
Инверторный сварочный аппарат из старого телевизора
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
| Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8. ..1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
..1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1. 5 мм:Рис. 5. Чертеж платы
5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.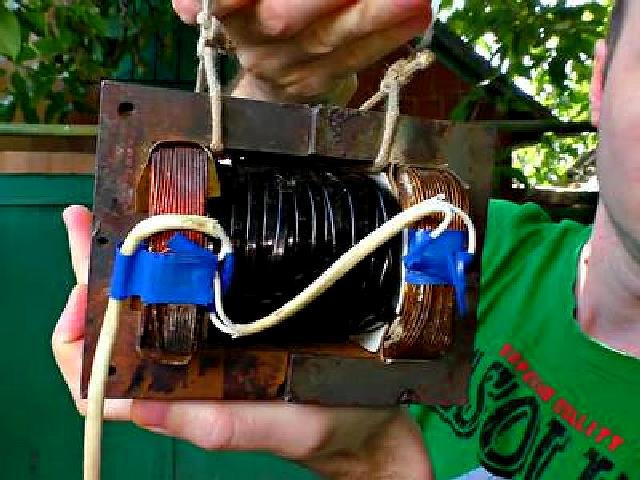
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
как сделать аппарат для сварки по схеме? Что потребуется для изготовления?
Контактная сварка весьма распространена в промышленной отрасли, так как она применяется для более точного и надежного соединения металлов между собой. В данной статье описано, как изготовить аппарат для контактной сварки из микроволновки по весьма простой схеме.
Инструменты и материалы
Для изготовления сварочного аппарата используется элементарный набор инструментов, таких как:
- болгарка или ножовка по металлу;
- дрель или шуруповерт;
- молоток;
- отвёртка.


Из материалов потребуются:
- трансформатор из микроволновой печи;
- кабель крупного сечения для новой обмотки;
- провод питания;
- кабель для подключения электродов;
- кнопка для мгновенного отключения питания;
- доски для корпуса.
Схема изготовления
Прежде чем приступить к сборке сварочного аппарата из микроволновки своими руками, нужно понять принцип работы трансформатора, который поможет сварить метал. Трансформатор состоит из двух обмоток (первичной и вторичной), они заключены в корпус – «сердечник», который набран из листов специальной стали. На первичную обмотку подается электрический ток, который, проходя через сердечник, попадает на вторичную обмотку. Она, в свою очередь, повышает или, наоборот, понижает ток. Отсюда следует их классификация на понижающий и повышающий трансформаторы. В данной схеме будет использоваться второй вариант, то есть напряжение будет понижаться, а ток – повышаться. С помощью этого эффекта и будет происходить сварка материалов.
Отсюда следует их классификация на понижающий и повышающий трансформаторы. В данной схеме будет использоваться второй вариант, то есть напряжение будет понижаться, а ток – повышаться. С помощью этого эффекта и будет происходить сварка материалов.
В зависимости от того, какой толщины будут свариваемые детали, нужно подбирать трансформатор и сечение кабеля для новой обмотки.
Для начала нужно разобрать микроволновую печь, чтобы достать трансформатор, который в дальнейшем будет использован в работе. Он состоит из двух обмоток медной проволоки, которая может быть залита лаком или обмотана специальной бумагой. Также он может находиться в пластиковом или металлическом кожухе, который защищает его от воздействия внешней среды.
Убираем вторичную обмотку с корпуса трансформатора, как правило, это верхний элемент. Для извлечения обмотки ветки, которые выступают за пределы корпуса трансформатора, нужно обрезать с помощью болгарки или ножовки. Остатки обмотки, которые скрыты внутри корпуса, необходимо высверлить с помощью дрели (шуруповерта): сперва сверлом маленького диаметра и далее по возрастающей. Маленькие торчащие элементы убираются с помощью отвертки и молотка, которыми просто выбиваются с корпуса.
Остатки обмотки, которые скрыты внутри корпуса, необходимо высверлить с помощью дрели (шуруповерта): сперва сверлом маленького диаметра и далее по возрастающей. Маленькие торчащие элементы убираются с помощью отвертки и молотка, которыми просто выбиваются с корпуса.
Очень важно не повредить первичную обмотку!
После того как обмотка была полностью удалена, необходимо очистить место установки от остатков лака или бумаги. После тщательной чистки можно закрепить новую обмотку.
Далее берем кабель нужного сечения. Можно взять многожильный медный кабель сечением 6 квадратов, но нужно будет сделать около 15 витков. Или же кабель большего сечения, но с меньшим количеством витков. Все зависит от использованного кабеля. Обмотка должна быть плотно намотана (без пропусков) и не «болтаться» в корпусе трансформатора. После того как провод занял свое новое место, трансформатор нужно закрепить на платформе из досок для лучшей устойчивости сварочного аппарата из микроволновки. Это можно сделать с помощью другой доски или уголков.
После того как провод занял свое новое место, трансформатор нужно закрепить на платформе из досок для лучшей устойчивости сварочного аппарата из микроволновки. Это можно сделать с помощью другой доски или уголков.
Схема подключения первичной обмотки весьма простая. Из обмотки выходят два контакта (они же клеммы), к ним мы подключаем провод питания. Также можно подключить разъем, к которому уже подходит провод питания, что увеличит её мобильность и улучшит транспортировку.
По схеме идут провод питания, кнопка мгновенного отключения, которую можно установить на корпус сварочного аппарата, и непосредственно первичная обмотка. Также в эту схему можно внедрить:
- регулятор тока, с помощью которого можно регулировать напряжение, приходящее на первичную обмотку;
- таймер, который дополнительно будет включать аппарат на определённый период времени, тем самым уменьшая потребление электричества и дополнительно защищая от перегрева сам трансформатор.

После того как была подключена первичная обмотка, на концы новой вторичной обмотки нужно закрепить медный электрод или держатель электродов с зажимом «крокодил», с помощью которых и будет происходить контактная сварка металлов. Такой сварочный аппарат из микроволновки можно использовать и для обычной сварки, но в связи с нагревом трансформатора работать с ним нужно периодами, давая ему остыть.
К платформе с трансформатором прикручиваем нижний неподвижный рычаг, на котором установлен один из медных электродов, подключенных к вторичной обмотке.
Чаще всего такие электроды разной формы и размеров можно купить в магазине, они сертифицированы и соответствуют ГОСТу (14111-90), имеют диаметр от 10 до 40 мм. Также можно их изготовить самостоятельно с помощью куска медного провода сечением 4 квадрата и держателя для провода. После размещения неподвижного рычага и электрода на нем устанавливаем подвижный рычаг со вторым электродом, который будет выполнять функцию подвода электричества друг к другу и прижатия двух свариваемых деталей между собой для лучшего контакта. Он может быть закреплен на платформе с помощью подвижного элемента в виде оси и пружины. Он также может быть независим от сварочного аппарата – для более удобного сваривания деталей. Все провода на рычагах нужно заизолировать дополнительно для собственной безопасности, поскольку ток, который идет по этому проводу, имеет большой заряд, – стандартная изоляция может не выдержать нагрева, её свойства будут со временем уменьшаться.
Он может быть закреплен на платформе с помощью подвижного элемента в виде оси и пружины. Он также может быть независим от сварочного аппарата – для более удобного сваривания деталей. Все провода на рычагах нужно заизолировать дополнительно для собственной безопасности, поскольку ток, который идет по этому проводу, имеет большой заряд, – стандартная изоляция может не выдержать нагрева, её свойства будут со временем уменьшаться.
Обкладываем трансформатор со всех сторон досками, образовывая тем самым корпус сварочного аппарата из микроволновки, на который устанавливается кнопка моментального отключения питания.
Рекомендации
Помимо этого, можно установить вентилятор для охлаждения трансформатора и продления времени его работы. Для внедрения такого устройства необходимо будет установить дополнительное оборудование, чтобы преобразить 220В в 12В (для нормальной работы вентилятора охлаждения). Также для удобства использования можно установить переключатель на подвижном рычаге, что поможет предотвратить случайное срабатывание аппарата и позволит осуществить более точное сваривание.
Также для удобства использования можно установить переключатель на подвижном рычаге, что поможет предотвратить случайное срабатывание аппарата и позволит осуществить более точное сваривание.
Для корпуса можно использовать старый системный блок, что сделает процесс охлаждения лучше и подарит изделию более «заводской» вид в сравнении с деревянным корпусом.
Такой сварочный аппарат, сделанный своими руками, будет отличной альтернативой дорогим заводским машинам, но куда более компактным, особенно если он будет использоваться для домашних целей или же в небольших мастерских, что позволит сэкономить существенную сумму. По своим характеристикам он ничем не уступает промышленным конкурентам, а при должном подборе трансформатора, сечения провода и количества его витков сможет превзойти их по мощности. Такой аппарат может использоваться во многих сферах для сваривания любых металлов, но в случае работы с оцинкованным металлом могут образовываться пары оксида цинка, которые очень вредны для дыхательных путей и легких. Стоит проводить такие работы в хорошо проветриваемом помещении, используя средства индивидуальной защиты.
Такой аппарат может использоваться во многих сферах для сваривания любых металлов, но в случае работы с оцинкованным металлом могут образовываться пары оксида цинка, которые очень вредны для дыхательных путей и легких. Стоит проводить такие работы в хорошо проветриваемом помещении, используя средства индивидуальной защиты.
Как сделать сварочный аппарат из микроволновки, смотрите далее.
Сварочные аппараты сделать самому своими руками. Самодельное электрооборудование
Из статьи вы узнаете, какими бывают сварочные аппараты. Своими руками изготовить их довольно просто, если имеются элементарные познания в электротехнике и необходимые инструменты. В качестве основы для сварочного автомата может быть взят как готовый трансформатор, так и самодельный.
В качестве основы для сварочного автомата может быть взят как готовый трансформатор, так и самодельный.
Конечно, такие конструкции потребляют большую мощность, следовательно, в сети будет наблюдаться сильное падение напряжения. Это может сказаться на функционировании бытовых электроприборов. Именно по этой причине намного эффективнее оказываются конструкции, в основе которых находятся полупроводниковые элементы. Если сказать проще, то это инверторные сварочные аппараты.
Простейший сварочный аппарат
Так, первым делом стоит рассмотреть самые простые конструкции, которые может повторить любой. Конечно, это те устройства, в основе которых находятся трансформаторы. Конструкция, рассмотренная ниже, позволяет работать от напряжения 220 и 380 Вольт. Максимальный диаметр электрода, используемый при сварке, – 4 миллиметра. Толщина свариваемых металлических элементов колеблется в интервале от 1 до 20 миллиметров. О том, как сделать сварочный аппарат своими руками, вы сейчас узнаете в полной мере. Причем продвигаться сможете от простого к сложному.
Причем продвигаться сможете от простого к сложному.
Несмотря на такие прекрасные характеристики, изготовление сварочного аппарата производится из легкодоступных материалов. Вам потребуется для сборки трансформатор понижающий, работающий от трехфазного напряжения. При этом его мощность должна составлять порядка 2 киловатт. Также стоит отметить, что вам необходимы будут не все обмотки. Поэтому в том случае, если одна из них вышла из строя, проблем с дальнейшим конструированием не возникнет.
Переделка трансформатора
Суть в том, что вам необходимо внести изменения лишь во вторичной обмотке. Для облегчения задачи ниже в статье приведена схема сварочного аппарата, подключение его к сети также описано.
Итак, первичную обмотку трогать не нужно, она имеет все характеристики, необходимые для работы от сети переменного тока 220 Вольт. Разбирать сердечник нет необходимости, достаточно непосредственно на нём разобрать вторичную обмотку, а вместо нее намотать новую.
На трансформаторе, который вы должны выбрать, присутствует несколько обмоток. Три первичных, столько же вторичных. Но имеются еще и средние обмотки. Их тоже три. Именно вместо средней необходимо намотать такой же провод, какой был использован для изготовления первичной. Причем необходимо от каждого тридцатого витка делать отводы. Около 300 витков в общей сложности должна иметь каждая обмотка. Благодаря правильной намотке провода можно увеличить мощность сварочного аппарата.
Три первичных, столько же вторичных. Но имеются еще и средние обмотки. Их тоже три. Именно вместо средней необходимо намотать такой же провод, какой был использован для изготовления первичной. Причем необходимо от каждого тридцатого витка делать отводы. Около 300 витков в общей сложности должна иметь каждая обмотка. Благодаря правильной намотке провода можно увеличить мощность сварочного аппарата.
На обеих крайних катушках наматывается вторичная обмотка. Точное количество витков указать сложно, так как чем их больше, тем лучше. Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются сварочные аппараты своими руками.
Если проанализировать все конструкции, изготовленные по данной технологии, то оказывается, что примерное количество провода — около 25 метров. Если нет провода с большим сечением, можно использовать кабель с площадью 3-4 квадратных миллиметра. Но в этом случае его необходимо складывать вдвое при намотке.
Но в этом случае его необходимо складывать вдвое при намотке.
Подключение трансформатора
Конструкцию имеет простую сварочный аппарат. Полуавтомат можно изготовить на его основе, если сделать еще одну обмотку для питания электропривода подачи электродов. Обратите внимание на то, что на выходе трансформатора будет очень большой ток. Поэтому все коммутационные разъемы необходимо выполнять максимально прочными.
Чтобы сделать клеммы для подключения к выводам вторичной обмотки, вам потребуется медная трубка. У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной.
Желательно их идеально зачистить, при необходимости обработать в кислоте и нейтрализовать ее. Для улучшения контакта второй край трубки должен быть слегка сплюснут при помощи молотка. Выводы первичной обмотки лучше всего крепить к текстолитовой плате. Толщина ее должна быть около трех миллиметров, можно больше. Она жестко крепится к трансформатору. Кроме того, в этой плате нужно сделать 10 отверстий, диаметр каждого около 6 миллиметров. Посмотрите, какая схема сварочного аппарата, как он включается в сеть 220 и 380 Вольт.
Для улучшения контакта второй край трубки должен быть слегка сплюснут при помощи молотка. Выводы первичной обмотки лучше всего крепить к текстолитовой плате. Толщина ее должна быть около трех миллиметров, можно больше. Она жестко крепится к трансформатору. Кроме того, в этой плате нужно сделать 10 отверстий, диаметр каждого около 6 миллиметров. Посмотрите, какая схема сварочного аппарата, как он включается в сеть 220 и 380 Вольт.
В них необходимо установить винты, гайки и шайбы. К ним производится подключение выводов всех первичных обмоток. В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт.
Чтобы произвести подключение первичных обмоток к питающей сети, нужно использовать другую схему. Обе крайние обмотки соединяются последовательно. Лишь после этого последовательно с ними включается средняя обмотка. Причина для этого кроется в следующем: средняя обмотка является дополнительным индуктивным сопротивлением, с ее помощью происходит снижение напряжения и тока во вторичной цепи. Благодаря этому работают в нормальном режиме сварочные аппараты, своими руками изготовленные по приведенной технологии.
Причина для этого кроется в следующем: средняя обмотка является дополнительным индуктивным сопротивлением, с ее помощью происходит снижение напряжения и тока во вторичной цепи. Благодаря этому работают в нормальном режиме сварочные аппараты, своими руками изготовленные по приведенной технологии.
Изготовление электрододержателя
Конечно, неотъемлемая часть любого сварочного аппарата — это электрододержатель. Нет необходимости покупать готовый, если сделать его можно из подручных материалов. Вам необходима трехчетвертная труба, ее суммарная длина должна быть около 25 сантиметров. С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование – они должны быть расположены как можно дальше от трансформатора и держателя.
Делать их нужно в трех-четырех сантиметрах от края. Затем возьмите кусок стальной проволоки, диаметр которой 6 миллиметров, приварите его к трубе напротив большей выемки. С другой стороны необходимо просверлить дырку, к ней прикрепите провод, который будет соединяться со вторичной обмоткой.
С другой стороны необходимо просверлить дырку, к ней прикрепите провод, который будет соединяться со вторичной обмоткой.
Подключение к сети
Стоит отметить, что нужно подключать сварочный аппарат по всем правилам. Во-первых, нужно использовать рубильник, с помощью которого можно без труда произвести отключение устройства от сети. Обратите внимание на то, что сварочные аппараты, своими руками изготовленные, по безопасности не должны уступать аналогам, выпускаемым промышленностью. Во-вторых, сечение проводов для подключения к сети должно быть не меньше полутора квадратных миллиметров. Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во вторичной цепи ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту.
Старайтесь давать небольшой перерыв время от времени, независимо от того, какой сварочный аппарат – полуавтомат или ручной. Использовали десяток электродов – выключите сварку, дайте ей немного времени остыть. Но это лишь в том случае, если используются электроды с диаметром больше 3 миллиметров. Если же меньшие вы используете, например 2 миллиметра, то температура обмоток трансформатора не поднимается больше 80 градусов. Следовательно, можно работать, не выключая сварочный аппарат. При эксплуатации обязательно соблюдайте технику безопасности. Ознакомьтесь с правилами противопожарной безопасности при работе сварочного аппарата. Не поленитесь и почитайте о правилах электробезопасности.
Но это лишь в том случае, если используются электроды с диаметром больше 3 миллиметров. Если же меньшие вы используете, например 2 миллиметра, то температура обмоток трансформатора не поднимается больше 80 градусов. Следовательно, можно работать, не выключая сварочный аппарат. При эксплуатации обязательно соблюдайте технику безопасности. Ознакомьтесь с правилами противопожарной безопасности при работе сварочного аппарата. Не поленитесь и почитайте о правилах электробезопасности.
Аппарат для точечной сварки
Полезным окажется и сварочный аппарат точечного типа. Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально.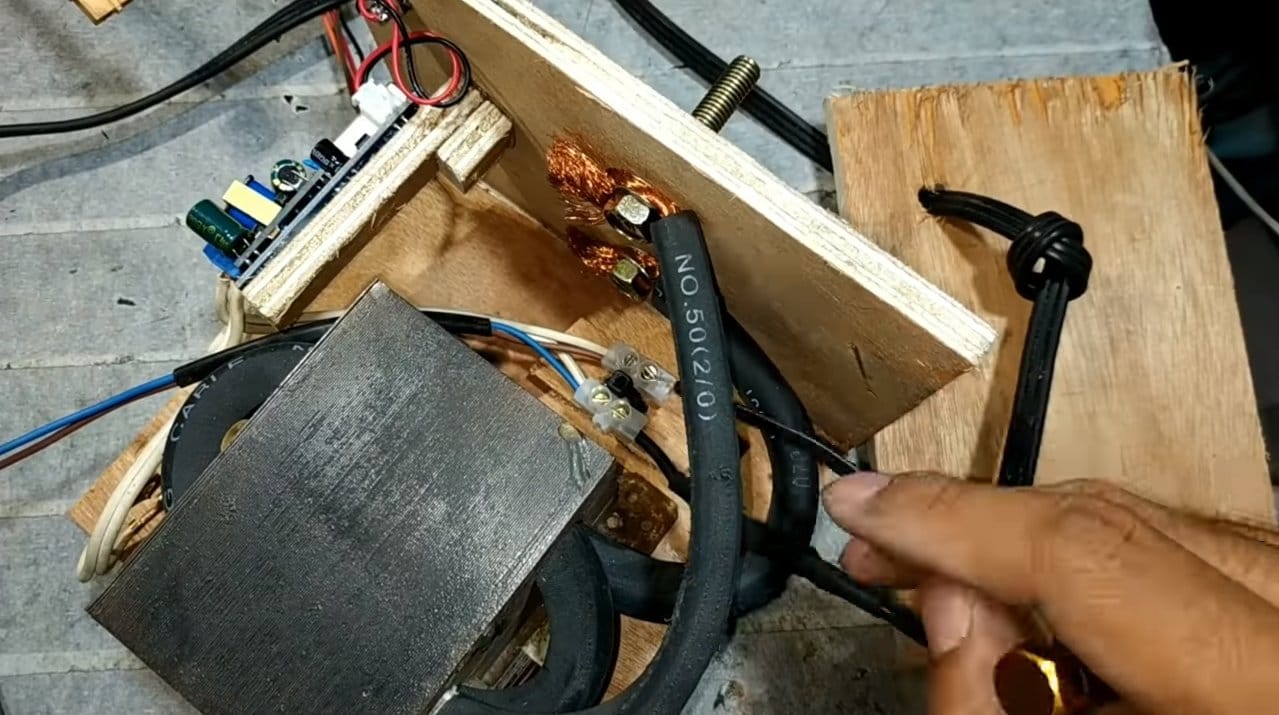 Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Для изготовления вам потребуется трансформатор с мощностью около 1 киловатта. Первичная обмотка остается без изменений. Переделать потребуется только вторичную. И если используется трансформатор от бытовой микроволновки, то нужно выбить вторичную обмотку, вместо нее произвести намотку нескольких витков провода большого сечения. Если имеется возможность, лучше использовать медную шину. На выходе должно получиться около пяти вольт, но этого окажется достаточно для полноценной работы устройства.
Конструкция электрододержателя
Здесь она немножко отличается от той, которая была рассмотрена выше. Для изготовления вам потребуются небольшие дюралевые заготовки. Подойдут прутки с диаметром 3 сантиметра. Нижний должен быть неподвижен, полностью изолирован от контактов. В качестве изоляционного материала можно использовать шайбы из текстолита, а также лакоткань. Любой, даже простейший точечный сварочный аппарат нуждается в надежном электрододержателе, поэтому его конструированию уделите максимум внимания.
Любой, даже простейший точечный сварочный аппарат нуждается в надежном электрододержателе, поэтому его конструированию уделите максимум внимания.
Электроды изготавливаются из меди, их диаметр — 10-12 миллиметров. Они прочно закрепляются в держателе с помощью прямоугольных латунных вставок. Исходное положение электрода держателя – его половины разведены. Для придания упругости можно использовать пружины. Идеально подходят от старых раскладушек.
Работа контактной сварки
Необходимо подключать такую сварку к электрической сети при помощи автоматического выключателя. Он должен иметь номинальный ток 20 ампер. Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете.
Для включения магнитного пускателя необходимо предусмотреть специальную педаль, которую вы будете нажимать ногой для выработки тока во вторичной цепи.![]() Обратите внимание на то, что включается и выключается контактная сварка только в том случае, если электроды полностью сведены. Если пренебрегать этим правилом, то будет появляться очень много искр, как следствие, это приведет к пригоранию электродов, выходу их из строя. Старайтесь как можно чаще обращать внимание на температуру сварочного аппарата. Время от времени делайте небольшие перерывы. Не допускайте перегрева агрегата.
Обратите внимание на то, что включается и выключается контактная сварка только в том случае, если электроды полностью сведены. Если пренебрегать этим правилом, то будет появляться очень много искр, как следствие, это приведет к пригоранию электродов, выходу их из строя. Старайтесь как можно чаще обращать внимание на температуру сварочного аппарата. Время от времени делайте небольшие перерывы. Не допускайте перегрева агрегата.
Инверторный сварочный аппарат
Он является наиболее современным, но сложнее в конструировании. В нем используется импульсный трансформатор и полупроводниковые транзисторы с высокой мощностью. Пожалуй, это наиболее дорогие и дефицитные детали. В первую очередь делается блок питания. Он импульсный, поэтому необходимо изготовить специальный трансформатор. А теперь более подробно о том, из чего состоит такой сварочный аппарат. Характеристики его компонентов смотрите далее.
Конечно, трансформатор, используемый в инверторе, намного меньше по габаритам, нежели рассмотренные выше. Также потребуется сделать дроссель. Итак, вам следует обзавестись сердечником из феррита, каркасом для изготовления трансформатора, медными шинами, специальными скобами, чтобы произвести фиксацию двух половин ферритового сердечника, изолентой. Последнюю необходимо выбирать, исходя из данных ее термической стойкости. Придерживайтесь этих советов, когда делаете сварочные инверторные аппараты.
Также потребуется сделать дроссель. Итак, вам следует обзавестись сердечником из феррита, каркасом для изготовления трансформатора, медными шинами, специальными скобами, чтобы произвести фиксацию двух половин ферритового сердечника, изолентой. Последнюю необходимо выбирать, исходя из данных ее термической стойкости. Придерживайтесь этих советов, когда делаете сварочные инверторные аппараты.
Намотка трансформатора
Наматывается трансформатор на всю ширину каркаса. Только при таком условии он способен будет выдержать любые падения напряжения. Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка – это два провода с толщиной порядка двух миллиметров, скрученных вместе.
Друг от друга они должны быть максимально изолированы. Если у вас большие запасы строчных трансформаторов от старых телевизоров, можно их применить в конструкции. Требуется 5 штук, причем сделать из них нужно один общий магнитопровод. Чтобы устройство работало с максимальной эффективностью, нужно уделять внимание каждой мелочи. В частности, толщина провода выходной обмотки трансформатора влияет на его бесперебойность.
Конструкция инвертора
Чтобы изготовить сварочный аппарат 200, необходимо уделить максимальное внимание всем мелочам. В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
Соединение выводов осуществляется при помощи неизолированного провода. Его сечение должно составлять 4 миллиметра. Обратите внимание на то, чтобы между проводами соединения было максимальное расстояние. Они не должны прикасаться друг другу, независимо от того, какое воздействие испытывает корпус сварочного аппарата. Дроссель необходимо закрепить на основании сварочного аппарата при помощи металлической пластины.
Причем последняя должна полностью повторять форму непосредственно дросселя. Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько.
Но лучше заранее полностью рассчитать место установки всех элементов системы. Обратите внимание на то, что вторичная обмотка должна охлаждаться максимально эффективно. Как видите, не только радиаторы нуждаются в эффективном обдуве. На этой основе можно без затрат сделать аргонный сварочный аппарат. Но его конструкция потребует использования иных материалов.
Заключение
Теперь вы знаете о том, как сделать несколько типов сварочных аппаратов. Если у вас имеются навыки в конструировании радиоэлектронных средств, то лучше, конечно же, остановиться на инверторном сварочном аппарате. Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки.
Но если имеется необходимость сделать сварочный аппарат, что называется, на скорую руку, то окажется проще соединить два трансформатора от микроволновых печей с измененными вторичными обмотками. Впоследствии весь агрегат можно усовершенствовать, добавив к нему электрический привод для подачи электродов. Также можно установить баллон, наполненный углекислым газом, чтобы в его среде осуществлять сварку металлов.
