингава квете чете чете-данхо асиво-данхо матату.
Чии куноцвака кана кутенга
Чии чаунофанира куфунга пакусарудза номото мучина инвертор? Чии зваканакисиса кутэнга чиквата? Мхиндуро йомубвунзо уйу кунгэндерана звинху звакадай:
Кути кусарудза кодзеро мудзиё мхандо, унофанира кутанга кусарудза мабаса кути звичапедзва муне рамангвана наво. Инверторы Vanhuwo yakafuka rakagadzirirwa hapana maminitsi anopfuura 10-30 kuti nomoto. Звино унофанира куронга кумбозорора. Кана вайвако ичи хазвина куквана, звинокоша, чоквади, кутенга звимве симба нянзви ндири вердха инвертор. Мутенго йокутеведзера дзакадаро, чоквади, дзакаквирира купфуура мудзимба. Zvisinei, panguva imwe chete uye vanogona kushandiswa kuita zvikuru kunzwisisa nomoto.
Инверторы Vanhuwo yakafuka rakagadzirirwa hapana maminitsi anopfuura 10-30 kuti nomoto. Звино унофанира куронга кумбозорора. Кана вайвако ичи хазвина куквана, звинокоша, чоквади, кутенга звимве симба нянзви ндири вердха инвертор. Мутенго йокутеведзера дзакадаро, чоквади, дзакаквирира купфуура мудзимба. Zvisinei, panguva imwe chete uye vanogona kushandiswa kuita zvikuru kunzwisisa nomoto.
Uyezve, kana kusarudza инвертор vanofanira kufungawo kutsiga pomumbure mumba. Напряжение Zvakaipisa kunaka, dzakanga runodiwa nomoto ano.Varidzi dzimba dzakavakwa avo munzvimbo simba mitsetse regai kupa yakatsiga voltage pakati 220 V, zvinokosha kufunga pamusoro akadzikunura kuva Unit, kuitika simba kunoshamisa asingasviki 200 kwete A.
Бытовые инверторы womuenzaniso nomoto mano dzinowanzoshandiswa nokuti simbi asingapfuuri 4 мм paukobvu. Электроды Panyaya iyi, iyo dzinenge 2,5 mm mu dhayamita. Кана звакакодзера, кушанда памве звинху мукобву кутенга мари васири мумхури уйе нянзви инвертор. В электродах mhando dzakadaro zvichibvira kushandisa kurei dhayamita.
В электродах mhando dzakadaro zvichibvira kushandisa kurei dhayamita.
яканакисиса пезвицига
мугадзири Марк — звири, чоквади, звакаре чинху кути унофанира звечоквади кутээрера пакусарудза номото мучина инвертор. Ипфунгва яканакиса ваканьяцокодзера мидзиё ийи ньяя имве ньяя — мубвунзо памусоро якаома. Zvinenge zvose pari pa pamusika wacho zvizivikanwe инверторы лопасти unhu hwakanaka chaizvo. Уйе зваканака незвано вакарумбидзва восе вайтенга мудзимба мидзиё ийи мхандо. Аси, чоквади, па памисика нхаси кусанганисира мучисо мано, ндийе звикурукуру дзакакурумбира.Изви звиносанганисира Сомуензанисо, кунэ дзимве акагадзирва йокутеведзера Фубаг, уйево анопфуйива инвертор «Сварог» уйе «Ресанта».
Fubag kambani zvidzidzo: Features uye wongororo
Professional michina kubva mugadziri ichi inogona kushandiswa kuita nomoto mabasa chero kunzwisisa. rinofarirwa kupfuura muenzaniso wekambani iri Fubag vaIri 200. Инвертор Izvi kunoratidzwa mukuru uno (200 А) имеет резервное напряжение (150 В). Uyezve, ine mabasa akadai antizalipanie, kupisa kutanga uye chinhu chakakombama afterburner.
Uyezve, ine mabasa akadai antizalipanie, kupisa kutanga uye chinhu chakakombama afterburner.
Ньоре кушандиса — званзи аноняня чичиваниква чаканака ичи номото мучина инвертор дзиновака. Kuita basa iri kubatana nhengo simbi pamwe kushandiswa kwayo vangatonyengetera munhu mutsva. Vamwe kunyunyuta kubva vatengi vaiwana muenzaniso uyu chete yakaderera reshiyo px (40%). Kana tichishanda pahofisi kunonyanyisa kuitika pamusoro инвертор pamwe zvinovhiringidza (6 maminitsi) zvinofanira kuitwa nomumwe 4 мин.
«Сварог»: вонгороро уе звиньху
Аппараты яМако ичи варумбидзе вокутанга учитандиса муоти кути исимбе, акавимбика уе бесшумность.Uyewo, zvakanaka mutengi inofambiswa zvakavakodzera dzavo dzakakwirira kunyatsoshanda uye ane pasi voltage unhu. Чиноняня мукурумбира вари миензанисо мивири кубва мугадзири ичи — АРК 250 уйе НЬОРЕ третья 160. Ндезвипи дзакананга хвокугадзира звечаденга якасияна номото мучина инвертор «Сварог» АРК 250 уе муензанизо НЬОРЕ третья 160 ари мугадзири, аногона 0вазаф куваник
Характеристики/мудзиё | АРК 250 | NYORE третий 160 |
Вес (кг) | 19 | 12. |
Размеры (см) | 480х310х450 | 485х285х470 |
Напряжение rakavhurika edunhu (В) | 67 | 53 |
Напряжение питания (В) | 220 | 220 |
Номинальный анод (A) | 225 | 190 |
Вакапарадза симба (кВА) | 9.4 | 7.1 |
Учишандиса муоти (МФ) | 60% | 60% |
 5
5 Sezvaunogona kuona, «Svarog ARC 250» — nyore chaizvo kushandisa uye panguva imwecheteyo vakarongeka nomoto muchina инвертор. 220 — ndiyo напряжение zvaidiwa pabasa грабли. Somugumisiro, zviri nyore chaizvo kushandisa munyika kana, somuenzaniso, mugaraji. Izvi zvinoshandawo muenzaniso NYORE третий.чиквата ичи звакаре чаизво нёре кушандиса уе звибереко. Zvisinei, simba ane zvishoma kupfuura ARC 250 uye tinorasikirwa zvishoma.
