
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
БИЛЕТ 7
ВОПРОС 1. С какой целью один из концов электрода выполняют без покрытия
1. С целью экономии покрытия.
2. Для определения марки электрода.
3. Для токоподвода.
ВОПРОС 2. Какие стали относятся к группе кремнемаргацовистых сталей?
1. 15Х2НМФА, 16ГНМА, 20ХМА.
2. 10ХСНД, 10ХН1М, 12МХ.
3. 15ГС, 20ГСЛ, 09Г2С.
ВОПРОС 3. Укажите буквенные обозначения вида электродного покрытия.
1. А — кислое, Б – основное, Ц – целлюлозное, Р – рутиловое, П – прочих видов.
2. К – кислое, О — основное, ОР –органическое, РТ – рутиловое, П – прочих видов.
3. К – кислое, О — основное, Ц – целлюлозное, Р – рутиловое, П – прочих видов.
ВОПРОС 4. Исходя из каких условий выбираются провода для электрических цепей?
1. Исходя из допустимой плотности тока.
2. Исходя из удельного сопротивления проводника.
3. Исходя из требуемой длины проводника.
ВОПРОС 5. Какие требования предъявляются к помещению для хранения сварочных материалов?
1. Сварочные материалы хранят в специально оборудованном помещении без ограничения температуры и влажности воздуха.
2. Сварочные материалы хранят в специально оборудованном помещении при положительной температуре воздуха.
3. Сварочные материалы хранят в специально оборудованном помещении при температуре не ниже 15 0С и относительной влажности воздуха не более 50%.
ВОПРОС 6. Для сварки какой группы сталей применяют электроды типов Э-09М и Э-09МХ?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки конструкционных сталей повышенной и высокой прочности.
3. Для сварки высоколегированных сталей.
ВОПРОС 7. Какую основную роль играют газообразующие вещества в электродном покрытии?
1. Нейтрализуют вредное влияние серы и фосфора в металле шва.
Нейтрализуют вредное влияние серы и фосфора в металле шва.
2. Повышают пластичность наплавленного металла.
3. Защищают расплавленный металл сварного шва от взаимодействия с воздухом.
ВОПРОС 8. Как влияет сварочный ток на размеры сварного шва?
1. Увеличение сварочного тока уменьшает размеры шва и зоны термического влияния.
2. Увеличение сварочного тока уменьшает размеры шва и увеличивает зону термического влияния.
3. Увеличение сварочного тока увеличивает глубину проплавления и ширину зоны термического влияния.
ВОПРОС 9. Нужен ли предварительный подогрев при сварке хорошо свариваемых углеродистых сталей с толщиной элементов более 40 мм?
1. По разрешению Госгортехнадзора.
2. Не нужен.
3. Нужен.
ВОПРОС 10. Что такое дуговая сварка покрытым электродом?
1.Способ сварки, в котором дуга горит под слоем расплавленного шлака.
2. Способ сварки, в котором защита дуги, покрытого электрода и сварного шва осуществляется защитными газами.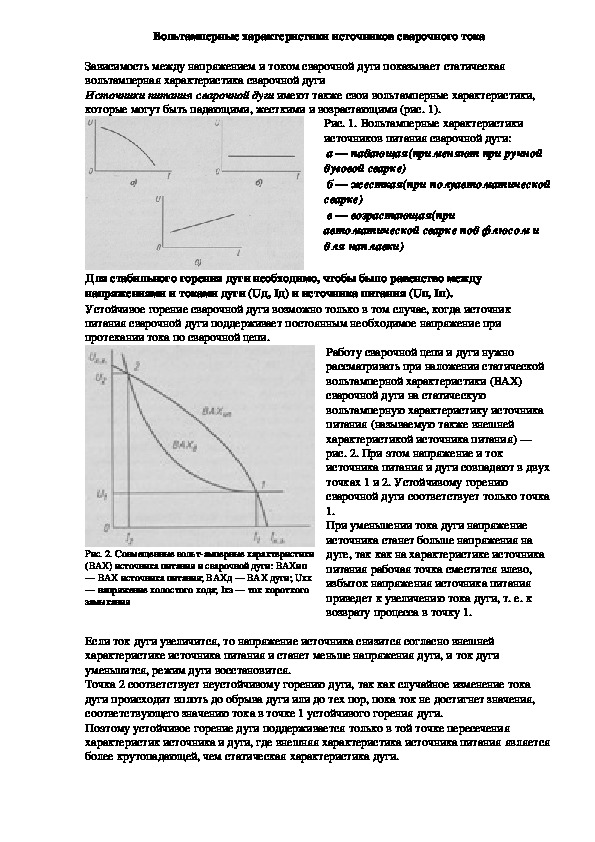
3. Способ сварки, в котором расплавление металлического стержня, электродного покрытия и металла свариваемых элементов производится сварочной дугой.
ВОПРОС 11. Какую вольтамперную характеристику должны иметь источники тока для ручной дуговой сварки?
1. Возрастающая.
2. Жесткую или пологопадующую.
3. Крутопадающую.
ВОПРОС 12. Укажите, как влияет увеличение напряжения дуги на геометрические размеры сварного шва
1. Увеличивается ширина шва.
2. Влияния не оказывает.
3. Глубина проплава увеличивается.
ВОПРОС 13. Что контролируется при визуальном контроле?
1. Поры, неметаллические включения.
2. Внутренние трещины, несплавления.
3. Форма и размер шва, поверхностные трещины и поры, подрезы.
ВОПРОС 14. Влияют ли род и полярность тока на величину провара при РДС?
1. Не влияет.
2. Влияет существенно.
3. Влияет незначительно.
ВОПРОС 15. Как влияет величина объема металла, наплавленного в разделку за один проход, на величину деформации сварных соединений?
1. Увеличивает деформацию с увеличением объема.
2. Уменьшает деформацию с увеличением объема.
3. Не влияет
ВОПРОС 16. Как исправить швы с непроваром корня шва?
1. Выборка металла со стороны корня шва с механической зачисткой и последующей заваркой.
2. Дефектный участок не удаляется, а исправляется сваркой.
3. Выборка дефектного участка со стороны корня шва механическим способом без последующей заварки.
ВОПРОС 17. К каким дефектам может привести сварка на монтаже без защиты места сварки от ветра?
1. К появлению шлаковых включений.
2. К появлению пористости.
3. К появлению непроваров.
ВОПРОС 18. Какое напряжение считается безопасным в сырых помещениях?
1. Ниже 48 В.
2. Ниже 36 В.
3. Ниже 12 В.
Ниже 12 В.
ВОПРОС 19. На что указывает и следующая за треугольником цифра в условном обозначении сварных швов на чертежах?
1. На размер катета углового шва.
2. На толщину свариваемых деталей.
3. На способ сварки.
ВОПРОС 20. С какой целью в сварочной маске устанавливают светофильтр?
1. С целью защиты глаз сварщика от вредного ультрафиолетового излучения при наблюдении за сваркой.
2. С целью защиты лица сварщика от брызг расплавленного металла.
3. С целью обеспечения лучшего наблюдения за плавлением металла.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Страницы: 1 2 3 4 5 6 7 8 9 10
Источники питания для сварки под флюсом
Какой должна быть внешняя ВАХ источника питания дуги для сварки под флюсом
[c.107]
Для сварки под флюсом используют источники питания дуги переменного и постоянного тока, обеспечивающие силу тока от 50 до 2000 А с падающей вольт-амперной характеристикой и продолжительностью включения 100 %. Механизмы подачи электродной проволоки не имеют существенных отличий от аналогичных устройств для других способов сварки. Состоят они из двигателя постоянного тока с редуктором и содержат одну или более пар подающих и правящих роликов в зависимости от диаметра подаваемой проволоки. Для подачи одновременно двух проволок используют двойные механизмы. Проволоки в этом случае могут располагаться поперек стыка деталей или вдоль его друг за другом. Скорость подачи проволоки может изменяться специальными устройствами в зависимости от напряжения на дуге автоматически или независимо вручную.
[c.139]
Механизмы подачи электродной проволоки не имеют существенных отличий от аналогичных устройств для других способов сварки. Состоят они из двигателя постоянного тока с редуктором и содержат одну или более пар подающих и правящих роликов в зависимости от диаметра подаваемой проволоки. Для подачи одновременно двух проволок используют двойные механизмы. Проволоки в этом случае могут располагаться поперек стыка деталей или вдоль его друг за другом. Скорость подачи проволоки может изменяться специальными устройствами в зависимости от напряжения на дуге автоматически или независимо вручную.
[c.139]
Электрошлаковая сварка осуществляется также постоянным током. В этом случае используются источники питания с жесткими (пологопадающими) внешними характеристиками, обладающие достаточно широким диапазоном регулирования напряжения, применяемые для сварки под флюсом и многопостовой дуговой сварки. Так, достаточно широкое применение нашел сварочный выпрямитель ВДУ-1602 УЗ. [c.150]
[c.150]
Шланговый полуавтомат, состоящий из узлов полуавтомата ПДЩ-500, предназначенного для сварки под флюсом. Состоит из сварочной горелки (пистолета) с гибким кабелем и шлангами механизма подачи сварочной проволоки шкафа распределительного устройства и источника питания сварочным током (техническая характеристика приведена в табл. 4) [c.433]
Пример 2. Выбрать источник питания переменного тока для сварки под флюсом в автоматическом режиме на переменном токе силой 800 А. [c.52]
В книге описаны электрические, магнитные и тепловые свойства сварочной дуги изложены данные о конструкциях современных сварочных автоматов и полуавтоматов для сварки под флюсом и в атмосфере защитных газов приведены краткие сведения по устройству и обслуживанию источников питания дуговой сварки освещены вопросы сварки цветных металлов и сплавов описаны методы контроля и испытания сварных соединений и конструкций. [c.223]
Трактор АДС 1000-2 рассчитан на сварку электродной проволокой диаметром 3—6 мм силой тока до 1200 А.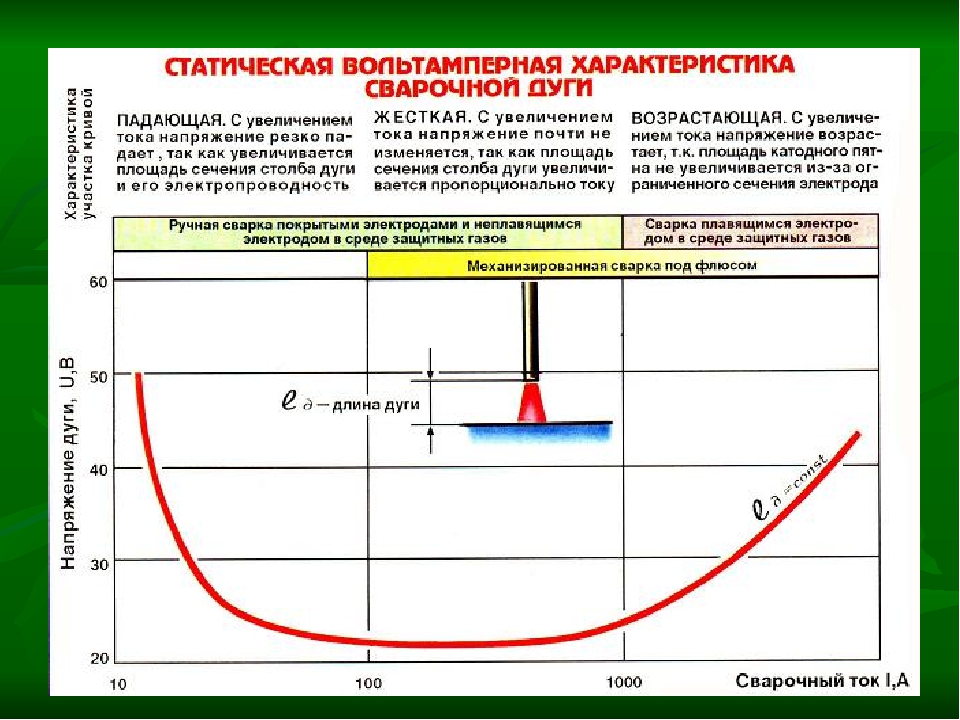 Скорость сварки равна 15—70 м/ч. Применяется обычно для сварки под флюсом переменным током. В качестве источника питания может использоваться трансформатор ТСД-1000-3. Без флюса и электродной проволоки масса трактора около 60 кг.
[c.205]
Скорость сварки равна 15—70 м/ч. Применяется обычно для сварки под флюсом переменным током. В качестве источника питания может использоваться трансформатор ТСД-1000-3. Без флюса и электродной проволоки масса трактора около 60 кг.