Также можно установить баллон, наполненный углекислым газом, чтобы в его среде осуществлять сварку металлов.
как собрать в домашних условиях?
Сварочный аппарат – это простое устройство, и если есть желание собрать его своими руками, то для этого понадобится минимальный набор инструментов и материалов. Самодельная сварка представляет собой трансформатор с зажимами и проводами, которые подключаются к нему. Для «домашних» работ этих элементов вполне хватит. Скажем сразу, материалы для создания обойдутся дорого. Скорее всего, у вас в гараже или мастерской уже есть часть нужных элементов. Но если их нет, и нет возможности приобрести материалы на радио-рынке по низким ценам, то сварочный аппарат своими руками становится нецелесообразным. Его стоимость будет практически не отличаться от профессионального агрегата, имеющего лучшие характеристики.
Процесс изготовления сварки
Для сварки, собранной в домашних или гаражных условиях, подойдет сеть переменного тока с напряжением 380 или 220. В качестве основы рекомендуется взять 3-фазный трансформатор. Мощность должна быть в диапазоне 1-2 кВт, так как это показатель предназначен для электроинструментов. Не беда, если одна обмотка перегорела – свою функцию такой трансформатор выполнит.
В качестве основы рекомендуется взять 3-фазный трансформатор. Мощность должна быть в диапазоне 1-2 кВт, так как это показатель предназначен для электроинструментов. Не беда, если одна обмотка перегорела – свою функцию такой трансформатор выполнит.
Первичные обмотки трогать не нужно, а вот вторые необходимо демонтировать. На среднюю наматываем провод, в итоге – отводы выполняем не чаще, чем через 30 витков провода. В итоге должно выйти 8-10 отводов. Каждый из них рекомендуется пронумеровать.
Рекомендуется выполнять работу с товарищем: один подтягивает провод, а второй в это время укладывает витки.
Далее нам понадобится силовой многожильный кабель, в которых входит три провода 6-8 мм и один 3-5 мм. Наматываем крайние катушки, поможет в этом кабель. Для работы должно хватить 25 метров. Из медной трубы длиной 30-40 мм и диаметром 10-12 мм можно изготовить клеммы, которые будут выводить вторичную обмотку. Наверху трансформатора вы обнаружите панель — на ней нужно поменять гайки и винты на медные аналоги с резьбой М10. В будущем к ним нужно будет присоединить клеммы вторичной обмотки.
В будущем к ним нужно будет присоединить клеммы вторичной обмотки.
С вторичной обмоткой мы определились, для первичной нужно подготовить отдельную плату. Сделать её нужно из текстолита, так как этот материал выдерживает большое напряжение и не деформируется. Толщина платы не должна превышать 2-3 миллиметра. В плате просверливаются 10-11 отверстий, в которые потом мы поместим М6 болты. Если вы хотите сделать сварочный аппарат под 220 В, то необходимо параллельно подключить две крайние обмотки трансформатора. Средняя подключается к крайним обмоткам последовательно. В случае, когда выбрано напряжение 380, то все первичные обмотки подсоединяются последовательно. Выводы средних обмоток необходимо подсоединить к клемме «Резка», а крайние подключаются к общей клемме.
Изготовление электродержателя
Для этой цели подойдет трубка длиной 250 миллиметров. Ножовкой необходимо выпилить выемки с обоих концов на расстояние 30 и 40 мм, глубина которых не должна превышать половины диаметра. Также стоит позаботиться о держателе для электрода, для этого можно приварить к трубке отрезок проволоки (подойдет стальной вариант с диаметром 4-5 мм).
Ножовкой необходимо выпилить выемки с обоих концов на расстояние 30 и 40 мм, глубина которых не должна превышать половины диаметра. Также стоит позаботиться о держателе для электрода, для этого можно приварить к трубке отрезок проволоки (подойдет стальной вариант с диаметром 4-5 мм).
С противоположной стороны нужно сделать отверстие с диаметром 8,2 миллиметров. Теперь берем кабель, который лежит на второй обмотке, и присоединяем его к держателю. В этом поможет винт М8 и медная клемма. На получившийся электродержатель надеваем капроновой или резиновый шланг.
Подключение
Подключение сварочного оборудования должно выполняться через рубильник. Сечение проводки лучше выбирать 1,5 мм. Один подключается к необходимому выводу от 1 до 8 (выбирать нужно исходя из требуемой силы тока), а второй – к общей клемме. Если подключить к клемме «Резка», то вы получите самый большой показатель сварочного тока. Сила тока будет меняться от 60 до 120 Ампер на первичной обмотке, при этом показатель вторичной не повыситься больше 25 А.
Аппарату нужно остывать после каждых 10-15 израсходованных электродов с диаметром 3 мм. Если берется больший диаметр, то количество электродов еще сокращается. Но если вы решили варить электродами 2 мм, то «отдых» трансформатору и вовсе не нужен, так как он не нагревается больше 70-80 градусов. С помощью режима «Резка» можно разрезать металлические элементы любой толщины, но после этого режима оборудование долго остывает.
ВАЖНО: при смене режимов необходимо отключать сетевой кабель.
Сборка аргонной сварки
Это оборудование имеет более сложную конструкцию, но и спектр работ после появления аппарата заметно расшириться. Аргонная сварка своими руками может быть собрана при наличии следующих элементов:
- Осциллятор. Это самый дорогостоящий и важный агрегат. С его помощью происходит поджигание дуги за счет преобразования тока в высокочастотные импульсы.
- Источник тока. Им может стать стандартный трансформатор, который используется для ручной сварки. Подойдет устройство и с переменным, и с постоянным током.
- Баллон с аргоном. Рекомендуем взять тот вариант, где есть манометр.
- Аргоновая горелка.
- Газовый редуктор и клапан газа.

Поджигание должно происходить за счет осциллятора по той причине, что касание рабочей поверхности приводит к появлению низкой ионизации дуги (искра будет плохо вырабатываться). В итоге электрод придет в негодность.
Сборка: к трансформатору и редуктору необходимо подключить горелку, масса подается точно так же, как и при обычной сварке, параллельно источнику питания подсоединяется осциллятор. При наличии глубоких знаний электрики, агрегат можно модернизировать.
Похожие статьи
Как сделать сварочный инвертор своими руками
В бытность свою, занимаясь в мастерской ремонтом и мелким изготовлением различных устройств, столкнулся с проблемами ремонта инверторных сварочных аппаратов зарубежного производства.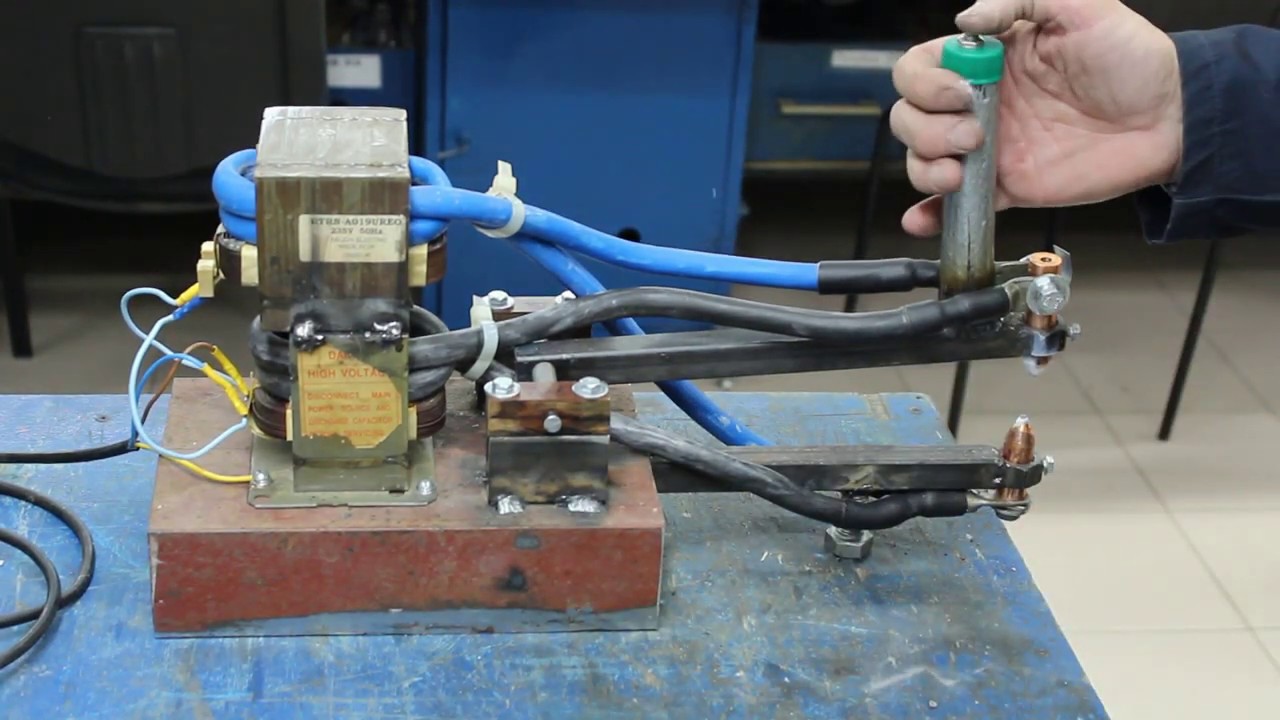 В первую очередь класса GYSMI . IMS и других подобных аппаратов с монтажом по гибридным технологиям. В условиях небольшой частной мастерской было довольно проблематично изготовить подобия таких плат с нанесением медного слоя на алюминий через теплопроводный диэлектрик. Отслоение медного слоя , а также нанесение его после испарения в результате выхода из строя силовых транзисторов или механических повреждений чинить в таких условиях практически невозможно.
В первую очередь класса GYSMI . IMS и других подобных аппаратов с монтажом по гибридным технологиям. В условиях небольшой частной мастерской было довольно проблематично изготовить подобия таких плат с нанесением медного слоя на алюминий через теплопроводный диэлектрик. Отслоение медного слоя , а также нанесение его после испарения в результате выхода из строя силовых транзисторов или механических повреждений чинить в таких условиях практически невозможно.
Поэтому была поставлена задача,
сделать сварочный инвертор своими руками
, который по своим габаритным размерам мог бы быть встроен почти в любой корпус, применяемыми зарубежными изготовителями.
При этом он должен быть легко собираемым и легко крепящимся к корпусным деталям. Иметь в своей конструкции доступные элементы, и по возможности обеспечивать надёжную и долговременную работу на сварочных токах до 200 ампер и выше. Опять же по возможности обеспечить работу этого модуля в режиме стабилизации напряжения, что бы использовать в режиме полуавтоматической сварки в среде инертного газа. Чтобы можно было охватить крупноблочным ремонтом и модернизацией ещё и пользователей полуавтоматов с минимальным различием в технологическом плане. Одним из немаловажных критериев должна быть низкая себестоимость изделия в свете разворачивающейся конкурентной борьбы за обслуживание клиента.
Чтобы можно было охватить крупноблочным ремонтом и модернизацией ещё и пользователей полуавтоматов с минимальным различием в технологическом плане. Одним из немаловажных критериев должна быть низкая себестоимость изделия в свете разворачивающейся конкурентной борьбы за обслуживание клиента.
И эта задача была выполнена — сделать сварочный инвертор своими руками удалось. Так появился инвертор AVT 200. В качестве прототипа была выбрана вполне апробированная схема несимметричного или косого моста. Было изучено некоторое количество литературы по этой тематике и приличное количество схем промышленного и любительского изготовления. Также было проведено некоторое количество экспериментов во время разработки схемотехники.
В результате всех этих действий было принято решение делать данное изделие двухплатным, без трансформатора тока, с гальванической связью с сетью основного контроллера, с максимально избыточной силовой частью. Всё-таки прокачать 200 ампер при таких габаритах довольно сложная задача. При этом должна быть унификация – управление не должно кардинально меняться при переходе на режимы работы MMA, TIG, MIG-MAG. В качестве контроллера была выбрана микросхема КА7552 или её более дорогой аналог FA5317 или FA5311. К сожалению, эти микросхемы предназначены для выполнения на их основе обратноходового преобразователя, но никак не прямоходового. Но проблема по переводу этих микросхем в нужный нам режим работы была решена очень простым способом. Режим работы микросхем задаётся внутренним источником калиброванного напряжения, потенциал которого и определяет коэффициент заполнения.
При этом должна быть унификация – управление не должно кардинально меняться при переходе на режимы работы MMA, TIG, MIG-MAG. В качестве контроллера была выбрана микросхема КА7552 или её более дорогой аналог FA5317 или FA5311. К сожалению, эти микросхемы предназначены для выполнения на их основе обратноходового преобразователя, но никак не прямоходового. Но проблема по переводу этих микросхем в нужный нам режим работы была решена очень простым способом. Режим работы микросхем задаётся внутренним источником калиброванного напряжения, потенциал которого и определяет коэффициент заполнения.
Это вход PWM компаратора — DT voltage. Но искусственно ограничивая максимальное напряжение на входе FB pin voltage, мы автоматически переводим микросхему в режим заполнения меньше 50% , что и желательно для прямоходового режима функционирования. Так как внутри микросхемы по входу FB pin voltage уже стоит и калиброванный источник напряжения, и калиброванное сопротивление для задания вытекающего тока, то нам остаётся только выбрать номинал резистора, который надо подключить параллельно входу FB pin voltage и минусу источника питания. Из всего ряда резисторов наиболее подходит номинал 4,7ком. Всё, мы перевели очень просто микросхему в режим работы, который будет применяться в нашем сварочном аппарате.
Из всего ряда резисторов наиболее подходит номинал 4,7ком. Всё, мы перевели очень просто микросхему в режим работы, который будет применяться в нашем сварочном аппарате.
Следующее преимущество этого контроллера – низкое напряжение на входе компаратора, что позволяет использовать очень низкоомные резисторы, и соответственно терять на рассеивании в тепло небольшую мощность. При самых простых расчётах потери в тепло на эмиттерном резисторе будет падать не более 5 ватт.
Значит, мы можем отказаться от трансформатора тока и управлять сварочным аппаратом непосредственно измеряя только один параметр – ток эмиттера.
Теперь перейдём к системе регулирования тока. Наиболее оперативно за током как на входе, так и на выходе сварочного аппарата следят поцикловые системы. Однако из-за довольно нестабильной в условиях сильных электромагнитых помех работы компаратора, эта схемотехника применяется довольно редко. Наиболее распространено управление по среднему току. Хотя эта схемотехника сложней, и в ней присутствуют свои подводные камни в виде неустойчивости системы с автоматическим регулированием при неправильном выборе постоянных времени фильтров и индуктивности выходного дросселя, который включен в систему регулировки, применение её наиболее распространено в силу простоты настройки.
Хотя эта схемотехника сложней, и в ней присутствуют свои подводные камни в виде неустойчивости системы с автоматическим регулированием при неправильном выборе постоянных времени фильтров и индуктивности выходного дросселя, который включен в систему регулировки, применение её наиболее распространено в силу простоты настройки.
Но мы не ищем лёгких путей и останавливаем свой выбор именно на поцикловом слежении за током. Но для начала мы должны разобраться в том, как и что мы собрались регулировать. При токах 130 ампер и выше крутизна наклона токового плато становится очень небольшой. То есть начальный и конечный ток имеют очень небольшую дельту, или разницу. Это хорошо видно на простейшей модели ( модель 1 ).
При среднем токе порядка 155 ампер начало накачивающего импульса проходит с амплитудным значением в 152 ампера, а заканчивающая амплитуда равна 160 ампер. То есть дельта равна 8 ампер. Это равно 5% от среднего тока. Уменьшение индуктивности дросселя улучшит картину, но кардинальных изменений не будет. В реальных условиях на фоне больших электромагнитных помех возможны ложные срабатывания компаратора, и соответственно пропуски накачивающих импульсов. Что проявляется в наличии всяких посторонних звуков в трансформаторе и также перегрузочной работе силовой части. Что есть очень плохо и грозит выходом из строя силовых элементов.
В реальных условиях на фоне больших электромагнитных помех возможны ложные срабатывания компаратора, и соответственно пропуски накачивающих импульсов. Что проявляется в наличии всяких посторонних звуков в трансформаторе и также перегрузочной работе силовой части. Что есть очень плохо и грозит выходом из строя силовых элементов.
С этой проблемой сталкивалось очень большое количество любителей инверторного сваркостроения, которые интересовались вопросом
как сделать сварочный инвертор
. И многие не решив задачу поциклового регулирования переходили на регулирование по среднему значению тока. Но есть вариант создания системы поциклового регулирования надёжно работающей и в таких специфических условиях. Нужно просто отключить компаратор на время всех переходных процессов и подмешать пилообразный сигнал в фазе, но с небольшой амплитудой. Вернее создать не совсем линейно-изменяющийся сигнал, совпадающий по фазе с циклом, а уже к нему подмешать сигнал с датчика тока и с задатчика тока. В этой ситуации наклон токового плато уже не будет иметь решающего значения, а будет учитываться в основном средняя составляющая этого сигнала. И если дельты изменения тока будет хватать для надёжного переключения, то это хорошо, а если нет, то вступает в работу дополнительный нарастающий сигнал. Что и обеспечивает надёжную работу узла компаратора, да и всего устройства в целом.
В этой ситуации наклон токового плато уже не будет иметь решающего значения, а будет учитываться в основном средняя составляющая этого сигнала. И если дельты изменения тока будет хватать для надёжного переключения, то это хорошо, а если нет, то вступает в работу дополнительный нарастающий сигнал. Что и обеспечивает надёжную работу узла компаратора, да и всего устройства в целом.
Узел, формирующий такой дополнительный сигнал, представлен на модели 2. Очень короткий импульс с выхода микросхемы открывает примерно на полмикросекунды транзистор, и соответственно примерно на микросекунду с учётом ёмкостной составляющей компаратор остаётся выключённым из процесса обработки токового сигнала. Для мощной модификации инвертора и для варианта полуавтомата ёмкость конденсатора на переходе коллектор – эмиттер составляет до 0,018 микрофарады. Увеличение больше этого значения может привести ток короткого замыкания до величин опасных для функционирования устройства в обычном режиме.
А схема этого узла предоставлена на рис 3. Точка А это и есть главная точка сумматора, где и формируется основной сигнал управления компаратором.
Точка А это и есть главная точка сумматора, где и формируется основной сигнал управления компаратором.
Получилась очень простая схема, состоящая только из пассивных элементов с низким входным сопротивлением и управлением током. То есть почти идеальный узел управления в условиях мощных помех. В готовом устройстве этот узел стоит недалеко от силового трансформатора и не испытывает никаких проблем от рядом стоящих излучающих узлов. Как с применением трансформатора на торе, так и с применением трансформатора на Ш-образном сердечнике.
Кстати такой же узел с токовым сумматором был применён в предыдущем варианте сварочного инвертора AVT 160 на контроллере UC3845, только пассивный RCD формирователь пилы там был заменён на стандартный транзисторный формирователь с задающего генератора. Ну а теперь перейдём к следующему узлу в инверторном сварочном аппарате AVT 200 — узлу драйверов. Несмотря на некоторое количество рекомендаций применять только драйвера на оптронах с гальванической развязкой, не соглашусь с такой постановкой вопроса. Драйвера на ТГР имеют вполне приличные параметры, просты в изготовлении и имеют наилучшее соотношение цена – качество. Даже некоторые неудобства с намоткой ТГР компенсируются простотой и дешевизной этого узла.
Драйвера на ТГР имеют вполне приличные параметры, просты в изготовлении и имеют наилучшее соотношение цена – качество. Даже некоторые неудобства с намоткой ТГР компенсируются простотой и дешевизной этого узла.
За прототип возьмём классический образец драйвера для мощных мосфетов и биполярных транзисторов с изолированным затвором и немного доработаем его. Доработка будет заключаться в уменьшении номинала затворных резисторов и применении биполярного транзистора BCX 53 в качестве разрядного. Выбор этого транзистора обусловлен его небольшой ценой и вполне достаточными характеристиками в нужном нам SMD корпусе. Изменение номиналов резисторов обусловлено конечной скоростью нарастания импульсов управления, формирующихся после ТГР. Всё, косметические изменения закончены. Конструктивно ТГР намотан жгутом их четырёх изолированных проводов на сердечнике CF138-T2012A.
Выбор сердечника обусловлен соотношением габаритов к поперечному сечению. У этого сердечника он максимален. Количество витков 4 по 30. В качестве проводов использован обычный телефонный провод. Возможно применение и советских сердечников НМ 2000 К 20-12-6 в количестве трёх штук и количеством витков 25. Но возможно и применение других сердечников, подходящих по размерам.
В качестве проводов использован обычный телефонный провод. Возможно применение и советских сердечников НМ 2000 К 20-12-6 в количестве трёх штук и количеством витков 25. Но возможно и применение других сердечников, подходящих по размерам.
Диод VD1 и конденсаторы С1-С4 служат для создания отрицательного потенциала на коллекторе транзистора VT1 и соответственно запирающего сигнала для силового транзистора. Снижение этого потенциала при очень коротких импульсах управления всё равно не приводит до полного исчезновения за счёт ограничения минимальной длительности импульса блоком управления. И вдобавок к этому узел защиты от короткого замыкания отрабатывает за время меньшее, чем одна секунда и отключает полностью силовую часть. Поэтому надёжность этого узла довольно высока.
Следующий узел, какой мы будем рассматривать – это силовой блок. Выбор транзисторов для него обусловлен в первую очередь экономической составляющей. Зачем применять суперсовременные дорогие транзисторы, если старые добрые IRG4PC50U и IRG4PC50W вполне обеспечивают нужные мощностные характеристики. Если выбирать рабочую частоту не больше 40 кгц, то эти транзисторы покажут вполне приемлемые результаты. Выбрав более быстрые IRG4PC50W, мы можем не применять дополнительный снабберный блок, ну и соответственно при использовании IRG4PC50U применить полный комплект снабберных цепочек. В нашем устройстве их два. Один RCD снаббер стоит на плате рядом с силовыми транзисторами. А второй, регенеративный – на плате выходного выпрямителя.
Если выбирать рабочую частоту не больше 40 кгц, то эти транзисторы покажут вполне приемлемые результаты. Выбрав более быстрые IRG4PC50W, мы можем не применять дополнительный снабберный блок, ну и соответственно при использовании IRG4PC50U применить полный комплект снабберных цепочек. В нашем устройстве их два. Один RCD снаббер стоит на плате рядом с силовыми транзисторами. А второй, регенеративный – на плате выходного выпрямителя.
При изготовлении сварочного аппарата, который будет использоваться на токе больше 200 ампер и в жёстких промышленных условиях мы обязательно поставим на плату ( рис 5. ) четыре силовых транзистора по два в параллель.
Этим обеспечится удвоение выходной мощности и распределение тепла на четыре точки теплосъёма. А это актуально, так как мы применяем один общий радиатор и слюдяные изолирующие прокладки толщиной 50 микрон. В свете озвученных ранее условий работы блока управления, перегруза по току в силовых транзисторах не будет. Соответственно и беспокоится о перегреве транзисторов при применении изоляторов не стоит.
Если наш сварочный аппарат будет использоваться в облегченных бытовых условиях и с ограничением максимального тока на уровне 160 ампер, то вполне закономерно применение только одной пары силовых транзисторов. Так как настроечных элементов на плате и схемотехнически не предусмотрено, то регулировку максимального тока будем осуществлять при помощи резисторов R52 – R56. Эти резисторы представляют собой просто кусок нихрома толщиной 1мм от 3-х килловатной нагревательной спирали. Длина – 25 мм, рабочая часть – 15мм. Рабочая часть – это часть свободная от полуды. Если поставить два таких резистора, то максимальный ток ограничим на уровне 120 ампер, если три – то 160ампер, если четыре – то ограничение произойдёт при токе 210 ампер. Все эти цифры довольно условные, ведь у нас ещё есть и состояние питающей сети и режим самой сварки – обычный, с короткой дугой и пр. Подгонку по максимальному току можно выполнить один раз, откалибровать сопротивления по номиналу, а потом просто вставлять нужное количество.
В идеале вместо четырёх резисторов ставится один, нужного нам номинала. Применение самодельного этого изделия обусловлено отсутствием в свободной продаже столь низкоомных резисторов.
А теперь перейдём к плате силового трансформатора. Эта плата при помощи стоек крепится к основной плате. Конструкция получается довольно жёсткой и легко крепящейся к нижней части корпуса посредством металлических уголков. Силовой трансформатор применён в данной конструкции тороидальный , из феррита CF 138 , конструктив – Т6325-С , что означает его физические размеры и наличие эпоксидного защитного покрытия. Применение такого трансформатора выгодно по нескольким причинам – обмотки располагаются вокруг сердечника и соответственно имеют максимальную теплопередачу в окружающую среду. Площадь окна сердечника геометрически намного больше, чем у таких же размеров, но Ш-образного. И ещё немаловажный фактор – это небольшие размеры по высоте, что при нашей двухплатной конструкции позволяет уложится в общую ширину конструктива меньше 120 мм , что бы можно было использовать данный силовой модуль как ремкомплект ко многим импортным инверторным сварочным аппаратам. Применяя сердечник в аппарате с током порядка 200 ампер нужно доработать феррит до нужных кондиций. Я использую два варианта доработки – один это просто сломать сердечник, предварительно сделав пазы по диаметру, а потом склеить эпоксидкой с зазором из кальки в 0,04 мм с каждой стороны. Есть и другой способ – это надрез алмазным отрезным кругом, толщиной 0,4 мм на две трети по сечению. Так получается виртуальный зазор, который ничем не уступает реальному, но проще. Для аппаратов с выходным током 150 ампер и менее можно просто увеличить процентов на 20 количество витков в обмотках и ничего не резать и не колоть.
Применяя сердечник в аппарате с током порядка 200 ампер нужно доработать феррит до нужных кондиций. Я использую два варианта доработки – один это просто сломать сердечник, предварительно сделав пазы по диаметру, а потом склеить эпоксидкой с зазором из кальки в 0,04 мм с каждой стороны. Есть и другой способ – это надрез алмазным отрезным кругом, толщиной 0,4 мм на две трети по сечению. Так получается виртуальный зазор, который ничем не уступает реальному, но проще. Для аппаратов с выходным током 150 ампер и менее можно просто увеличить процентов на 20 количество витков в обмотках и ничего не резать и не колоть.