Izvi zvinoshandawo muenzaniso NYORE третий.чиквата ичи звакаре чаизво нёре кушандиса уе звибереко. Zvisinei, simba ane zvishoma kupfuura ARC 250 uye tinorasikirwa zvishoma.
Модель «Ресанта»
Ванотанга мучисо ичи нокукошешва ватенги курева мабаса зваканака квете куквирира мари. Инвертор rinofarirwa kupfuura muenzaniso mugadziri chinhu nomoto мучина «Ресанта Саи-220». Технический майтиро аке ндедзиноти:
yavose sezvavakatarirwa ano — 10-220 А;
урему — 4.9 макирогираму;
напряжение райда — 220 В;
rakavhurika redunhu напряжение — 80 В.
Электроды kunonyanyisa dhayamita pamusoro nokuda womuenzaniso uyu 5 мм.
Инвертор Sei kusaruza nomoto muchina? няя мутенго
Звинокоша звишома епамусоро мичина ишашанда трансформер йокутеведзера. Asi uyewo kuita nomoto basa kurishandisa zvakawanda nyore. Mutengo muenzaniso «Svarog» ARC 250, somuenzaniso, курева 30 звуру -45. Рубли. NYORE третий 160 nhare mari vanenge 30-35 zviuru. п. нокути муензанисо фубаг ваИри 200, восе звишома звиберэко, ватенги кажинжи акабвунза памусоро 10-12 тыс. чел. П. Звисиней, кана учида, уногона кунхонга мичина якадаро уе нокуда 9-9,5 звиру. П. Сварочная мичина «Ресанта Сай-220» вари 8-11 звюру. П., Звичиендерана марува.
Рубли. NYORE третий 160 nhare mari vanenge 30-35 zviuru. п. нокути муензанисо фубаг ваИри 200, восе звишома звиберэко, ватенги кажинжи акабвунза памусоро 10-12 тыс. чел. П. Звисиней, кана учида, уногона кунхонга мичина якадаро уе нокуда 9-9,5 звиру. П. Сварочная мичина «Ресанта Сай-220» вари 8-11 звюру. П., Звичиендерана марува.
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Как работает инверторная технология (в сварочных аппаратах)?
Говоря простым языком, инвертор — это электронная система регулирования напряжения.В случае инверторного сварочного аппарата он преобразует питание переменного тока в более низкое полезное выходное напряжение, например, из источника питания 240 В переменного тока в выходное напряжение 20 В постоянного тока.
Устройства на основе инвертора используют ряд электронных компонентов для преобразования энергии — в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает за счет увеличения частоты основного источника питания с 50 Гц до 20 000 – 100 000 Гц.Это достигается за счет использования электронных переключателей, которые включают и выключают питание очень быстро (до 1 миллионной доли секунды). Управляя таким образом источником питания до того, как он попадет в трансформатор, можно очень значительно уменьшить размеры трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Изделия на базе инверторов обладают многими преимуществами по сравнению с обычными устройствами на основе трансформаторов:
- Вес и размер : Это наиболее важное и впечатляющее преимущество инверторного сварочного аппарата по сравнению с обычными аппаратами. Например, инвертор весом менее 5 кг, размером меньше чемодана, который удобно носить на плече, может иметь выходную мощность, сравнимую с 50-килограммовой трансформаторной машиной.
- Эффективность : Качественные инверторные аппараты, такие как инверторные сварочные аппараты Weldforce, будут иметь КПД около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) за счет рассеивания тепла.
- Использование мощности генератора : Быть очень эффективным означает, что использование мощности генератора гораздо более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших переносных генераторных установках, что часто невозможно с традиционными трансформаторными машинами. Следует отметить, что существуют риски, связанные с использованием мощности генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора со сварочными инверторами.
- Рабочий цикл : Как правило, с инверторными машинами достигаются гораздо более высокие рабочие циклы, опять же из-за разницы в размерах трансформатора.Хотя мелкие компоненты инверторной машины быстро нагреваются, их можно охладить гораздо проще и быстрее. Однако в обычных «трансформаторных» сварочных аппаратах компоненты намного больше и, следовательно, имеют тенденцию накапливать тепло и дольше охлаждаться.
- Выход постоянного тока : Многие традиционные «трансформаторные» сварочные аппараты MMA (стержневые) имеют только выход переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных аппаратах ток гораздо легче преобразовывается в постоянный, что означает, что они могут сваривать широкий спектр различных сварочных электродов.Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
- Производительность : Производительность качественных инверторных сварочных аппаратов значительно выше, чем у обычных сварочных аппаратов. Это особенно заметно при сварке ММА (стержнем), когда операторы считают, что сварка намного проще и им не нужно «бороться» с дугой. Это в основном связано со способностью инверторных машин иметь более высокое напряжение холостого хода и включать такие функции, как горячий старт, защита от прилипания и форсирование дуги.Ярким примером этого является сварка тонких материалов: с помощью обычного сварочного аппарата это, как известно, сложно, если не невозможно, но с инверторными аппаратами, такими как серия Weldforce, которые имеют бесступенчатую регулировку силы тока и очень стабильную дугу, выходную мощность можно очень сильно уменьшить. низкий, так что он будет сваривать листовой металл толщиной 1,6 мм или секцию трубы с относительной легкостью и контролем.
- Функции : Электроника инверторных машин гораздо легче поддается возможности включения дополнительных функций (таких как режим TIG) и делает существующие функции более управляемыми.
 Например, инвертор весом менее 5 кг, размером меньше чемодана, который удобно носить на плече, может иметь выходную мощность, сравнимую с 50-килограммовой трансформаторной машиной.