[c.205]
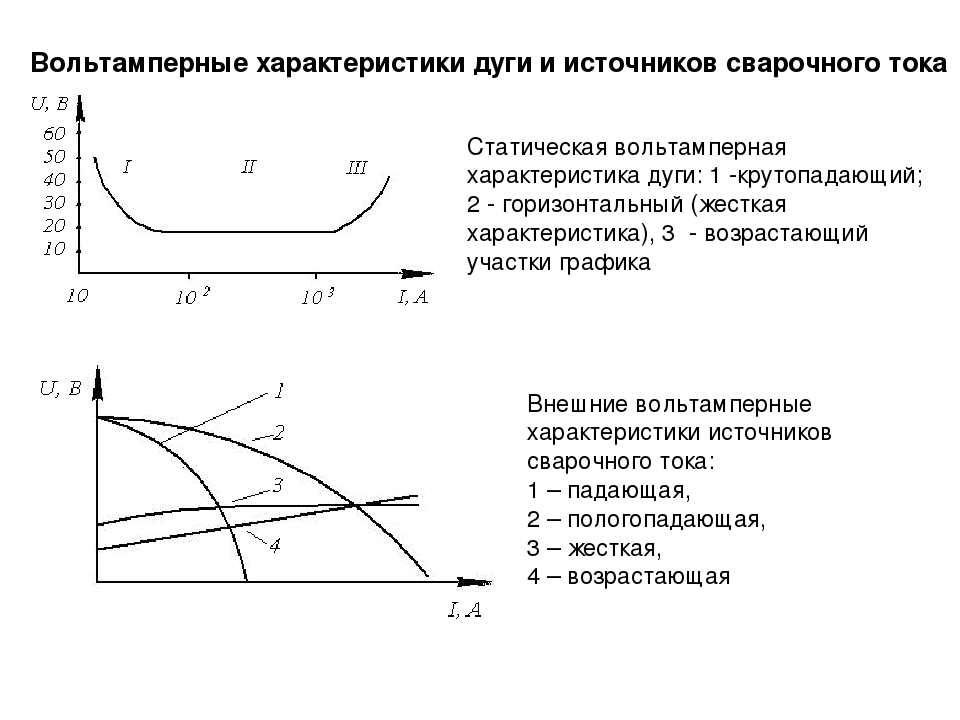
Участки I и II ВАХ соответствуют режимам сварки, применяемым при ручной сварке плавящимся покрытым электродом, а также неплавящимся электродом в среде защитных газов. Механизированная сварка под флюсом соответствует II области и частично захватывает III область при использовании тонких электродных проволок и повышенной плотности тока, сварка плавящимся электродом в защитных газах соответствует III области ВАХ. Для питания дуги с падающей или жесткой ВАХ применяют источники питания с падающей или пологопадающей внешней характеристикой. Для питания дуги с возрастающей ВАХ применяют источники тока с жесткой или возрастающей внешней характеристикой. [c.57]
К общепромышленным относятся источники питания для ручной дуговой сварки покрытыми электродами, а также для механизированной сварки под флюсом. [c.95]
[c.95]
Для питания дуги с жесткой характеристикой применяются источники тока с падающей внешней характеристикой (ручная дуговая сварка, автоматическая сварка под флюсом, сварка в защитных газах неплавящимся электродом). Взаимосвязь статической характеристики дуги 1 и падающей характеристики источника питания дуги 2 приведена на рис. 18.7. [c.378]
Для выполнения автоматической сварки под флюсом используется комплект оборудования, включающий в себя источник питания, сварочный аппарат, механическое оборудование и приспособления, обеспечивающие необходимую точность сборки изделия. Этот комплект называется сварочной установкой. [c.394]
Трансформаторы снабжены фильтрами для подавления радиопомех. Кроме применения для автоматической и полуавтоматической сварки под флюсом, трансформаторы ТСД-1000-3 и ТСД-2000-2 применяются в качестве источника питания для термической обработки сварных соединений из легированных и низколегированных сталей.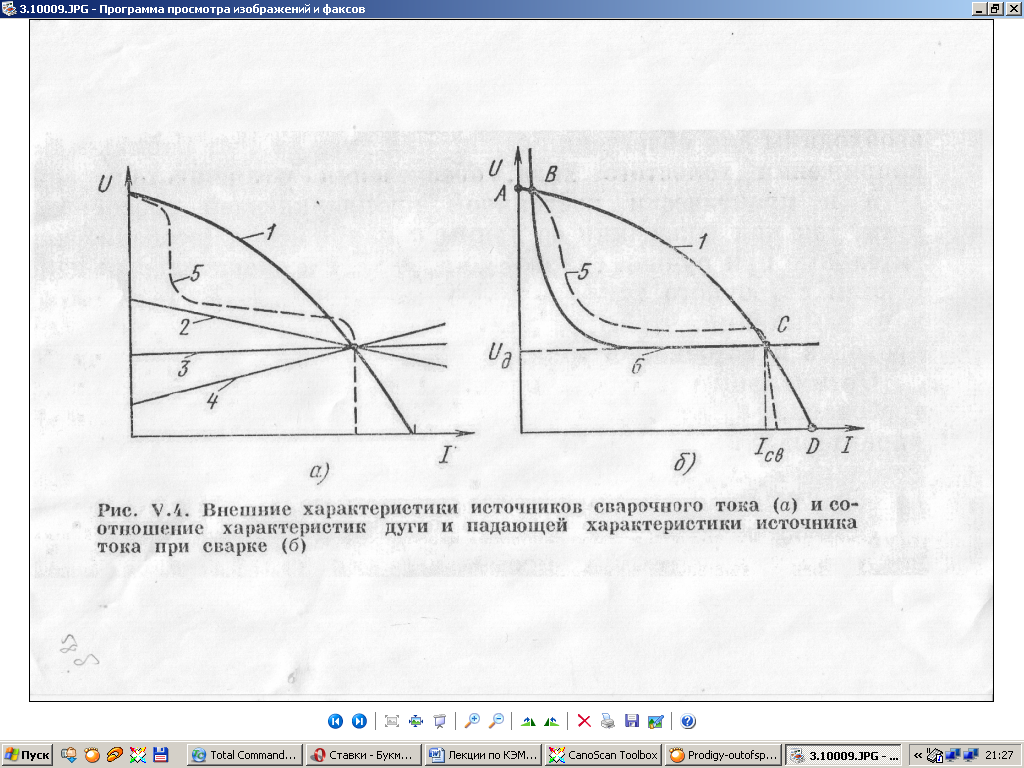 [c.144]
[c.144]
Для ручной дуговой сварки применяют любые источники питания с крутопадающей внешней характеристикой для автоматической н полуавтоматической сварки под флюсом — источники питания большой мощности с пологопадающими, а иногда с жесткими характеристиками для сварки в углекислом газе — источники-питания постоянного тока с жесткими или возрастающими характеристиками. [c.62]
В универсальных однопостовых выпрямителях ВСУ-300 и ВСУ-500 при помощи дросселя насыщения могут быть получены жесткие, пологопадающие и крутопадающие характеристики. Следовательно, они могут служить источниками питания для автоматической сварки под флюсом, сварки в защитных газах и ручной дуговой сварки. Технические данные выпрямителей типа ВСУ приведены в табл. 30. [c.81]
При автоматической сварке под флюсом с саморегулированием дуги, когда статическая характеристика дуги также жесткая, внешняя характеристика источника питания для повышения интенсивности саморегулирования должна быть пологопадающей (рис. 33, кривая 3).
[c.51]
33, кривая 3).
[c.51]
Третья буква — способ сварки (Ф — под слоем флюса, Г — в среде защитных газов, У — универсальный источник питания для нескольких способов сварки). Отсутствие буквы на третьем месте соответствует ручной сварке покрытыми электродами. [c.28]
Различают источники питания для ручной дуговой сварки (РДС) штучным электродом, для полуавтоматической и автоматической сварки сплошной или порошковой проволокой в защитных газах или под слоем флюса одно-или многопостовые, использующие энергию электрической сети или двигателей внутреннего сгорания источники общепромышленного назначения и специализированные, созданные для решения конкретных технологических задач. [c.219]
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке.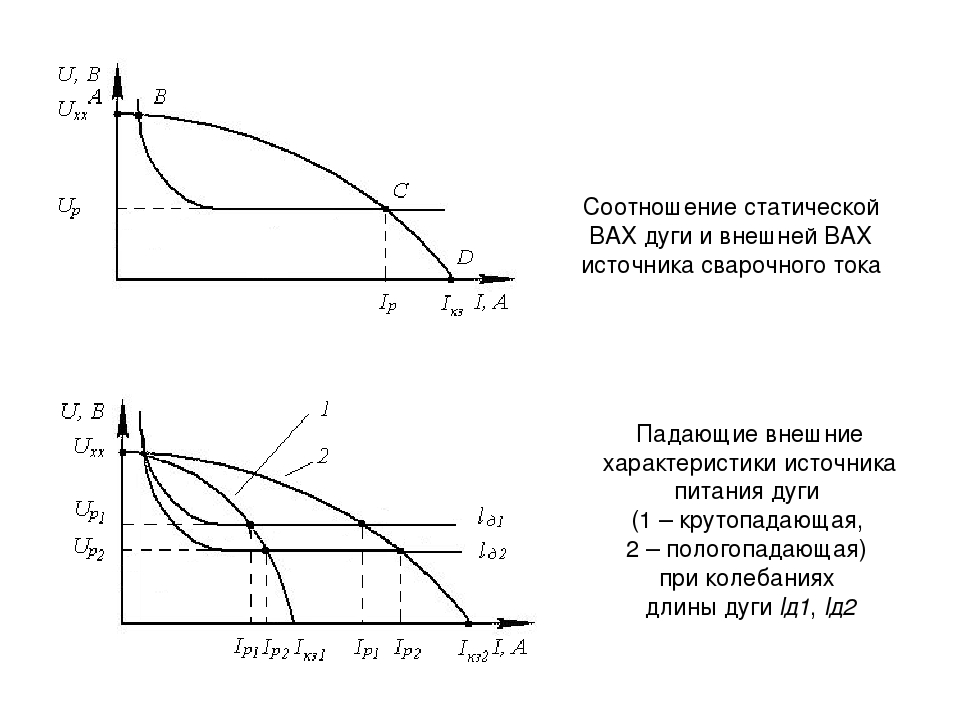 Выпрямители ВСУ, кроме обычных—блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики. Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей —тиристоров. Схема управления тиристорами позволяет получать необ-.ходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режи.ма сварки при колебаниях напряжения питающей сети.
[c.32]
Выпрямители ВСУ, кроме обычных—блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики. Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей —тиристоров. Схема управления тиристорами позволяет получать необ-.ходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режи.ма сварки при колебаниях напряжения питающей сети.
[c.32]
Аргоно-дуговая и автоматическая сварка под флюсом титана производится на постоянном токе прямой полярности с использованием сварочной аппаратуры и источников питания дуги, применяющейся при газоэлектрической и автоматической сварке под флюсом сталей. Для уменьшения склонности к росту зерна в зоне термического влияния сварку титана следует производить с малой погонной энергией.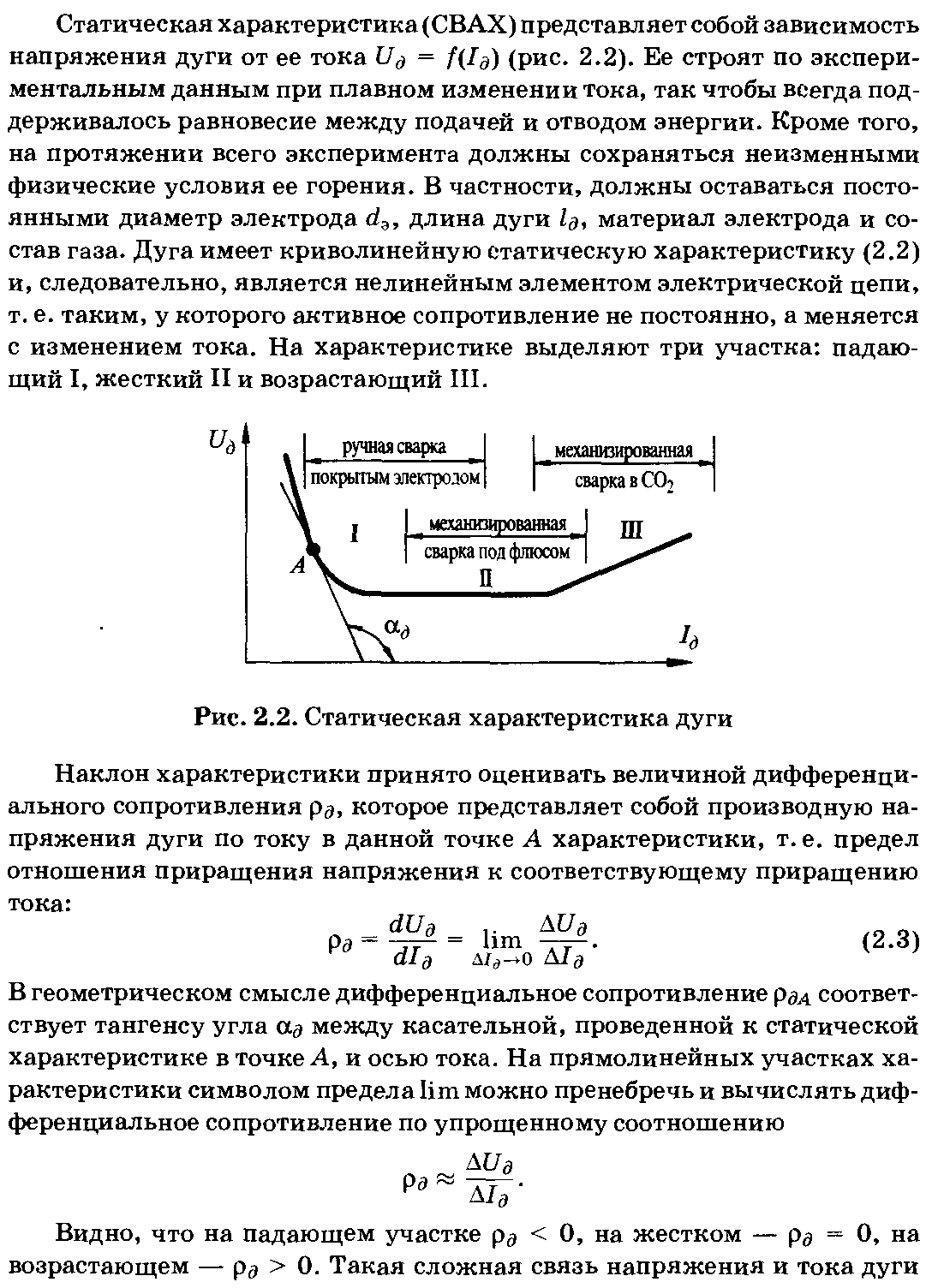 [c.87]
[c.87]
Подавляющее больщинство источников питания, выпускаемых в СССР, имеет общее назначение как для однодуговой ручной сварки плавящимся электродом открытой дугой, так и для автоматической сварки под флюсом. В соответствии с большим разнообразием режимов сварки источники питания выпускаются различной мощности, регламентируемой ГОСТ. Каждый источник питания рассчитывается на определенное номинальное рабочее напряжение и соответствующий номинальный ток при заданной относительной продолжительности работы (ПР) или относительной продолжительности включения (ПВ) в прерывистом режиме. [c.56]
При автоматической сварке под флюсом статическая характеристика дуги также жесткая, но для обеспечения саморегулирования сварочного процесса статическая характеристика источника питания должна быть пологопадающей или жесткой. [c.13]
ИСТОЧНИКИ ПИТАНИЯ для РУЧНОЙ ДУГОВОЙ и АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ [c.85]
Эти многопостовые источники питания применяют для ручной дуговой сварки, автоматической сварки под флюсом и сварки в среде защитного газа.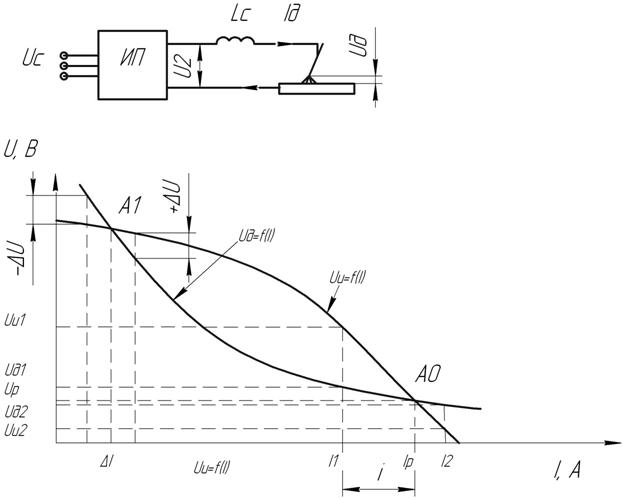 Они обеспечивают централизованное питание сварочных постов.