Намотка и расчёт силового трансформатора стандартны и каких-либо тонкостей не имеют, кроме того, что можно применять обмоточные провода меньшего сечения в связи с хорошим охлаждением обмоток. На плате силового трансформатора ( рис 7 ) также установлен дополнительный блок регенеративного снаббера. Отличие от стандартной схемотехники только в одном – шины источника питания 300 вольт зашунтированы прямо на плате конденсатором 1 мкф 400 вольт. Что даёт полную компенсацию индуктивности проводов соединяющих источник 300 вольт и снаббер.
Что даёт полную компенсацию индуктивности проводов соединяющих источник 300 вольт и снаббер.
В остальном плата силового трансформатора особенностей не имеет. Дроссель выполнен на обычном трансформаторном железе стержневого типа с поперечным сечением 3,5 — 4 см.кв. длинной около 80 – 90 мм , количество витков – 10. Продолжение следует.
Автор статьи: Тараненко А. В.
Кроме статьи «Как сделать сварочный инвертор своими руками» смотрите также:
Что нужно для того, чтобы правильно собрать сварочный аппарат, можно ли сделать сварочный аппарат своими руками.
Для сборки аппарата сварочного своими руками одного желания будет недостаточно, а если быть точным — маловато. Поэтому естественным образом в голову закрадывается мысль,
«А можно ли вообще собрать аппарат сварочный самостоятельно?». Можно и даже нужно!
Что необходимо для сборки сварочного аппарата
Для сборки сварочного инвертора своими руками первоначально необходимо определиться с электрической схемой, которая будет соответствовать необходимым рабочим параметрам аппарата.
Схема выбирается на основании параметров тока сварочного и комплектующих, из которых планируется собрать сварочный аппарат. Напомним, что максимальный уровень сварочного тока для сварочных аппаратов, может быть задан в рабочем интервале от 40 до 130 А.
Мощность сварочного тока в данном случае позволит производить сварку деталей электродом 3 мм. В качестве схемы и элементной базы для сварочного аппарата рекомендуется использовать радиодетали советского производства: диоды, тиристоры, резисторы, транзисторы, конденсаторы, дроссели, а также «не пробитые» готовые трансформаторы.
Как показывает практика, отработанные и проверенные веками схемы не будут в дальнейшем нуждаться в сложной регулировке и настройке стендовым оборудованием.
Не помешает также полистать журналы «Радиолюбитель» за 60-е годы, где доступно, а главное правдиво изложены основы знаний по электротехнике для жаждущих и поклонников радиоэлектроники.
Если рассмотреть сборку сварочного инвертора фабричного изготовления «Made in China», ценой до 500 у. е., то можно обнаружить знакомые со времен эпохи СССР электронные элементы. Ах, вот откуда «дровишки»!
е., то можно обнаружить знакомые со времен эпохи СССР электронные элементы. Ах, вот откуда «дровишки»!
Позаимствованная однажды схема была взята на вооружение китайскими специалистами, которые наладили серийное производство сварочных аппаратов. Так почему бы не собрать сварочный инвертор своими руками, приобретя за копейки необходимые элементы.
Из каких элементов должен состоять сварочный аппарат
Сварочный аппарат предназначен для работы с электродами до 4-5 мм и обладает значительным запасом по току.
Основные технические характеристики аппарата сварочного:
• максимальный рабочий ток от 220 до 250 А
• питанием является бытовая электросеть 220 В
• наличие тока холостого хода до 30 А
• управление током сварки от 30 до 220 А.
Сварочный аппарат, который собирается своими руками, должен состоять из блока питания и собственно электронного блока. Конструкцию электронного блока необходимо продумать, учитывая размеры и схему крепления и установки выходного трансформатора, а также охлаждающих элементов.
Конструкцию электронного блока необходимо продумать, учитывая размеры и схему крепления и установки выходного трансформатора, а также охлаждающих элементов.
Конструктивно сварочный аппарат, собираемый самостоятельно, состоит из блоков:
• блока питания
• блока выпрямителя
• блока инвертора
блок питания
Основным элементом блока питания сварочного инвертора является трансформатор трехфазный с двумя обмотками. Рекомендуется производить соединение первичных обмоток на магнитопроводе по типу «звезда» или «треугольник». Такие типы соединения применяют для устройства в случае его питания от сети потребителя напряжением 220/380 В.
Если планируется подключение устройства к однофазной сети 220 В., применяют соединение обмоток крайних стержней магнитопровода параллельно-встречным соединением.
Схему соединения вторичной обмотки необходимо фиксировать в разомкнутый «треугольник». Для ручной намотки значение витков обмоток трансформатора является расчетным.
Для ручной намотки значение витков обмоток трансформатора является расчетным.
Так, например для блока питания, рассчитанного на источник тока 250 А, будет применена схема, в которой:
• для первичной обмотки трансформатора, который формируется самостоятельно, первичная обмотка будет состоять из 100 витков провода ПЭВ сечением 0,3 мм.
• для вторичной обмотки 2 будет задействовано 15 витков провода сечением 1 мм.
• для вторичной обмотки 3 будут использованы 15 витков ПЭВ сечением 0,2 мм.
• для вторичной обмотки 4 и 5 используют 20 витков провода сечением 0,35 мм.
Намотка трансформатора осуществляется на ферритовый сердечник Ш7х7 или 8х8.
Конструкция и блок питания, включая трансформатор должны находится в определенном температурном режима, поэтому необходимо предусмотреть наличие вентилятора 220 В на 0,13 А. Для этих целей можно использовать вентиляторы от старых РС Pentium 4.
принцип действия инверторной схемы
Согласно схеме работоспособность инвертора сварочного осуществляется от сети 220 В, начиная с выпрямления сглаживающими конденсаторами.
Затем полученный импульс подается на транзисторные ключи, осуществляющие передачу постоянного напряжения в высокочастотное переменное. Высокочастотное переменное напряжение подается на трансформатор ферритовый.
Таким образом, основными этапами преобразования энергии в инверторе являются:
• выпрямление входного переменного напряжения сети 220 В
• преобразование напряжения постоянного в высокочастотное переменное
• понижение напряжения высокочастотного
• выпрямление пониженного напряжения.
блок выпрямителя
Инверторная схема состоит из мощных транзисторов-ключей, переключающихся с частотой до 80 кГц. Чтобы транзисторы заработали, необходимо подать постоянное напряжение, полученное с выпрямителя. В качестве выпрямителей в схеме сварочного инвертора выступает диодный мост, сигнал который сглаживается фильтрами конденсаторами.
Так осуществляется основная ступень преобразования входного напряжения. Транзисторы переключаются на частоте до 80 кГц, поэтому работа понижающего трансформатора осуществляется на такой же частоте.
Необходимо напомнить, что на конденсаторах фильтра напряжение превосходит напряжение с выходом диодного моста в 1,41 раза. После прохождения диодного моста пульсирующее напряжение 220В будет накоплено конденсаторами по формуле: 220В х 1,41 = 310,2 В.
Ограничение рабочего напряжения в 250 В позволит получить 350 В на выходе фильтра, что и требовалось получить. Благодаря высокой частоте можно уменьшить вес и габариты трансформатора.
На плате блока выпрямителя предусмотрено место установки реле промежуточного и вентилятора охлаждения.
Сборка сварочного инвертора
Корпус сварочного инвертора может быть изготовлен из тонкой листовой стали, текстолита или винипласта. Отлично, если в хозяйстве домашнего Мастера имеется готовый корпус от какого-либо прибора.
Произведите компоновку основных собранных блоков инвертора и закрепите их. На лицевую сторону корпуса необходимо установить светодиодный индикатор и тумблер для включения, а также переменное сопротивление для регулировки мощности сварочного тока.
На корпусе должны быть также расположены зажимы для кабелей сварочных.
Сварочный аппарат переменного тока своими руками на 120-150 А
Сварочный аппарат своими руками
Содержание статьи:
С появлением электродуговой сварки произошёл большой технический прогресс. На данный момент электросварка вытеснила практически все остальные виды сварки металла. Электросварка широко применяется в быту и в промышленности, а технологии сопутствующие ей, все время улучшаются.
И хотя на сегодняшнее время в продаже существует немалое количество разнообразных моделей сварочных аппаратов, начиная от нерегулируемых и заканчивая инверторными аппаратами, многие пытаются сделать сварочный аппарат своими руками.
Как выглядит самостоятельная сборка аппарата для электродуговой сварки? Что нужно знать для того, чтобы сделать сварочный аппарат? Читайте в строительном журнале samastroyka. ru.
ru.
Сварочный аппарат переменного тока своими руками
Сварка переменным током в быту получила наибольшее распространение по целому ряду причин. В первую очередь, это связано с большей надёжностью сварочных аппаратов переменного тока и их дешевизной. На производстве, в основном, используются сварочные аппараты постоянного тока.
К тому же, сделать простой сварочный аппарат переменного тока куда проще, чем постоянного. Для его самостоятельного изготовления, потребуются:
- Листовой текстолит толщиной в 2 мм, для изготовления каркаса обмоток трансформатора;
- Провод ПЭВ-2 (1,9 или 2,7 мм) для намотки первичной обмотки трансформатора;
- Алюминиевая шина 5 на 6 мм (30 мм2), будет использоваться для намотки вторичной обмотки трансформатора;
- Пропиточный лак, для промазки каждого слоя первичной обмотки трансформатора сварочного аппарата;
- Киперная лента или тонкая хлопчатобумажная ткань, для изоляции вторичной обмотки.
- Пластины холоднокатаной трансформаторной стали, шириной не более 40 мм и толщиной в 0,35 мм, будут нужны для сборки сердечника трансформатора.
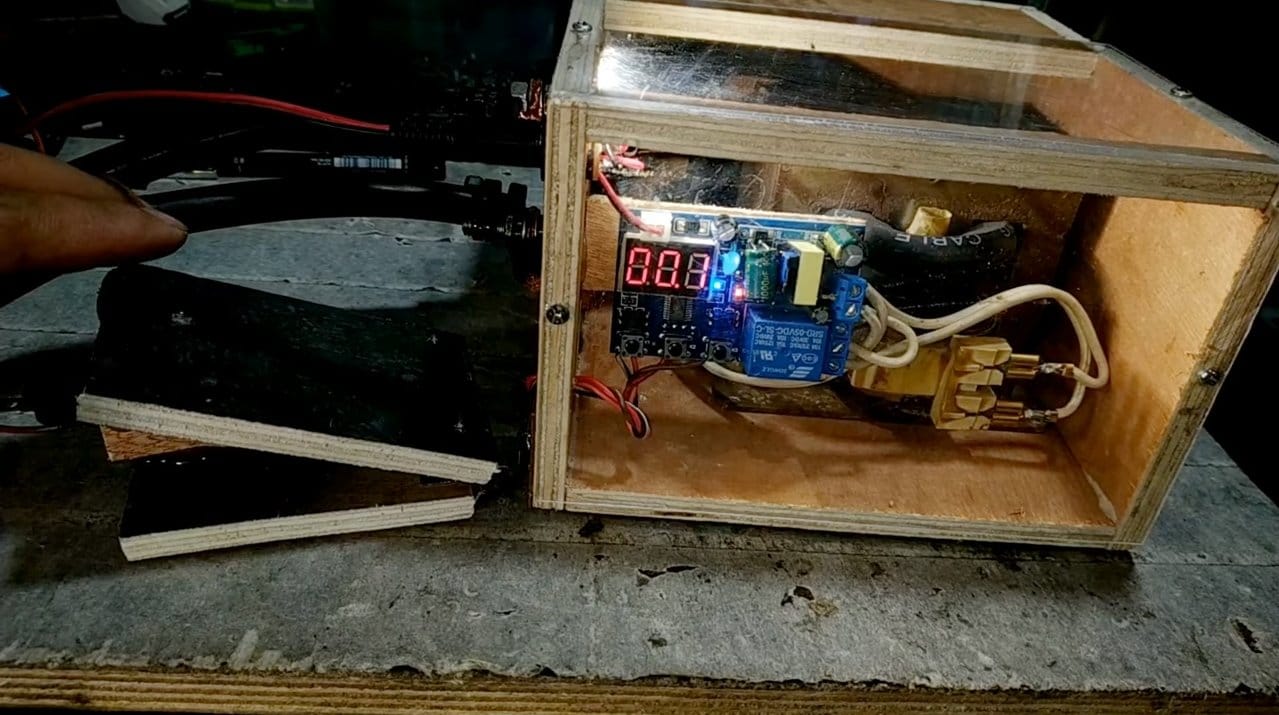
Можно заменить холоднокатаную трансформаторную сталь листовой. Сначала сталь нужно порезать болгаркой на полосы, а затем разделить их на равные фрагменты длиной в 108 и 186 мм. Обязательно заусеницы на краях полос, следует аккуратно снять посредством надфиля.
Сборка сварочного аппарата
Приведённый в данной статье сварочный аппарат переменного тока даёт возможность получить два фиксированных значения сварочного тока, на 150 и 120 А. Обмотки трансформатора мотаются на двух стеклотекстолитовых каркасах с обязательным разделением первичной и вторичной обмотки, посредством изолирующего слоя.
Размеры стеклотекстолитовых каркасов должны быть несколько большими, чем стального сердечника трансформатора. Только так можно будет впоследствии без проблем насадить обмотку на сердечник. Чтобы усилить каркас перед намоткой первичной обмотки его лучше всего насадить на деревянную оправку, и только после этого продолжать выполнение работ.
Первичная обмотка сварочного аппарата
Сначала наматывается первичная обмотка трансформатора, которая будет состоять из двух отдельных секций по 230 витков, которые впоследствии соединяются параллельно друг с другом. В данном случае для намотки первичной обмотки используется провод 1,9 мм. Если под рукой оказался провод 2,7 мм, то первичные обмотки будут иметь не 230 витков, а 115, к тому же, соединять их нужно будет уже последовательно.
Каждый слой обмотки в обязательном порядке промазывается пропиточным лаком, а в качестве изоляции применяется тонкий прессшпан, толщиной в 0,5-1 мм. Также, после намотки каждого слоя провода, его нужно тщательно уплотнить, используя для этих целей деревянную киянку.
Вторичная обмотка трансформатора
Вторичная обмотка сварочного аппарата переменного тока наматывается из алюминиевой шины, сечением в 30 мм2. Перед тем, как наматывать шину, её нужно тщательно заизолировать, используя для этих целей киперную ленту или тонкую хлопчатобумажную ткань, порезанную на узкие полоски, шириной не более 20 мм.
Вторичная обмотка трансформатора для сварочного аппарата, точно так же, как и первичная, располагается на нескольких каркасах и содержит по 34 и 8 витков алюминиевой шины. Также как и при намотке первичной обмотки трансформатора, каждый слой алюминиевой шины простукивается и уплотняется деревянным молотком.
Сборка трансформаторного сердечника
Сердечник для трансформатора, как было сказано выше, набирается из пластин трансформаторной стали, толщиной до 0,35 мм. Для сборки сердечника допускается использовать листовую сталь от трансформаторной подстанции (трансформатора).
После этого, собранный и намотанный трансформатор помещается в защитный корпус с вентиляционными отверстиями. Внимание! Для изготовления корпуса сварочного аппарата можно использовать только немагнитный металл, например, алюминий. Можно взять для этих целей и текстолит.
Чтобы подключить первичную обмотку трансформатора к сети 220 Вольт, необходимо воспользоваться медным кабелем, сечение которого будет не менее 6 мм2.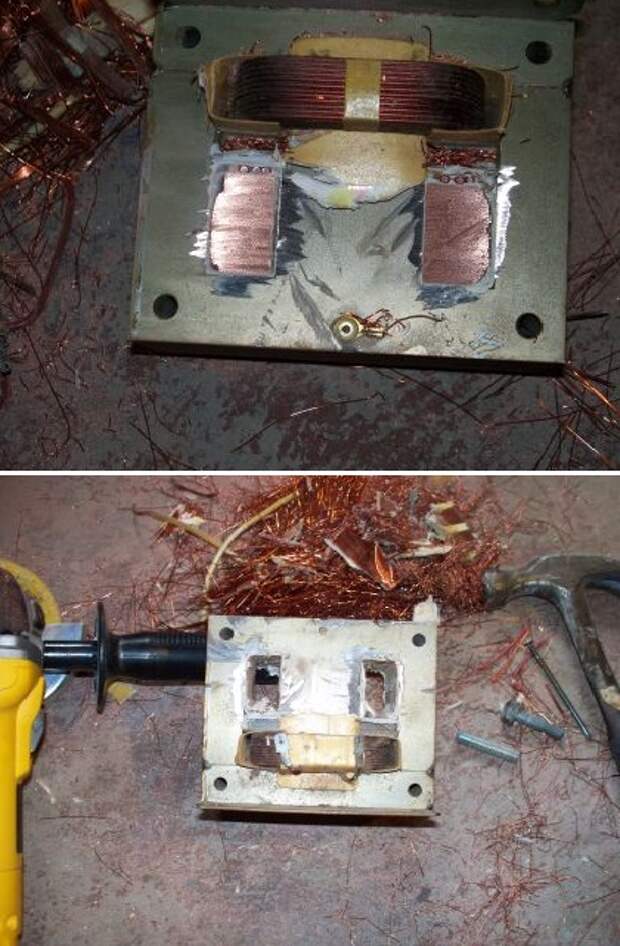 Розетка для подключения сварочного аппарата, должна быть рассчитана на силу тока не менее чем в 63 А, имеющая в своей конструкции специальный заземляющий нож.
Розетка для подключения сварочного аппарата, должна быть рассчитана на силу тока не менее чем в 63 А, имеющая в своей конструкции специальный заземляющий нож.
Концы вторичной обмотки сварочного аппарата подсоединяются к 8-10 мм, латунным шпилькам, закреплённым через диэлектрическую основу к корпусу трансформатора.
Оценить статью и поделиться ссылкой:
Самодельная электросварка. Сварочный аппарат своими руками
При необходимости выполнения каких-либо несложных сварочных работ Для бытовых нужд необязательно приобретать дорогостоящий заводской агрегат. Ведь при знании некоторых тонкостей можно легко собрать сварочный аппарат своими руками, о чем пойдет речь ниже.
Сварочные аппараты: Классификация
Сварочные аппараты бывают электрические или газовые.Стоит сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку в их состав входят баллоны с взрывоопасным газом, держать эту установку не стоит.
Поэтому в контексте самостоятельной сборки Конструкции будут обсуждаться исключительно об электрических версиях . Такие агрегаты тоже делятся на разновидности:
- Установки-генераторы оснащены собственным генератором тока. Отличительная особенность — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать его будет сложно.
- — такие установки, особенно полуавтоматического типа, очень распространены среди тех, кто изготавливает сварочное оборудование своими силами. Питание от сети 220 или 380 В.
- — такие установки просты в использовании и идеально подходят для дома, конструкция компактна и мало весит, но электронная схема довольно сложна.
- Выпрямители — эти устройства просто собирают и применяют специально. С их помощью качественно выполнить сварные швы сможет даже новичок.
Трансформаторы
Инверторы
Для того, чтобы собрать инвертор в домашних условиях, потребуется схема с соблюдением требуемых параметров. Рекомендуется брать детали из старых советских приборов:
Рекомендуется брать детали из старых советских приборов:
Параметры для устройства, которые вы можете выбрать:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока 250 А.
- Источник напряжения — бытовая сеть 220 В.
- Регулировка сварочного тока от 30 до 220 А.
В состав инструмента входят такие комплектующие:
- блок питания;
- ;
- .
Выпрямитель
Инвертор
Начать с обмотки трансформатора И действовать в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполнить первую намотку (100 витков проводом ПЭВ 0,3 мм).
- Вторая обмотка на 15 витков, провод сечением 1 мм).
- Третья обмотка — 15 витков с проводом ПЭВ 0,2 мм.
- Четвертый и пятый — соответственно по 20 витков с проводами сечением 0,35 мм.
- Для охлаждения трансформатора снимите вентилятор с компьютера.

Для того, чтобы ключи транзисторов работали непрерывно, напряжение должно подаваться на них после выпрямителя и конденсаторов. Блок выпрямителя Соберите по схеме на плате, а все приборные узлы закрепите в корпусе. Можно использовать старый корпус от магнитолы , а можно сделать самому.
На передней части корпуса установлен светодиодный индикатор , который указывает на то, что устройство включено в сеть. Здесь можно поставить дополнительный выключатель, а также предохранитель. Также его можно установить на задней стенке и даже в самом корпусе.
Все зависит от его габаритов и конструктивных особенностей. На передней части корпуса установлено переменное сопротивление, с его помощью можно регулировать рабочий ток . Когда вы соберете все электрические схемы, проверьте машину специальным прибором или тестером и можете ее протестировать.
Сборка трансформаторной версии будет отличаться от предыдущей. Этот агрегат работает на переменном токе, но для сварки постоянным током к нему нужно собрать простую консоль.
Для работы понадобится трансформатор для сердечника , а также несколько десятков метров толстой проволоки или толстая медная шина. Все это можно найти в приеме металлов. Сердечник лучше делать П-образным, тороидальным или круглым. Многие также берут статор от старого электродвигателя.
Инструкция по сборке П-образного сердечника выглядит так:
- Возьмите трансформатор сечением от 30 до 55 см 2. Если показатель больше, то прибор будет слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм 2, снабженный термостойкой изоляцией из стекловолокна или ваты. Изоляция важна, так как при работе обмотка может нагреваться до 100 градусов и выше.В обмоточном проводе сечение бывает квадратного или прямоугольного сечения. Однако такой вариант найти сложно. Также подойдет и обычный с таким же сечением, но только с него нужно будет снять изоляцию, накрутить стеклопластик и хорошенько пропитать электролаком, затем просушить. В первичной обмотке 200 витков.
- Для вторичной обмотки потребуется около 50 витков. Проволоку резать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной найдите место, где напряжение около 60 В.Для поиска такой точки заведите или поливайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем у первичной обмотки, в 1,7 раза.
- Установить готовый трансформатор в корпус.
- Для вывода вторичной обмотки потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Разрезать его конец и просверлить отверстие диаметром 10 мм, и вставить конец провода, предварительно очищенный от изоляции. Затем съешьте его легкими ударами молотка.Чтобы усилить контакт провода с трубкой-наконечником, наденьте на него сердечник насечки. Самодельные клеммы прикручиваются к корпусу с помощью гаек и болтов. Детали лучше всего использовать медь. Намотав вторичную обмотку. Отводы желательно делать через каждые 5-10 витков, они позволят ступенчато изменять напряжение на электроде;
- Для изготовления электрического держателя возьмем трубу диаметром около 20 мм и длиной около 20 см. На концах примерно в 4 см от торцевой части вырежьте выемку на половину диаметра.Вставьте электрод в выемку и прижмите пружину к приварной втулке из стали диаметром 5 мм. Ко второму конусу прикрепите тот же провод, который использовался для вторичной обмотки, используя гайку и винт. Наденьте на держатель резиновую трубку подходящего внутреннего диаметра.
 В первичной обмотке 200 витков.
В первичной обмотке 200 витков.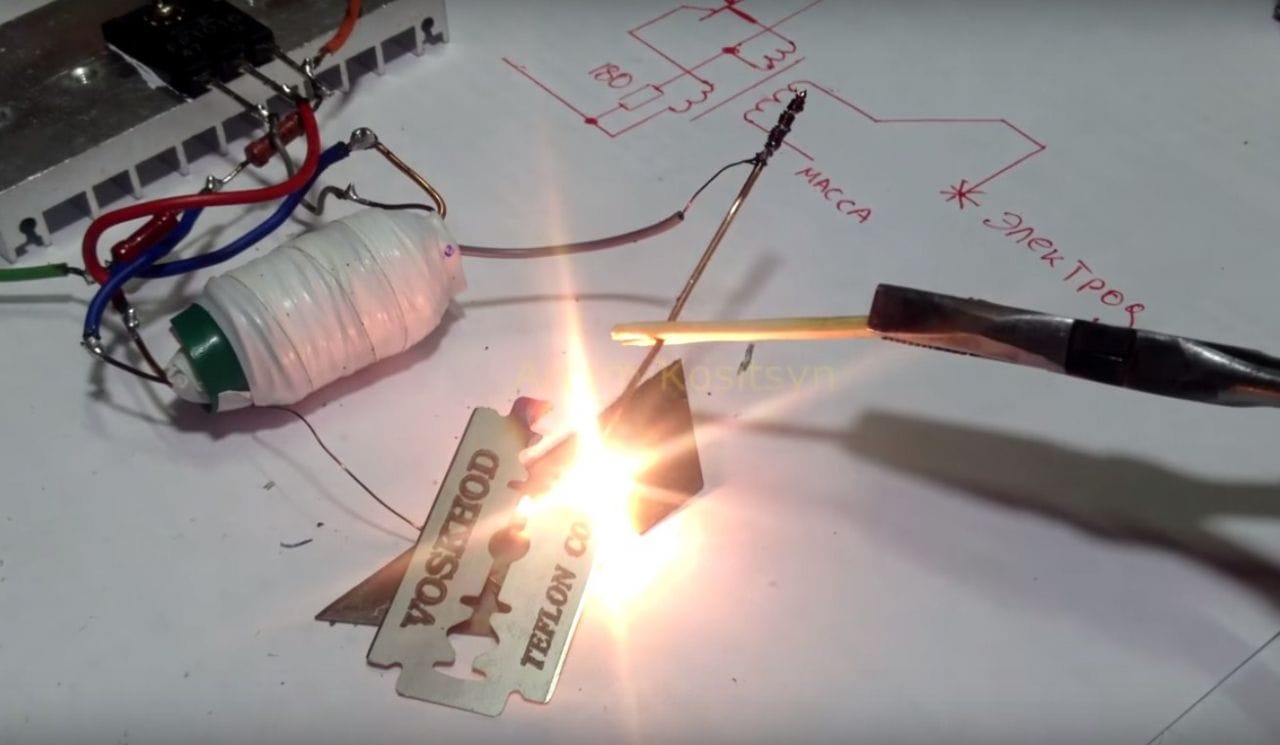 На концах примерно в 4 см от торцевой части вырежьте выемку на половину диаметра.Вставьте электрод в выемку и прижмите пружину к приварной втулке из стали диаметром 5 мм. Ко второму конусу прикрепите тот же провод, который использовался для вторичной обмотки, используя гайку и винт. Наденьте на держатель резиновую трубку подходящего внутреннего диаметра.