Например, инвертор весом менее 5 кг, размером меньше чемодана, который удобно носить на плече, может иметь выходную мощность, сравнимую с 50-килограммовой трансформаторной машиной.


Что такое инверторная технология IGBT?
Аббревиатура IGBT расшифровывается как «Биполярные транзисторы с изолированным затвором». Это быстродействующие переключающие устройства, используемые во всех инверторных сварочных аппаратах Weldclass, которые облегчают регулирование напряжения.
В некоторых инверторных машинах используется старая технология MOSFET/транзисторы. Технология IGBT предлагает значительные преимущества по сравнению с полевыми МОП-транзисторами. Пожалуй, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их гораздо более надежными и менее подверженными повреждениям или отказам.
БТИЗ
Другие статьи об инверторных сварочных аппаратах;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все изделия для сварочных аппаратов
Несмотря на то, что были предприняты все меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям.Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Сварочный аппарат Sai 230 hell Подготовка к работе
Особенности и преимущества
- Инверторный сварочный аппарат Ресант САИ-230 АД позволяет оператору использовать два режима сварки: аргонно-дуговая и ручная сварка электродами.
- В системе сварочного аппарата широко используются современные технологии IGBT, что позволило сделать его компактным и легким.
- Входящий в комплект плечевой ремень позволяет легко носить устройство с собой в любом месте.
- Эргономичная панель управления содержит все необходимые регулировки и подключения, а также световые индикаторы для визуального контроля над системой.
- Надежность и долговечность аппарата обусловлены принудительным воздушным охлаждением туннельного типа.
- Агрегат оснащен надежной системой предупреждения об опасном перегреве и защиты от него главного трансформатора.
- Сварочный аппарат Ресанта САИ-230 АД имеет встроенную возможность предотвращения прилипания электрода (Anti Stick), легкого формирования дуги (Hot Start), а также может регулировать качество этой дуги (Arc force).
- Несмотря на расширенный функционал, прибор сохраняет простоту в настройке и эксплуатации, а также неприхотливость в обслуживании.

общее описание
Аппарат сварочный переносной Ресанта САИ-230 АД относится к типу полупрофессиональных инверторов.Питание осуществляется от бытовой электросети (220 В/50 Гц). Система комплектуется горелкой с кабелем, заземляющим кабелем с зажимом (1,5 м), кабелем с электрододержателем (2 м), а также шнуром питания (2,2 м). Конструкция и оснащение установки позволяют выполнять сварочные работы различной сложности и назначения как в режиме аргонно-дуговой сварки (с использованием специальной присадочной проволоки и среды защитного газа), так и в режиме обычной ручной сварки. режиме с использованием разных электродов диаметром до 5 мм.Специальный трансформатор с инверторным оборудованием и использование в конструкции усовершенствованных IGBT-транзисторов позволили минимизировать габариты и массу изделия, по сравнению с другими сварочными аппаратами такой же мощности. Теперь для проведения сварочных работ разного рода не требуются громоздкие, шумные и неэкономичные агрегаты.
Конструкция и оснащение установки позволяют выполнять сварочные работы различной сложности и назначения как в режиме аргонно-дуговой сварки (с использованием специальной присадочной проволоки и среды защитного газа), так и в режиме обычной ручной сварки. режиме с использованием разных электродов диаметром до 5 мм.Специальный трансформатор с инверторным оборудованием и использование в конструкции усовершенствованных IGBT-транзисторов позволили минимизировать габариты и массу изделия, по сравнению с другими сварочными аппаратами такой же мощности. Теперь для проведения сварочных работ разного рода не требуются громоздкие, шумные и неэкономичные агрегаты.
Ресанта САИ-230 АД свободно переносится с помощью удобного плечевого ремня и может быть размещена в самом ограниченном пространстве. Это значительно расширяет сферу его применения, поэтому агрегаты данного типа востребованы не только на производстве разного уровня, в мастерских, но и станут незаменимыми помощниками в быту (особенно для владельцев частных домов).
Аргонно-дуговая сварка с функцией постепенного гашения дуги позволяет выполнять даже достаточно тонкие сварочные работы не только по железу и чугуну, но и по цветным металлам (например, трубки кондиционера и т.п.) , в том числе из нержавеющей стали. С помощью этого вида сварки можно добиться того, чего не получится с обычным электродом, но это может потребовать определенного навыка и усердия.
Дополнительные функции, которыми конструкторы наделили аппарат «Ресант САИ-230 АД», оказались очень полезными, и которые значительно облегчают работу с аппаратом даже неподготовленному новичку (для ручной сварки электродами).Прежде всего, это функции Hot Start и Anti Stick. Автоматическая система, встроенная в аппарат, мгновенно увеличивает сварочный ток, благодаря чему дуга зажигается быстро и легко. Ручная сварка электродами часто сопровождается залипанием электрода, что приводит к гашению дуги и перегреву аппарата. Особенно это касается начинающих сварщиков. Для того, чтобы электрод при этом легко отрывался и процесс сварки можно было продолжить, автоматика импульсно снижает рабочий ток, облегчая отсоединение электрода.
Еще одна полезная функция — сила дуги. Позволяет сварщику вручную регулировать качество (твердость) дуги. Это дает возможность увеличивать или уменьшать глубину проплавления, а также контролировать качество расплава в месте сварки.
Опасность перегрева основных рабочих элементов, что может преждевременно превратить его в бесполезный набор деталей, также не была оставлена без внимания, что не редкость для устройств подобного рода. Специальная система контроля и защиты, оснащенная чувствительными датчиками температуры, заблаговременно, до аварийного подъема температуры, оповестит об этом пользователя горящим индикатором, а также отключит подачу питания на основные токоведущие части.Небольшой перерыв в работе (около 5 минут) позволит системе автоматически восстановиться.