[c.88]
Они обеспечивают централизованное питание сварочных постов.
[c.88]
При многопостовом питании каждый сварочный пост подключается к шинопроводу через отдельное балластное сопротивление. Схема подключения показана на рис. 8.20. Многопостовой источник (В) обслуживает п сварочных постов (СП1—СП ) через общий шинопровод (ШП). Каждый сварочный пост подключен к шинопроводу через балластное сопротивление (РБ), с помощью которого регулируют силу сварочного тока и получают падающую вольт-амперную характеристику для сварки. Для ручной дуговой сварки и сварки под флюсом выходное напряжение источника питания дуги обычно не изменяют. Многопостовые источники для сварки в углекислом газе отличаются тем, что в них имеется несколько выходных шинопроводов на разные напряжения холостого хода. Каждый сварочный пост в этом случае подключают к соответствующему шинопроводу с соответствующим напряжением. [c.150]
Флюсы для сварки титана относятся к разряду так называемых бескислородных, составленных на основе тугоплавюк фторидов и хлоридов щелочных и щелочноземельных металлов.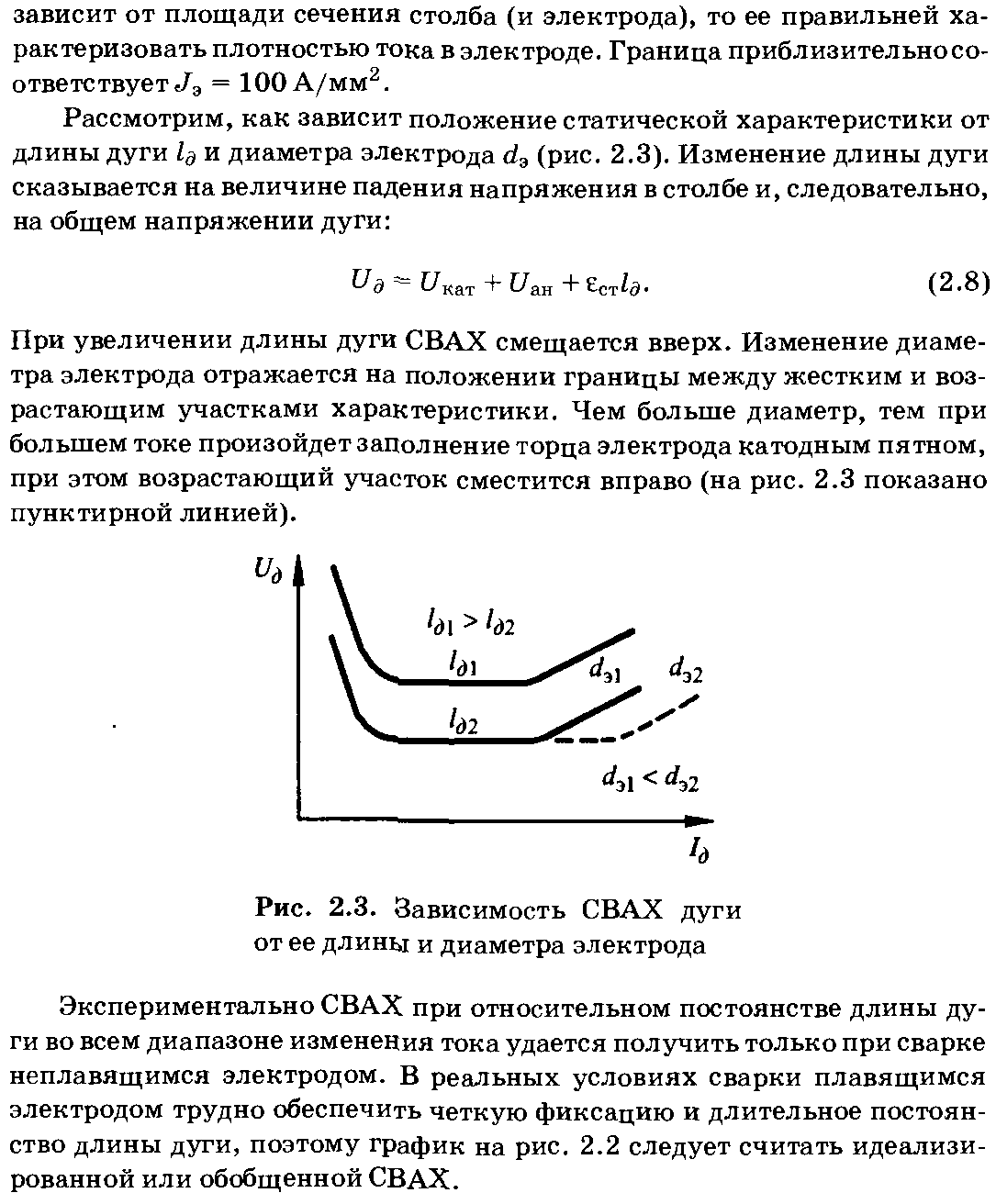 Они должны обеспечивать устойчивое горение дуги, хорошее формирование шва, легкую отделимость шлаковой корки, отсутствие в шве шлаковых включений н других дефектов. В Институте электросварки им. Е. О. Патона АН УССР разработаны плавленые флюсы серии АНТ. Флюс АНТ-7, основным компонентом которого является фтористый кальций, обладает высокой температурой плавления (около 1380 С), что очень важно при сварке кольцевых швов и сварке электродной проволокой больших диаметров при больших плотностях тока. Использование этого флюса расширило область применения автоматической сварки. Для сварки используют стандартные источники питания автоматическая сварка под флюсом выполняется с большими скоростями (до 50—60 м/ч), что энергетически выгодно.
[c.85]
Они должны обеспечивать устойчивое горение дуги, хорошее формирование шва, легкую отделимость шлаковой корки, отсутствие в шве шлаковых включений н других дефектов. В Институте электросварки им. Е. О. Патона АН УССР разработаны плавленые флюсы серии АНТ. Флюс АНТ-7, основным компонентом которого является фтористый кальций, обладает высокой температурой плавления (около 1380 С), что очень важно при сварке кольцевых швов и сварке электродной проволокой больших диаметров при больших плотностях тока. Использование этого флюса расширило область применения автоматической сварки. Для сварки используют стандартные источники питания автоматическая сварка под флюсом выполняется с большими скоростями (до 50—60 м/ч), что энергетически выгодно.
[c.85]
В последние годы предприятиями России выпчскается значительное количество нового сварочного оборудования. Основу этого оборудования для сварки плавлением составляют источники питания для сварки штучными электродами, полуавтоматы и автоматы для сварки в среде защитных газов и под флюсом, а также установки для имп льсно-дуго-вой, плазменной и лазерной сварки и полуавтоматы и автоматы для термической резки. Наиболее систематизированные данные о сварочном оборудовании изложены в /7/. Выбор оборудования для сварочных операций в значительной мере определяется гфиня1Ъ1м способом сварки, но при этом необходимо руководствоваться следующими соображениями.
[c.25]
Наиболее систематизированные данные о сварочном оборудовании изложены в /7/. Выбор оборудования для сварочных операций в значительной мере определяется гфиня1Ъ1м способом сварки, но при этом необходимо руководствоваться следующими соображениями.
[c.25]
Оборудование для сварки под флюсом состоит из электрической и механической частей. В электрическую часть входят источник питания дуги, сварочная цепь и цепь управления, в механическую — механизм подачи электродной проволоки, флюса н держателя. Перемещение изделия относительно дуги, кантовка свариваемых изделий, уборка флюса и др. производятся с помощью вспомогательного сварочного оборудования (стендов, маиппуляторов, вращателей, кантователей п др.). [c.86]
Полуавтоматы для сварки в защитных газах выполняются в основном по той же конструктивной схеме, что и полуавтоматы для сварки под флюсом. Полуавтомат состоит из легкой сварочной головки, переносного механизма подачи электродной проволоки, шкафа управления и специального источника питания постоянного тока. Отличительная особенность его — нали-
[c.78]
Отличительная особенность его — нали-
[c.78]
При отсутствии специального сварочного оборудования и источников питания можно применять установки с однопроволочной электродной системой. В этом случае в качестве сварочной головки используются различные проволоко-подающие механизмы, например, головки от шланговых полуавтоматов, головки автоматов, предназначенных для сварки под флюсом и др. Источником тока могут служить любые сварочные трансформаторы или машины постоянного тока соответствующей мощности. [c.44]
Для сварки под флюсом на переменном токе автоматы серии АДФ укомплектованы сварочными трансформаторами ТДФ-1002, ТДФ-1601 и ТДФЖ-2002. Для сварки под флюсом и в среде защитного газа на постоянном токе автоматы серии АДФ и АДГ укомплектованы универсальными выпрямителями ВДУ-505 или ВДУ-1201. Высокое качество сварных изделий достигается совокупной стабилизацией выходных параметров автоматов данного типа и источников питания, которыми укомплектованы эти автоматы.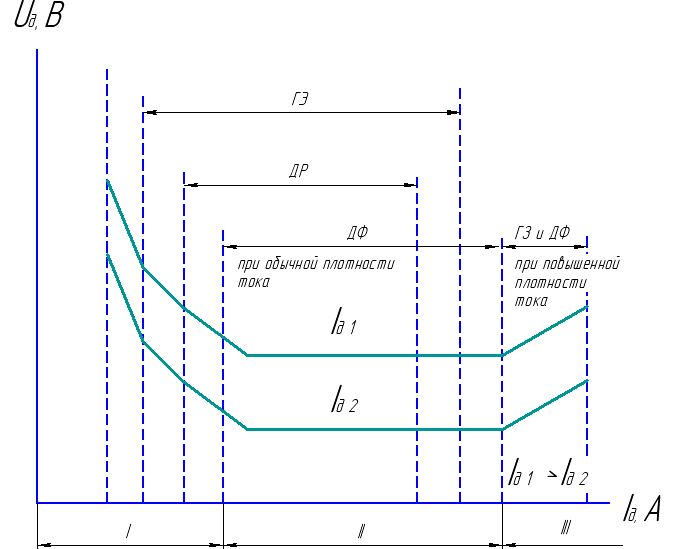 [c.147]
[c.147]
Сварочные трансформаторы Сварочные трансформаторы являются широко распространенными однопостовыми источниками питания переменного тока для ручной дуговой сварки штучными электродами, автоматической сварки под флюсом, а также для аргонодуговой сварки неплавяшимся электродом (в виде установок). [c.55]
Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питания (рис. 56, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами. порошковых проволок, например ЭПС-15/2. Для сварки в защитных газах допустимы также источники питания с пологовозрастающи-м и в н е ш н и м и характеристиками (рис. 56, кривая 4). [c.136]
Источники питания для автоматической и механизированной сваркв под флюсом должны иметь пологопадающую характеристику, для сварки в защитных газах — жесткую или пологопадающую. [c.111]
[c.111]
Источники питания дуги классифицируют по следующим признакам роду тока —на источники постоянного и переменного тока общепромышленного назначения количеству одновременно подключаемых сварочных постов — на однопостовые и многопостовые назначению — на источники для ручной дуговой сваркн покрытыми электродами автоматической и механизированной сварки под флюсом сваркн в защитных газах электрошлаковой сварки плазменной сварки и резки источники специального назначения (для сварки трехфазной дугой, импульснодуговой сварки и др.) принципу действия и конструктивному исполнению специализированные источники питания в установках. [c.112]
Эле1кт1рическая дуговая сварка на постоянном токе получила-за последние годы весьма широкое развитие. Постоянный ток. применяется для сварки в полевых условиях при отсутствии-электроэнергии, при шланговой сварке под флюсом, для сварки плавящимся электродом в среде углекислого газа и аргона, для сварки легированных сталей а также во м.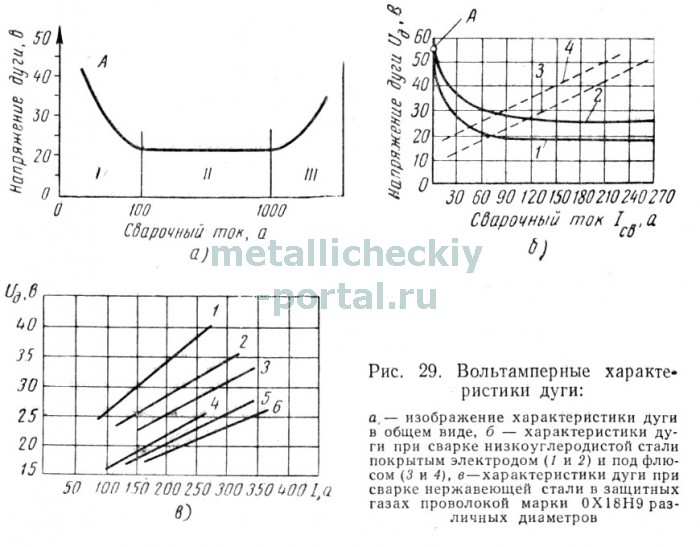 ногих случаях, где требуется особая стабильность процесса сварки. В результате за последние годы производство источников питания постоянного тока увеличилось с 15 до 22% от общего количества источников питания для дуговой сварки и в ближайшие годы это количество будет доведено до 30%.
[c.9]
ногих случаях, где требуется особая стабильность процесса сварки. В результате за последние годы производство источников питания постоянного тока увеличилось с 15 до 22% от общего количества источников питания для дуговой сварки и в ближайшие годы это количество будет доведено до 30%.