На концах примерно в 4 см от торцевой части вырежьте выемку на половину диаметра.Вставьте электрод в выемку и прижмите пружину к приварной втулке из стали диаметром 5 мм. Ко второму конусу прикрепите тот же провод, который использовался для вторичной обмотки, используя гайку и винт. Наденьте на держатель резиновую трубку подходящего внутреннего диаметра.Готовый аппарат в сеть лучше всего подключать при помощи проводов сечением от 1,5 с м 2 и более, а также голавля. Ток в первичной обмотке обычно не превышает показателя 25 А, а во вторичных колеблется в пределах 6-120 А.при работе с электродами диаметром 3 мм каждые 10-15 делают упоры так, чтобы трансформатор охладился . Если электроды тоньше, в этом нет необходимости. Если вы работаете в режиме резки, нужны более частые перерывы.
Мини сварка своими руками
Для самостоятельной сборки миниатюрного сварочного аппарата вам понадобится всего несколько часов и такие материалы:
Сначала аккуратно разбираем старый аккумулятор И снимаем с него графитовый стержень. В конце будет заточить кожу и протереть сухой тряпкой. Кусок толстой проволоки на расстоянии 4-5 см от конца, очистить от изоляции и с помощью проходных или боковых петель завести петлю. Вставьте в него угольный электрод.
В конце будет заточить кожу и протереть сухой тряпкой. Кусок толстой проволоки на расстоянии 4-5 см от конца, очистить от изоляции и с помощью проходных или боковых петель завести петлю. Вставьте в него угольный электрод.
Снимаем вторичную обмотку с трансформатора и на ее место смешиваем толстый провод 12-16 витков. Теперь все это вставлено в соответствующий футляр — и прибор готов.
Его провода
стыкуются с выводами вторичной обмотки, угольный стержень вставляется в петлю И он хорошо обжимается.Плюс выход соединяется с электрододержателем, а минус — с двумя рабочими частями. Ручка держателя может быть адаптирована для электрода.
Можно применить ручку паяльника или что-то подобное. Включите прибор в бытовую сеть и выполните соединение деталей графитом . Должно быть пламя, а на торце деталей образуется шов сферической формы.
Для домашней мастерской очень важно наличие сварочного аппарата.Эти устройства имеют различных исполнений и модификаций. И новички, и опытные мастера часто отдают предпочтение не заводским, а самодельным устройствам, которые можно доработать по своему усмотрению.
И новички, и опытные мастера часто отдают предпочтение не заводским, а самодельным устройствам, которые можно доработать по своему усмотрению.
В Арсенале самодельные Мастера есть множество инструментов на все случаи жизни.
Сварочный аппарат — незаменимый прибор для настоящих умельцев. Его можно купить в магазинах. Однако интереснее и дешевле собрать своими руками.
У некоторых есть сварочный аппарат, о котором мечтает каждый мастер.
Его уже сегодня можно купить в специализированных магазинах. Моделей много. В продаже есть различные аксессуары для устройства и расходные материалы. Можно ли сделать сварочный аппарат своими руками? Ответ прост: даже может понадобиться!
Типы сварочных аппаратов
Все аппараты для сварочных работ делятся на газовые и электрические. Газовые установки не совсем подходят для использования в быту. Они требуют особого отношения, так как оснащены взрывоопасными баллонами с газом. Поэтому мы должны вести только об электрических устройствах. Они тоже разные:
Поэтому мы должны вести только об электрических устройствах. Они тоже разные:
Сварочный инвентарь экономичен и идеально подходит для домашнего использования.
- Генераторы. Эти настройки имеют свой текущий генератор тока. Они отличаются очень большим весом и громоздкими размерами. Для домашней сборки и аппликаций не подходят.
- Трансформаторы. Такие устройства могут питаться от сети 220 или 380 вольт. Особенно популярен, особенно полуавтомат.
- Инверторы.Очень экономичные устройства, идеально подходящие для дома. Отличается малым весом, но довольно сложной электронной схемой.
- Выпрямители. Проста в изготовлении и использовании. Сделать качественные швы умеют даже начинающие сварщики. Идеально подходит для сборки своими руками.
Вернуться в категорию
Как начать сборку инвертора?
Для сборки инвертора нужно выбрать схему, которая обеспечит необходимые параметры устройства. Рекомендуется использовать детали советского производства. Особенно это касается диодов, конденсаторов, транзисторов, резисторов, дросселей, тиристоров и готовых трансформаторов. Собранное на этих деталях оборудование не требует сложной настройки. Все элементы очень компактны на плате. Для изготовления устройства можно выбрать следующие параметры:
- Сварочный аппарат должен работать с электродами диаметром до 4-5 мм.
- Величина рабочего тока не более 250 А.
- Электроснабжение — напряжение бытовой сети 220 В.
- Регулировка сварочного тока в диапазоне 30-220 А.
Сварочный аппарат состоит из нескольких блоков: блока питания, выпрямителя и инвертора.
Начать своими руками сварочный аппарат инверторного типа можно с намоткой трансформатора в таком порядке:
Для сборки инвентаря потребуется ферритовый сердечник.
- Нужно взять ферритовый сердечник ш8х8. Можно использовать sh7x7.
- Первичная обмотка No.1 состоит из 100 витков, намотанных проводом ПЭВ 0,3.
- Вторичная обмотка № 2 наблюдает за сечением 1 мм. Количество витков — 15.
- Обмотка №3 — 15 витков провода ПЭВ 0,2 мм.
- Обмотки №4 и №5 состоят из 20 витков провода сечением 0,35 мм.
- Для охлаждения трансформатора можно использовать вентилятор на 220 В, 0,13 А. Этим параметрам соответствует вентилятор от компьютера Pentium 4.

Чтобы ключи транзисторов работали бесперебойно, их нужно подавать после выпрямительных и сглаживающих конденсаторов.Выпрямительный блок собран по простой схеме на плате. Все узлы сварочного аппарата закреплены в корпусе. Что ж, если в хозяйстве мастера окажется подходящий футляр от радиопроба, то от подруги делать это не обязательно.
На лицевой стороне корпуса находится светодиодный индикатор, который по свечению замечается при включении устройства в сеть. Сразу можно установить дополнительный выключатель любого типа и предохранитель.Предохранитель может быть установлен как на задней стенке, так и в самом корпусе. Это зависит от его конструкции и габаритов. На лицевой стороне корпуса также размещено переменное сопротивление, которым будет регулироваться рабочий ток.
Это зависит от его конструкции и габаритов. На лицевой стороне корпуса также размещено переменное сопротивление, которым будет регулироваться рабочий ток.
Если электрические схемы собраны правильно, все проверено тестером или другим прибором, можно протестировать прибор.
Вернуться в категорию
Как собрать трансформаторный аппарат?
Процесс сборки трансформаторного аппарата под сварку немного отличается от предыдущего варианта.Работает на переменном токе. Для приварки к нему постоянного тока собирается простейшая приставка. Для сборки устройства понадобится трансформаторное железо для сердечника и несколько десятков толстых медных покрышек или просто толстая проволока. Искать эти вещи можно в пунктах приема цветных и черных металлов, у друзей и знакомых. Сердечник рекомендуется делать П-образным, но можно и круглым, тороидальным. Некоторые мастера успешно используют в качестве сердечника статор сгоревшего электродвигателя.Для сердечника П-образной формы порядок сборки может быть:
Для выполнения первичной обмотки потребуется обмоточный провод.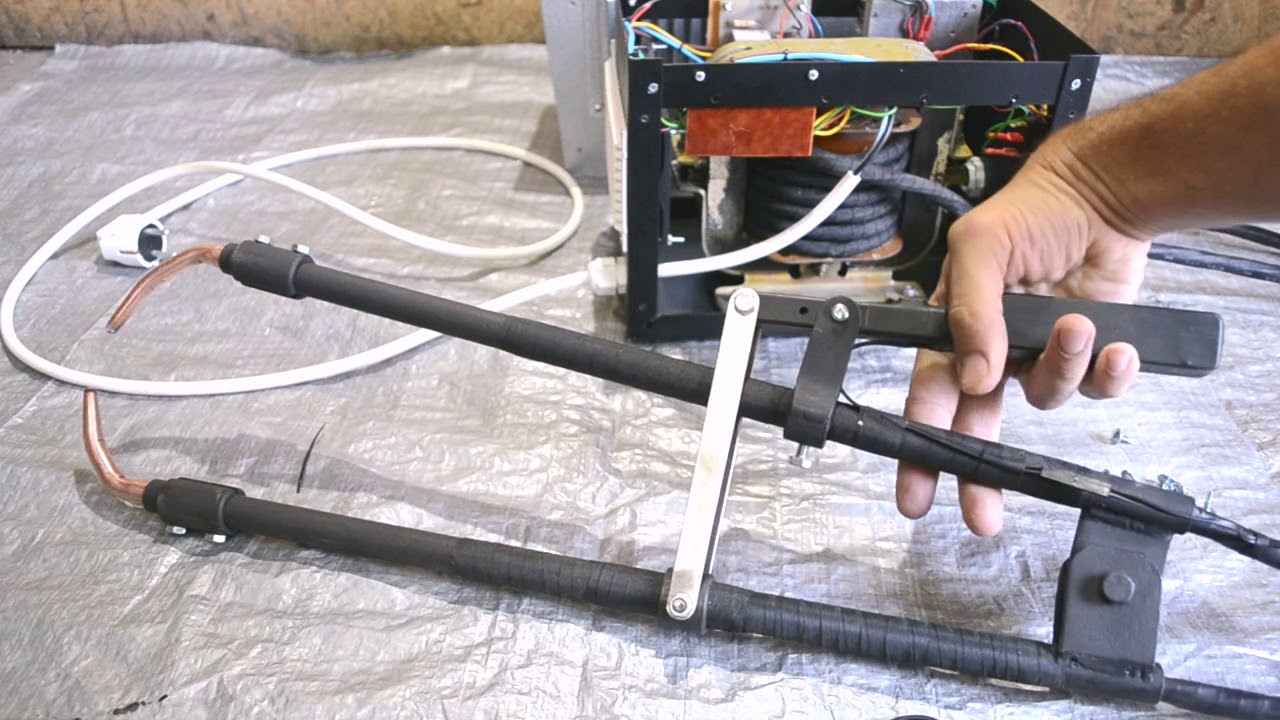
- Набрать сердечник из трансформаторного железа до оптимального сечения примерно 55 квадратных сантиметров. Можно и больше, но устройство будет сложным. При сечении менее 30 см² устройство может потерять некоторые свои качества.
- Для выполнения первичной обмотки отлично подойдет специальный обмоточный провод на сечение 5-7 мм².Изготовлен из меди, имеет термостойкую стеклопластиковую или хлопковую изоляцию. Это очень важно, ведь при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное. Такую проволоку найти не всегда удается. Его можно заменить обычным проводом того же сечения и доработать: снять изоляцию, обернуть полоски проводов из стеклопластика, пропитать специальным электролаком и просушить. Первичная обмотка состоит из 200-230 витков.
- Для вторичной обмотки сначала можно получить 50-60 витков. Не обрезайте провод. Вам необходимо включить первичную обмотку в сеть. Найдите на проводах вторичной обмотки место, где напряжение равно 60-65 В. Чтобы найти эту точку, придется намотать или приложить дополнительные витки. Можно намотать алюминиевую проволоку, увеличив сечение в 1,7 раза.
- Собирается самый простой трансформатор. Осталось поместить его в подходящий футляр.
- Для выводов вторичной обмотки выполнены медные клеммы.Берут трубку диаметром около 10 мм длиной 3-4 см. Его конец расщепляется, и в нем просверливается отверстие диаметром 10 мм. В другой конец трубки нужно вставить очищенный от изоляции конец провода и усилить его легкими ударами того же молотка. Для усиления контакта провода с трубкой-наконечником можно наложить на него сердечник. Самодельные клеммы прикручиваются к корпусу гайками и гайками М10. Желательно подобрать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода.Эти отводы позволят ступенчато изменять напряжение на электроде.
- Осталось изготовить электрододержатель. Он может быть изготовлен из трубы диаметром примерно 18-20 мм. Общая длина около 25 см. На концах в 3-4 см от конца выемки вырезают примерно до половины диаметра. Электрод вставляется в выемку и прижимает пружину к приваренному куску стальной проволоки диаметром 6 мм. К другому концу крепится винт и гайка М8 того же провода, из которого сделана вторичная обмотка.На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать устройство к домашней сети рекомендуется при помощи отбойника и проводов сечением от 1,5 мм² и более. Ток в первичной обмотке обычно не выше 25 А. Во вторичной обмотке он может составлять от 60 до 120 А. При работе рекомендуется делать перерыв через 10-15 электродов диаметром 3 мм на замыкание. перерыв, чтобы трансформатор остыл. С более тонкими электродами этого сделать нельзя. В режиме резки следует чаще делать перерывы.
 Чтобы найти эту точку, придется намотать или приложить дополнительные витки. Можно намотать алюминиевую проволоку, увеличив сечение в 1,7 раза.
Чтобы найти эту точку, придется намотать или приложить дополнительные витки. Можно намотать алюминиевую проволоку, увеличив сечение в 1,7 раза.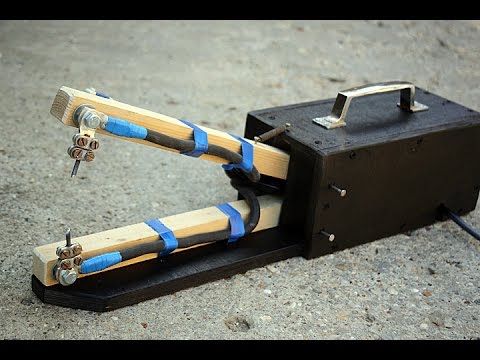 Общая длина около 25 см. На концах в 3-4 см от конца выемки вырезают примерно до половины диаметра. Электрод вставляется в выемку и прижимает пружину к приваренному куску стальной проволоки диаметром 6 мм. К другому концу крепится винт и гайка М8 того же провода, из которого сделана вторичная обмотка.На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать устройство к домашней сети рекомендуется при помощи отбойника и проводов сечением от 1,5 мм² и более. Ток в первичной обмотке обычно не выше 25 А. Во вторичной обмотке он может составлять от 60 до 120 А. При работе рекомендуется делать перерыв через 10-15 электродов диаметром 3 мм на замыкание. перерыв, чтобы трансформатор остыл. С более тонкими электродами этого сделать нельзя. В режиме резки следует чаще делать перерывы.
Общая длина около 25 см. На концах в 3-4 см от конца выемки вырезают примерно до половины диаметра. Электрод вставляется в выемку и прижимает пружину к приваренному куску стальной проволоки диаметром 6 мм. К другому концу крепится винт и гайка М8 того же провода, из которого сделана вторичная обмотка.На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать устройство к домашней сети рекомендуется при помощи отбойника и проводов сечением от 1,5 мм² и более. Ток в первичной обмотке обычно не выше 25 А. Во вторичной обмотке он может составлять от 60 до 120 А. При работе рекомендуется делать перерыв через 10-15 электродов диаметром 3 мм на замыкание. перерыв, чтобы трансформатор остыл. С более тонкими электродами этого сделать нельзя. В режиме резки следует чаще делать перерывы. Не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж и сложно. Это имеет смысл, если он предназначен для использования в личном подсобном хозяйстве, где применяется только время от времени. При этом самодельный сварочный аппарат, стоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снимать с различных бытовых электроприборов, выходить из строя или при необходимости изготовить и собрать.Схемы таких устройств могут быть разными. Решающим фактором здесь обычно выступает наличие деталей и материалов.
При этом самодельный сварочный аппарат, стоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снимать с различных бытовых электроприборов, выходить из строя или при необходимости изготовить и собрать.Схемы таких устройств могут быть разными. Решающим фактором здесь обычно выступает наличие деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу стоит отметить, что вопрос, как сделать сварочный аппарат самостоятельно, зависит от возможности получения деталей от той или иной бытовой техники. Если все запчасти закуплены по рыночным ценам, то в результате стоимость приблизится к цене аппарата компании, уступая ему по эффективности.Именно поэтому нужно обладать определенными знаниями в области электротехники и знать, где какой предмет размещен и где его можно снять бесплатно или за небольшую плату.
Число витков первичной обмотки должно быть около 240. При этом для обеспечения возможности регулировки сварочного тока в увеличении от 20 до 25 витков делают несколько отводов. Вторичная обмотка заклинивается медью сечением от 30 до 35 мм в количестве от 65 до 70 витков.Для регулировки сварочного тока на нем тоже нужно сделать метчики. Изоляция вторичной обмотки должна быть особенно надежной и термостойкой, поэтому на нее следует обратить особое внимание. Каждый из слоев должен быть вымощен дополнительным утеплителем из хлопчатобумажной ткани.
При этом для обеспечения возможности регулировки сварочного тока в увеличении от 20 до 25 витков делают несколько отводов. Вторичная обмотка заклинивается медью сечением от 30 до 35 мм в количестве от 65 до 70 витков.Для регулировки сварочного тока на нем тоже нужно сделать метчики. Изоляция вторичной обмотки должна быть особенно надежной и термостойкой, поэтому на нее следует обратить особое внимание. Каждый из слоев должен быть вымощен дополнительным утеплителем из хлопчатобумажной ткани.
Сварочный аппарат с трансформатором может работать как на переменном, так и на постоянном токе. Первый из них самый простой в использовании, но более сложный в использовании. На постоянный ток его несложно доработать, установив диодный мост.Такой прибор надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень трудно зажечь и удержать электрическую дугу.
В отличие от трансформатора инверторный сварочный аппарат, за счет использования современных электронных деталей, имеет относительно небольшой вес. Его вполне может носить один человек на плече. Такой аппарат имеет устройство стабилизации тока, что облегчает работу при сварке.Снижение напряжения для него практически не создает помех, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе легко выходит из строя.
Его вполне может носить один человек на плече. Такой аппарат имеет устройство стабилизации тока, что облегчает работу при сварке.Снижение напряжения для него практически не создает помех, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Основная часть такого аппарата — трансформатор. Основной его характеристикой должна быть возможность стабильно поддерживать рабочий ток, и при этом полагается такой показатель, как внешняя вольт-амперная характеристика блока питания.Другими словами, сварочный ток не должен существенно отличаться от тока короткого замыкания.
Для этого ток должен быть ограничен одним из этих методов, например увеличением магнитного рассеяния трансформатора, балластным сопротивлением или установкой дроссельной заслонки. Сам трансформатор можно вынуть из сгоревшей высокочастотной микроволновки. Если к нему нет доступа, можно сделать сварочный трансформатор своими руками.
Если к нему нет доступа, можно сделать сварочный трансформатор своими руками.
Для изготовления сердечника нужно приобрести пластины из трансформаторного железа.Площадь жилы в идеале должна быть от 40 до 55 см², при таких индикаторах обмотка не будет перегреваться. Первичные обмотки самодельных сварочных трансформаторов должны состоять из толстого жаропрочного медного провода сечением не менее 5 мм, а лучше более заключенного в стекловолоконную или ватную изоляцию. Пластиковая или резиновая изоляция для таких целей не рекомендуется для таких целей, так как она меньше выдерживает перегрев и упрощается сама по себе, что вызывает короткое замыкание на первичной обмотке.
Следует помнить, что вторичная обмотка сварочного трансформатора должна быть намотана с обеих сторон сердечника. Он может быть подключен как последовательно, так и встречно-параллельно. При этом следует помнить, что намотку следует производить с двух сторон в одну сторону. После этого трансформатор помещается в металлический корпус. Его торцом вырезают отверстия для охлаждения машины, и делают вытяжной вентилятор, снимаемый с блока питания устаревшего или сломанного компьютера. На противоположной стороне корпуса просверливается несколько десятков отверстий для циркуляции воздуха.После этого можно подключать кабели и держатель для электродов.
Его торцом вырезают отверстия для охлаждения машины, и делают вытяжной вентилятор, снимаемый с блока питания устаревшего или сломанного компьютера. На противоположной стороне корпуса просверливается несколько десятков отверстий для циркуляции воздуха.После этого можно подключать кабели и держатель для электродов.
Как собрать самодельный сварочный инвертор?
Сварочный инверторный аппарат
можно полностью собрать из деталей от старых телевизоров. Это требует не только общих знаний в области электрики, но и определенных знаний в области электроники. Схема его довольно сложная. Инвертор является источником импульсов постоянного тока, и для его изготовления подходят несколько ферритовых сердечников, которые есть на строчных трансформаторах в старых телевизорах. Их в сумме получается три, и обмотка из медной или алюминиевой проволоки уже намотана.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками должны быть небольшие интервалы, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевую проволоку нужно брать большего сечения, чем медную, так как ее теплопроводность ниже. Для крепления обмоток инвертора используется проволочная повязка из миллиметрового медного провода шириной 10 мм, наложенная на изоляцию из стекловолокна.
Стоит помнить, что алюминиевую проволоку нужно брать большего сечения, чем медную, так как ее теплопроводность ниже. Для крепления обмоток инвертора используется проволочная повязка из миллиметрового медного провода шириной 10 мм, наложенная на изоляцию из стекловолокна.
Конденсаторы
тоже можно снять с телевизора, но только стоит помнить, что бумажные конденсаторы из низкочастотных цепей брать не рекомендуется, так как они долго не проработают при таких нагрузках.Тринисторы лучше брать достаточно маломощные и подключать параллельно, чем брать один мощный, потому что на них большая тепловая нагрузка и их легче охладить. Тринистраторы устанавливаются на металлическую пластину толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже легко набрать от нескольких старых телевизоров. Сам мост также установлен на пластине радиатора.
Некоторые детали для инверторного аппарата в телевизорах отсутствуют, и их приходится делать самостоятельно. Во-первых, это дроссель. Сделать его несложно без каркаса из медного провода сечением не менее 4 мм, завинченного 11 витками с зазорами не менее 1 мм. Поскольку основная нагрузка ляжет на дроссельную заслонку, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, установленный в корпусе сварочного аппарата так, чтобы струя воздуха попадала прямо на дроссель.
Все элементы электронной схемы собраны на печатной плате из стеклопластика, толщиной не менее 1.5 мм. Радиатор соединен с платой, что способствует охлаждению всей системы. В центре платы прорезано круглое отверстие для установки вентилятора, так как без принудительного воздушного охлаждения устройство долго не проработает. Сварочный инвертор главным образом своим преимуществом имеет возможность производить мини сварочные работы, сваривая тонкие металлические листы. Сам сварной шов выходит точнее трансформаторного аппарата. Крайне важно при таком виде работы, как ремонт авто своими руками.
Сварочный аппарат, изготовленный самостоятельно, включает в себя детали, полученные бесплатно или по сарайной цене, но полностью справляется со своими задачами.
Сварочный аппарат — довольно популярный аппарат как среди профессионалов, так и среди мастеров домашнего изготовления. Но для бытового использования нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому разумнее будет изготовить сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основным элементом любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно снять со старой ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатор требует небольшой доработки. Есть несколько способов сделать сварщика, которые могут быть как простыми, так и более сложными, требующими знаний в области электроники.
Чтобы сделать мини-сварочный аппарат, вам понадобится пара трансформаторов, извлеченных из ненужной СВЧ печи.Микроволновку легко найти друзей, знакомых, соседей и т. Д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был трансформатор. Если у плиты более мощный трансформатор, то прибор получится с более высокими показателями тока.
Итак, трансформатор, снятый с СВЧ, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Секундомер Он имеет больше витков и меньшее сечение провода. Следовательно, чтобы трансформатор стал пригодным для сварки; его требуется снять и заменить проводником с большим квадратным сечением.Чтобы снять эту обмотку с трансформатора, необходимо разрезать ее с обеих сторон детали ножовкой по металлу.
Делать это нужно с особой точностью, чтобы случайно не задеть пилу первичной обмотки.
Если катушка спинномозговая, ее остатки необходимо удалить из магнитопровода. Эта задача будет значительно облегчена, если просверлить обмотки для снятия напряжения с металла.
Проделайте те же операции с другим трансформатором.В результате у вас будет 2 части, первичная обмотка которых на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Этот процент от 30 увеличит мощность устройства.
Для изготовления вторички потребуется закупить 11-12 метров проволоки. Он должен быть многожильным и иметь сечение не менее квадратов.
Для изготовления сварочного аппарата на каждый трансформатор необходимо намотать 18 витков (6 рядов по высоте и 3 слоя по толщине).
Оба трансформатора можно оплетать одним проводом или по отдельности. Во втором случае катушки должны подключаться последовательно.
Обмотка должна быть очень плотной, чтобы провода не болтались. Далее необходимо первичных обмоток подключить параллельно.
Для соединения деталей между собой их можно прикрутить к небольшому вырезу деревянной доски.
Если измерить напряжение на вторичной обмотке трансформатора, то в этом случае оно будет равно 31-32 В.
Этот самодельный сварочный аппарат легко прокаливает металл толщиной 2 мм, электроды диаметром 2,5 мм.
Следует помнить, что приготовление пищи таким самодельным аппаратом следует с перерывами на отдых, так как его обмотки сильно нагреваются. В среднем после каждого использованного электрода аппарат должен остыть в течение 20-30 минут.
Тонкий металлический предмет, сделанный из микроволновой печи, не подойдет, так как он его порежет. Для регулировки силы тока сварного шва можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стальной проволоки определенной длины (подбирается экспериментально), который подключается к обмотке низкого напряжения.
Variable Tock
Это наиболее распространенный тип аппаратов для сварки металлов. Сделать его в домашних условиях несложно, а в эксплуатации он неприхотлив. Но основным недостатком аппарата является большой вес понижающего трансформатора , который составляет основу агрегата.
Сделать его в домашних условиях несложно, а в эксплуатации он неприхотлив. Но основным недостатком аппарата является большой вес понижающего трансформатора , который составляет основу агрегата.