Устройство и принцип работы
Основные узлы сварочного аппарата «Ресант САИ-230 АД» помещались в прямоугольный корпус размерами 360х135х232 мм, изготовленный из качественного тонколистового стального листа со специальными прорезями для прохода охлаждающим воздухом и покрыты антикоррозийным диэлектрическим компаундом. Плечевой ремень крепится к шесту на специальных креплениях для облегчения пешей транспортировки агрегата.На задней панели смонтирован кабель питания и входной патрубок для подключения баллона с аргоном.
Плечевой ремень крепится к шесту на специальных креплениях для облегчения пешей транспортировки агрегата.На задней панели смонтирован кабель питания и входной патрубок для подключения баллона с аргоном.
На передней панели находятся элементы управления и регулировки. Здесь оператор может установить необходимый сварочный ток (10-230 А), отрегулировать жесткость дуги (0-100%), переключить необходимый режим сварки (аргонно-дуговая TIG или ручная дуга MMA), а также подключить необходимую работу кабели и шланг. Здесь же расположены световые индикаторы сети и аварийного отключения.
Основным рабочим элементом сварочного аппарата является его трансформатор, оснащенный инверторными преобразователями на IGBT-транзисторах.Этот элемент способен отдавать требуемые параметры и вид тока, необходимый для воспроизведения процесса сварки во всех доступных режимах, при сохранении малого веса и габаритов. Инверторная система сначала преобразует сетевой ток в высоковольтный переменный ток, который впоследствии преобразуется в высокочастотный ток напряжением 85 В. После выпрямления этот ток используется в качестве источника энергии для формирования сварочной дуги.
После выпрямления этот ток используется в качестве источника энергии для формирования сварочной дуги.
Элементы внутри корпуса расположены таким образом, что образуют своеобразный тоннель, по которому принудительно прогоняется воздух с помощью электровентилятора.Это помогает эффективно рассеивать генерируемое тепло, чтобы предотвратить перегрев устройства при его нормальной работе.
Ручная дуговая сварка осуществляется обычным для этого способом. В кабеле со специальным держателем закреплен соответствующий электрод, который, будучи поднесенным к свариваемым поверхностям, вызывает электрическую дугу, расплавляющую электрод и обеспечивающую сам процесс сварки.
Аргонодуговая сварка более тонкий процесс, но позволяет работать с тонкими деталями, в том числе и из цветных металлов.Пистолет-горелка содержит вольфрамовый (неплавящийся) электрод и сопло для подачи аргона. Нажатие кнопки горелки вызывает зажигание дуги и расплавление свариваемых кромок. Подаваемый в эту точку защитный газ одновременно предотвращает бурное окисление расплава и обеспечивает его стабильность. Присадочная проволока, введенная в зону расплава, завершает процесс сварки.
Присадочная проволока, введенная в зону расплава, завершает процесс сварки.
Подготовка к работе
Аппарат инверторный сварочный Ресант САИ-230 АД относится к полупрофессиональным аппаратам с расширенными функциями, но подготовка его к работе не займет много времени и не состоит из специфических операций.Устройство почти всегда готово к использованию. Вам достаточно поставить его в нужное место на горизонтальную поверхность, соединить рабочие кабели и баллон (в зависимости от режима предполагаемой сварки) и воткнуть шнур питания с вилкой в розетку. Перед этим необходимо подробно изучить инструкцию по эксплуатации и действовать в соответствии с ее указаниями. Установка питается от электрической сети 220 В.
Электробезопасность сварщика обеспечивается надлежащим заземлением сварочного аппарата.Его шнур питания имеет три токоведущих жилы, одна из которых предназначена для создания контура заземления. Поэтому, чтобы эта схема состоялась, розетка для подключения тоже должна быть оборудована соответствующим образом.
Сварочные работы связаны с появлением некоторых источников опасности (горячие искры, высокая температура в зоне сварки, выделение вредных газообразных веществ и др.), поэтому оператор должен использовать соответствующие средства индивидуальной защиты, а также строго соблюдать правила пожарной безопасности… Сварочные работы желательно проводить на открытом воздухе или там, где может быть обеспечена достаточная вентиляция.
Производитель сварочного аппарата «Ресанта САИ-230 АД» установил на свою продукцию гарантийный срок 2 года.
Аппарат инверторный сварочный РЕСАНТА САИ-230 АД предназначен для аргонодуговой сварки ВИГ и ручной электродуговой сварки постоянным током покрытыми электродами. Компактная конструкция, а также небольшой вес устройства позволяют сварщику перемещаться по всей площади выполняемых работ.
Устройство и принцип работы инвертора САИ-230 АД
Сварочные инверторы РЕСАНТА с функцией аргонодуговой сварки «САИ-АД» имеют защиту от перегрева, а также оснащены функциями «ANTI STICK» (антиприлипание), «HOT START» (горячий старт) и «ARC FORCE» (форсаж дуги). ) для режима ММА.
) для режима ММА.
Защита от перегрева Инвертор САИ-230 А имеет защиту от перегрева — в случае срабатывания защиты (загорится лампа на передней панели) убедиться в отсутствии коротких замыканий в рабочих кабелях и прекратить работу, не выключая устройство не менее 5 минут.
Функция «АНТИПРИПЛЕНИЕ». В начале процесса сварки сварщику необходимо зажечь дугу. Это часто приводит к залипанию электрода на инверторе САИ-230 АД. Сварочный инвертор САИ-23 0 АД оснащен функцией «АНТИЗАПАЛКА», производит автоматическое снижение сварочного тока при «залипании» электрода. В последующем, после отрыва застрявшего электрода, инвертор САИ-230 АД восстанавливает заданные параметры сварки.
Функция ГОРЯЧИЙ СТАРТ. Для обеспечения лучшего зажигания дуги в начале сварки инвертор САИ-230 АД, оснащенный функцией «ГОРЯЧИЙ СТАРТ», автоматически увеличивает сварочный ток. Это значительно облегчит начало сварочного процесса.
Комплект поставки САИ-230 АД
- ГАИ «Ресанта» 1 шт.
- Кабель с электрододержателем (длина 2,0 м, сечение 10 мм2) 1 шт.