[c.9]
Источниками питания автоматов для дуговой сварки под флюсом служат сварочные трансформаторы, агрегаты (преобразовате- [c.88]
Очень важным вопросом для всех видов автоматической сварки является обеспечение промышленности источниками питания. Применяются сварочные трансформаторы ТСД-1000 для питания автоматических установок под флюсом, ТТСД-1000 — специально для сварки трехфазной дугой, генераторы ЗД-7,5-30, на которых могут быть без большого труда получены жесткие и возрастающие вольт-амперные характеристики для сварки в среде защитных газов при больших плотностях токов. Ряд исследований проводится по обеспечению промышленности источниками питания, удовлетворяющими техническим требованиям сварки под флюсом и в особенности в среде защитных газов.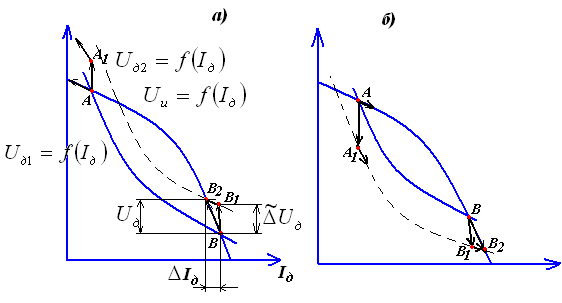 [c.285]
[c.285]
Многопостовой источник питания постоянного тока (рис. 71) для ручной дуговой сварки и автоматической сварки под флюсом, обслуживающий п сварочных постов (СП — СПп), получает питание через шинопровод ШП от выпрямителя В. Сварочный ток г-го поста регулируется постовым (балластным) переменным сопротивлением (ПБПС). [c.82]
Жесткая и падающая вольт-амперная характеристика
У меня дома есть небольшой аппарат для MIG-сварки. Я хочу попробовать использовать его для ручной дуговой сварки, но мне сказали, что у меня ничего не выйдет. Почему? У нас а работе есть несколько других аппаратов. Почему какие-то из них предназначены только для РДС, какие-то — только для MIG, а какие-то — и того, и другого? Я слышал термины «CV» и «CC», но что они означают и насколько важны? И еще — у нас есть механизмы подачи проволоки с переключателем «CV / CC». Значит ли это, что их можно использовать с любым аппаратом?
Это очень хорошие вопросы и я уверен, что их задают себе многие сварщики. Существует два типа сварочных аппаратов с разной конструкцией и принципами управления дугой. Это аппараты с падающей вольт-амперной характеристикой (constant current, CC) и аппараты с жесткой вольт-амперной характеристикой (constant voltage, CV). Также есть универсальные источники питания с дополнительной электрикой и компонентами, которые позволяют им вырабатывать сварочный ток обоих видов в зависимости от выбранного режима.
Существует два типа сварочных аппаратов с разной конструкцией и принципами управления дугой. Это аппараты с падающей вольт-амперной характеристикой (constant current, CC) и аппараты с жесткой вольт-амперной характеристикой (constant voltage, CV). Также есть универсальные источники питания с дополнительной электрикой и компонентами, которые позволяют им вырабатывать сварочный ток обоих видов в зависимости от выбранного режима.
Помните, что сварочная дуга динамична, ее сила тока (амперы) и напряжение (вольты) постоянно меняются. Источник питания осуществляет мониторинг дуги и каждую миллисекунду вносит корректировки для сохранения ее стабильности. Поэтому термин «жесткая» относителен. Источник питания на падающей ВАХ поддерживает силу тока относительно постоянной при значительных перепадах напряжения, а источники на жесткой ВАХ поддерживают постоянное напряжение при значительных перепадах силы тока. На Рисунке 1 показаны графики сварочного тока аппаратов на жесткой и падающей ВАХ. Обратите внимание, как на графиках сильно меняется одна переменная, в то время как другая остается более-менее постоянной (перепад значений обозначается символом «Δ» (дельта).
Обратите внимание, как на графиках сильно меняется одна переменная, в то время как другая остается более-менее постоянной (перепад значений обозначается символом «Δ» (дельта).
|
Рисунок 1: сварочный ток аппаратов на падающей и жесткой ВАХ |
Нужно отметить, что эта статья касается только традиционных моделей сварочных аппаратов. При импульсной сварке источниками с поддержкой технологии управления формой волны сварочного тока вольт-амперную характеристику дуги нельзя отнести ни к жесткой, ни к падающей. Такие источники питания очень быстро корректируют и напряжение, и силу тока (намного быстрее традиционных моделей), что позволяет им обеспечить очень стабильную дугу.
Чтобы понять преимущества и недостатки жесткой и падающей ВАХ, сначала нужно понять, как изменения силы тока и напряжения влияют на ход сварки.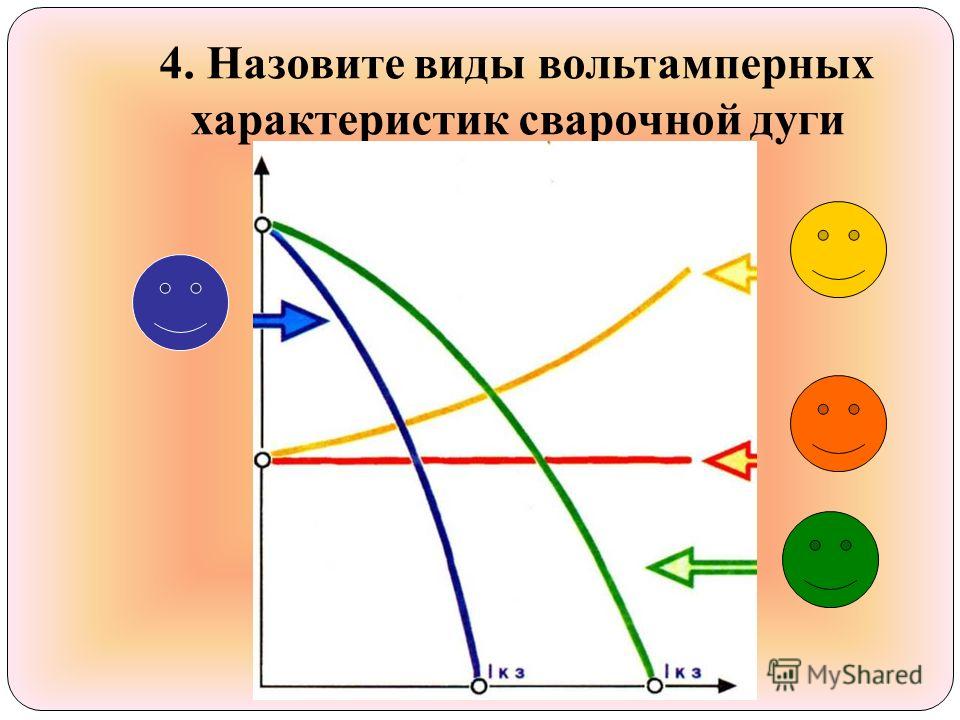 Сила тока влияет на производительность расплавления электрода или сварочной проволоки. Чем выше сила тока, тем быстрее плавится электрод (в кг/ч). Чем ниже сила тока, тем меньше производительность расплавления. Напряжение влияет на длину и, как следствие, ширину и объем дуги. При увеличении напряжения длина дуги возрастает (а конус дуги — становится шире), при уменьшении напряжения дуга становится короче (а конус дуги — уже). На Рисунке 2 проиллюстрировано влияние напряжения на дугу.
Сила тока влияет на производительность расплавления электрода или сварочной проволоки. Чем выше сила тока, тем быстрее плавится электрод (в кг/ч). Чем ниже сила тока, тем меньше производительность расплавления. Напряжение влияет на длину и, как следствие, ширину и объем дуги. При увеличении напряжения длина дуги возрастает (а конус дуги — становится шире), при уменьшении напряжения дуга становится короче (а конус дуги — уже). На Рисунке 2 проиллюстрировано влияние напряжения на дугу.
|
Рисунок 2: влияние напряжения на форму дуги |
То, какой вид тока будет более стабильным и поэтому предпочтительным, зависит от выбранного Вами процесса сварки и степени автоматизации. Процессы ручной дуговой сварки (MMA) и аргонодуговой сварки (GTAW/TIG) относят к полностью ручным видам сварки. Это означает, что сварщик должен самостоятельно контролировать все параметры сварки. Он держит электрододержатель или горелку TIG и собственной рукой контролирует угол наклона и атаки, скорость сварки, длину дуги и скорость подачи электрода в соединение. Для процессов РДС и TIG (т.е. ручной сварки) более предпочтителен ток на падающей ВАХ.
Это означает, что сварщик должен самостоятельно контролировать все параметры сварки. Он держит электрододержатель или горелку TIG и собственной рукой контролирует угол наклона и атаки, скорость сварки, длину дуги и скорость подачи электрода в соединение. Для процессов РДС и TIG (т.е. ручной сварки) более предпочтителен ток на падающей ВАХ.
Процессы сварки в защитных газах (MIG) и сварки порошковой проволокой (FCAW) считаются полуавтоматическими. Это означает, что сварщику все еще приходится вручную регулировать угол наклона, угол атаки, скорость сварки и расстояние между контактным наконечником и рабочей поверхностью (CTWD). Однако скорость подачи сварочной проволоки при этом регулируется подающим механизмом. Для полуавтоматических процессов более предпочтителен ток на жесткой ВАХ.
В Таблице 1 перечислены рекомендации по сварочному току для каждого процесса.
|
Таблица 1: рекомендуемые типы сварочного тока для различных процессов |
Чтобы упростить конструкцию и снизить стоимость сварочных аппаратов, их обычно проектируют только для одного или двух процессов сварки. Поэтому бытовые модели для РДС поддерживают только ток на падающей ВАХ. Аппараты для аргонодуговой сварки тоже поддерживают только ток на падающей ВАХ, потому что они также предназначены для ручной сварки. Бытовые модели для MIG и FCAW-сварки, напротив, имеют ток на жесткой ВАХ. Вернемся к первому вопросу — почему аппарат для MIG сварки не подходит для РДС? Аппараты для MIG генерируют ток на жесткой ВАХ, который не пригоден или не рекомендуется для ручной дуговой сварки. Аналогичным образом, Вы не сможете использовать аппарат для РДС для сварки MIG, потому что он генерирует ток на падающей ВАХ. Как уже было сказано выше, также существуют универсальные модели с поддержкой процессов на падающей и жесткой ВАХ. Но они обычно имеют более сложную конструкцию и предназначены для промышленных работ с высокой производительностью, поэтому имеют намного большую стоимость по сравнению с бытовыми моделями. На Рисунке 3 показано несколько примеров аппаратов на падающей и жесткой ВАХ, а также универсальных моделей.
Поэтому бытовые модели для РДС поддерживают только ток на падающей ВАХ. Аппараты для аргонодуговой сварки тоже поддерживают только ток на падающей ВАХ, потому что они также предназначены для ручной сварки. Бытовые модели для MIG и FCAW-сварки, напротив, имеют ток на жесткой ВАХ. Вернемся к первому вопросу — почему аппарат для MIG сварки не подходит для РДС? Аппараты для MIG генерируют ток на жесткой ВАХ, который не пригоден или не рекомендуется для ручной дуговой сварки. Аналогичным образом, Вы не сможете использовать аппарат для РДС для сварки MIG, потому что он генерирует ток на падающей ВАХ. Как уже было сказано выше, также существуют универсальные модели с поддержкой процессов на падающей и жесткой ВАХ. Но они обычно имеют более сложную конструкцию и предназначены для промышленных работ с высокой производительностью, поэтому имеют намного большую стоимость по сравнению с бытовыми моделями. На Рисунке 3 показано несколько примеров аппаратов на падающей и жесткой ВАХ, а также универсальных моделей.
|
Рисунок 3: примеры сварки с источниками питания различного типа |
Вести сварку возможно как на падающей, так и жесткой ВАХ (если соответствующим образом настроить оборудование). Однако при использовании «неподходящего» для соответствующего процесса типа тока дуга будет очень нестабильной. В большинстве случаев это сделает сварку непрактичной.
Разберемся, почему. При ручной сварке (режимы РДС и TIG) Вы контролируете все переменные вручную (именно поэтому эти процессы считаются самыми сложными в освоении). Нужно, чтобы электрод плавился с равномерной скоростью, поэтому его нужно очень равномерно погружать в сварочную ванну. Чтобы расплавление электрода было постоянным, сила сварочного тока также должна быть постоянной (т. е. иметь падающую ВАХ). Напряжение при этом может варьироваться. В режиме ручной сварки очень сложно поддерживать постоянную длину дуги, потому что Вам приходится самостоятельно погружать электрод в соединение. В результате колебаний длины дуги также меняется сварочное напряжение. На падающей ВАХ сила тока является постоянной, контрольной величиной, а напряжение при этом может свободно изменяться.
В режиме ручной сварки очень сложно поддерживать постоянную длину дуги, потому что Вам приходится самостоятельно погружать электрод в соединение. В результате колебаний длины дуги также меняется сварочное напряжение. На падающей ВАХ сила тока является постоянной, контрольной величиной, а напряжение при этом может свободно изменяться.
Если попробовать использовать для ручной дуговой сварки аппарат на жесткой ВАХ, сила тока и производительность расплавления электрода будут слишком сильно варьироваться. По мере перемещения вдоль соединения (при том, что сварщику также нужно будет соблюдать все остальные параметры сварки) электрод будет плавиться то быстрее, то медленнее. Вам придется постоянно менять скорость погружения электрода в соединение, что очень неудобно.
В режимах MIG и FCAW ситуация полностью другая. Хотя сварщику все еще приходится контролировать много параметров вручную, скорость подачи проволоки регулируется автоматически (и имеет строго заданное значение). Теперь Вам нужно обеспечить постоянную длину дуги. Для этого требуется постоянное сварочное напряжение (т. е. жесткая ВАХ). Сила тока при этом может свободно варьироваться в зависимости от скорости подачи проволоки. При увеличении скорости подачи проволоки возрастает сила тока, и наоборот При сварке на жесткой ВАХ напряжение и скорость подачи проволоки являются контрольными значениями, а сила тока может меняться.
Теперь Вам нужно обеспечить постоянную длину дуги. Для этого требуется постоянное сварочное напряжение (т. е. жесткая ВАХ). Сила тока при этом может свободно варьироваться в зависимости от скорости подачи проволоки. При увеличении скорости подачи проволоки возрастает сила тока, и наоборот При сварке на жесткой ВАХ напряжение и скорость подачи проволоки являются контрольными значениями, а сила тока может меняться.
Если попробовать вести MIG или FCAW-сварку на падающей ВАХ, напряжение и длина дуги будут слишком сильно варьироваться. При падении напряжения дуга станет слишком короткой и электрод залипнет в основном металле. При увеличении напряжения длина дуги слишком вырастет и тогда произойдет переход дуги с проволоки на токоподводящий мундштук. Постоянные залипания и переходы дуги сделают сварку на падающей ВАХ непрактичной.