Для домашнего использования достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечивать силу тока в 120-160 А. поэтому для Разрешения , к которому подключена бытовая сеть 220 В, провод с потребуется поперечное сечение от 3 мм 2 до 4 мм 2. Но идеальный вариант — это проводник сечением 7 мм 2. При таком сечении перепадов напряжения и возможных дополнительных нагрузках устройство не будет страшно. Из этого следует, что возобновителю нужен провод диаметром 3 мм.Если взять алюминиевый проводник, расчетное сечение умножается на коэффициент 1,6. Для обновленного потребуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы проводник обмотки был покрыт ветошью изоляцией, так как традиционный ПВХ оболочка при нагревании плавится, плавится, что может вызвать межконтактное закрытие.

Если вы не нашли провод с нужным сечением, то можете сделать самостоятельно Из нескольких более тонких проводов.Но при этом значительно увеличится толщина провода и, соответственно, габариты агрегата.
Первым делом изготавливается база трансформатора — сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти пластины должны иметь толщину 0,35-0,55 мм. Шпильки соединительные пластины необходимо хорошо изолировать от них. Перед сборкой жилы рассчитываются ее размеры, то есть размер «окон» и площадь поперечного сечения жилы, так называемая «жила».Для расчета площади используется формула: S см 2 = a x B (см. Рис. Ниже).
Но из практики известно, что если сделать сердечник площадью не более 30 см 2, то на таком устройстве будет сложно получить качественный шов из-за отсутствия блока питания. Да и он очень быстро нагреется. Поэтому сечение сердечника должно быть не менее 50 см 2. Несмотря на то, что масса агрегата увеличится, он станет более надежным.
Для сборки сердечника лучше использовать М-образных пластин И разместить их, как показано на следующем рисунке, пока толщина детали не достигает желаемого значения.
Пластины в конце сборки должны быть медными (по углам) с болтами, затем очистить файл и изолировать тканевой изоляцией.
Теперь можно запустить обмотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% на 60%. Это означает, что на той стороне, где размещается первичный элемент, должно быть меньшее количество повторений. Благодаря этому при сварке сварка будет частично отключаться обмотка, имеющая большее количество витков, из-за возникновения вихревых токов.Это повысит силу тока, что положительно скажется на качестве шва.
Когда намотка трансформатора завершена, сетевой кабель подключается к общему проводу и к ответвлению на 215 витков. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Константа
Для варки чугуна или нержавеющей стали требуется устройство постоянного тока. Его можно сделать из обычного трансформаторного блока, если к его вторичной обмотке подключить выпрямитель .Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161 выдерживающими 200А. Их необходимо установить на радиаторы отопления. Также требуется 2 конденсатора (С1 и С2) для выравнивания пульсаций тока на 50 В и 1500 мкФ. В этой электросхеме также есть регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам x5 и x4, в зависимости от толщины подключаемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера невозможен. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Так что, если вы сделаете инвертор своими руками, его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (CD2997A) необходимо устанавливать на радиаторы без использования контактных площадок. Для охлаждения деталей желательно использовать мощный вентилятор , например THERMALTAKE A2016.Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об / мин. Также в вентилятор встроен револьверный регулятор. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Все транзисторы (IRG4PC50U) и диоды (CD2997A) необходимо устанавливать на радиаторы без использования контактных площадок. Для охлаждения деталей желательно использовать мощный вентилятор , например THERMALTAKE A2016.Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об / мин. Также в вентилятор встроен револьверный регулятор. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при 70-72 градусах.
Ниже представлена принципиальная электрическая схема сварочного инвертора (в большом разрешении), которую можно изготовить из аппарата, размещенного в корпусе БП.
На следующих фотографиях показано, из каких компонентов состоит самодельный инверторный сварочный аппарат и как он выглядит после сборки.
Сварщик от электродвигателя
Чтобы сделать простой сварочный аппарат из статора электродвигателя, необходимо выбрать сам электродвигатель, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2а, потому что он будет иметь большое окно магнитного трубопровода.
Получить нужный статор можно в местах приема металлолома. Как правило, его очищают от проводов и после пары ударов кувалдой раскалывается. Но если корпус из алюминия, то для снятия магнитопровода необходимо будет присоединить статор .
Подготовка к работе
Подложите статор с отверстием вверх и вниз под деталь из кирпича. Затем сложите дрова внутрь и сожгите их. После пары часов магнитные трубки легко отделяются от корпуса.Если в корпусе есть провода, то их тоже можно вынуть из паза после термообработки. В результате вы получите очищенный от лишних элементов магнитопровод.
Эта заготовка должна быть тонкой маслянистой И дать ей высохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лака делается для того, чтобы после снятия стяжки не возникла упаковка.
Когда диск полностью высохнет с помощью болгарки, снимите стяжку , установленную на нем.Если стяжку не снимать, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагревом.
После очистки магнитопровода от лишних деталей необходимо будет сделать двухстороннюю футеровку (см. Рисунок ниже).
Материалом для их изготовления может служить картон или пресс-пролет. Также из этих материалов нужно сделать два рукава. Один будет внутренним, а второй — наружным.Далее необходимо:
- установить обе торцевые накладки на заготовку;
- затем вставить (одеть) цилиндры;
- Вся эта конструкция обернута перелетной или стеклянной скамейкой;
- Получившуюся деталь обработайте лаком и просушите.
Изготовление трансформатора
После описанных выше действий сварочный трансформатор можно изготовить из магнитопровода. Для этих целей нужен провод, покрытый тканевой или стеклянной изоляцией. Для намотки первичной обмотки потребуется провод диаметром 2-2 мм.5 мм. Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты производятся следующим образом.
- На сердечнике должны быть размещены 20 витков провода диаметром не менее 1,5 мм, после чего необходимо подать на него напряжение 12 В.
- Измерить ток, протекающий в этой обмотке. . Значение должно быть около 2 А. Если оказалось значение больше требуемого, количество витков нужно увеличить, если значение меньше 2а, то уменьшить.
- Вычислите количество витков витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько витков необходимо для 1 по напряжению.
Для первичной обмотки Подходит проводник диаметром 2,36 мм, который необходимо сложить.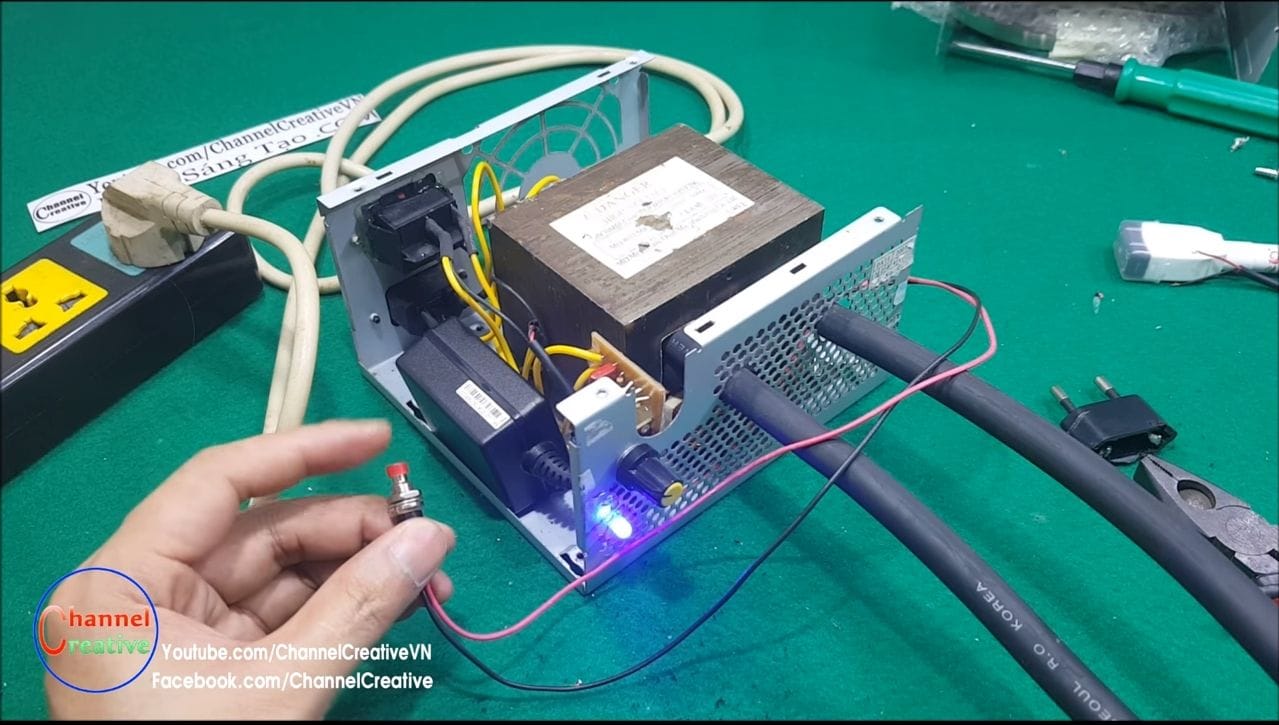 В принципе, можно взять любую проволоку диаметром 1,5-2,5 мм. Но перед этим нужно рассчитать сечение жил в скрутке. Сначала нужно намотать первичную обмотку (220 В), а затем — вторичную.Его провод необходимо изолировать по всей длине.
В принципе, можно взять любую проволоку диаметром 1,5-2,5 мм. Но перед этим нужно рассчитать сечение жил в скрутке. Сначала нужно намотать первичную обмотку (220 В), а затем — вторичную.Его провод необходимо изолировать по всей длине.
Если во вторичной обмотке сделать демонтаж на месте, где получается 13 В, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если уложены обе обмотки, и в такой конструкции есть свободное место, можно добавить 4 медные шины (40 х 5 мм).В этом случае вы получите обмотку для точечной сварки, которая позволит соединить листовой металл толщиной до 1,5 мм.
Для производственного ящика Не рекомендуется использовать металл. Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу следует проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельная точечная сварка
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутренней «начинки».Работает она очень просто, и сделать ее самостоятельно не составит большого труда.
Для самостоятельного изготовления аппарата точечной сварки вам понадобится один СВЧ трансформатор мощностью 700-800 Вт. С него нужно снять вторичную обмотку способом, описанным выше в разделе, где производится изготовление рассматривался сварочный аппарат от СВЧ.
Аппарат для точечной сварки изготавливается следующим образом.
- Сделайте 2–3 витка внутри кабеля манитопровода с диаметром жилы не менее 1 см.Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичную обмотку мы получим напряжение 2 В при токе около 800 А. Этого хватит, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее следует сделать корпус для аппарата .В качестве основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависеть от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно удалить с помощью ручного фрезерования с установленной на нем кромкорезной фрезой.
- На одной части сварочных клещей нужно вырезать небольшой клин .Благодаря ему галочки смогут подняться выше.
- Вырежьте отверстие в задней стенке корпуса для переключателя и сетевого провода.
- Когда все детали готовы и загрунтованы, их можно красить черной краской или покрывать лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также понадобится металлическая дверная ручка.
- Если у вас нет ножки и медного стержня, а также медных хомутов, то детали необходимо приобретать.
- Из медной проволоки нарежьте 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фотографиях.
- Закрепите трансформатор на основании.
- Далее один сетевой провод подключается к первичной обмотке трансформатора.Второй сетевой провод подключается к первой клемме переключателя. Затем нужно прикрепить провод ко второму выводу переключателя и подключить его к другому выходу первичной обмотки. А вот по этому проводу надо взять и установить в нем СВЧ . Он будет выполнять роль сварочной кнопки. Эти провода должны быть достаточной длины, чтобы на конце клещей можно было поставить прерыватель.
- Закрепите крышку устройства на стойках и задней стенке с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать клещи для сварки. Сначала просверлите их концы по отверстию, в которое будут вкручиваться шурупы.
- Далее закрепляем выключатель на конце.
- Вставьте клещи в корпус, предварительно вставив между ними для совмещения квадратной планки. Просверлите клещи в боковых стенках отверстия и вставьте в них длинные гвозди, которые будут служить топорами.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней находились напротив друг друга.
- Чтобы верхний электрод поднимался автоматически, закрутите 2 винта и закрепите на них резинку, как показано на следующих фотографиях.
- Включите прибор, подсоедините электроды и нажмите кнопку «Пуск». Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки агрегата можно взять металлические шайбы и приварить их.



В данном случае результат был положительным. Поэтому создание аппарата для точечной сварки можно считать законченным.
Поэтому создание аппарата для точечной сварки можно считать законченным.
Ввиду того, что в быту строителям часто приходится работать с металлом, многие используют сварочные агрегаты. Но не каждый может позволить себе приобретение дорогостоящего оборудования, поэтому возникает вопрос, как собрать сварочный аппарат своими руками.Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного аппарата.
Типы сварочных аппаратов
Современный рынок наполнен довольно большим разнообразием сварочных аппаратов, но не все целесообразно собирать своими руками.
В зависимости от параметров работы устройств различают такие типы устройств:
- на переменном токе — выдающееся переменное напряжение от силового трансформатора непосредственно на сварочные электроды;
- на постоянный ток — выдающееся постоянное напряжение на выходе сварочного трансформатора;
- трехфазный — подключен к трехфазной сети;
- — выдающийся импульсный ток в рабочем пространстве.
Инверторные устройства

Первый вариант сварочного агрегата самый простой, для второго нужно доработать классический трансформаторный прибор с выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому изготовление таких аппаратов для бытовых нужд рассматривать не будем. Инвертор или импульсный трансформатор — довольно сложное устройство, поэтому для сборки самодельного инвертора необходимо уметь читать схемы и иметь базовые навыки сборки электронной платы. Поскольку базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от самого простого к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В падает до 50 — 60 В на вторичной и подается на сварочный электрод с деталью.
Перед изготовлением подберите все необходимое:
- Магнитопровод — Капюли с толщиной листа 0,35 — 0,5 мм более выгодны, так как обеспечивают наименьшие потери в сальнике сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность фитинговых пластин играет основополагающую роль в работе магнитопровода.
- Катушки обмотки провода — Сечение провода выбирается в зависимости от протекающих в них значений.
- Изоляционные материалы — Основное требование как к листовым диэлектрикам, так и к собственному покрытию проводов — устойчивость к высоким температурам. В противном случае оплавится изоляция сварочного полуавтомата или трансформатора и возникнет короткое замыкание, которое приведет к поломке устройства.
Наиболее выгодным вариантом является сборка блока из заводского трансформатора, в котором подходит и магнитопровод, и первичная обмотка. Но, если под рукой нет подходящего устройства, придется изготовить его самостоятельно. С принципом изготовления, определением сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье:.
В этом примере мы рассматриваем вариант изготовления сварочного аппарата из СВЧ-источника питания. Следует отметить, что трансформаторная сварка должна иметь достаточную мощность, для наших целей сварочный аппарат подойдет не менее 4-5 кВт. А поскольку у одного СВЧ трансформатора всего 1 — 1,2 кВт, то для создания устройства мы будем использовать два трансформатора.
Следует отметить, что трансформаторная сварка должна иметь достаточную мощность, для наших целей сварочный аппарат подойдет не менее 4-5 кВт. А поскольку у одного СВЧ трансформатора всего 1 — 1,2 кВт, то для создания устройства мы будем использовать два трансформатора.
Для этого вам потребуется выполнить такую последовательность действий:
Рис. 2: Снимите обмотку высокого напряжения
, оставив только низкое напряжение, в этом случае обмотку первичной обмотки делать не нужно, так как вы используете заводскую установку.
Установите на кабель держатель и электрод диаметром 4 — 5 мм. Диаметр электродов выбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере это 140 — 200а. При остальных параметрах работы характеристики электродов соответственно меняются.
Во вторичной обмотке получилось 54 витка, для возможности регулировки значения напряжения на выходе прибора сделайте два отвода из 40 и 47 витков. Это позволит вам регулировать ток во вторичной обмотке, уменьшая или увеличивая количество витков. Ту же функцию может выполнять резистор, но исключительно на стороне меньшего номинала.
Это позволит вам регулировать ток во вторичной обмотке, уменьшая или увеличивая количество витков. Ту же функцию может выполнять резистор, но исключительно на стороне меньшего номинала.
На постоянном токе
Такой аппарат отличается от предыдущего еще одной стабильной характеристикой. электрический Дуги. Так как он идет не напрямую от вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: Принцип правки сварочного трансформатора
Как видите, обмотку трансформатора для этого делать не нужно, достаточно доработать схему имеющегося устройства.За счет чего он может производить более ровный шов, готовя нержавеющую сталь и чугун. Для изготовления потребуются четыре мощных диода или тиристора, по 200 штук каждый, два конденсатора емкостью 15000 мкФ и дроссель. Схема подключения сглаживающего устройства представлена на рисунке ниже:
Рис. 9: Схема подключения сглаживающего устройства
Процесс улучшения электрической схемы состоит из таких этапов:
В связи с перегревом трансформатора при работе диоды могут быстро выйти из строя, поэтому им необходим принудительный отвод тепла.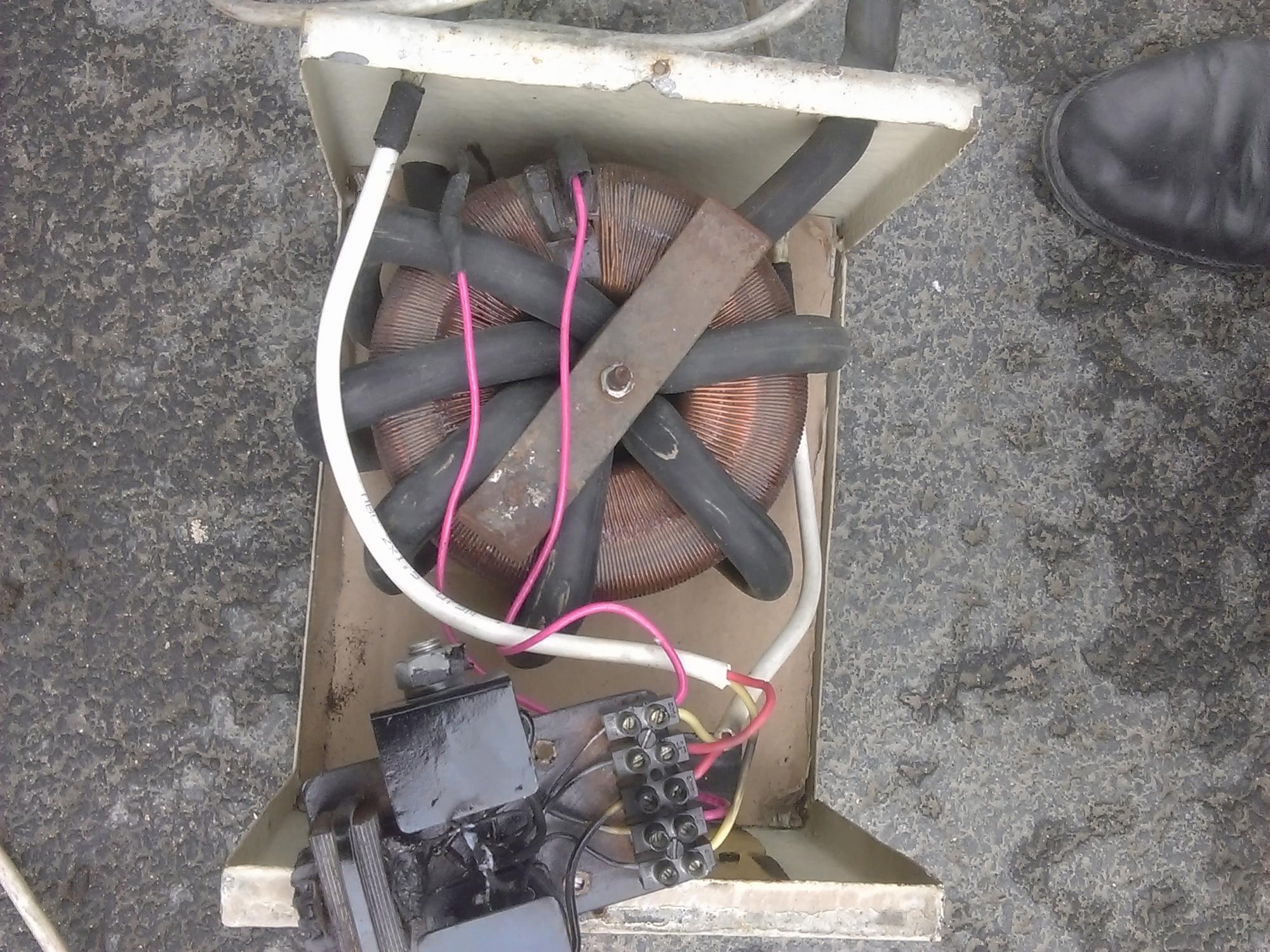
Для подключения лучше использовать луженые зажимы, так как они не потеряют первоначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: Используйте луженые зажимы
Толщина проволоки выбирается в соответствии с рабочим током вторичной обмотки.
При сварке металлов такое устройство всегда должно управляться нагревом не только трансформатора, но и выпрямителя. А при достижении критической температуры делаем паузу для охлаждения элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет из строя.
Инвертор
Довольно сложный прибор для начинающих радиолюбителей. Не менее сложный процесс — это подбор необходимых элементов. Преимущество такого сварочного аппарата — значительно меньшие габариты и меньшая мощность, по сравнению с классическими аппаратами, возможность реализации и т. Д.
Рис. 14: Принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем с помощью импульсного блока подает в зону сварки ток большой амплитуды. Этим достигается относительная экономия мощности устройства по сравнению с его производительностью.
Этим достигается относительная экономия мощности устройства по сравнению с его производительностью.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- выпрямительный диодный с баком-накопителем, балластным резистором и системой плавного пуска;
- драйверная система управления и два транзистора;
- силовая часть от управляющего транзистора и выходного трансформатора;
- вывод диодов и дросселей;
- кулер системы охлаждения;
- Система обратной связи По току для управления параметром на выходе сварочного аппарата.
Вам самостоятельно намотают силовой трансформатор, трансформатор тока на основе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли окажется под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока обойдется не дешевле заводского варианта, но с учетом затраченного времени тоже дороже.Поэтому для инверторной сварки лучше приобретать готовый аппарат с заданными параметрами работы.
Из-за чего сборка инверторного блока обойдется не дешевле заводского варианта, но с учетом затраченного времени тоже дороже.Поэтому для инверторной сварки лучше приобретать готовый аппарат с заданными параметрами работы.
Видеоинструкция
Как начать сварку
1. Выберите свой метод
Не существует единого процесса сварки, подходящего для всех областей применения, поэтому вам необходимо учитывать следующие факторы: тип и толщина свариваемого металла, объем работы, наличие у вас сварка в помещении или на открытом воздухе, внешний вид сварных швов и ваш бюджет.
На сегодняшний день наиболее широко используемой формой сварки является электродуговая сварка, при которой электрическая дуга плавит электрод (например, сварочную проволоку) и частично плавит основной металл. Когда расплавленный металл остывает, детали соединяются. Существуют разные виды дуговой сварки, но мы сосредоточимся на MIG (металлический инертный газ). Сварка с подачей проволоки — самый простой в освоении вид, особенно если вы учитесь сами.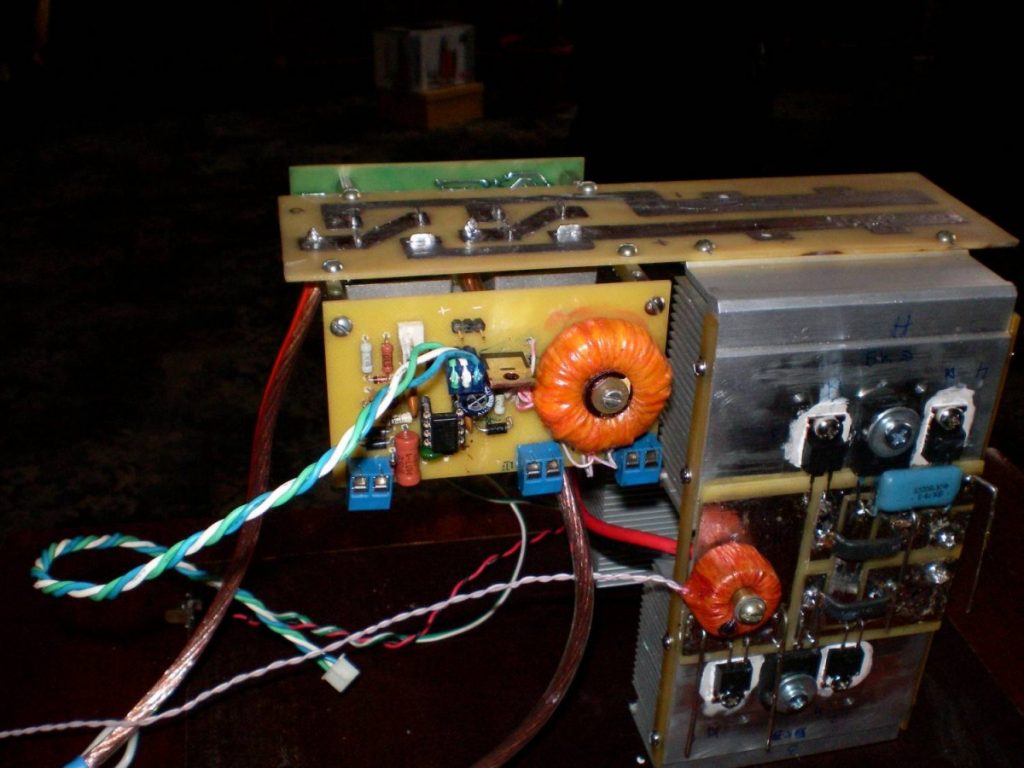
Металлический инертный газ (MIG)
Использует сварочный пистолет, который непрерывно подает проволоку с катушки, когда оператор нажимает на спусковой крючок.Сварочный пистолет одновременно с проволокой подает защитный газ, защищающий металл от загрязнений в воздухе. MIG дает более чистые и качественные сварные швы, чем сварка штучной сваркой.
Порошковая сварка (FCAW)
Аналогичен MIG, за исключением того, что здесь нет отдельного защитного газа, потому что проволочный электрод имеет флюс в его сердечнике, который создает свой собственный экран при плавлении проволоки. Эта ветрозащитная установка делает FCAW хорошим методом сварки на открытом воздухе.