- Кабель с заземляющей клеммой (длина 1.5м, сечение 10мм 2) 1 шт.
- Горелка с кабелем 1 шт.
- Паспорт изделия 1 шт.
- Упаковка 1 шт.

Цена: 25 710 руб.
Оформите заказ сейчас и получите дополнительную скидку 3% на товар
«Ресанта» — надежный и проверенный производитель сварочного оборудования. Новый инверторный сварочный аппарат САИ 230 АД «Ресанта» — это аппарат, предназначенный для аргонно-дуговой и дуговой сварки.
Агрегат отличается своей универсальностью.Большое количество опций позволяет установить идеальный режим для работы. Контролируются напряжение, сила дуги и время затухания тока. Он универсален и мобилен, так как при габаритах 360*135*232 мм вес составляет 7,1 кг.
Дополнительно устройство оснащено специальной защитой, предотвращающей перегрев. В результате сварочный аппарат отличается хорошим ресурсом, не требующим обязательного обслуживания.
Важным дополнением данной модели сварочного аппарата является функция антиприлипания, горячего старта и дожигания дуги.Соблюдение условий эксплуатации дает КПД 70%.
В комплект входят устройство, кабели, вилка и инструкции, необходимые для правильного использования устройства. Устройство безопасно и имеет класс изоляции IP2.
Рабочее напряжение 220В. Мощность устройства равна 7,2 кВт. Работает с частотой 50Гц. Имеет диаметр электрода 6 мм.
Технические характеристики
| Входное напряжение | 220 В переменного тока ± 10 %, 50 Гц |
| Напряжение холостого хода | 85 Б. |
| Диапазон регулировки сварочного тока | 10-230А |
| Продолжительность включения, % | 70 % при 230 А |
| Максимальный потребляемый ток, (ВИГ) | 21А |
| Максимальный потребляемый ток, (ММА) | 31А |
| Время предварительной подачи газа | 3с |
| Время продувки после сварки | 5с |
| Время нарастания | 3с |
| Время снижения | 0 с — 5 с (регулируется) |
| Функции | Инверторный аппарат для сварки TIG и MMA постоянным током Регулируемое время затухания Регулируемое усилие дуги в режиме MMA |
| Размер | 360x135x232 мм |
| Комплект поставки | Горелка с кабелем, зажим заземления с кабелем, электрододержатель с зажимом |
| Кабель питания | 3-жильный, сечение 2. 5 мм². длина — 2,2м. 5 мм². длина — 2,2м. |
| Заглушка | Евророзетка |
| Кабель с электрододержателем | Длина: 2,0 м. площадь сечения: 10 мм² |
| Кабель с отрицательным зажимом | Длина: 1,5 м. Площадь сечения: 10 мм² |
| Время нарастания | 3 с |
| Время предварительной подачи газа | 3 с |
| Время продувки после сварки | 5 с |
| Время снижения | 0-5 с регулируемый |
| Высота упаковки, мм | 300 |
| Габаритные размеры, Д × Ш × В | 360x135x232 мм |
| Гарантийный срок | 12 месяцев |
| Диапазон входного напряжения | 154 … 242 В |
| Диапазон регулировки сварочного тока | 10 … 230 А |
| Длина и вес кабеля держателя | 2 м |
| Длина упаковки, мм | 410 |
| Антипригарное покрытие | функция «АНТИПРИПЛЕНИЕ» |
| защита от перегрева | автоматический |
| Класс защиты | IP21 |
| Максимальная потребляемая мощность | 4. 6 кВт 6 кВт |
| Максимальное потребление тока MMA | 31 А |
| Максимальное потребление тока TIC | 21 А |
| Масса, не более | 13,2 кг |
| Напряжение холостого хода | 85 в |
| Объем упаковки, м³ | 0,0283 |
| Охлаждение | обязательный |
| Продолжительность загрузки | 70 % при сварочном токе 230 А |
| Температура окружающей среды | -10 … +40°С |
| Функция горячего старта | есть |
| Ширина упаковки, мм | 230 |
Доставка по Москве и области
Вы можете приобрести интересующий Вас товар на сумму от 10 000 рублей с бесплатной доставкой со склада в Москве. Доставка осуществляется до подъезда.
При стоимости заказа менее 10 000 рублей стоимость доставки по Москве составит 350 рублей.
Доставка за пределы МКАД рассчитывается из расчета 30 рублей за 1 км. (при перевозке на прицепе — 35 руб. за 1 км.).
Экспедитор также предоставит вам все необходимые финансовые и гарантийные документы на товар.
Доставка по России и странам СНГ
Если Вы не проживаете в Москве, мы можем отправить Вам заказ через транспортную компанию авто, ж/д или авиа.
Стоимость доставки будет рассчитана автоматически для выбранного вами города.В эту стоимость входит пересылка заказа в Москву и транспортировка до склада. Транспортная компания в выбранный вами город. Вы должны будете получить товар с этого склада самостоятельно.
Самовывоз
Офис-склад — г. Москва, ул. Смольная 2
пн-пт с 9-00 до 18-00
Сварочный инвертор Элитеч айс. Инверторные сварочные аппараты Elitech. Комплект поставки сварочный аппарат ELITECH AIS220H
Описание инверторного сварочного аппарата ELITECH AIS 200
Однофазный портативный сварочный инвертор постоянного тока Elitech AIS 200 с воздушным охлаждением для сварки ММА. Оптимален для непрерывной работы на максимальном токе, ремонтно-восстановительных и строительно-монтажных работ в зданиях, автосервисах и производствах. Он адаптирован для работы от альтернативных источников энергии, таких как генератор. Работает без потери мощности при перепадах в сети от 160 до 250 В.
Оптимален для непрерывной работы на максимальном токе, ремонтно-восстановительных и строительно-монтажных работ в зданиях, автосервисах и производствах. Он адаптирован для работы от альтернативных источников энергии, таких как генератор. Работает без потери мощности при перепадах в сети от 160 до 250 В.