Также заметим, что процессы TIG, MIG и FCAW часто автоматизируются. В случае полной автоматизации, все переменные, включая угол наклона, расстояние и скорость, контролируются автоматически. Благодаря этому дуга становится более стабильной. Тем не менее, для TIG в таких случаях все равно используется падающая ВАХ, а для MIG и FCAW — жесткая. Также часто автоматизируется еще один распространенный процесс электродуговой сварки, сварка под флюсом (SAW). Для SAW используется как жесткая, так и падающая ВАХ. Этот выбор зависит от диаметра проволоки, скорости сварки и размера сварочной ванны. Для полуавтоматической сварки под флюсом более предпочтительна жесткая ВАХ.
Благодаря этому дуга становится более стабильной. Тем не менее, для TIG в таких случаях все равно используется падающая ВАХ, а для MIG и FCAW — жесткая. Также часто автоматизируется еще один распространенный процесс электродуговой сварки, сварка под флюсом (SAW). Для SAW используется как жесткая, так и падающая ВАХ. Этот выбор зависит от диаметра проволоки, скорости сварки и размера сварочной ванны. Для полуавтоматической сварки под флюсом более предпочтительна жесткая ВАХ.
Последний вопрос касается компактных механизмов подачи проволоки в форме кейса (см. пример на Рисунке 4). Такое оборудование несколько противоречит перечисленным в этой статье правилам. В основном они предназначены для сварки в полевых условиях и обладают тремя особенностями по сравнению с обычными цеховыми подающими механизмами. Во-первых, кассета проволоки у них устанавливается в жесткий пластиковый корпус, который защищает ее от внешнего воздействия. Во-вторых, для питания привода подачи в них служит не контрольный кабель, а измерительный провод от подающего механизма.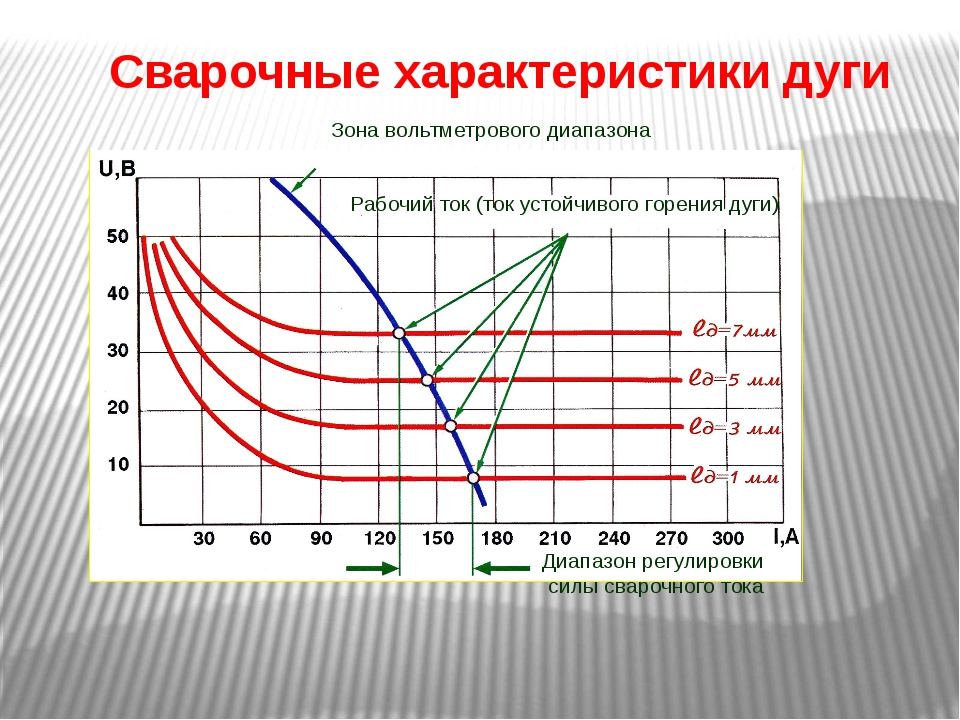 Поэтому подключение выполняется очень просто — уже имеющимся сварочным кабелем от источника питания (с добавлением газового шланга). В-третьих, они в ОГРАНИЧЕННОЙ степени пригодны для сварки на падающей ВАХ. Они действительно имеют переключатель «CC/CV» для выбора типа сварочного тока.
Поэтому подключение выполняется очень просто — уже имеющимся сварочным кабелем от источника питания (с добавлением газового шланга). В-третьих, они в ОГРАНИЧЕННОЙ степени пригодны для сварки на падающей ВАХ. Они действительно имеют переключатель «CC/CV» для выбора типа сварочного тока.
Когда такие компактные подающие механизмы только появились на рынке, предполагалось, что их будут использовать с уже имеющимися на рынке аппаратами на падающей ВАХ (в основном сварочными агрегатами), что позволит производителям вести сварку MIG и FCAW (т. е. сварочной проволокой). Вместо того, чтобы покупать новый аппарат на жесткой ВАХ, им пришлось бы только купить подающий механизм. Эти механизмы подачи имеют дополнительную электрику, которая замедляет изменения скорости подачи проволоки из-за присущих ВАХ перепадов напряжения и старается сделать дугу более стабильной (заметьте, что на падающей ВАХ скорость подачи проволоки больше не является константой и постоянно меняется для сохранения силы тока на одном уровне).
|
Рисунок 4: компактный механизм подачи проволоки |
В действительности сварка проволокой на падающей ВАХ хорошо подходит для одних задач и не годится для других. При использовании газозащитной порошковой проволоки (FCAW-G) и в процессе MIG со струйным или импульсным струйным переносом металла дуга получается сравнительно стабильной. Но с самозащитной порошковой проволокой (FCAW-S) и в режиме MIG с переносом металла короткими замыканиями дуга очень нестабильна. Хотя для падающей ВАХ характерны сильные перепады напряжения, процессы с высоким напряжением (24В и больше), например FCAW-G и MIG со струйным переносом металла, к ним менее чувствительны. Поэтому дуга остается достаточно стабильной. Процессы с низким напряжением (22В и меньше), например, MIG с переносом металла короткими замыканиями и FCAW-S, наоборот, более чувствительны к его перепадам. Поэтому в их случае дуга очень нестабильна и в большинстве случаев считается неприемлемой. Еще одна особенность проволоки FCAW-S на падающей ВАХ — это повышенное напряжение дуги и, как следствие, большая длина, что делает ее более уязвимой к воздействию атмосферы. Это может привести к возникновению пористости и/или резкому падению ударной вязкости наплавленного металла при низких температурах.
Поэтому в их случае дуга очень нестабильна и в большинстве случаев считается неприемлемой. Еще одна особенность проволоки FCAW-S на падающей ВАХ — это повышенное напряжение дуги и, как следствие, большая длина, что делает ее более уязвимой к воздействию атмосферы. Это может привести к возникновению пористости и/или резкому падению ударной вязкости наплавленного металла при низких температурах.
В заключение повторим, что жесткая вольт-амперная характеристика ВСЕГДА более предпочтительна для сварки проволокой. Поэтому при использовании универсальных подающих механизмов с источниками питания с поддержкой жесткой ВАХ, лучше выбрать именно ее, а не падающую. Хотя ток на падающей ВАХ может подойти для сварки общего назначения в режимах FCAW-G и MIG со струйным переносом металла, она не рекомендуется для ответственных работ.
ТЕСТ «Источники питания сварочной дуги»
Бюджетное профессиональное образовательное учреждение
Омской области
«Седельниковское училище № 65».
ТЕСТ
Источники питания сварочной дуги
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2015
Источники питания сварочной дуги.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
1. Какую внешнюю вольт-амперную характеристику может иметь источник питания для ручной дуговой сварки?
а) Падающую.
б) Жесткую.
в) Возрастающую.
2. В соответствии с нормами безопасности труда, напряжение холостого хода не должно превышать:
а) 40-70 В;
б) 80-90 В;
в) 127 В.
Как осуществляется грубое регулирование силы тока в сварочном трансформаторе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
4. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
5. Как осуществляется грубое регулирование силы тока в сварочном выпрямителе?
а) С помощью изменения расстояния между обмотками.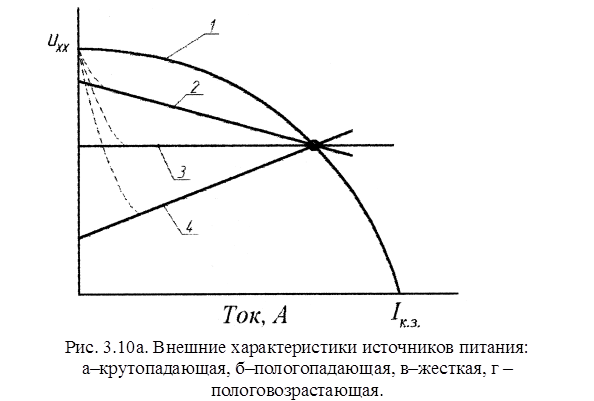
б) Путем изменения соединений между катушками обмоток
в) Не регулируется.
6. Как осуществляется плавное регулирование силы тока в сварочном выпрямителе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
Инверторные источники обладают:
а) малой массой и габаритами;
б) низким коэффициентом полезного действия;
в) бесступенчатым регулированием сварочного тока.
Выпрямители имеют маркировку:
а)ВД;
б)ТД;
в) ТС.
Напряжение холостого хода источника питания — это:
а) напряжение на выходных клеммах при разомкнутой сварочной цепи;
б) напряжение на выходных клеммах при горении сварочной дуги;
в) напряжение сети, к которой подключен источник питания.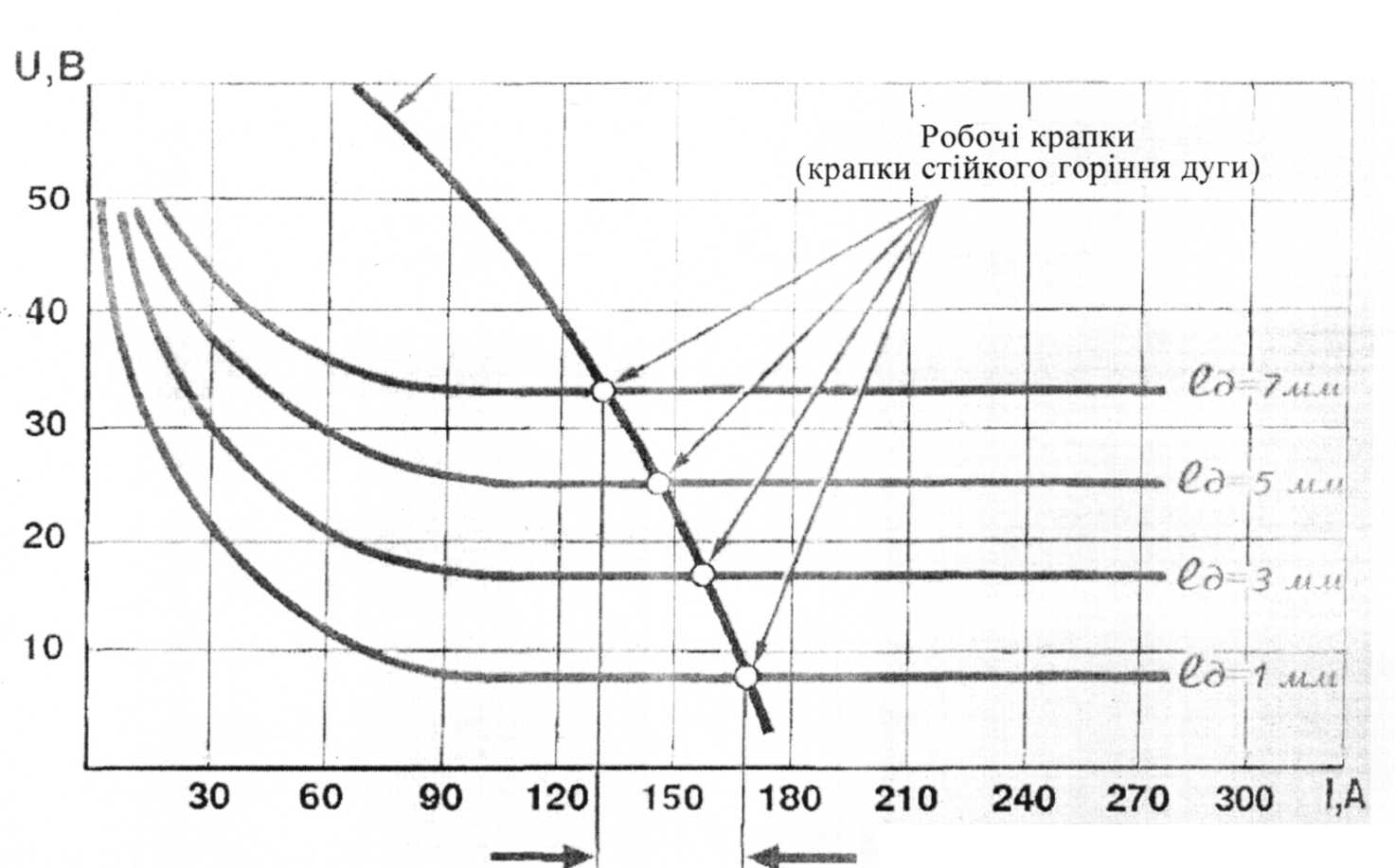
10. Номинальные сварочный ток и напряжение источника питания — это:
а) максимальные ток и напряжение, которые может обеспечить источник;
б) напряжение и ток сети, к которой подключен источник питания;
в) ток и напряжение, на которые рассчитан нормально работающий источник.