2. Купить оборудование
Сварщик
Сварщик — это ваши самые большие расходы, поэтому не обманывайте себя — дешевый сварщик только расстроит вас и затруднит обучение. Сварочный аппарат с механизмом подачи проволоки использует обычный бытовой ток для получения очень горячей электрической дуги высокой энергии. Внутри аппарата находится небольшая катушка сварочной проволоки (электрод) с приводом от двигателя. Проволока подается по шлангу к сварочной горелке, активируемой курком.Когда оператор соприкасается проволокой с основным металлом, дуга плавит проволоку и частично плавит основание. При сварке MIG, пока спусковой крючок нажат, горелка продолжает подавать проволоку и газ.
Сварочный аппарат с механизмом подачи проволоки использует обычный бытовой ток для получения очень горячей электрической дуги высокой энергии. Внутри аппарата находится небольшая катушка сварочной проволоки (электрод) с приводом от двигателя. Проволока подается по шлангу к сварочной горелке, активируемой курком.Когда оператор соприкасается проволокой с основным металлом, дуга плавит проволоку и частично плавит основание. При сварке MIG, пока спусковой крючок нажат, горелка продолжает подавать проволоку и газ.
Lincoln Electric Power MIG 210 (вверху) — это новая технология по отличной цене: при напряжении 120 или 230 В он позволяет амбициозному новичку выполнять сварку MIG, TIG и сваркой вставкой. Стоит он 999 долларов.
Millermatic 141 (ниже) по цене 767 долларов — хороший начальный вариант. Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонких листов алюминия и стали толщиной от 24 до 3/16 дюйма.
Совет: у вашего сварщика также выходит рабочий провод. Это электрический кабель с зажимом на конце, который крепится к основному металлу и замыкает электрическую цепь, необходимую для сварки. Если грязь, ржавчина или краска мешают контакту свинца, качество сварного шва ухудшится.
Это электрический кабель с зажимом на конце, который крепится к основному металлу и замыкает электрическую цепь, необходимую для сварки. Если грязь, ржавчина или краска мешают контакту свинца, качество сварного шва ухудшится.
Проволока сварочная
Проволока относительно недорогая. Простое практическое правило — использовать тонкую сварочную проволоку на тонком листовом материале и увеличивать диаметр проволоки по мере увеличения толщины материала.Сварщик берет проволоку как минимум двух диаметров.
Все на удивление интуитивно понятно
В руководстве по эксплуатации машины указано, что для этого нужно, и обычно инструкции находятся на откидной панели сбоку машины. Все это на удивление интуитивно понятно.
Газ
Выбор подходящего защитного газа важен, поэтому убедитесь, что вы знаете, какой тип работы вы планируете выполнять.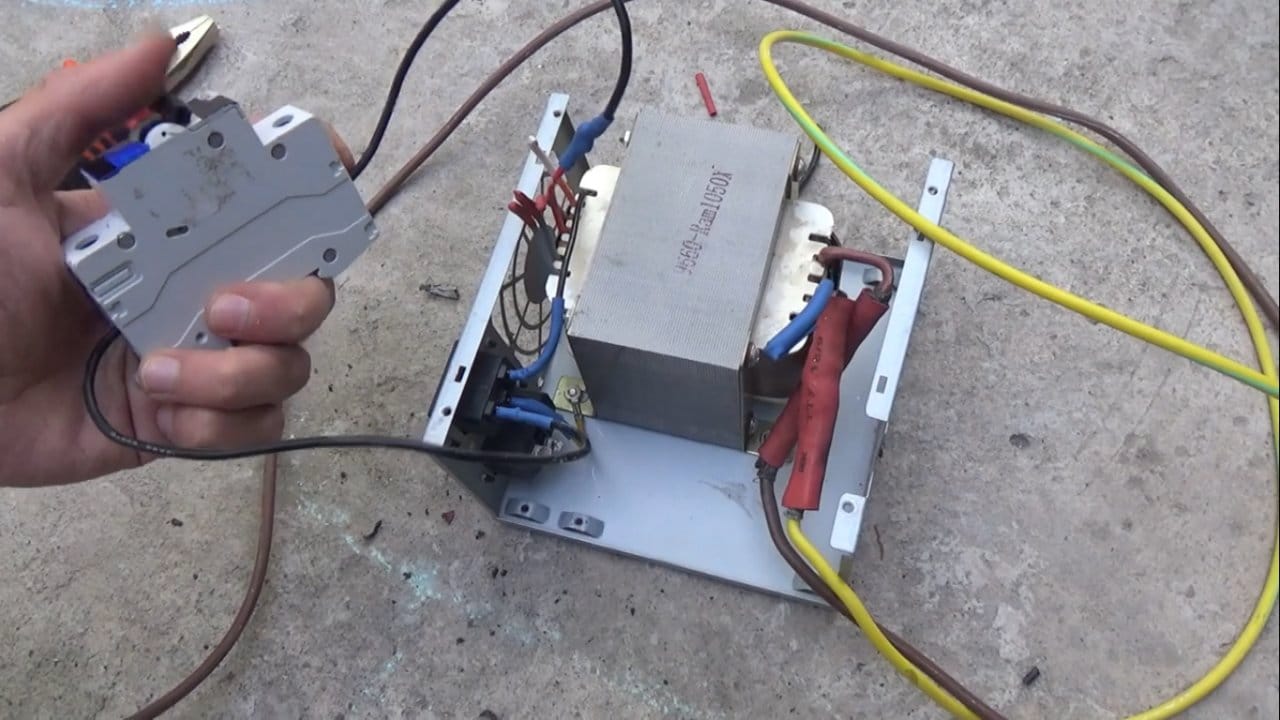 Вы можете получить многоразовый баллон с газом у местного поставщика сварочных материалов.Пси будет варьироваться в зависимости от типа горелки, которую вы используете, и глубины сварных швов, но обычно вы будете придерживаться значений от 15 до 25. Что касается газовой смеси, домашний любитель со сварочным аппаратом с подачей проволоки может это сделать. Обычно обходятся 100-процентным защитным газом CO2. Для получения более чистого шва
Вы можете получить многоразовый баллон с газом у местного поставщика сварочных материалов.Пси будет варьироваться в зависимости от типа горелки, которую вы используете, и глубины сварных швов, но обычно вы будете придерживаться значений от 15 до 25. Что касается газовой смеси, домашний любитель со сварочным аппаратом с подачей проволоки может это сделать. Обычно обходятся 100-процентным защитным газом CO2. Для получения более чистого шва
используйте 75 процентов CO2 и 25 процентов аргона.
Сварочная тележка : Сварочные аппараты с механизмом подачи проволоки могут весить до 75 фунтов, поэтому для повышения портативности создайте сварочную тележку или приобретите ее.
Шиловая или твердосплавная палочка : для разметки линий реза.
Угловая шлифовальная машина : для шлифования, снятия фаски и правки сварных швов, а также для подготовки поверхности.
Угловой зажим или магнитный квадрат : для фиксации стыков.
Отбойный молоток и проволочная щетка : для очистки от шлака и брызг.
Сварочные клещи : для обрезки сварочной проволоки и удаления брызг с сопла сварочной горелки.
Почему вам нужен шлем с автоматическим затемнением : Свет, генерируемый любым процессом дуговой сварки, невероятно яркий, и он обожжет вам глаза, если вы не наденете шлем.В течение многих лет традиционные сварочные шлемы имели постоянно затемненную шторку, но это означало, что вам приходилось поднимать маску, когда вы не выполняли сварку. Новые шлемы с автоматическим затемнением защищают от вредного излучения света, автоматически затемняя их прозрачные линзы до предварительно выбранного оттенка за миллисекунды, используя технологию ЖК-дисплея в их стекле. У каждого шлема также есть элементы управления для индивидуальной настройки.
У каждого шлема также есть элементы управления для индивидуальной настройки.
Сварочный шлем Antra AH6-660-0000 с автоматическим затемнением на солнечной энергии, показанный выше, предлагает множество опций, от 45 до 109 долларов, в зависимости от размера линзы.
3. Подготовка сварного шва
Подготовьте металлы
Используйте проволочную щетку и ацетон для удаления масел и грязи. Если вам нужно разрезать металл, наметьте линию шилом или твердосплавным резцом и обрежьте ее отрезной пилой по металлу, ножовкой или болгаркой с отрезным кругом.
Отшлифуйте кромки
Но только те, которые вы планируете соединить, и используйте угловую шлифовальную машину. Это называется снятием фаски. Фаска — это скос между смежными краями двух кусков материала, обычно под углом 45 градусов.Это создает пространство для наполнителя и обеспечивает большую структурную целостность сварного шва. Особенно хорошо это сделать для стыковых швов.
Особенно хорошо это сделать для стыковых швов.
Думайте о сварочных движениях как о качелях для гольфа — вам нужно как можно меньше движущихся частей
Разместите металлы
С помощью углового зажима или магнитного угольника закрепите соединения, чтобы металлические части оставались в одной плоскости, прежде чем начинать сварку.
Совет : вы имеете дело с искрами, огнем и расплавленным металлом, поэтому не начинайте сварку, не надев сварочную куртку или фартук, кожаные перчатки и шлем.Если вы хотите сэкономить, качественная хлопковая рабочая рубашка с длинным рукавом может заменить сварочную куртку. Не забудьте рабочие ботинки (без кроссовок) и снимите украшения с запястий и шеи. При шлифовании надевайте защитные очки и маску, закрывающую все лицо. Также держите поблизости огнетушитель ABC.
4.
 Создание слоев сварного шва
Создание слоев сварного шва
Положение тела и рук
Думайте о сварочных движениях как о качелях для гольфа — вам нужно как можно меньше движущихся частей, и вы хотите, чтобы движение было плавным и повторяемым.По возможности держите сварочный пистолет двумя руками или используйте запястье другой руки, чтобы направить руку, держащую сварщика (представьте себе бильярдный удар). Выключив сварщика, сделайте пробный прогон, чтобы убедиться, что вы правильно расположили. Чем устойчивее ваши руки, тем лучше сварной шов.
Прихваточная сварка
Перед началом проверьте пистолет. Проволочный электрод должен выступать от 1/4 до 3/8 дюйма. Убедитесь, что на сопле нет брызг и кончик проволоки чистый.Затем сделайте несколько прихваточных швов, достаточных для соединения основных металлов вдоль стыка.
Последний валик
После того, как вы закрепили металлы на месте, вы можете уложить последний валик сварного шва. Удерживая сварочный пистолет под углом примерно 75 градусов к основанию, медленно двигайтесь слева направо (если вы правша), затрачивая одну-две секунды на укладку каждого валика и поддержание постоянной длины дуги. Не зацикливайтесь на яркой дуге. Посмотрите на край сварочной ванны и, когда дойдете до конца сварного шва, оттяните электрод от металла и дайте ему остыть.
Удерживая сварочный пистолет под углом примерно 75 градусов к основанию, медленно двигайтесь слева направо (если вы правша), затрачивая одну-две секунды на укладку каждого валика и поддержание постоянной длины дуги. Не зацикливайтесь на яркой дуге. Посмотрите на край сварочной ванны и, когда дойдете до конца сварного шва, оттяните электрод от металла и дайте ему остыть.
5. Шлифовка сварного шва
Если вам все равно, как выглядит ваш сварной шов, или если он находится на куске металла, который не будет виден, когда ваш проект будет завершен, вы можете пропустить этот шаг, потому что все готово. Поздравляю, вы сделали первые сварные швы. Работайте над совершенствованием своей техники на металлоломе. Сварка во многом похожа на игру на гитаре: немного сделать это несложно, но чтобы стать профессиональным, вам нужна практика, практика, практика.
Шовное шлифование заподлицо
Для получения гладкой поверхности используйте шлифовальный круг с зернистостью 36, прикрепленный к угловой шлифовальной машине, чтобы шлифовать вдоль пути сварки, а не поперек, для однородности. Иди медленно. Если вы шлифуете сварной шов, вам придется начинать заново. При шлифовании должны быть видны только оранжевые искры. Синий означает, что вы слишком сильно нажимаете. Когда вы закончите, возьмите циркониевый лепестковый диск для точной формовки и отделки.
Иди медленно. Если вы шлифуете сварной шов, вам придется начинать заново. При шлифовании должны быть видны только оранжевые искры. Синий означает, что вы слишком сильно нажимаете. Когда вы закончите, возьмите циркониевый лепестковый диск для точной формовки и отделки.
Благодаря Майклу Дэниелу из Michael Daniel Metal Design , Нико Хуаресу из Juarez Custom и Стивену Сомплу из Empire Metal Finishing . Эта история опубликована в июньском номере журнала Popular Mechanics за 2015 год.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на пианино.io
Лазерные технологии и лазерные машины от ALPHA LASER
Компания ALPHA LASER GmbH, пионер в области мобильной лазерной сварки, предлагает широкий спектр высококачественных устройств для лазерной сварки. Сюда входят системы лазерной сварки, а также ручные сварочные лазеры и системы для наплавки порошком. Но мы также разрабатываем высокоэффективные продукты для других областей применения, например, станки для лазерной резки и станки для лазерной закалки. В наших лазерных системах используется высококачественная и универсальная лазерная технология, и они представлены в широком диапазоне классов производительности….
Сюда входят системы лазерной сварки, а также ручные сварочные лазеры и системы для наплавки порошком. Но мы также разрабатываем высокоэффективные продукты для других областей применения, например, станки для лазерной резки и станки для лазерной закалки. В наших лазерных системах используется высококачественная и универсальная лазерная технология, и они представлены в широком диапазоне классов производительности….
Конкретное приложение определяет, как выбирается лазерный источник. Вот почему мы предлагаем как Nd: YAG-лазеры, так и волоконные лазеры. Мы также предлагаем мобильные лазерные системы для большинства видов лазерной обработки материалов, которые позволяют гибко работать с сокращенным временем настройки. Помимо открытых систем, мы также производим лазерные машины с закрытыми, безопасными для лазера рабочими камерами, которые позволяют безопасно выполнять сварку или резку без необходимости принятия дополнительных мер безопасности. Наш обширный ассортимент аксессуаров гарантирует, что ваше лазерное устройство всегда идеально подходит для конкретного применения.
Мы будем рады проконсультировать вас о наших лазерных машинах и вашем конкретном применении, чтобы мы могли найти для вас лучшую лазерную систему. Нашим клиентам предлагается испытать различные лазерные машины, лазерные источники и классы производительности для лазерной обработки материалов в нашем прикладном центре в Пуххайме, Германия, или у одного из наших торговых партнеров поблизости от вас.
Высококачественная, безопасная и гибкая лазерная технология от ALPHA LASER
Как производитель первой в мире лазерной системы с сертификацией TÜV, которая отвечает высоким требованиям безопасности уровня производительности d, мы серьезно относимся к лазерной безопасности.Наши лазерные машины обеспечивают не только оптимальные результаты для лазерной сварки, наплавки порошком, лазерной резки и лазерной закалки, но и обеспечивают безопасность во время работы. Кроме того, мы предлагаем широкий ассортимент принадлежностей для обеспечения безопасности, которые идеально подходят для наших лазерных станков.
Лазерные системы для обработки металлов от ALPHA LASER отличаются превосходной производительностью и универсальностью. Добейтесь максимальной производительности в промышленном производстве и ручном производстве с помощью наших лазерных устройств. Наши аппараты для лазерной сварки также очень стабильны и, таким образом, обеспечивают оптимальные результаты лазерной сварки.Наша цель — предоставить вам лазерную систему, которая обеспечивает гибкий, точный, быстрый и экономичный ремонт или изготовление деталей.
Лазерные станки и лазерные системы от ALPHA LASER: наши услуги
С новым аппаратом для лазерной сварки вы не будете предоставлены сами себе. После покупки мы продолжим работать с вами рука об руку. Наши опытные инженеры и эксперты по применению, а также сотрудники нашей службы технической поддержки всегда готовы помочь вам в решении вопросов, связанных с применением, вводом в эксплуатацию и техническим обслуживанием.Мы также предлагаем обучение по обслуживанию, программному обеспечению и применению. Наш отдел запасных частей гарантирует, что ваш лазерный станок будет быстро снова готов к работе, если возникнут проблемы.
Наш отдел запасных частей гарантирует, что ваш лазерный станок будет быстро снова готов к работе, если возникнут проблемы.
Мы находимся в тесном контакте с пользователями наших лазерных систем, чтобы найти решения будущих задач лазерной обработки материалов и рабочих мест с новыми лазерными станками. Таким образом мы разрабатываем высококачественные решения, которые позволяют удовлетворить растущие потребности ваших клиентов.
Фермер погиб от удара током при сварке бункерного вагона
| Рисунок 1.Сварщик в деревянном доме |
6 августа 2003 года 44-летний фермер-мужчина сваривал бункер для кормов, когда его ударило током. Переносной сварочный аппарат Hobart с питанием от розетки на 240 вольт был в аварийном состоянии. Шнур питания и кабели имели поврежденную изоляцию, обнажающую провода. Сварочные кабели были не старше 10 лет и имели длину 12 футов. Пострадавший припарковал тележку-бункер для корма возле деревянного здания, заполненного инструментами и металлолом.Пострадавший прикрепил заземляющий кабель к кормовому бункеру. Сварщик был включен в розетку с оголенными проводниками, и, согласно отчету полиции, к ней были подключены и другие предметы. Чтобы сварочные провода доходили до места расположения бункерной тележки, пострадавший соединил два комплекта сварочных кабелей и поместил неизолированные сращивания кабелей на голую землю. Пострадавший лежал на влажной голой земле и сильно потел, о чем свидетельствует его пропитанная потом рубашка с короткими рукавами.Человек, который ранее работал с потерпевшим, обнаружил его под тележкой-бункером для корма, а сварочные кабели лежали у него на коленях. На пострадавшем был сварочный шлем. На нем не было перчаток. Пострадавший сидел под прицепом, положив голову на металлические опорные перила под кормовозом. Согласно отчету полиции, человек, нашедший жертву, опустился на колени, упер руки в землю и получил «сильный» шок.
Сварочные кабели были не старше 10 лет и имели длину 12 футов. Пострадавший припарковал тележку-бункер для корма возле деревянного здания, заполненного инструментами и металлолом.Пострадавший прикрепил заземляющий кабель к кормовому бункеру. Сварщик был включен в розетку с оголенными проводниками, и, согласно отчету полиции, к ней были подключены и другие предметы. Чтобы сварочные провода доходили до места расположения бункерной тележки, пострадавший соединил два комплекта сварочных кабелей и поместил неизолированные сращивания кабелей на голую землю. Пострадавший лежал на влажной голой земле и сильно потел, о чем свидетельствует его пропитанная потом рубашка с короткими рукавами.Человек, который ранее работал с потерпевшим, обнаружил его под тележкой-бункером для корма, а сварочные кабели лежали у него на коленях. На пострадавшем был сварочный шлем. На нем не было перчаток. Пострадавший сидел под прицепом, положив голову на металлические опорные перила под кормовозом. Согласно отчету полиции, человек, нашедший жертву, опустился на колени, упер руки в землю и получил «сильный» шок.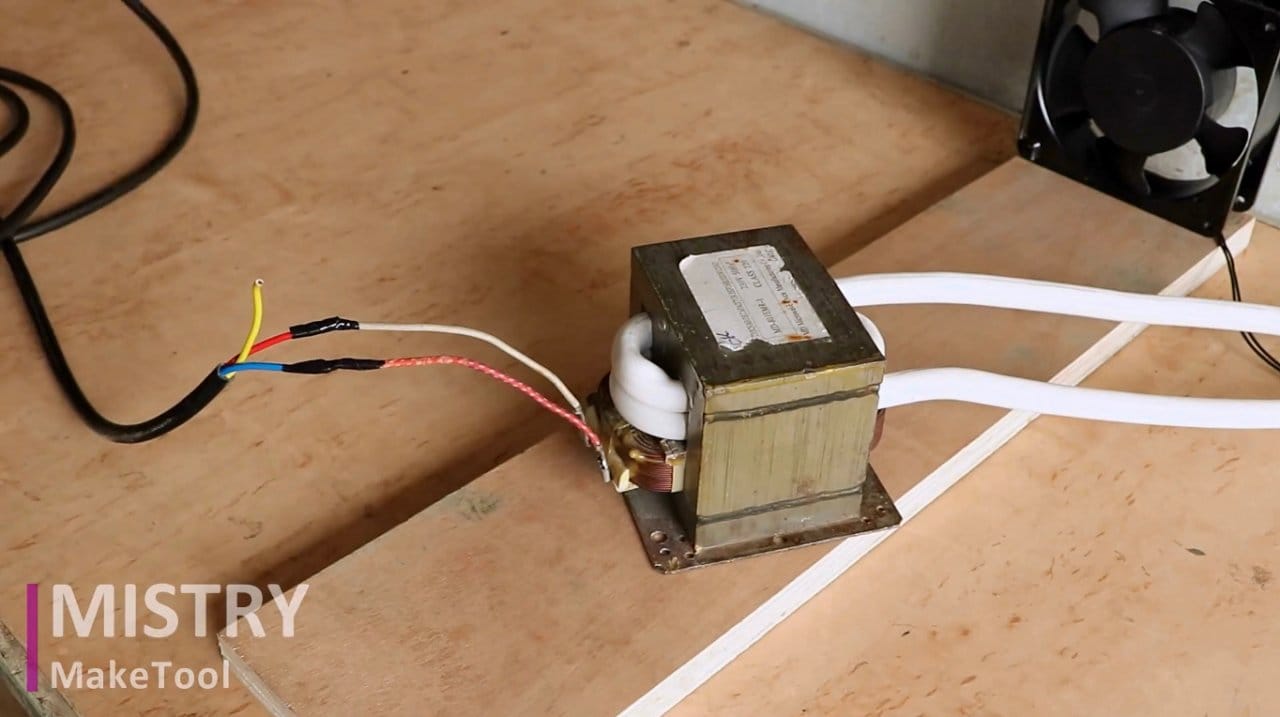 Этот человек выключил сварщика и позвал на помощь.Пострадавший был объявлен мертвым на месте.
Этот человек выключил сварщика и позвал на помощь.Пострадавший был объявлен мертвым на месте.
- Поддерживать оборудование в надлежащем рабочем состоянии.
- Используйте соответствующие средства индивидуальной защиты и убедитесь, что они находятся в надлежащем рабочем состоянии.
- Разработайте безопасные рабочие процедуры для сварочных работ, особенно для сращивания сварочных кабелей.
- Определите другие потенциальные проблемы безопасности, такие как необходимость в прерывателе цепи замыкания на землю (GFCI).
6 августа 2003 года 44-летний фермер сваривал бункер для кормов, когда его ударило током. MIFACE узнал об этом инциденте из газетной вырезки. 24 мая 2004 г. исследователи MIFACE взяли интервью у опекуна умершего и друга семьи в доме опекуна. После интервью смотритель сопроводил исследователей MIFACE к месту жительства умершего и к месту смертельной травмы. Исследователи MIFACE смогли увидеть как сварщика, так и тележку-бункер для кормов. Сварочные кабели и кабели ранее были вывезены из сарая. В ходе написания этого отчета были получены заключение судмедэкспертизы, свидетельство о смерти, отчет из полицейского управления и фотографии. MIFACE не удалось опросить человека, обнаружившего жертву. Рисунки 1, 2 и 4-7 были доставлены на место происшествия сотрудниками полиции. MIFACE удалил личные идентификаторы с изображений. Рисунок 2 был сделан MIFACE во время посещения объекта.
Сварочные кабели и кабели ранее были вывезены из сарая. В ходе написания этого отчета были получены заключение судмедэкспертизы, свидетельство о смерти, отчет из полицейского управления и фотографии. MIFACE не удалось опросить человека, обнаружившего жертву. Рисунки 1, 2 и 4-7 были доставлены на место происшествия сотрудниками полиции. MIFACE удалил личные идентификаторы с изображений. Рисунок 2 был сделан MIFACE во время посещения объекта.
Пострадавший всю жизнь был фермером, родился и вырос в этом доме. Покойный владел от 28 до 60 голов коров, выращивая их на мясо на 140 гектарах посевных площадей. Чтобы пополнить свой доход от фермы, он ходил на распродажу недвижимости, аукционы и т. Д., Покупал старое сельскохозяйственное оборудование, ремонтировал его и перепродавал. По словам его опекуна, жертва была очень умелой и изобретательной. Смотритель научил потерпевшего «искусству» сварки, когда ему было восемь лет, а с двенадцати лет он начал сваривать самостоятельно.Пострадавший был сварщиком «палкой», технически известным как сварщик дуговой сварки в экранированном металле. У жертвы не было письменной программы по безопасности на ферме и она не посещала какие-либо курсы по безопасности на ферме.
У жертвы не было письменной программы по безопасности на ферме и она не посещала какие-либо курсы по безопасности на ферме.
Другая семья жила в отдельном доме на собственности потерпевшего. Они платили потерпевшему аренду и помогали ему по хозяйству. Человек из этой семьи — это человек, который обнаружил жертву. Эта семья не является «опекуном жертвы», упомянутым в этом отчете. По словам смотрителя, потерпевший имел функциональные нарушения.Из-за своего функционального нарушения пострадавший обычно тесно сотрудничал с другим человеком при выполнении любого вида работы. Когда сослуживец жертвы делал перерыв, то оба брали перерыв. Смотритель и друг семьи независимо друг от друга прокомментировали «надежность» и правдивость личности, обнаружившей жертву.
| Рисунок 2. Вагон-бункер для кормов |
На потерпевшем была рубашка с короткими рукавами, рабочие брюки и теннисные туфли. Его смотритель заявил, что жертва начала работать примерно в 5:00 утра, чтобы поить и кормить свой скот, а также выполнять другие домашние дела на ферме. Обычно он начинал процесс восстановления оборудования позже в тот же день.
Его смотритель заявил, что жертва начала работать примерно в 5:00 утра, чтобы поить и кормить свой скот, а также выполнять другие домашние дела на ферме. Обычно он начинал процесс восстановления оборудования позже в тот же день.