- производительность при максимальном токе 60%
- автоматическое усиление дуги +20 А (повышенный импульс тока облегчает зажигание электрода)
- плавная регулировка режима сварки в широком диапазоне токов и напряжений
- принудительное воздушное охлаждение
- защита от перегрузок (автоматическое отключение инвертора при длительной работе на максимальном токе с последующим принудительным охлаждением)
- высокая электробезопасность благодаря двойной изоляции
- медные кабели, электрододержатель и зажим заземления входят в комплект поставки
- металлический кейс
- комплектация: сварочный аппарат, кулинарный кабель 3 м, электрододержатель, зажим для груза
Технические характеристики
Напряжение сети | 230 В / 50 Гц / 1 фаза |
Максимальное энергопотребление | |
Максимальное напряжение без нагрузки | |
Сварочный ток | |
Диаметр электрода | |
Рабочий цикл | |
Форсажная дуга | |
Класс изоляции | |
Степень защиты | |
Размеры | 371x155x295 мм |
Сварочный инвертор модели Elitech по своей принципиальной схеме ничем не отличается от других аналогичных изделий, используемых в быту. Здесь необходимая сила тока получается во многом за счет преобразования токов с высокими частотами. Благодаря этой технологии можно использовать трансформатор небольшого размера. Например, для получения тока мощностью 160 А потребуется трансформатор массой всего 250 г, тогда как на классических сварочных аппаратах с аналогичными показателями потребуется использовать трансформатор массой около 18-20 кг.
Здесь необходимая сила тока получается во многом за счет преобразования токов с высокими частотами. Благодаря этой технологии можно использовать трансформатор небольшого размера. Например, для получения тока мощностью 160 А потребуется трансформатор массой всего 250 г, тогда как на классических сварочных аппаратах с аналогичными показателями потребуется использовать трансформатор массой около 18-20 кг.
Положительные и отрицательные точки инверторов
Сварочный инвертор Elitech AIS 200 имеет минимальный вес.В конструкции предусмотрено все необходимое для работы с электродами переменного или постоянного тока. Это очень важно, если вы хотите сваривать заготовки из цветных металлов или чугуна. Инверторное устройство Elitech имеет достаточно широкий диапазон регулирования тока, и сделать это очень просто – достаточно повернуть соответствующую ручку на поверхности корпуса. Благодаря этой характеристике можно использовать специальный неплавящийся электрод, который будет сплавлять края соединяемых элементов. Такая сварка может соединять тугоплавкие материалы.
Такая сварка может соединять тугоплавкие материалы.
Такое оборудование имеет функцию горячего пуска, когда электрод поджигается с помощью тока наибольшей силы. Имеется специальная конструкция, предотвращающая залипание электрода и возникновение короткого замыкания.
Одним из основных недостатков сварочного инвертора Elitech является его высокая стоимость. В частности, эти изделия будут стоить примерно в два-три раза дороже трансформаторов. Еще одним отрицательным качеством инверторного аппарата является боязнь пыли.
Профессиональные сварщики советуют не реже двух раз в год снимать крышку корпуса и тщательно удалять пыль.Если работа будет производиться в пыльных помещениях, ее придется чистить по мере загрязнения.
Как и любая другая электроника, инвертор не слишком хорошо переносит воздействие низких температур. Если окружающая среда остынет до -15 градусов, использовать это устройство будет невозможно. Однако в продаже есть оборудование, выдерживающее до -30 градусов — это зависит от технических характеристик устройства. Максимальная длина каждого кабеля должна быть не более 2,5 метров.
Максимальная длина каждого кабеля должна быть не более 2,5 метров.
Основные эксплуатационные свойства аппарата
Сварочные аппараты Elitech могут использоваться для различных сварочных работ:
- сварка плавящимися электродами, производимая на воздухе или в среде, состоящей из специального защитного газа;
- аргонно-дуговая сварка вольфрамовыми электродами неплавящегося типа;
- сварка плавящимися электродами со специальным покрытием;
- пайка полипропиленовых труб, предназначенных для монтажа водопроводных или канализационных сетей.
Сварочные инверторы Elitech
, в зависимости от потребности, могут производить как переменный, так и постоянный ток. Если продукт будет использоваться в промышленном производстве, он будет иметь ряд преимуществ.
- Допускается эксплуатация оборудования при низком напряжении.
- Даже при максимальной мощности это оборудование может работать долгое время. Отдыхает он достаточно быстро, что значительно увеличивает эффективность устройства.
- Благодаря специальным ручкам на панели можно не только регулировать силу тока, устанавливая ее на необходимый показатель, но и держать ее под постоянным контролем.
- Отличается малыми габаритными размерами, малым весом. Для удобства транспортировки оборудование оснащено специальной ручкой.

Помимо перечисленных характеристик, данный инвертор имеет специальный встроенный микропроцессор, управляющий работой всех цифровых плат. При внезапном срабатывании защиты от перегрева она автоматически отключает подачу напряжения на кабели и включает сигнальный светодиод.
Предназначен для электродуговой сварки плавящимся покрытым электродом на постоянном токе малоуглеродистой и высокоуглеродистой стали, нержавеющей стали, чугуна
При проведении сварочных работ в условиях повышенной влажности, закрытых помещений и стесненных условий (колодцы, тоннели, резервуары и т.), для соблюдения требований безопасности применяются сварочные инверторы со встроенным устройством (блоком) снижения напряжения холостого хода (ВРД), обеспечивающим электробезопасность сварщика. Устройство снижает напряжение холостого хода сварочного инвертора до безопасного значения 15 В при размыкании сварочной цепи и возвращает инвертор в исходное состояние при касании электродом детали.
Устройство снижает напряжение холостого хода сварочного инвертора до безопасного значения 15 В при размыкании сварочной цепи и возвращает инвертор в исходное состояние при касании электродом детали.