Эталон ответа:
вопрос
1
2
3
4
5
6
7
8
9
10
ответ
а
б
в
а
в
а
а, в
а
а
в
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.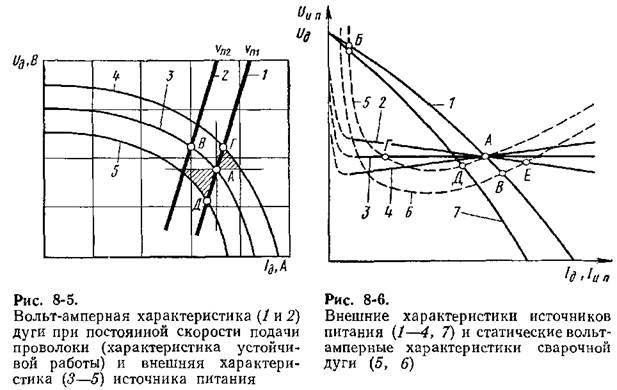
Список литературы
Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
Основные требования к источникам питания
Основные требования к источникам питания
Категория:
Сварка металлов
Основные требования к источникам питания
Выбор источника питания для дуговой сварки определяется характером зависимости между напряжением и током дуги.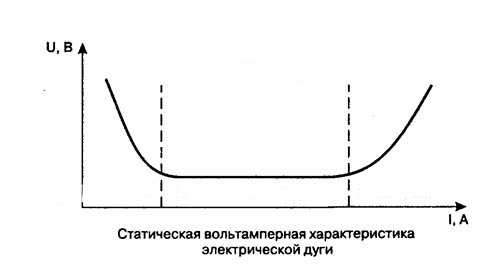 Напряжение дуги, т. е. разность потенциалов между электродом и основным металлом существенно зависит от длины дуги и силы тока в ней. В сварочной дуге, горящей между плавящимися электродами, при постоянной величине тока напряжение дуги пропорционально ее длине. Для устойчивого горения сварочной дуги основные ее параметры — ток и напряжение — должны находиться в определенной зависимости между собой.
Напряжение дуги, т. е. разность потенциалов между электродом и основным металлом существенно зависит от длины дуги и силы тока в ней. В сварочной дуге, горящей между плавящимися электродами, при постоянной величине тока напряжение дуги пропорционально ее длине. Для устойчивого горения сварочной дуги основные ее параметры — ток и напряжение — должны находиться в определенной зависимости между собой.
График зависимости напряжения дуги от тока в ней при установившемся режиме горения дуги (при неизменной ее длнне) называется статической вольт-амперной характеристикой дуги. Статическая характеристика дуги состоит из трех участков: участок I — с падающей зависимостью напряжения дуги от тока в ней, участок II — с жесткой зависимостью и участок III — с возрастающей зависимостью напряжения от тока. При ручной сварке покрытыми электродами статическая вольт-амперная характеристика дуги — падающая с переходом к жесткой.
Для обеспечения устойчивого горения сварочной дуги источник питания должен соответствовать следующим основным требованиям:
а) обеспечивать надежное возбуждение сварочной дуги;
б) поддерживать ее устойчивое горение;
в) способствовать благоприятному переносу электродного металла и формированию шва;
г) обеспечивать настройку требуемого режима сварки.
Внешняя характеристика источника питания. Электрические свойства источника питания в статическом режиме отражаются его внешней вольт-амперной характеристикой. Внешней характеристикой источника питания называется график зависимости напряжения на его зажимах от величины сварочного тока.
Рис. 1. Статическая вольт-амперная характеристика дуги
Источник питания для однопостовой ручной сварки покрытыми электродами должен иметь крутопадающую внешнюю характеристику. При такой внешней характеристике источника питания напряжение на его зажимах с ростом сварочного тока резко уменьшается и резко возрастает с уменьшением тока.
Устойчивость горения сварочной дуги зависит от постоянства установленного сварочного тока. Специфичным и неизбежным негативным фактором ручной сварки являются произвольные колебания длины дуги в процессе ее горения. Отклонения сварочного тока при колебаниях длины дуги должны быть минимальными. Длина дуги связана с ее напряжением: чем длиннее дуга, тем выше напряжение ее, и наоборот.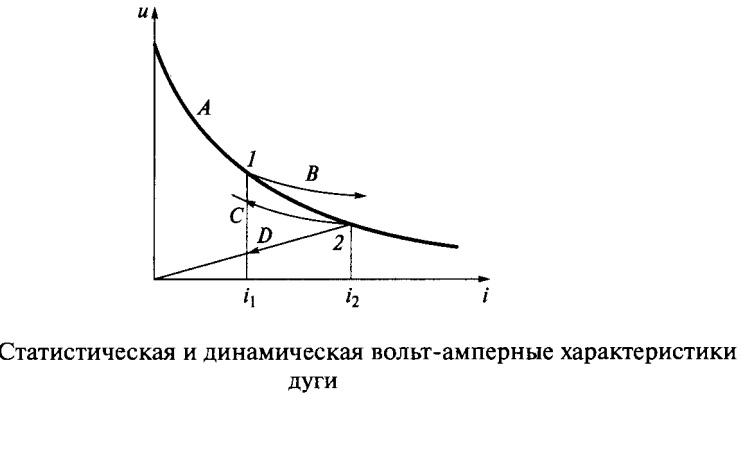
Крутопадающая внешняя характеристика источника питания обеспечивает устойчивое горение дуги при определенной величине сварочного тока. При наложении внешней характеристики источника питания на статическую вольт-амперную характеристику дуги видно, что в точках их пересечения (А, В) требование устойчивости дуги (равенство токов и напряжений дуги и источника) удовлетворяется. Но устойчиво гореть дуга будет только в точке В. Почему это происходит?
Рис. 2. 1 — внешняя вольт-амперная характеристика источника питания; 2 —статическая вольт-амперная характеристика дуги
Рис. 3. 1, 2 —внешние характеристики однопостовых источников питания
Если по какой-либо причине ток уменьшится, то напряжение источника будет больше напряжения дуги и это вызовет увеличение тока, т. е. произойдет возврат в точку В. При произвела ном увеличении тока напряжение источника питания станет меньше напряжения дуги — это уменьшит ток и произойдет возврат в точку В. Таким образом, при случайных колебаниях сварочного тока режим горения дуги самопроизвольно восстанавливается, тем самым обеспечивается постоянный режим сварки и устойчивое горение дуги.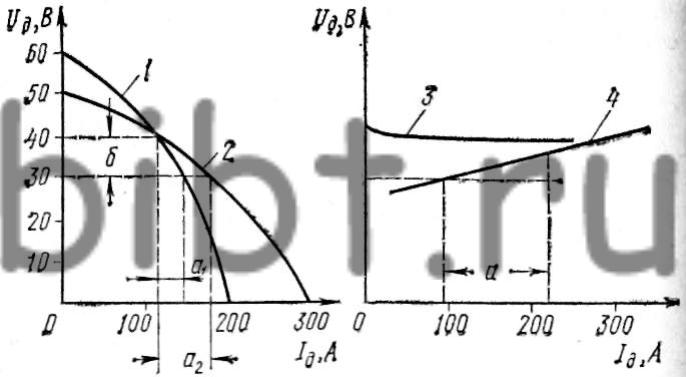
В точке А дуга не может гореть устойчиво, т. к. случайные колебания сварочного тока будут развиваться до обрыва дуги или до тех пор, пока ток не достигнет значения, соответствующего точке В устойчивого горения дуги. Следовательно, устойчивое горение дуги возможно только в точке В, где внешняя характеристика источника питания является более крутопадающей, чем статическая вольт-амперная характеристика дуги.
При сравнении двух источников питания с падающими внешними характеристиками можно сделать следующий вывод: источник с более крутопадающей внешней характеристикой (1) наилучшим образом отвечает требованиям ручной дуговой сварки покрытыми электродами. Такой источник питания обеспечивает боле? высокую устойчивость горения дуги при случайных колебаниях ее длины (эластичность дуги), т. е. при увеличении длины дуги и ее напряжения сварочный ток уменьшается незначительно, и наоборот, при уменьшении длины дуги и ее напряжения сварочный ток увеличится незначительно (ДЛСД/г). AU — изменения напряжения дуги при изменениях ее длины, ДЛ—изменения тока первого источника, А12 — изменения тока второго источника питания.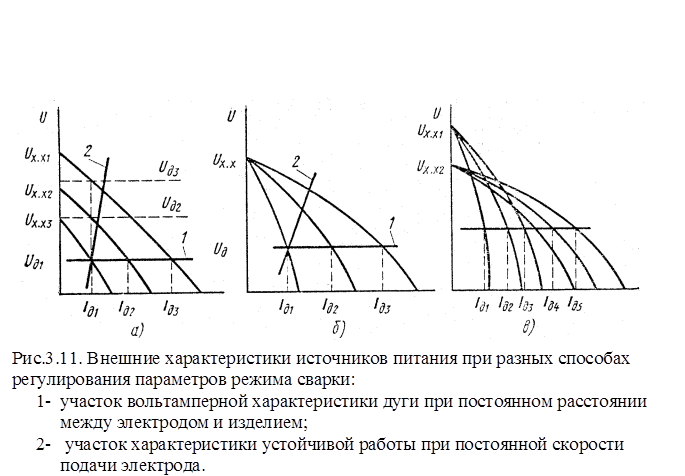 Таким образом, гарантируется стабильность режима сварки, т. е. при случайных произвольных колебаниях длины дуги в процессе – ее горения сварочный ток поддерживается примерно на одном уровне.
Таким образом, гарантируется стабильность режима сварки, т. е. при случайных произвольных колебаниях длины дуги в процессе – ее горения сварочный ток поддерживается примерно на одном уровне.
К многопостовому источнику питания требования в отношении внешней вольт-амперной характеристики другие. Для обеспечения нормальной одновременной работы нескольких сварщиков многопостовой источник питания должен иметь жесткую внешнюю характеристику. Крутопадаюшая зависимость напряжения на дуге от тока дуги, необходимая для устойчивого горения сварочной дуги, на каждом сварочном посту обеспечивается подключением последовательно с дугой балластного реостата.
При жесткой зависимости напряжения ог тока значительные изменения сварочного тока вызывают незначительные колебания напряжения аа зажимах много» постового иа очника питания.
Рис. 4. Внешняя характеристика источника-питания
В процессе ручной сварки покрытыми лектродами источник питания очень часто оказывается в режиме короткого замыкания. Такое состояние возникает всегда в момент зажигания дуги (касание электродом основного металла) и может возникать в процессе горения дуги при переносе расплавленного электродного металла через дуговой промежуток в сварочную ванну. При крутопадающей внешней характеристике однолостового источника питания ток короткого замыкания не достигает больших значений. Это делает возможным нормальную работу источника питания при частых коротких замыканиях.
Такое состояние возникает всегда в момент зажигания дуги (касание электродом основного металла) и может возникать в процессе горения дуги при переносе расплавленного электродного металла через дуговой промежуток в сварочную ванну. При крутопадающей внешней характеристике однолостового источника питания ток короткого замыкания не достигает больших значений. Это делает возможным нормальную работу источника питания при частых коротких замыканиях.
При проектировании однопостовых источников питания выполняется следующее условие: — ток короткого замыкания источника питания, — номинальный ток источника питания. Т. е. ток короткого замыкания источника питания не должен превышать номинальный ток его более чем в полтора раза. Номинальным током источника питания называется наибольший допустимый (по условиям нагрева) ток нагрузки. Незначительное возрастание тока короткого замыкания благоприятно сказывается на переносе расплавленного электродного металла в сварочную ванну и способствует нормальному формированию сварного шва.
Для многопостового источника питания короткое замыкание без балластного реостата недопустимо, т. к. при жесткой внешней характеристике его ток короткого замыкания увеличится многократно в сравнении с номинальным током, чго может вывести источник питания из строя. При многопостовой сварке в момент короткого замыкания на сварочном посту ток будет возрастать до тех пор, пока падение напряжения на балластном реостате не уравновесит напряжение источника питания.
Величины напряжений источника питания. Для зажигания дуги сварщик делает кратковременное короткое замыкание источника питания, касаясь электродом основного металла (изделия). При последующем отрыве электрода на короткое мгновение возникает состояние холостого хода источника питания (напряжение максимально, ток равен нулю). Вслед за этим в дуговом промежутке, заполненном ионизированными газами, парами металла и покрытия, под действием напряжения источника питания возникает сварочная дута.
Возбуждение дуги в начальный период, когда дуговой промежуток слабо ионизирован, происходит тем легче, чем выше величина напряжения холостого хода источника питания.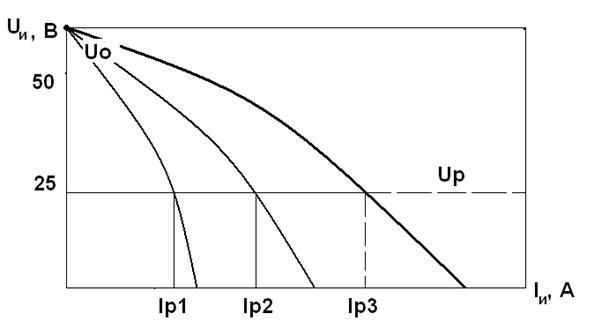 Для обеспечения надежного возбуждения дуги при ручной сварке покрытыми электродами напряжение холостого хода источника питания t/xx должно быть не ниже 50 В. Источники питания для ручной сварки имеют номинальное напряжение холостого хода не менее 60 В, чтобы при случайном снижении напряжения в электрической сети, к которой подключается источник питания, его напряжение холостого хода было бы достаточным для надежного возбуждения дуги, верхний предел напряжения холостого хода по условиям электро-безопасности составляет: для источника питания переменного; тока— 80 В, для источников питания постоянного тока— 100 В.
Для обеспечения надежного возбуждения дуги при ручной сварке покрытыми электродами напряжение холостого хода источника питания t/xx должно быть не ниже 50 В. Источники питания для ручной сварки имеют номинальное напряжение холостого хода не менее 60 В, чтобы при случайном снижении напряжения в электрической сети, к которой подключается источник питания, его напряжение холостого хода было бы достаточным для надежного возбуждения дуги, верхний предел напряжения холостого хода по условиям электро-безопасности составляет: для источника питания переменного; тока— 80 В, для источников питания постоянного тока— 100 В.