Пострадавший ремонтировал кормовую цистерну (см. Рис. 2). Он поставил фургон на место с помощью трактора, припарковав фургон на песчаной почве за пределами небольшого деревянного сарая, в котором хранились металлолом, сварщик, инструменты, электрические розетки и другой мусор. Фургон был 18 футов в длину, шесть футов в ширину, а платформа была на высоте 28 дюймов от земли.Переднее колесо, на котором была обнаружена жертва, находилось примерно в 4 футах 6 дюймах от передней части фургона. Балка под фургоном с сеном, на которую опирался пострадавший, когда его нашли, находилась на высоте 21 дюйма над землей.
Сварщиком был дуговой сварщик переменного тока старой марки Hobart (см. Рисунок 1). Покрытие и изоляция шнура питания сварщика были повреждены, что привело к оголению проводов (см. Рисунок 3). Сварочные кабели не были доступны исследователям MIFACE. Состояние изоляции кабеля неизвестно.Смотритель объяснил, что они были украдены вскоре после инцидента. Исследователям сообщили, что первый комплект сварочных кабелей был возрастом примерно 10 лет и длиной примерно 12 футов. Второй комплект сварочных кабелей, который был «сращен» с первым, также не был доступен для проверки. Жертва сварила прутьями, которые были выброшены на другие предприятия или куплены жертвой на аукционе. Сварочные стержни хранились в сарае в открытых контейнерах, на открытых полках или на полу.
Рисунок 3). Сварочные кабели не были доступны исследователям MIFACE. Состояние изоляции кабеля неизвестно.Смотритель объяснил, что они были украдены вскоре после инцидента. Исследователям сообщили, что первый комплект сварочных кабелей был возрастом примерно 10 лет и длиной примерно 12 футов. Второй комплект сварочных кабелей, который был «сращен» с первым, также не был доступен для проверки. Жертва сварила прутьями, которые были выброшены на другие предприятия или куплены жертвой на аукционе. Сварочные стержни хранились в сарае в открытых контейнерах, на открытых полках или на полу.
По словам опекуна пострадавшего, пострадавший каждый раз проводил сварочные работы одинаково из-за своей функциональной инвалидности. Обычная рабочая процедура пострадавшего заключалась в том, чтобы «срастить» два набора сварочных кабелей вместе и положить их на землю на кусок дерева размером 2 x 12 дюймов (см. Рисунки 4-5). Он не стал изолировать стыки для защиты. Во время сварочных работ на пострадавшем должен быть сварочный шлем и сварочные перчатки. Он лежал и / или стоял на синей теплоизоляционной плите из жесткого пенопласта.Пострадавший устанавливал все оборудование, включал сварщика (90 ампер) и начинал сваривать.
Он лежал и / или стоял на синей теплоизоляционной плите из жесткого пенопласта.Пострадавший устанавливал все оборудование, включал сварщика (90 ампер) и начинал сваривать.
В день происшествия пострадавший, похоже, работал на последних секциях вагона. Согласно отчету полиции, он лежал примерно в 200 футах от основного блока питания сварщика, который находился внутри сарая. Розетка, в которую был включен сварочный аппарат, не имела заглушки, имела видимые оголенные проводники и в нее были включены другие предметы. В заключении судмедэкспертизы указывалось, что пострадавший лежал на влажной земле.Ближайшая метеостанция зафиксировала 0,03 дюйма дождя в день инцидента. За последние 7 дней выпало почти 3,5 дюйма дождя, хотя за предыдущие три дня выпало всего 0,04 дюйма.
Рисунок 3. Поврежденная изоляция на электрическом шнуре Поврежденная изоляция на электрическом шнуре | Рисунок 4. Неизолированный стык |
| Рисунок 5.Неизолированный стык на неизолированной земле |
Хотя неизвестно, как жертва обычно «сращивает» кабели, в день инцидента он прикрепил электрододержатель непосредственно к проводу кабеля. Неизолированное соединение лежало на голой земле.
В полицейском протоколе указано, что потерпевший прикрепил заземляющий провод к раме бункера для кормов. Лицо, нашедшее жертву, представило представившейся полиции следующее.Он работал с покойным, когда приваривал повозку. Он оставил жертву работать в одиночестве, пока проверял другого члена семьи. Каждые 5-10 минут он проверял пострадавшего, чтобы убедиться, что с ним все в порядке. Когда он вернулся в последний раз, он назвал имя жертвы, но жертва не ответила. Он обнаружил, что жертва не дышит, сидящей под тележкой-бункером с кормом, положив голову на металлические перила. Сварочный стержень и кабели лежали на коленях пострадавшего. Он не мог видеть лица потерпевшего, потому что сварочный шлем прикрывал его голову.Он несколько раз говорил с потерпевшим, наклонился и коснулся жертвы; жертва не ответила. Поскольку потерпевший не ответил, он опустился на колени и положил руки на землю, предположительно, чтобы помочь жертве. Когда его руки коснулись земли, он заявил, что получил «сильный» шок. В этот момент он выключил сварщика и позвал опекуна пострадавшего. Прибыл смотритель, позвонил в службу 911 и отключил сварщика от электрической розетки. Прибыла экстренная помощь, и пострадавший был объявлен мертвым на месте.
Когда он вернулся в последний раз, он назвал имя жертвы, но жертва не ответила. Он обнаружил, что жертва не дышит, сидящей под тележкой-бункером с кормом, положив голову на металлические перила. Сварочный стержень и кабели лежали на коленях пострадавшего. Он не мог видеть лица потерпевшего, потому что сварочный шлем прикрывал его голову.Он несколько раз говорил с потерпевшим, наклонился и коснулся жертвы; жертва не ответила. Поскольку потерпевший не ответил, он опустился на колени и положил руки на землю, предположительно, чтобы помочь жертве. Когда его руки коснулись земли, он заявил, что получил «сильный» шок. В этот момент он выключил сварщика и позвал опекуна пострадавшего. Прибыл смотритель, позвонил в службу 911 и отключил сварщика от электрической розетки. Прибыла экстренная помощь, и пострадавший был объявлен мертвым на месте.
Человек, нашедший жертву, сказал полиции, что в прошлом, когда жертва выполняла сварку, он говорил «ай», когда работал сварщиком, что указывало на то, что жертва могла получить удар электрическим током во время процесса сварки.![]()
| Рис. 6. Стингер на коврике, неиспользованные сварочные стержни | Рисунок 7.Гибкий коврик под кормовозом-бункером |
По словам его опекуна, в день инцидента присутствовали нетипичные обстоятельства. Пострадавший не поместил сращенные кабели на кусок дерева размером 2 x 12 дюймов (см. Рисунки 4-5). На нем не было сварочных перчаток, и он не занимался сваркой, лежа на жестком коврике под собой. Он работал один, что было для него очень необычно. Запасные стержни лежали рядом с местом нахождения жертвы (см. Рис. 6).Он поместил сварочный стержень в жало, но стержень не был зажжен, что указывало на то, что пострадавший не находился в процессе сварки, когда его ударило током. В полицейском протоколе не указано, что рядом с потерпевшим были найдены использованные стержни.
На фотографиях, сделанных полицией во время инцидента, видно, что под тележкой-бункером для кормов находился мат из гибкого пенопласта; фотографии показывают, что жертва, вероятно, не лежала на циновке, когда находилась под фургоном (см. рис. 7).
Хотя температура воздуха была всего 75 градусов, пострадавший сильно потел, о чем свидетельствовала его пропитанная потом рубашка с коротким рукавом.Согласно отчету полиции и заключению судмедэксперта, следов входных и выходных ран от электричества не обнаружено.
Событие явно осталось незамеченным. Возможная последовательность событий состоит в том, что при включении сварщика пострадавший поместил сварочный стержень в жало. Чтобы немного ослабить сварочные кабели, он протянул кабели к себе через ноги. Если произошло повреждение изоляции кабеля и проводник был оголен, когда он протаскивал провод под напряжением по ногам, ток мог уйти на землю в любом месте, где его тело соприкасалось с землей, или через луч вагона и соединение заземления с землей. .
.
Причиной смерти, указанной в свидетельстве о смерти, было поражение электрическим током. Проведенная токсикология показала, что у жертвы был повышенный уровень фермента, который выделяется при повреждении мышц, что соответствует поражению электрическим током.
Примечание. Этот инцидент произошел на частной ферме, не подпадающей под юрисдикцию Администрации безопасности и гигиены труда штата Мичиган (MIOSHA). Несмотря на то, что бизнес может не подпадать под юрисдикцию MIOSHA, рекомендуется следовать руководящим принципам MIOSHA для повышения безопасности на рабочем месте.
- Поддерживать оборудование в надлежащем рабочем состоянии.
Техническое обслуживание оборудования является неотъемлемой частью безопасной эксплуатации оборудования, так как оно может обеспечить защиту, для которой оно было разработано. Неизвестно, смог ли потерпевший установить связь между полученным им «ой» и плохим состоянием аппарата для дуговой сварки и выводов кабеля. Человек, который жил на участке и работал на ферме с потерпевшим, разрешил потерпевшему продолжать пользоваться неисправным сварочным аппаратом. Совершенно необходимо, чтобы, когда известно, что предметы нуждаются в ремонте, они должны быть выведены из эксплуатации, отремонтированы или утилизированы. Был куплен новый сварочный аппарат, но не использовался. Необходимо поддерживать изоляцию на выводах сварочного кабеля, чтобы гарантировать целостность выводов и гарантировать, что рабочие не подвергаются воздействию электрического тока.
Совершенно необходимо, чтобы, когда известно, что предметы нуждаются в ремонте, они должны быть выведены из эксплуатации, отремонтированы или утилизированы. Был куплен новый сварочный аппарат, но не использовался. Необходимо поддерживать изоляцию на выводах сварочного кабеля, чтобы гарантировать целостность выводов и гарантировать, что рабочие не подвергаются воздействию электрического тока.
- Используйте соответствующие средства индивидуальной защиты и убедитесь, что они находятся в надлежащем рабочем состоянии.
Электричество непрерывно идет к земле.Если тело станет частью пути, через него пройдет электричество. Несмотря на то, что сухие руки и ноги обладают большим сопротивлением электрическому току, чем мокрые руки или ноги, ток может быть смертельным независимо от того, сухие или мокрые руки и ноги. Это особенно верно, если электричество проходит через жизненно важные органы, такие как сердце или легкие. Похоже, что жертва покрылась потом и лежала прямо на влажной земле, что снизило уровень сопротивления его тела.
Пострадавший не использовал соответствующие средства индивидуальной защиты при сварке.Хотя на пострадавшем были соответствующие средства защиты глаз (сварочный шлем), он не защищал должным образом свои руки, кожу и ноги. Его руки и руки не были должным образом защищены от ультрафиолетового света и горячего металла; на нем не было кожаных сварочных перчаток / защитных рукавов или рубашки с длинными рукавами с манжетами на пуговицах, сделанных из плотной ткани из 100% шерсти или хлопка с плотным переплетением, или других защитных предметов, таких как кожаный фартук, куртка или набедренные повязки, чтобы защитить его . Он не защищал свои ноги, надев высокие кожаные сапоги, чтобы искры не попали в сапоги.Часть 33 Общего отраслевого стандарта Закона штата Мичиган о безопасности и гигиене труда (MIOSHA) «Средства индивидуальной защиты» содержит рекомендации для лиц по правильному выбору и использованию средств индивидуальной защиты при проведении сварочных работ.
Строительные изоляционные листы из жесткого пенопласта, хотя, возможно, и являются в некоторой степени электрическим изолятором, не предназначены для такого использования.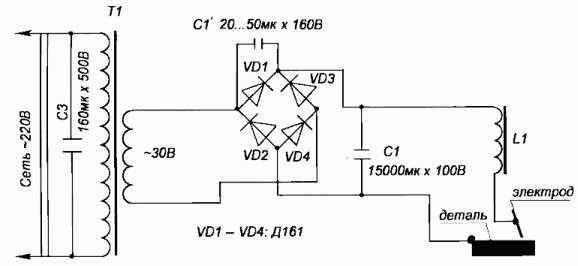 Для обеспечения большей степени защиты следует использовать изолированный электробезопасный коврик и класть его на землю, чтобы обеспечить поверхность для работы, а также обеспечить дополнительную защиту — защитный коврик не проводит ток и обеспечивает защиту человека, находящегося на коврике. не позволять человеку быть «путем» электрического тока к земле.В Интернете можно найти несколько источников защитных ковриков, используя поисковый запрос «непроводящий коврик». Один источник непроводящего мата, идентифицированный MIFACE, имел мат размером 4 х 10 футов, который продавался в розницу менее чем за 275 долларов США.
Для обеспечения большей степени защиты следует использовать изолированный электробезопасный коврик и класть его на землю, чтобы обеспечить поверхность для работы, а также обеспечить дополнительную защиту — защитный коврик не проводит ток и обеспечивает защиту человека, находящегося на коврике. не позволять человеку быть «путем» электрического тока к земле.В Интернете можно найти несколько источников защитных ковриков, используя поисковый запрос «непроводящий коврик». Один источник непроводящего мата, идентифицированный MIFACE, имел мат размером 4 х 10 футов, который продавался в розницу менее чем за 275 долларов США.
- Разработайте безопасные рабочие процедуры при сварке, особенно при сращивании сварочных кабелей.
Общие отраслевые стандарты, часть 12, Сварка и резка, рассматривают многие другие проблемы безопасности, присущие сварочным операциям.
Чтобы предотвратить риск травм и смерти, разработка безопасных рабочих процедур может определить риски, которые могут существовать, и шаги, которые можно предпринять для их предотвращения. Процедуры безопасной работы выявляют существующие риски, которые могут быть связаны с самим сварочным оборудованием, отсутствием необходимых средств индивидуальной защиты; окружающая среда, в которой происходит сварка, и объект сварочной операции.
Процедуры безопасной работы выявляют существующие риски, которые могут быть связаны с самим сварочным оборудованием, отсутствием необходимых средств индивидуальной защиты; окружающая среда, в которой происходит сварка, и объект сварочной операции.
Сварочное оборудование включает сварочный аппарат, кабели, стержни и сварочные стержни. Все сварочное оборудование всегда следует проверять перед использованием. Убедитесь, что сварочный аппарат и его розетка правильно заземлены. Убедитесь, что электрододержатель, а также все электрические соединения и кабели должным образом изолированы — не используйте, если изоляция повреждена или отсутствует, или если кабельные соединения на держателях электродов ослаблены.Избегайте использования электрододержателей с дефектными губками. Убедитесь, что сварочные кабели сухие и не содержат смазки и масла. Держите сварочные кабели вдали от кабелей питания. Следите за тем, чтобы кабели не соприкасались с горячим металлом и острыми краями. Не проезжайте через кабели.
Сварочные прутки следует хранить в закрытых емкостях и в сухом месте. Пострадавший хранил сварочные стержни в закрытых контейнерах в открытом доступе к условиям окружающей среды. Эти стержни могли абсорбировать влагу, вызывая образование трещин во флюсе, и, таким образом, не могли эффективно экранировать дугу.Это могло привести к низкому качеству сварного шва и плохому управлению дугой во время процесса сварки.
Установите безопасные рабочие процедуры, когда вам нужно «сращивать» сварочный кабель. Пострадавший применил небезопасную практику, когда прикрепил электрододержатель к проволочному кабелю. Соединения должны выполняться только с использованием одобренных компонентов и серийно выпускаемых сварочных «кабельных соединителей», которые можно найти в магазинах сварочных материалов и некоторых сельскохозяйственных магазинах.
Необходимость выбора и использования соответствующих средств индивидуальной защиты обсуждалась в предыдущей рекомендации.В зависимости от того, где выполняется сварка, могут потребоваться дополнительные меры для защиты вашего здоровья. Респиратор может считаться необходимым в зависимости от типа выполняемой работы, характера загрязняющих веществ, наличия хорошей вентиляции на месте сварки и концентрации дыма, которому вы подвергаетесь. Шум также может быть проблемой, и могут потребоваться средства защиты органов слуха.
Респиратор может считаться необходимым в зависимости от типа выполняемой работы, характера загрязняющих веществ, наличия хорошей вентиляции на месте сварки и концентрации дыма, которому вы подвергаетесь. Шум также может быть проблемой, и могут потребоваться средства защиты органов слуха.
Судя по всему, потерпевший менял электроды голыми руками.Эта небезопасная практика должна быть запрещена. Никогда не меняйте электроды голыми руками или мокрыми перчатками. При сварке избегайте наматывания электродных кабелей вокруг тела.
Обратите внимание на среду , в которой будет проводиться сварка. Есть ли поблизости легковоспламеняющиеся или горючие материалы? Держите поблизости огнетушитель на случай чрезвычайной ситуации. Земля под сварщиком или там, где вы проводите сварку, влажная или влажная?
Свариваемый объект должен быть оценен на предмет потенциальных рисков.Подключите заземляющий кабель как можно ближе к месту проведения сварки. Убедитесь, что зажим заземления подключен к чистому металлу (без ржавчины, краски или покрытия). Ржавый, окрашенный или покрытый металл может повлиять на электрическую цепь и целостность заземления. После завершения сварки не окунайте электрододержатель в воду, чтобы охладить его, поскольку это может привести к поражению электрическим током. Никогда не выполняйте сварку во влажных местах из-за опасности поражения электрическим током.
Ржавый, окрашенный или покрытый металл может повлиять на электрическую цепь и целостность заземления. После завершения сварки не окунайте электрододержатель в воду, чтобы охладить его, поскольку это может привести к поражению электрическим током. Никогда не выполняйте сварку во влажных местах из-за опасности поражения электрическим током.
- Определите другие потенциальные проблемы безопасности, такие как необходимость в прерывателе цепи замыкания на землю (GFCI).
При рассмотрении вашего оборудования или окружающей среды могут быть выявлены другие потенциальные проблемы безопасности, такие как необходимость в переносном прерывателе цепи замыкания на землю (GFCI). GFCI доступны для электрического оборудования на 240 вольт. Электрооборудование подключается к GFCI, а GFCI подключается к стене. Непреднамеренный электрический путь между источником тока и заземленной поверхностью называется «замыканием на землю». Замыкания на землю возникают, когда протекает ток короткого замыкания, по сути, электричество идет на землю. Токи короткого замыкания могут возникать при плохой изоляции, царапинах, порезах или трещинах. Тело человека может обеспечить заземление для этого тока.
Токи короткого замыкания могут возникать при плохой изоляции, царапинах, порезах или трещинах. Тело человека может обеспечить заземление для этого тока.
Согласно отчету полиции, розетка, к которой был подключен сварщик, не имела заглушки, имела видимые оголенные проводники и в нее были включены другие предметы. Вероятно, что сварочная установка пострадавшего не могла работать с 240-вольтовым GFCI из-за оголенных проводников на электрическом кабеле / вилке, соединяющей сварочный аппарат с настенной розеткой (см. Рисунок 3).Хотя GFCI обычно не используются со сварочными аппаратами в условиях фермы, GFCI обнаружил бы утечку тока в электрическом кабеле между сварочным аппаратом и электрической розеткой. Электрическая цепь была бы прервана, и сварщик отключился бы, показывая пострадавшему, что питание сварщика «небезопасно». ПРИМЕЧАНИЕ: GFCI может обеспечить защиту от «стены до сварщика». GFCI не защитит вас от перебоев между «сварщиком и работой». Поскольку GFCI не может защитить вас от сбоев между «сварщиком и работой», используя надлежащую сварочную технику и средства индивидуальной защиты, сварка имеет решающее значение.
Стандарты MIOSHA, цитируемые в этом отчете, можно найти и загрузить с веб-сайта MIOSHA, Департамента труда и экономического роста штата Мичиган (MDLEG): www.michigan.gov/mioshastandards. Кроме того, стандарты MIOSHA можно получить за плату, направив письмо по адресу: Департамент труда и экономического роста штата Мичиган, Секция стандартов MIOSHA, P.O. Box 30643, Lansing, Michigan 48909-8143 или по телефону (517) 322-1845.
Закон штата Мичиган о безопасности и гигиене труда (MIOSHA), Общий отраслевой стандарт, часть 33, Средства индивидуальной защиты
Закон штата Мичиган о безопасности и гигиене труда (MIOSHA), Общий отраслевой стандарт, часть 12, Сварка и резка
Национальная база данных по безопасности сельского хозяйства (NASD), www.nasdonline.org, Тематическая область: Электробезопасность
NASD — Заземление электричества, Серия тренингов по безопасности задней двери в сельскохозяйственном отделении Университета штата Огайо
NASD — Безопасность при дуговой сварке, Серия тренингов по безопасности задних дверей в расширении Университета штата Огайо
NASD — Урок по технике безопасности в сельском хозяйстве План: безопасность дуговой, TIG и MIG сварки
Процедура безопасной эксплуатации, электрическая дуга и сварка MIG, Университет Небраски-Линкольн. UNL, Здоровье и безопасность окружающей среды.Адрес в Интернете: http://ehs.unl.edu
UNL, Здоровье и безопасность окружающей среды.Адрес в Интернете: http://ehs.unl.edu
MIFACE (Michigan Fatality and Control Evaluation), Мичиганский государственный университет (MSU), Медицина труда и окружающей среды, 117 West Fee Hall, East Lansing, Michigan 48824-1315. Эта информация предназначена только для образовательных целей. Этот отчет MIFACE становится общедоступным после публикации и может быть дословно распечатан с указанием ссылки на MSU. Перепечатка не может использоваться для поддержки или рекламы коммерческого продукта или компании. Все права защищены. МГУ — работодатель позитивных действий и равных возможностей.
Публикация №: 03MI193
Информация об отказе от ответственности и воспроизведении: Информация в
NASD не представляет политику NIOSH. Информация включена в
NASD появляется с разрешения автора и / или правообладателя.
Более
Сварка и производство
WELD 104 — Основы сварки и изготовления — 5.0
Кредиты
Студенты изучают базовые концепции сварки и изготовления.
Просмотреть результаты обучения по курсу SCC
WELD 113 — Сварочная математика — 1.0-3.0 Кредиты
Этот курс знакомит с теорией и практическим применением формул для решения проблем, возникающих в производственной индустрии. Этот курс можно повторить до трех раз, всего три кредита. Предварительное условие: одновременная запись в WELD 114, 115, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 114 — Введение в чтение чертежей — 2.0
Кредиты
Этот курс знакомит студентов с чтением чертежей. Особое внимание уделяется конструкционным формам, условным и вспомогательным видам, сечениям и сварным соединениям. Предварительное условие: одновременная запись в WELD 113, 115, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 115 — Введение в производство — 3.0
Кредиты
Этот курс знакомит с инструментами, оборудованием и материалами, используемыми при планировании и изготовлении различных сварочных проектов, с упором на их функции и правильное использование.Особое внимание уделяется правилам техники безопасности в сварочном цехе. Предварительное условие: одновременное участие в WELD 113, 114, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 116 — Теория дуговой сварки экранированных металлов — 3.0
Кредиты
Этот курс знакомит с теорией дуговой сварки в защитном металлическом корпусе. Особое внимание уделяется безопасности сварки и позициям, настройке оборудования, зажиганию дуги и операциям резки. Предварительное условие: одновременная запись в WELD 113, 114, 115, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 117 — Применение для дуговой сварки экранированных металлов — 1.0-7.0 Кредиты
Этот курс предлагает практический лабораторный опыт использования концепций, представленных в WELD 116. Особое внимание уделяется выбору и применению сварочных электродов для конкретных сварных соединений. Предварительное условие: одновременное участие в WELD 113, 114, 115, 116 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 121 — Математика промежуточной сварки — 1.0
Кредиты
Этот промежуточный курс продолжается с теорией и практическим применением формул с использованием формул для решения проблем, возникающих в производственной индустрии. Параллельная запись в WELD 114, 115, 116, 117 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 123 — Intermediate Blueprint Reading — 2.0
Кредиты
Этот курс продолжает концепции, представленные в WELD 114. Особое внимание уделяется интерпретации чертежей и соответствующих символов сварки.Предварительное условие: одновременная запись в WELD 124, 125, 126 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 124 — Продвинутая теория дуговой сварки экранированных металлов — 3.0
Кредиты
Этот курс продолжает концепции, представленные в WELD 116. Вводятся сведения о металлургии сварки, классификации электродов и использовании углеродистых и легированных сталей. Предварительное условие: одновременное участие в WELD 123, 125, 126 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 125 — Расширенные приложения для дуговой сварки экранированных металлов — 1.0-7.0 Кредиты
Этот курс обеспечивает передовой лабораторный опыт теории, представленной в WELD 124. Особое внимание уделяется методам сварки, используемым при работе с углеродистыми и легированными сталями. 1-7 кредитов могут быть применены кредиты для предварительного обучения на общую сумму не более семи кредитов. Предварительное условие: одновременная запись в WELD 123, 124, 126 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 126 — Промежуточное производство — 3,0
Кредиты
Этот курс предлагает практический лабораторный опыт с использованием навыков, приобретенных в первом квартале теоретических и лабораторных курсов.Особое внимание уделяется планированию и изготовлению различных сварочных проектов. Предварительное условие: одновременная запись в WELD 123, 124, 125 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 127 — Работа технологической машины — 2.0
Кредиты
Студенты изучают безопасный и правильный способ установки и использования различных производственных машин, которые обычно используются в производственных условиях. Используемые станки могут включать в себя: ножницы и пробойники для металлургии, горизонтальная ленточная пила, отрезная пила, сверлильный станок, шлифовальные станки, трубогиб, кольцевой каток.
Просмотреть результаты обучения по курсу SCC
WELD 131 — Advanced Welding Math — 1.0
Кредиты
Этот продвинутый курс продолжается с теорией и практическим применением формул с использованием формул для решения проблем, возникающих в производственной индустрии. Предварительное условие: одновременная запись в WELD 114, 115, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 133 — Расширенное чтение чертежей — 2.0
Кредиты
Этот курс продолжает концепции, представленные в WELD 114 и 123, с акцентом на интерпретацию сложных рабочих чертежей, применяя дизайн, компоновку и последовательность факторов производства.Предварительное условие: одновременное участие в WELD 134, 135, 136 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 134 — Теория специальной сварки — 3,0
Кредиты
Этот курс знакомит с металлургией и другими сварочными процессами, такими как газовая дуговая сварка вольфрамом, газовая дуговая сварка металлическим электродом и дуговая сварка флюсовым сердечником. Предварительное условие: одновременное участие в WELD 133, 135, 136 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 135 — Специальные сварочные работы — 7.0
Кредиты
Этот курс предлагает практические применения в настройке оборудования и рабочих процедур, используемых в различных сварочных процессах. Особое внимание уделяется соображениям безопасности и качественной сварке с использованием рентгеновских лучей. Предварительное условие: одновременное участие в WELD 133, 134, 136 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 136 — Расширенное производство — 3.0
Кредиты
Этот курс предлагает практические применения в проектировании и изготовлении металлических проектов с использованием соответствующих сварочных процессов и производственного оборудования.Предварительное условие: одновременное участие в WELD 133, 134, 135 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 143 — Специализированный чертеж — 2.0
Кредиты
Студенты будут работать с более сложными чертежами и строить из них детали.