Комплект поставки Сварочный аппарат ELITECH AIS220H
Предназначен для электродуговой сварки плавящимся покрытым электродом на постоянном токе малоуглеродистой и высокоуглеродистой стали, нержавеющей стали, чугуна.Впервые в России новый сварочный аппарат ELITECH АИС 220Н с такими возможностями и за такие деньги.
- Сварочный кабель с электрододержателем
- Сварочный кабель с массовым зажимом
Характеристики сварочного инвертора ELITECH AIS 220N
Класс защиты: IP 21
Класс изоляции: H
Кабельный разъем: Dx25
Длина сетевого кабеля: 1,5 м
Малый вес и габариты для простоты использования
Возможность аргонно-дуговой сварки TIG
Высокая продолжительность работы (80% при максимальном токе)
Впервые в России новый сварочный аппарат ELITECH AIS 220H с такими возможностями и за такие деньги. Предназначены для электродуговой сварки плавящимся покрытым электродом на постоянном токе малоуглеродистой и высокоуглеродистой стали, нержавеющей стали, чугуна. Впервые в России новый сварочный аппарат ELITECH АИС 220Н с такими возможностями и за такие деньги.
Предназначены для электродуговой сварки плавящимся покрытым электродом на постоянном токе малоуглеродистой и высокоуглеродистой стали, нержавеющей стали, чугуна. Впервые в России новый сварочный аппарат ELITECH АИС 220Н с такими возможностями и за такие деньги.
Аналогов просто нет!
- Готовит от 110 вольт 2-го, от 140 вольт 3-го.
- Не убиваемое устройство, не по порядку 1 из 1000 выходит из строя.
- Залито компаундом (аналогов у конкурентов нет.) Не боится влаги и строительной пыли.
- Очень компактный – размер сравним с буханкой хлеба! Аппарат с РЕАЛЬНЫМ сварочным током в 220 ампер таких размеров в России просто нет.
- При этом очень высокая производительность (при Т=25°,С) 80%.
- Завод, производящий эти сварочные аппараты, является заводом №1 в Китае по качеству производства сварочного оборудования. Производит для мировых лидеров ESAB и Lincoln Electric именно под брендами этих компаний.И не как другие заводы, которые делают Lincoln Electric, а под другими своими брендами более низкого качества.
- Сварочный кабель с электрододержателем,
- Сварочный кабель с массовым зажимом.
- Напряжение: 220 В
- Диапазон сварочного тока: 10–220 А
- Рабочий цикл при максимальном токе: 80 %
- Сварочный ток, макс.: 220 А
- Сварочный ток, мин: 10 А
- Напряжение: 220 В
- Диапазон рабочего напряжения: 220 (-50%, +25%)
- Диаметр электрода (макс.): 6.0 мм
- Диаметр электрода (мин.): 1,6 мм
- Напряжение холостого хода: 74 В
- Мощность: 5,6 кВт
- Класс защиты: IP21
- Класс изоляции: N
- Размеры: 230x120x170 мм

Свой Elitech AIS 200 CA я приобрел в сентябре 2012 года. Я сварщик-любитель, и даже не технарь. Освоил науку сварки ММА на нашем форуме, да и вообще на всех просторах. Ну, а в основном в обращении с инвертором — это ваша собственная практика, пока вы сами не почувствуете электрод в действии — ни одна из лучших видео картинок не поможет освоить столь непростое, но увлекательное занятие.
Собственно об устройстве. Мне, как обывателю, он нравится. Когда я покупал инвертор, то, с одной стороны, я не особо разбирался в таких сложных узлах, да и выбор магазинов у нас был не такой большой. Но, по незнанию и отсутствию какого-либо опыта, я все же взял устройство по мощности с запасом, хотя варить сутками рельсы или рельсы я не собирался, да и не пришлось.В основном сваривают только профильные трубы в рамы. Что мне сразу понравилось в инверторе, так это вторая ручка регулировки форсажа дуги. Очень помогает в работе, когда этот очень быстрый и яростный вообще надо ставить на ноль. А еще функцию VRD можно отключить отдельным тумблером — тоже плюс устройству. Вентилятор работает постоянно, но совсем не шумно. При изготовлении любой конструкции даже в течение всего летнего дня аппарат все равно работает не чаще, чем работает — семь раз отмерить, один раз отрезать, подогнать и скрепить детали и только потом варить, и в одиночку — этот процесс не так быстро, как кажется со стороны.
Для первого поста в этой ветке, наверное, пока достаточно. Здесь выкладываю фото инвертора снаружи и со снятой крышкой. По внутренней начинке ничего объяснить не могу — не спец. Аппарат ни разу не подвел, не ремонтировался, но регулярно чистился от пыли во избежание этих самых ремонтов. Наибольший ток на скрутке ставил 130 А — прожигать дырки, но это большая редкость, поэтому режим работы всей начинки был щадящий, от 60 до 100А.
 В разные годы готовил по дому разное, а об этом — как-нибудь потом объясню.
В разные годы готовил по дому разное, а об этом — как-нибудь потом объясню.  Поэтому во время подготовки деталей я всегда выключаю аппарат. А за время прямой сварки за несколько секунд такой большой (для инвертора) аппарат просто не успеет нагреться, и токи 80-110А используются, а не пиковые. Вообще понятие «листья в защиту от перегрева» мне незнакомо. У меня дома стабильная электрическая сеть: реальные 220 В, ну и может колебаться в меньшую сторону не более 205 В. Удлинители от внешней розетки 16А на стене дома до самого устройства метров 10-15 в диаметре с провод 2.5. Пробовал электроды разных производителей и разного диаметра. Получилось по-разному, да еще и без опыта.