В момент установившегося режима горения дуги рабочее напряжение на дуге (источника питания) составляет в среднем 18— 19 В. Этого напряжения достаточно для поддержания стабильного горения дуги, когда дуговой промежуток хорошо ионизирован. Динамическая характеристика-. В процессе сварки расплавленный электродный металл- в виде капель переносится в сварочную ванну. При малой длине дугового промежутка (короткая дуга) многочисленные капли электродного металла часто перекрывают дуговой промежуток (короткое замыкание).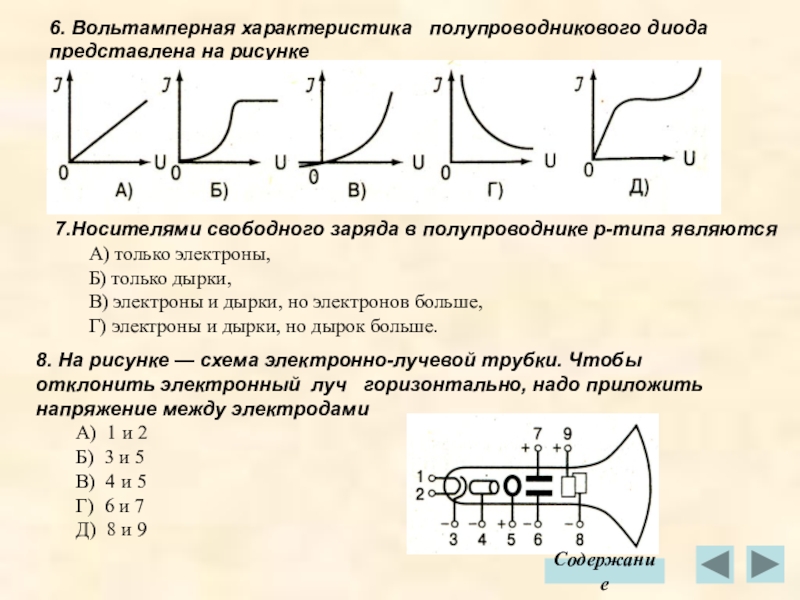 В результате ток и напряжение сварочной дуги беспрерывно изменяются. В момент короткого замыкания напряжение дуги падает до нуля, а ток дуги возрастает. При этом возрастает магнитный поток, сжимающий каплю расплавленного металла с образованием тонкой перемычки. Возникшая перемычка жидкого металла перегревается током короткого замыкания до очень высокой температуры и пары металла, отрывая каплю металла от электрода, направляют ее в сварочную ванну. В момент разрыва перемычки ток дуги падает до нуля, а напряжение возрастает до величины напряжения зажигания дуги. Следовательно, источник питания должен быстро изменять свое напряжение от нуля до величины напряжения зажигания дуги.
В результате ток и напряжение сварочной дуги беспрерывно изменяются. В момент короткого замыкания напряжение дуги падает до нуля, а ток дуги возрастает. При этом возрастает магнитный поток, сжимающий каплю расплавленного металла с образованием тонкой перемычки. Возникшая перемычка жидкого металла перегревается током короткого замыкания до очень высокой температуры и пары металла, отрывая каплю металла от электрода, направляют ее в сварочную ванну. В момент разрыва перемычки ток дуги падает до нуля, а напряжение возрастает до величины напряжения зажигания дуги. Следовательно, источник питания должен быстро изменять свое напряжение от нуля до величины напряжения зажигания дуги.
Способность источника питания быстро реагировать на изменения, происходящие в дуге, характеризует его динамические свойства. Чем быстрее восстанавливает источник питания напряжение зажигания дуги, тем лучше его динамические свойства.
Динамической характеристикой источника питания называется время, необходимое ему для восстановления напряжения от нуля в момент короткого замыкания до величины напряжения зажигания дуги. Это время не должно превышать 0,05 с. Высокие динамические свойства источника питания обеспечивают спокойный перенос электродного металла в сварочную ванну, малое разбрызгивание его, хорошее формирование сварного шва, высокое качество сварки.
Это время не должно превышать 0,05 с. Высокие динамические свойства источника питания обеспечивают спокойный перенос электродного металла в сварочную ванну, малое разбрызгивание его, хорошее формирование сварного шва, высокое качество сварки.
Настройка режима сварки. Величину сварочного тока регулируют обычно при помощи источника питания, имеющего для этого специальные регулировочные устройства.
Регулировка сварочного тока осуществляется двумя способами: изменением величины напряжения холостого хода источника питания, изменением полного сопротивления источника питания.
Реклама:
Читать далее:
Режим работы источника питания
Статьи по теме:
Особенности плазменной дуги как электрической нагрузки. Требования к источникам питания
Требования к источникам питанияСтраницы: 1 2 3 4
При выборе и расчете источников питания определяющее значение имеет вид статической вольт-амперной характеристики нагрузки (ВАХ). Вид вольт-амперной характеристики плазменной дуги показан на рис. 11.
Вид вольт-амперной характеристики плазменной дуги показан на рис. 11.
Рис. 11. Вольт-амперные характеристики дуги (1) и внешние характеристики источников питания: 2 — пологопадающие; 3 — крутопадающие; 4 — источник с отрицательным сопротивлением; I — участок падающей ВАХ дуги; II — участок возрастающей ВАХ дуги; А — рабочая точка.
На ВАХ имеется два участка: при малых токах дуги характеристика падающая; с увеличением тока она становится жесткой или слабовозрастающей. Из вольт-амперной характеристики видно, что плазменная дуга представляет собой нелинейную нагрузку. Обычно (за исключением микроплазменной сварки) рабочим является второй участок ВАХ. На этом участке плазменная дуга может быть представлена (для удобства расчетов) как нагрузка типа противоэдс (Uд = Eо) либо как сумма противоэдс и линейного активного сопротивления:
Исходя из вида рабочего участка ВАХ плазменной дуги и известного [17] условия устойчивости системы источник питания — дуга
источник питания должен иметь пологопадающие внешние статические характеристики (ВСХ).
Однако выполнение условия устойчивости является необходимым, но недостаточным условием для определения формы ВСХ источника питания. От угла наклони
ВСХ зависит также стабильность работы плазмотрона и протекания процесса плазменной обработки при колебаниях напряжения на дуге.
Экспериментально установлено, что процесс горения плазменной дуги сопровождается колебаниями напряжения, имеющими различную природу. Во-первых, существуют спонтанные колебания напряжения, обусловленные процессами ионизации газа. Амплитуда этих колебаний определяется главным образом родом плазмообразующего газа. Во-вторых, имеются колебания напряжения, вызываемые внешними возмущениями — изменением длины дугового промежутка, расхода плазмообразующего газа и др. [2].
Нетрудно убедиться (рис. 12), что при пологопадающих ВСХ источника питания колебания напряжения на дуге будут вызывать колебания тока дуги. Самопроизвольные колебания тока плазменной дуги — крайне нежелательное явление. Они вызывают, с одной стороны, нарушение технологических параметров процесса плазменной обработки, а с другой — нарушение нормальной работы плазмотрона — образование так называемой двойной дуги 1 [2]. Таким образом, ВСХ источников питания для плазменной обработки должны быть крутопадающими.
Они вызывают, с одной стороны, нарушение технологических параметров процесса плазменной обработки, а с другой — нарушение нормальной работы плазмотрона — образование так называемой двойной дуги 1 [2]. Таким образом, ВСХ источников питания для плазменной обработки должны быть крутопадающими.
Рис. 12. Колебания тока дуги при колебаниях напряжения на ней:
1 — вольт-амперная характеристика дуги; 2 — внешняя статическая характеристика источника питания Vд(Uд)— напряжение на дуге; Iд — ток дуги; А — рабочая точка.
Изложенное выше относится к установившимся режимам работы системы источник питания — дуга и соответственно к статическим характеристикам источника питания. Особенности работы системы в переходных режимах во время возбуждения дуги определяют требования к динамическим характеристикам источника питания.
Обычно процесс возбуждения плазменной дуги протекает следующим образом:
с помощью высокочастотного высоковольтного напряжения осциллятора в промежутке электрод — сопло плазмотрона возбуждается искровой разряд. Под воздействием электрического поля источника питания искровой разряд переходит в дуговой. Возбуждается так называемая дежурная дуга между электродом и соплом плазмотрона;
Под воздействием электрического поля источника питания искровой разряд переходит в дуговой. Возбуждается так называемая дежурная дуга между электродом и соплом плазмотрона;
потоком плазмообразующего газа дежурная дуга выдувается из сопла в виде факела длиной 20—40 мм. Анодное (катодное) пятно дежурной дуги перемещается при этом с внутренней кромки сопла на его торцовую поверхность;
при касании факела дежурной дуги обрабатываемого изделия происходит замыкание цепи электрод — изделие и возникает основная дуга. Ток дежурной дуги при этом падает до нуля.
1. Двойная дуга — аварийный режим работы плазмотрона, при котором образуются две дуги — между электродом и соплом плазмотрона и между соплом и обрабатываемым изделием, при этом вследствие большого тепловыделения сопло оплавляется и разрушается.
главная
- Дата публикации
Автор: Односторонцев Александр
- Категория: Новости
- Просмотров: 10
- Дата публикации
Автор: Односторонцев Александр
- Категория: Новости
- Просмотров: 9
Компетенция 17 Web Technologies – Веб-технологии
- Дата публикации
Автор: Односторонцев Александр
- Категория: Новости
- Просмотров: 9
С 19 по 29 января в техникуме проходят родительские собрания в выпускных группах с привлечением работодателей в очно – дистанционном формате.
Родительские собрания направлены на информирование родителей по ключевым направлениям в рамках реализации образовательных программ. Это направления на производственную практику, подготовку и сроки проведения государственной итоговой аттестации, последующее трудоустройство по освоенной профессии/специальности.
Подробнее…
- Дата публикации
Автор: Односторонцев Александр
- Категория: Новости
- Просмотров: 10
Как всегда, Иркутский техникум авиастроения и материалообработки гостеприимно распахнул свои двери для проведения интересного мероприятия районного масштаба, посвященного Дню студента.
Подробнее…
- Дата публикации
Автор: Односторонцев Александр
- Категория: Новости
- Просмотров: 9
Студенты Иркутского техникума авиастроения и материалообработки ярко отметили свой главный праздник – День студента. Они приняли участие в спортивном мероприятие «Все на лед», который состоялся на острове Конный. Ребята зарядились позитивной энергией и отличным настроением.
Они приняли участие в спортивном мероприятие «Все на лед», который состоялся на острове Конный. Ребята зарядились позитивной энергией и отличным настроением.
- Дата публикации
Автор: Односторонцев Александр
- Категория: Новости
- Просмотров: 20
Подведены итоги фотоконкурса «Природа в объективе». Лучшими признаны работы Вантеева Григория — «Зачарованный мир», Якимовой Ангелины — «Осенняя береза», Сердюковой Кристины — «Спит могучий Байкал». Поздравляем победителей!
- Дата публикации
Автор: Односторонцев Александр
- Категория: Новости
- Просмотров: 33
18 января первокурсники, проживающие в общежитии техникума, приняли участие в познавательной мультимедийной игре «Энергосбережение — дело каждого».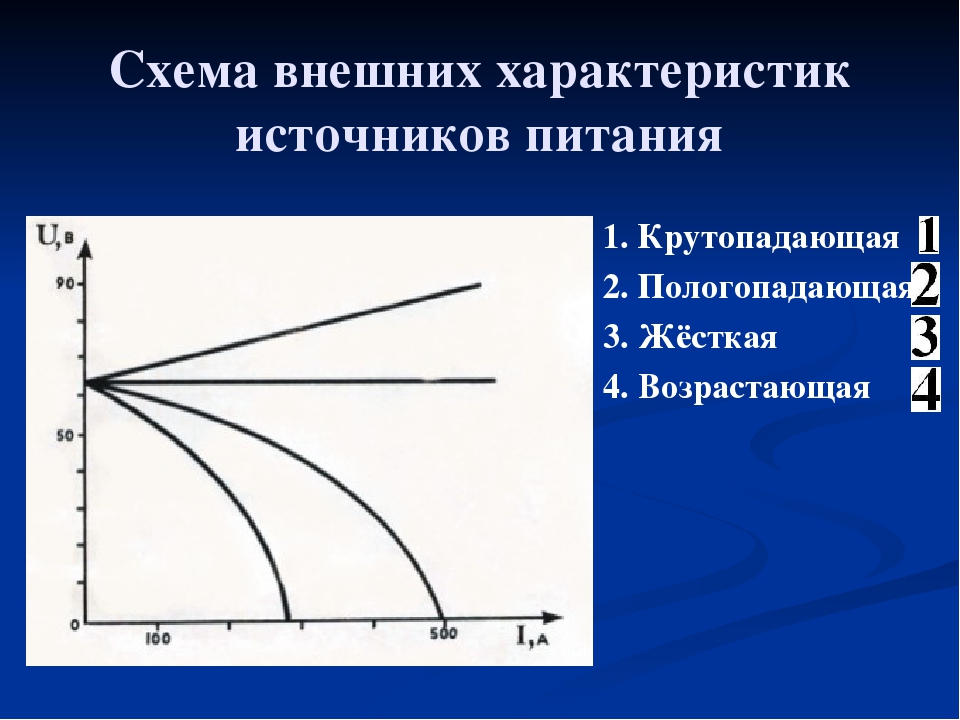 Эта игра была подготовлена и проведена представителями совета общежития. Командам предстояло ответить на вопросы разной степени сложности: от срока эксплуатации энергосберегающих ламп до использования современных альтернативных источников энергии. Победителями игры стала команда группы СВ-21-24 по профессии «Сварщик (ручной и частично механизированной сварки (наплавки))».
Эта игра была подготовлена и проведена представителями совета общежития. Командам предстояло ответить на вопросы разной степени сложности: от срока эксплуатации энергосберегающих ламп до использования современных альтернативных источников энергии. Победителями игры стала команда группы СВ-21-24 по профессии «Сварщик (ручной и частично механизированной сварки (наплавки))».
Все участники получили красочные буклеты с информацией по энергосбережению.
- Дата публикации
Автор: Односторонцев Александр
- Категория: Новости
- Просмотров: 45
С 17 по 27 января в рамках реализации плана работы кабинета профилактики наркомании и других социально-негативных явлений среди обучающихся техникума стартует декада «Поезд здоровья». Для техникума уже стало традицией проводить каждый год — это интересное мероприятие.
Студентов ждут различные интеллектуально-развлекательные и психологические игры-викторины, конкурсы, а также лекции, посвященные здоровому образу жизни.
Игра по станциям «Поезда Здоровья» – это не только командная игра, но и активная форма работы, которая помогает студентам укрепить свое здоровье, отвлечь от негативных явлений современной жизни.
- Дата публикации
Автор: Односторонцев Александр
- Категория: Новости
- Просмотров: 86
Волонтерский отряд техникума «Авиатор» участвует в акции «Новый год в каждый дом!». 28 декабря волонтеры Стрелкова Анастасия, Шалыга Кристина и координатор волонтерского отряда Ткачева Алина Германовна посетили ветеранов техникума и вручили им новогодние подарки. Ветераны Петрова Эмма Прокопьевна, Кардов Сергей Филиппович, Валегура Александр Андреевич, Анисимова Таисия Алексеевна встречали волонтеров как дорогих гостей. Ребята создали ветеранам новогоднюю атмосферу.