Просмотреть результаты обучения по курсу SCC
WELD 144 — Специализированная теория — 3,0
Кредиты
Углубленное изучение теории специальных процессов, таких как GMAW с импульсным распылением и GMAW с алюминием.Предпосылка: Завершение 2-го и 3-го кварталов программы «Сварка и производство».
Просмотреть результаты обучения по курсу SCC
WELD 145 — Специализированное производство — 3.0
Кредиты
Студенты изготовят по чертежам готовые балки и небольшие колонны. Предпосылка: Завершение 2-го и / или 3-го квартала программы «Сварка и производство».
Просмотреть результаты обучения по курсу SCC
WELD 146 — Специализированная сварка — 1.0-7.0 Кредиты
Студенты будут сваривать структурные формы и детали, как в магазине.Предпосылка: Завершение 2-го и / или 3-го квартала программы «Сварка и производство».
Просмотреть результаты обучения по курсу SCC
WELD 151 — HEQ Welding I — 3.0
Кредиты
В рамках этого курса студенты изучат надлежащую безопасность и основы газокислородной резки и дуговой сварки в среде защитного металла, относящиеся к области ремонта тяжелого оборудования.
Просмотреть результаты обучения по курсу SCC
WELD 152 — HEQ Welding II — 3.0
Кредиты
В рамках этого курса студенты изучают надлежащую безопасность и основы дуговой сварки металлическим газом, дуговой сварки порошковым напылением и воздушно-угольной дуговой резки применительно к области ремонта тяжелого оборудования.
Просмотреть результаты обучения по курсу SCC
WELD 153 — Сварка HPAT — 3.0
Кредиты
В рамках этого курса слушатели изучат надлежащую безопасность и основы газокислородной резки и дуговой сварки в среде защитного металла в гидравлической и пневматической областях.
Просмотреть результаты обучения по курсу SCC
WELD 154 — Сварка с ЧПУ — 1.0
Кредиты
В рамках этого курса студенты изучают безопасность и основы дуговой сварки в защитном металлическом корпусе, газовой дуговой сварки металлическим электродом и газовой вольфрамовой дуговой сварки в том, что касается механической обработки.
Просмотреть результаты обучения по курсу SCC
WELD 155 — Автоматическая сварка — 1.0
Кредиты
В этом курсе студенты изучают надлежащую безопасность и основы газокислородной резки, газовой дуговой сварки металлическим электродом и газовой вольфрамовой дуговой сварки в том, что касается ремонта автомобилей.
Просмотреть результаты обучения по курсу SCC
Как стать сварщиком
При средней зарплате сварщика от 40 000 до 50 000 долларов в год и ожидаемом росте спроса на сварщиков в следующие 10 лет на 8% сварка является стабильным и прибыльным выбором карьеры.А сварка — это навык, необходимый во многих отраслях. Итак, как стать сварщиком и как убедиться, что вы соответствуете квалификации сварщика? Давайте взглянем!
Чем занимаются сварщики?
Сварщики создают или ремонтируют металлические изделия или изделия, используя тепло для плавления нескольких металлов, таких как латунь, нержавеющая сталь или алюминий. В зависимости от того, какие металлы они режут и соединяют, сварщики могут использовать различные сварочные инструменты и оборудование. Но независимо от того, какое оборудование они используют, сварщики несут ответственность за аккуратное и бережное строительство или ремонт чего-либо.
Сварщики могут строить и ремонтировать любое количество объектов, например, жилые или коммерческие постройки, трубопроводы, самолеты, мосты, автомобили и многое другое.
Сварщик — отличный выбор профессии для тех, кто любит работать руками. Многие сварщики называют свою готовую работу одной из самых приятных вещей в своей работе. Правильная сварка требует внимания к деталям и технических знаний, а также позволяет сварщикам продемонстрировать свои творческие способности и навыки.Быстрый поиск в Google покажет вам, насколько увлечены сварщики — и широкая общественность — о прекрасных сварочных работах, которые могут выполнить высококвалифицированные сварщики.
Какие виды работ выполняют сварщики?
В рамках своей повседневной работы сварщики могут просматривать чертежи и чертежи для нового проекта, чтобы определить длину и размеры свариваемого изделия. Они снимут измерения и спланируют схемы и процедуры, необходимые для выполнения данного проекта.
На основании этих планов и любых других требований к работе сварщик определит, какое сварочное оборудование и методы использовать. Он или она настроит компоненты в соответствии со спецификациями, затем подготовит и выровняет различные части, которые будут сварены вместе. Они используют специальное оборудование, чтобы нагреть эти два компонента, а затем соединить их вместе. Они также могут использовать то же сварочное оборудование для заделки отверстий, ремонта оборудования и резки материалов. На протяжении всего процесса сварки сварщики должны соблюдать строгие правила техники безопасности и следить за тем, чтобы пламя и металлы поддерживались при правильной температуре.
Помимо времени, затрачиваемого на активную сварку, сварщики также проверяют поверхности и конструкции и обслуживают оборудование. Безопасность на рабочем месте особенно важна при сварке, и все оборудование и поверхности должны содержаться в чистоте и храниться надлежащим образом.
Какое оборудование используют сварщики?
Сварщики используют различные типы оборудования и инструментов, например, аппараты для ручной сварки, сварочные аппараты MIG, сварочные аппараты TIG, угловые шлифовальные машины, пилы, угольники, суппорты и зажимы. Конкретный используемый инструмент или часть оборудования зависит от того, какой металл сварщик режет или соединяет, а также от того, какой конечный продукт сварщик создает или ремонтирует.
Какой типовой график у сварщика?
Сварщики обычно работают посменно с почасовой оплатой. Количество часов совместной работы и время работы сварщиков может варьироваться в зависимости от компании, должности и местоположения, но большинство сварщиков обычно работают полный рабочий день или 40 часов в неделю. В зависимости от проекта и работодателя сварщики могут работать в течение длительного или ненормированного рабочего дня, который отличается от среднего рабочего графика. Сварщики могут запросить определенный график, который лучше всего соответствует их личным или семейным предпочтениям, но в большинстве объявлений о вакансиях в сварке указывается конкретное время смены.
В каких условиях работают сварщики?
Сварщики могут работать в различных местах, например на заводах, строительных площадках и других промышленных предприятиях. Места, где работают сварщики, могут варьироваться в зависимости от компании, в которой они работают, и отрасли, в которой они работают — таких как автомобилестроение, судостроение, строительство зданий или других видов производства.
Некоторым сварщикам может потребоваться частая работа на открытом воздухе, даже в ненастную погоду.Другие могут работать преимущественно внутри. Тем не менее, сварщики должны быть готовы к работе в тесноте и должны чувствовать себя комфортно при работе на строительных лесах или других платформах, которые могут находиться высоко над землей. Иногда сварщикам может понадобиться поднимать тяжелые предметы или обращаться с тяжелым оборудованием.
Какие навыки нужны сварщикам?
Для выполнения повседневных задач, описанных выше, сварщикам необходимы глубокие знания в области сварки и свойств металла.Они должны уметь читать и интерпретировать техническую документацию, чертежи и чертежи. В зависимости от отрасли работодатели могут искать сварщиков с опытом использования определенных типов сварочного оборудования, а также электрических и ручных инструментов, таких как пилы, угольники и суппорты. Сварщики должны быть знакомы со стандартами безопасности и продемонстрировать приверженность ношению надлежащей защитной одежды и снаряжения.
Помимо этих «жестких» навыков, сварщики также должны обладать рядом мягких навыков, чтобы добиться успеха.Сварка требует особого внимания к деталям, чтобы правильно интерпретировать сложные технические чертежи и чертежи и успешно соединить два компонента. Сварщикам должно быть комфортно работать в быстро меняющейся производственной среде, которая временами может быть шумной или хаотичной. Они должны обладать хорошими коммуникативными навыками и легко выполнять письменные и устные инструкции. Как и в любой другой карьере, сварщики также должны продемонстрировать готовность вкладывать время и усилия, необходимые для развития своих навыков и продвижения по службе в компании.
Каковы требования к образованию сварщика?
Сварочные работы обычно требуют аттестата средней школы или GED. Перед тем, как начать карьеру сварщика, многие люди проходят стажировку в области сварки, чтобы получить практический опыт в сварке. Стажировка похожа на стажировку, но обычно оплачивается. Они могут быть отличным способом начать налаживать связи с компанией, которую нужно нанять на полный рабочий день.
Для выполнения некоторых сварочных работ может потребоваться свидетельство профессионального училища сварщиков (также известного как профессиональное училище сварщиков).Эти сертификаты обычно выдаются Американским обществом сварщиков и используются для подтверждения знаний и навыков сварки. Сварщики могут получить ряд сертификатов по сварке, в том числе сертифицированного сварщика (CW), сертифицированного инспектора по сварке (CWI), старшего сертифицированного инспектора по сварке (SCWI), сертифицированного преподавателя по сварке (CWE) или сертифицированного торгового представителя по сварке (CWSR). Для каждого из этих сертификатов есть письменный экзамен и тест на сварочные навыки. После получения сертификата его необходимо будет продлевать каждые шесть месяцев или год, чтобы доказать, что навыки и знания актуальны.
Кроме того, обычно требуется обучение на рабочем месте. Сертификаты и обучение на рабочем месте особенно важны для сварки, потому что сварочные работы требуют высоких температур, что может быть опасно для неопытных.
Каковы карьерные перспективы сварщиков?
Средняя зарплата сварщика колеблется от 40 000 до 50 000 долларов, хотя зарплата сварщиков зависит от того, какой вид сварки они делают, а также от образования, которое они хотят получить. Если сварщик имеет более высокую степень или сертификат, он также может получить более высокооплачиваемые должности.Заработная плата сварщиков также может варьироваться в зависимости от штата, в котором они хотят работать; В таких штатах, как Аляска и Техас, сварщики получают значительно более высокие зарплаты, чем сварщики в других штатах.
Гарантия занятости сварщиков высока. Здания и сооружения всегда нужно будет строить и ремонтировать, поэтому всегда будут нужны сварщики. Фактически, спрос на сварщиков должен вырасти на 8% в следующие 10 лет. Однако, поскольку сварка — это занятие на месте, сварщикам иногда необходимо переезжать на протяжении всей своей карьеры, чтобы быть ближе к тому месту, где есть спрос.
Как лучше всего найти работу сварщиком?
Spherion уже более 70 лет помогает соискателям работать в легкой промышленности, поэтому мы разбираемся в сварке как внутри, так и снаружи. Где бы вы ни находились по всей стране, мы можем прямо сейчас связать вас с компаниями, которые нанимают для выполнения сварочных работ.
Как работают сварочные аппараты: полное руководство
Сварочные аппараты могут показаться сложными, но
их достаточно легко понять, как только вы начнете с ними работать.
Как работают сварочные аппараты?
Короткий ответ прост. Приложив немного науки и немного практики, любой может реализовать отличный сварочный проект. Длинный ответ заключается в том, что существует несколько типов сварочных и сварочных аппаратов, и вы должны быть знакомы со многими из них.
красный сварочный аппарат оборудование
Если вы готовы приступить к своему сварочному проекту и начать создавать свои собственные практические или художественные творения, возьмите ручку и сделайте несколько заметок.
К концу этой статьи вы будете знать все, что вам нужно знать о сварке.
Основы сварочного аппарата
Прежде чем мы углубимся в технические подробности, вы должны знать несколько основ, например, о двух типах сварки.
Двумя основными типами сварки являются дуговая сварка и сварка горелкой.
Сегодня мы познакомимся с основами обоих типов сварки: как они работают, какое оборудование для каждого из них требуется, и многое другое.
Дуговая сварка
Дуговая сварка — это процесс использования электрической дуги для плавления материалов, с которыми вы работаете, а также присадочных материалов.
Этот пруток иногда называют сварочным прутком, и этот процесс используется для сваривания соединений.
Хотя это описание звучит довольно просто, дуговая сварка — сложный процесс. Для дуговой сварки необходимо прикрепить к сварочному материалу заземляющий провод.
Обратите внимание, что сварочный материал — это не тот материал, который вы будете сваривать.
Другая проволока, называемая электродным выводом, помещается в материал, который вы планируете сваривать.Когда вы оттягиваете вывод электрода от материала, вы создаете электричество.
Электричество, которое вы создаете при протягивании вывода электрода, создает электрическую дугу, в честь которой назван весь процесс.
При возникновении дуги материал, который вы свариваете, плавится, и — если вы их использовали — присадочные материалы помогают деталям плавиться в одно целое.
Виды дуговой сварки
Итак, какие бывают виды дуговой сварки?
Мы обсудим три различных типа дуговой сварки, которые перечислены ниже:
- Экранированная металлическая дуга
сварка - Газовая дуговая сварка металлическим электродом
- Газовая вольфрамовая дуга
сварка
Дуговая сварка защищенного металла (SMAW)
Дуговая сварка защищенным металлом, также известная как SMAW, относится к типу дуговой сварки, в которой используется вывод электрода, покрытый флюсом.
Flux — чистящее или очищающее средство. Обычно, когда возникает электрическая дуга и образуется соединение, флюс распадается.
Когда флюс распадается, он дает
от паров, которые будут защищать место сварки от всего, что в воздухе
может заразить его.
Поскольку этот вид сварки относительно
прост и может использоваться для различных сварочных работ, это один
из наиболее популярных методов сварки, используемых во многих отраслях промышленности.
Обратите внимание, что SMAW также может называться ручной дуговой сваркой металла (MMAW) или дуговой сваркой в среде защитного флюса.
Хотя все эти названия звучат по-разному, все они относятся к типу дуговой сварки, в которой используется защитный флюс.
Газовая дуговая сварка металлов (GMAW)
Газовая дуговая сварка металлическим электродом, или GMAW, также имеет несколько разных названий .
Ее также называют сваркой в среде инертного газа (MIG) или сваркой в среде активного газа (MAG).
Обратите внимание, что сварка MIG и MAG относится к категориям дуговой сварки металлическим электродом в газе.
GMAW работает, когда электрическая дуга возникает между металлической проволокой в инертном газе и свариваемыми материалами.
Процесс заставляет материалы нагреваться, плавиться и, в конечном итоге, сплавиться.
Основное различие между SMAW и GMAW — это электрод: в GMAW используется металлический инертный газ, а в SMAW используется свинцовый электрод.
Вспомните, как SMAW использовал флюс для защиты
площадь? GMAW также имеет защитное средство, хотя его называют защитным газом.
Газовая вольфрамо-дуговая сварка (GTAW)
Последняя подкатегория дуговой сварки, которая
мы будем говорить о газовой вольфрамовой дуговой сварке или GTAW.
Этот тип сварки также известен как сварка вольфрамовым электродом в среде инертного газа (TIG). В процессе GTAW используется вольфрамовый электрод.
Это тот же процесс, что и раньше, но с другим материалом электрода. То же самое, но немного измененное, используемое защитное средство.
GTAW использует инертный защитный газ для защиты зоны сварки от загрязнений.
Обратите внимание, что GTAW также использует присадочный материал, хотя он не требуется для всех сварочных процессов с использованием этого метода.
Горелка для сварки
Сварка горелкой немного проще понять, хотя бы потому, что в ней нет подкатегорий, за которыми следовало бы следить.
Для сварки горелкой используется горелка для плавления рабочего материала и сварочного стержня.
Сварщик получает полный контроль в этом процессе, потому что ему приходится одновременно обращаться со стержнем и горелкой.
Этот вид сварки широко распространен, хотя его популярность постепенно снижается из-за практического применения. Однако он до сих пор используется во многих отраслях промышленности.
Другие виды сварки
Существуют и другие виды сварки, кроме дуговой сварки и сварки горелкой.
Однако вы должны пытаться выполнять эти виды сварки на свой страх и риск.
К другим видам сварки относятся электродуговая дуга, сварка взрывом, сварка лазерным лучом и ультразвуковая сварка.
Эти виды сварки намного сложнее. Если вы новичок, продолжайте дуговую сварку и сварку горелкой, пока не приобретете некоторую практику.
Для чего используются сварочные аппараты?
Сварка — это многовековая практика, которая, как говорят, берет свое начало с сэра Хамфри Дэви около 1836 года.
Примерно в это же время Дэви создал первую электрическую дугу с двумя электродами. Однако сварка была усовершенствована лишь несколькими десятилетиями позже, в 1881 году.
Это было тогда, когда Август де Меритен использовал электрическую дугу, чтобы сплавить две свинцовые пластины вместе. Позже его ученик Николай Бернадос запатентовал вид электродуговой сварки.
Благодаря этим изменениям были созданы и в конечном итоге усовершенствованы различные виды сварки. Хотя сама эта практика довольно старая, современная сварка все еще похожа на своих старых предшественников.
Сегодня сварка стала быстрее, эффективнее и точнее, чем раньше. Однако конечная цель осталась прежней.
Проще говоря, сварочные аппараты используются
чтобы соединить вещи вместе.
Вот несколько важных терминов для сварки:
- Сварочный материал: материалы, которые вы
свариваются - Наполнитель: пластик или
металл, который вы используете как своего рода клей, чтобы скрепить сварочные материалы.
Иногда сварщики используют наполнитель, чтобы скрепить сварочные материалы, чтобы
такое слияние материалов может иметь место. - Энергия: источник, который вы используете для сварки материалов.
вместе (газ, электричество, лазер и т. д.)
По определению, сварка — это процесс соединения двух материалов, таких как алюминий, латунь, пластик или полимер, путем их сплавления посредством какой-то реакции.
Эта реакция обычно вызывается
сильное тепло от любого источника энергии, который вы решите использовать.
Сварка часто используется в производстве, включая все виды от архитектурной и горнодобывающей до сельскохозяйственной и строительной.
Сварщики также работают в авиакосмических и судостроительных компаниях, а также в ремонтных отраслях.
Поскольку сварка — это такая разнообразная отрасль, вы можете догадаться, почему существует такой рынок сварочных аппаратов.
Люди хотят уметь сваривать и выполнять разнообразные домашние и бизнес-проекты своими руками.
Теперь, когда интернет-магазины сделали эти машины доступными, неудивительно, что они стали популярными.
Как выбрать идеальный сварочный аппарат
Ключом к выбору идеального сварочного аппарата является выбор наиболее подходящего для ваших конкретных сварочных нужд.
Есть несколько вопросов, которые вы должны задать себе, прежде чем принять решение и начать свое исследование.
Вопросы, которые нужно задать:
- Сколько можно
позволить себе потратить на это? - Какой процесс мне
хотите использовать? - Что за
проекты, которыми я хочу заниматься?
Независимо от того, какой тип сварки вы выберете, сварка стоит дорого.
Вам необходимо купить аппарат, а также необходимые сварочные материалы, защитное средство и, возможно, наполнитель.
Вам следует подумать обо всех расходах на владение и использование сварочного аппарата, прежде чем решать, какой тип сварочного аппарата вам подходит.
Обратите внимание, что аппараты для дуговой сварки
как правило, дешевле, а сварочные аппараты — дороже. Считать
о вашем бюджете, прежде чем вы будете слишком привязаны к одному типу.
Последний вопрос, пожалуй, самый важный. Неважно, купите ли вы лучший сварочный аппарат на рынке, если вы купите тот, который не работает или не подходит для нужного вам продукта.
После того, как вы зададите себе все эти вопросы, вы сможете лучше понять, какой вид сварочного аппарата лучше всего подходит для вас.
Нужен ли мне сварочный аппарат?
Нужен ли вам сварочный аппарат?
ваше собственное зависит от нескольких факторов, и вам нужно будет принять решение
позвоните себе.
Спросите себя:
- Что
мой бюджет? - Почему
я хочу сам делать сварку? - Может
сварочный цех это делают? - До
Мне нужно быстро сделать проект? - Am
Я завершаю один проект или несколько? - Am
Я посвятил себя практике?
Это все важные вопросы, потому что
они указывают на долгосрочную выгоду от покупки собственного сварочного аппарата.
машина.
Если текущий проект можно сделать лучше и быстрее в магазине, почему вы хотите сделать это самостоятельно? Вы просто хотите получить удовольствие от возможности сварить самостоятельно? Хотите воплотить в жизнь собственное видение?
На самом деле то, что магазин может выполнить ваш сварочный проект за вас, не означает, что он лучший вариант.
Иногда можно подумать, что никто не может
как можно лучше реализовать свое видение или потребность — и это отличный повод
приобретите себе сварочный аппарат.
Также подумайте о том, для скольких проектов вы будете использовать машину. Если это одноразовая вещь, подумайте дважды.
Сварочные аппараты и материалы стоят денег, а техническое обслуживание аппарата требует времени и энергии.
В таком случае, возможно, вы захотите использовать магазин вместо собственного станка. Сварка также требует много терпения и времени.
Если вы только начинаете, вам нужно много попрактиковаться, прежде чем вы добьетесь наилучших результатов сварки.
Типы сварочных аппаратов
Мы поговорим о двух основных типах сварочных аппаратов. Вы можете догадаться, какие они?
Вы правы!
Мы займемся аппаратами для дуговой сварки (с разбивкой по категориям) и аппаратами для плазменной сварки.
Вы уже знаете основы, так чем же отличаются сами машины?
Когда дело доходит до вопроса о том, сколько существует различных типов сварочных аппаратов, ответ — много.
Вместо того, чтобы бросать вам все сразу, я составил список аппаратов для дуговой сварки.
Популярные аппараты для дуговой сварки
The C.M.T. Сверхпортативный 100-амперный электродуговый сварочный аппарат Pitbull — 110V от CMT — отличный недорогой вариант для дуговой сварки, особенно для тех, кто думает о небольших домашних проектах, а не о больших и сложных.
Точнее, дешевле 100 долларов на Amazon — это не лучший сварщик на рынке. Однако это отличный выбор для новичков.
Как вы можете понять из названия сварочного аппарата DEKOPRO 110/220 В MMA, это сварочный аппарат MMAW, который является просто еще одним названием сварочного аппарата SMA.
Это означает, что вы будете работать со свинцовым электродом и защитным флюсом. Это не так дешево, как наш первый вариант, но все же неплохо для новичка.
ARC Welder HITBOX относится к подкатегории аппаратов для сварки GTA — вольфрамовый инертный газ (TIG).
Если вы помните, это означает, что вы будете использовать инертный защитный газ и вольфрамовый электрод.
Горелочные сварочные аппараты
Первый сварочный аппарат в списке — Lotos LTPDC2000D от Lotos Technology.
Одно большое различие, которое я заметил между аппаратами для плазменной сварки и аппаратами для дуговой сварки, заключается в том, насколько дороже были аппараты для плазменной сварки.
В то время как машины для дуговой сварки стоят менее 100 долларов, этот аппарат стоит около 500 долларов.
Если вы пытаетесь приобрести лучший сварочный аппарат для себя, подумайте о своем бюджете, прежде чем переходить на один вид сварки — это избавит вас от стресса и денег.
MTS-205 205 от Amico — еще один отличный вариант сварочного аппарата с горелкой.
Эта машина стоит около 600 долларов. Однако он оснащен функцией горелки TIG Torch и передовыми технологиями, которые могут быть полезны более опытным сварщикам, желающим вложить деньги.
Поскольку вы решили, что хотите сделать это вложение, есть еще пара вещей, которые вы должны знать, прежде чем окончательно совершить покупку: вы должны быть уверены, что знаете, как ухаживать за своей машиной.
Как обслуживать сварочный аппарат
Так как же обслуживать сварочный аппарат?
Вы потратили много времени на поиск машины, так что давайте узнаем немного о ее содержании.
Держите в чистоте
Это, наверное, самый простой совет, который вы получили по поводу сварочного аппарата, но, пожалуй, один из самых важных.
Сварка может быть неприятным процессом, и материалы могут плавиться на машине и вокруг нее и создавать беспорядок.
Хотя может возникнуть соблазн оставить беспорядок, поскольку вы, вероятно, не будете использовать эту машину очень часто, важно убирать за собой, чтобы ваша машина не забивалась расплавленными материалами и могла продолжать работать в полную силу. емкость.
В конце концов, сварочные аппараты стоят денег, и вам не захочется заменять их слишком рано.
Держать в сухом состоянии
Это может стать сюрпризом для вас, как и для меня.
Однако каждые несколько месяцев вы сушите машину изнутри.
Необходимо использовать чистый сухой воздух, чтобы удалить влагу изнутри машины.
Это особенно важно, когда речь идет об источниках питания, которые могут отрицательно отреагировать, если их слишком долго оставить во влажных условиях.
Прочтите указания
Это, вероятно, звучит как легкая задача, но вы будете удивлены тем, сколько неисправностей машины можно исправить — или вообще предотвратить — просто прочитав все предоставленные инструкции.
Прежде чем вы начнете использовать машину, я рекомендую полностью прочитать инструкцию, которая должна прилагаться к ней.
Обратите особое внимание на разделы о техническом обслуживании, чтобы вы знали, чего ожидать в конце вашего проекта, еще до того, как вы начнете.
Это также поможет вам избежать непреднамеренного повреждения аппарата из-за действий во время процесса сварки, нарушающих его функциональность.
Составьте расписание
Одна вещь, которая предотвратит уход за вашей машиной на второй план, — это соблюдение графика, когда вы будете обслуживать свою машину.
Хотя техническое обслуживание может потребоваться не так часто, как в сварочном цехе, у вас должен быть примерный график выполнения работ, необходимых для технического обслуживания машины.
Например, вы должны знать, когда вы будете работать над проектами (чтобы иметь надлежащие чистящие средства), и делать записи каждые шесть месяцев, чтобы вы могли высушить внутреннюю часть машины.
Вам даже следует делать заметки несколько раз в год, когда вы будете проверять свою машину на предмет необходимости замены каких-либо частей.