Поэтому во время подготовки деталей я всегда выключаю аппарат. А за время прямой сварки за несколько секунд такой большой (для инвертора) аппарат просто не успеет нагреться, и токи 80-110А используются, а не пиковые. Вообще понятие «листья в защиту от перегрева» мне незнакомо. У меня дома стабильная электрическая сеть: реальные 220 В, ну и может колебаться в меньшую сторону не более 205 В. Удлинители от внешней розетки 16А на стене дома до самого устройства метров 10-15 в диаметре с провод 2.5. Пробовал электроды разных производителей и разного диаметра. Получилось по-разному, да еще и без опыта.  Аппарат не попал в чужие руки. Хранилась даже летом в доме, накрытая коробкой от него. Ни в дождь, ни в снег не эксплуатировался. Нес его бережно, не уронил, ни во что не задел. За все время в креплении наконечника «массы» разболтался только один провод, пришлось закрепить как надо, да еще и скотчем сверху для прочности. Пока так.
Аппарат не попал в чужие руки. Хранилась даже летом в доме, накрытая коробкой от него. Ни в дождь, ни в снег не эксплуатировался. Нес его бережно, не уронил, ни во что не задел. За все время в креплении наконечника «массы» разболтался только один провод, пришлось закрепить как надо, да еще и скотчем сверху для прочности. Пока так.Описание инверторного сварочного аппарата ELITECH AIS 200
Однофазный портативный сварочный инвертор постоянного тока Elitech AIS 200 с воздушным охлаждением для сварки ММА.Оптимален для непрерывной работы на максимальном токе, ремонтно-восстановительных и строительно-монтажных работ в зданиях, автосервисах и производствах. Он адаптирован для работы от альтернативных источников энергии, таких как генератор. Работает без потери мощности при перепадах в сети от 160 до 250 В.
- производительность при максимальном токе 60%
- автоматическое усиление дуги +20 А (повышенный импульс тока облегчает зажигание электрода)
- плавная регулировка режима сварки в широком диапазоне токов и напряжений
- принудительное воздушное охлаждение
- защита от перегрузок (автоматическое отключение инвертора при длительной работе на максимальном токе с последующим принудительным охлаждением)
- высокая электробезопасность благодаря двойной изоляции
- медные кабели, электрододержатель и зажим заземления входят в комплект поставки
- металлический кейс
- комплектация: сварочный аппарат, кулинарный кабель 3 м, электрододержатель, зажим для груза
Технические характеристики
Напряжение сети | 230 В / 50 Гц / 1 фаза |
Максимальное энергопотребление | |
Максимальное напряжение без нагрузки | |
Сварочный ток | |
Диаметр электрода | |
Рабочий цикл | |
Форсажная дуга | |
Класс изоляции | |
Степень защиты | |
Размеры | 371x155x295 мм |
Сварочный инвертор Ресанта САИ 220
Сварочный инвертор Ресанта САИ 220 предназначен для выравнивания и реорганизации напряжения при сварке. Он обеспечивает неразъемное соединение металлических деталей и заготовок во время работы.
Он обеспечивает неразъемное соединение металлических деталей и заготовок во время работы.
Содержание:
Обзор сварочного инвертора Ресант САИ 220
1. Отличительные особенности сварочного инвертора Ресант САИ 220:
- имеет большой разбег рабочего напряжения на входе – от 160 до 240 В;
- демонстрирует высокий уровень непрерывной нагрузки;
- система принудительного охлаждения в виде двух вентиляторов;
- внутренний механизм защиты от повышения температуры;
- антипригарная функция и функции горячего старта, обеспечивающие легкий старт в работе;
- металлический корпус, противоударный;
- наличие плечевого ремня;
- наличие дожигателя дуги с регулировкой, что повышает стабильность сварочной дуги и повышает текучесть обрабатываемого материала.
2. Технический отзыв на сварочный инвертор «Ресант САИ-220»:
- Разгон рабочего напряжения на вводе – 140-240 В;
- высший показатель потребляемого тока – 30 А;
- напряжение холостого хода – 80 В;
- – 28,8 В;
- взлетный ход регулировки сварочного тока – 10-220 А;
- продолжительность нагрузки – 70% 220 А;
- наибольший размер электрода в диаметре – 5 мм;
- – IP21;
- Разгон температуры окружающей среды для эксплуатации от -10 до +40°С.
напряжение дуги
класс защиты
Сварочный инвертор Ресант САИ 220 инструкция по эксплуатации
1. Подготовка к эксплуатации САИ-220:
- подключить провода к клеммам терминала, необходимо монтировать кабель с электродержателем и грозозащитным проводом, который подбирается исходя из данной марки полярности электрода;
- необходимо проверить положение переключателя «Сеть», он переведен в положение «ВЫКЛ»;
- устройство подключено к сети электропитания;
- переведите регулировочную ручку в положение наименьшего показателя тока;
- устройство включено с помощью переключателя «Сеть»;
- регулятор величины сварочного тока поворачивают так, чтобы установить необходимое для работы значение, которое подбирается в зависимости от диаметра используемого электрода;
- по окончании всех работ регулятор снова переводится в положение наименьшего показателя тока;
- устройство отключено от источника питания;
- отсоедините провод питания с электродержателем и провод заземления от устройства.

2. Безопасность при работе:
- при использовании оборудования рекомендуется соблюдать все меры безопасности во избежание травм и повреждения оборудования;
- для исключения возгорания устройство необходимо заземлить согласно инструкции;
- в месте сварки необходима качественная вентиляция;
- все работы проводятся в защитных перчатках, головном уборе и спецодежде, которые защитят от термических ожогов;
- для защиты кожи лица и органов зрения используйте специальную маску и очки;
- обязательное соблюдение всех правил пожарной безопасности;
- прибор категорически запрещается использовать при наличии атмосферных осадков на открытом пространстве, также запрещается использовать его в помещениях с повышенным показателем влажности;
- если есть необходимость проводить одновременно со сварочными работами болгаркой, электропилой или дрелью, то их проводят в разное время, так как пыль выведет из строя внутренние части АИС;
- при наличии повреждений изоляции сетевого провода или сварочных проводов, то работать категорически запрещается до устранения всех этих неполадок;
- если устройство было занесено в помещение с комнатной температурой от низких температур, то его не запускать 2 часа во избежание возможности образования конденсата внутри инвертора.