Ребята создали ветеранам новогоднюю атмосферу.
Подробнее…
Понимание концепций LDO для достижения оптимальных проектов
Регуляторы с малым падением напряжения (LDO) — это обманчиво простые устройства, которые выполняют важные функции, такие как изоляция нагрузки от источника загрязнения или создание источника с низким уровнем шума для чувствительных к питанию схем.
В этом кратком учебном пособии представлены некоторые общие термины, используемые с LDO, объясняющие основные понятия, такие как падение напряжения, запас по напряжению, ток покоя, ток заземления, ток выключения, эффективность, регулирование сети и нагрузки постоянного тока, переходная характеристика сети и нагрузки, коэффициент отклонения источника питания (PSRR), выходной шум и точность с использованием примеров и графиков, чтобы их было легко понять.
LDO часто выбираются на поздних стадиях проектирования без особого анализа. Представленные здесь концепции позволят разработчикам выбрать наилучший LDO на основе системных требований.
Падение напряжения
Падение напряжения (V DROPOUT ) — это разница между входным и выходным напряжением, при которой LDO больше не может регулировать дальнейшее снижение входного напряжения. В области отсева проходной элемент действует как резистор со значением, равным сопротивлению сток-исток (RDS ON ).Падение напряжения, выраженное через RDS ON и ток нагрузки, составляет
V DROPOUT = I НАГРУЗКА × RDS ВКЛ
RDS ON включает сопротивление проходного элемента, межсоединений на кристалле, выводов и соединительных проводов и может быть оценено по напряжению падения LDO. Например, ADP151 в WLCSP имеет наихудшее падение напряжения 200 мВ при нагрузке 200 мА, поэтому RDSON составляет около 1,0 Ом. На рис. 1 показана упрощенная схема LDO.В дропауте переменное сопротивление близко к нулю. LDO не может регулировать выходное напряжение, поэтому другие параметры, такие как регулировка линии и нагрузки, точность, PSRR и шум, не имеют значения.
Рисунок 1. Упрощенная схема LDO.
На рис. 2 показана зависимость выходного напряжения от входного напряжения 3,0-вольтового LDO ADM7172. Падение напряжения обычно составляет 172 мВ при 2 А, поэтому RDS ON составляет около 86 мОм. Область пропадания простирается примерно от 3,172 В до 2,3 В. Ниже 2,3 В устройство не работает.При меньших токах нагрузки падение напряжения пропорционально ниже: при 1 А падение напряжения составляет 86 мВ. Низкое падение напряжения максимизирует эффективность регулятора.
Рис. 2. Область сброса 3,0-вольтового LDO ADM7172.
Максимальное напряжение
Запас напряжения — это разность входных и выходных напряжений, необходимая для того, чтобы LDO соответствовал своим спецификациям. В техпаспорте обычно указывается запас по напряжению как условие, при котором указываются другие параметры. Напряжение запаса обычно составляет от 400 мВ до 500 мВ, но для некоторых LDO требуется до 1.5 В. Напряжение запаса не следует путать с падением напряжения, так как они одинаковы только тогда, когда LDO находится в состоянии отключения.
Ток покоя и заземления
Ток покоя (IQ) — это ток, необходимый для питания внутренней схемы LDO, когда ток внешней нагрузки равен нулю. Он включает в себя рабочие токи эталона ширины запрещенной зоны, усилителя ошибки, делителя выходного напряжения и цепей измерения перегрузки по току и перегреву. Величина тока покоя определяется топологией, входным напряжением и температурой.
I Q = I IN при отсутствии нагрузки
Ток покоя LDO ADP160 практически не меняется при изменении входного напряжения от 2 В до 5,5 В, как показано на рис. 3.
Рисунок 3. Ток покоя в зависимости от входного напряжения LDO ADP160.
Ток заземления (I GND ) представляет собой разницу между входным и выходным токами и обязательно включает в себя ток покоя. Низкий ток заземления максимизирует эффективность LDO.
I GND = I IN – I OUT
На рис. 4 показано изменение тока заземления в зависимости отток нагрузки для LDO ADP160.
Рисунок 4. Ток земли в зависимости от тока нагрузки LDO ADP160.
Для высокопроизводительных CMOS LDO ток заземления обычно намного меньше 1 % от тока нагрузки. Ток заземления увеличивается с током нагрузки, потому что привод затвора к проходному элементу PMOS должен увеличиваться, чтобы компенсировать падение напряжения, вызванное его R ON . В области сброса ток заземления также может увеличиваться по мере того, как каскад драйвера начинает насыщаться. КМОП-стабилизаторы LDO незаменимы в приложениях, где важны низкое энергопотребление или малые токи смещения.
Ток выключения
Ток отключения — это входной ток, потребляемый LDO, когда выход отключен. В режиме отключения питание эталонного усилителя и усилителя ошибки не подается. Более высокие токи утечки приводят к увеличению тока отключения с температурой, как показано на рис. 5.
Рис. 5. Зависимость тока отключения от температуры LDO ADP160.
Эффективность
Эффективность LDO определяется током земли и входным/выходным напряжением:
Эффективность = I ВЫХ /(I ВЫХ + I GND ) × В ВЫХ /В ВХ × 100%
Для обеспечения высокой эффективности необходимо свести к минимуму запас по напряжению и току заземления. Кроме того, разница напряжений между входом и выходом должна быть сведена к минимуму. Разница между входным и выходным напряжением является внутренним фактором, определяющим КПД, независимо от условий нагрузки. Например, КПД 3,3-В LDO никогда не превысит 66 % при питании от 5 В, но вырастет до 91,7 % при снижении входного напряжения до 3,6 В. Рассеиваемая мощность LDO составляет (В ВХОД – В ВЫХОД ) × I ВЫХОД .
Кроме того, разница напряжений между входом и выходом должна быть сведена к минимуму. Разница между входным и выходным напряжением является внутренним фактором, определяющим КПД, независимо от условий нагрузки. Например, КПД 3,3-В LDO никогда не превысит 66 % при питании от 5 В, но вырастет до 91,7 % при снижении входного напряжения до 3,6 В. Рассеиваемая мощность LDO составляет (В ВХОД – В ВЫХОД ) × I ВЫХОД .
Регулирование нагрузки постоянного тока
Регулировка нагрузки — это мера способности LDO поддерживать указанное выходное напряжение при различных условиях нагрузки.Регулировка нагрузки, показанная на рисунке 6, определяется как
.
Регулировка нагрузки = ∆V OUT /∆I OUT
Рисунок 6. Зависимость выходного напряжения от тока нагрузки для LDO ADM7172.
Регулирование линии постоянного тока
Линейная регулировка является мерой способности LDO поддерживать указанное выходное напряжение при изменении входного напряжения. Линейное регулирование определяется как
Линейное регулирование определяется как
Линейное регулирование = ∆V OUT /∆V IN
На рис. 7 показано выходное напряжение ADM7172 по сравнению с выходным напряжением.входное напряжение при различных токах нагрузки. Регулировка линии ухудшается по мере увеличения тока нагрузки, потому что общий коэффициент усиления LDO уменьшается. Кроме того, рассеиваемая мощность LDO увеличивается по мере увеличения разности входных и выходных напряжений. Это вызывает повышение температуры перехода и, в этом случае, уменьшение напряжения запрещенной зоны и внутренних напряжений смещения.
Рисунок 7. Зависимость выходного напряжения от входного напряжения для LDO ADM7172.
Точность постоянного тока
Общая точность учитывает влияние регулирования сети и нагрузки, дрейфа опорного напряжения и дрейфа напряжения усилителя ошибки.Изменение выходного напряжения в регулируемом источнике питания в первую очередь связано с изменением температуры опорного напряжения и усилителя ошибки.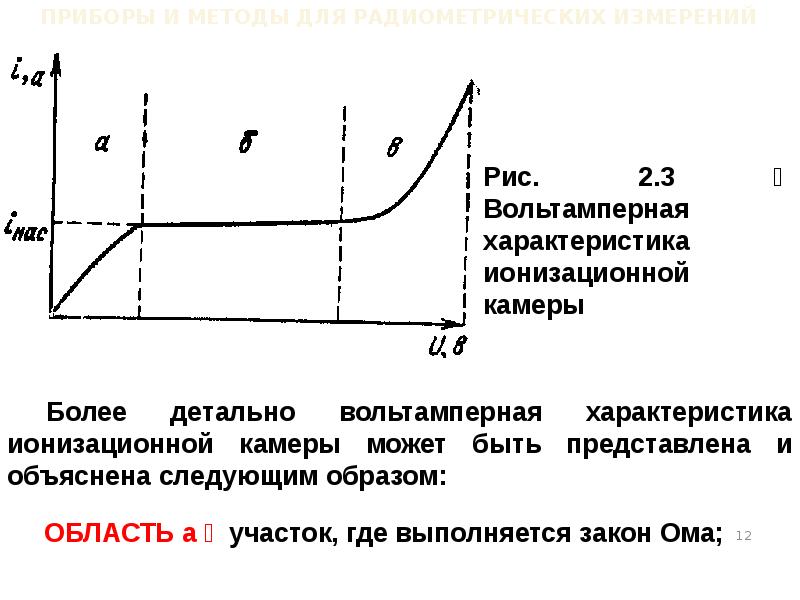 Если для установки выходного напряжения используются дискретные резисторы, допуск резисторов может быть самым большим фактором, влияющим на общую точность. Регулирование нагрузки и смещения усилителя ошибки обычно составляют от 1% до 3% от общей точности.
Если для установки выходного напряжения используются дискретные резисторы, допуск резисторов может быть самым большим фактором, влияющим на общую точность. Регулирование нагрузки и смещения усилителя ошибки обычно составляют от 1% до 3% от общей точности.
Например, рассчитайте общую точность 3,3-вольтового LDO в температурном диапазоне от 0°C до 125°C со следующими рабочими характеристиками: температурный коэффициент резистора ±100 ppm/°C, ±0.Допустимое отклонение выборочного резистора 25 %, изменение выходного напряжения ±10 мВ и ±5 мВ из-за регулирования нагрузки и линейного регулирования, соответственно, и эталонная погрешность 1 %.
Погрешность из-за температуры = 125°C × ±100 ppm/°C = ±1,25 %
Погрешность из-за выборочного резистора = ±0,25 %
Погрешность из-за регулирования нагрузки = 100 % × (±0,01 В/3,3 В) = ± 0,303 %
Погрешность из-за линейного регулирования = 100 % × (±0,005 В/3,3 В) = ±0,152 %
Погрешность из-за эталона = ±1 %
Ошибка наихудшего случая предполагает, что все ошибки изменяются в одном направлении.
Ошибка в худшем случае = ±(1,25 % + 0,25 % + 0,303 % + 0,152 % + 1 %) = ±2,955 %
Типичная ошибка предполагает случайные вариации, поэтому используется сумма корней квадратов (rss) ошибок.
Типичная ошибка = ±√(1,25 2 + 0,25 2 + 0,303 2 + 0,152 2 + 1 2 ) = ±1,0505 %
LDO никогда не превысит ошибку наихудшего случая, в то время как ошибка rss является наиболее вероятной. Распределение ошибок будет сосредоточено на ошибке rss и расширено, чтобы включить ошибку наихудшего случая в хвостах.
Реакция на переходную нагрузку
Переходная характеристика нагрузки представляет собой изменение выходного напряжения при ступенчатом изменении тока нагрузки. Это функция емкости выходного конденсатора, эквивалентного последовательного сопротивления конденсатора (ESR), полосы усиления контура управления LDO, а также размера и скорости нарастания изменения тока нагрузки.
Скорость нарастания переходного процесса нагрузки может иметь существенное влияние на реакцию на переходный процесс нагрузки.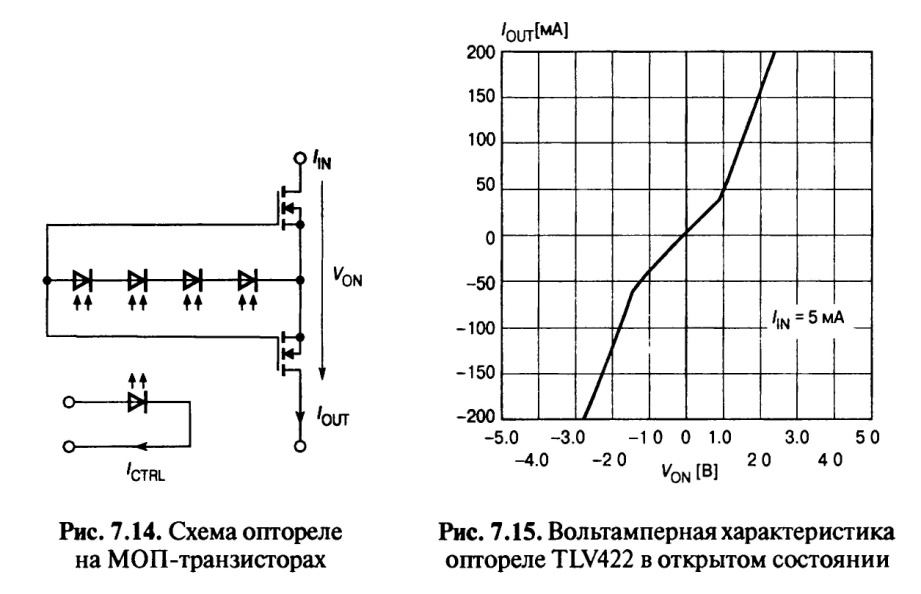 Если переходный процесс нагрузки очень медленный, скажем, 100 мА/мкс, контур управления LDO может отследить изменение.Однако, если переходный процесс нагрузки происходит быстрее, чем контур может компенсировать, может возникнуть нежелательное поведение, такое как чрезмерный звон из-за низкого запаса по фазе.
Если переходный процесс нагрузки очень медленный, скажем, 100 мА/мкс, контур управления LDO может отследить изменение.Однако, если переходный процесс нагрузки происходит быстрее, чем контур может компенсировать, может возникнуть нежелательное поведение, такое как чрезмерный звон из-за низкого запаса по фазе.
На рис. 8 показана реакция ADM7172 на переходный процесс нагрузки от 1 мА до 1,5 А со скоростью нарастания 3,75 А/мкс. Время восстановления 1,5 мкс до 0,1% и минимальный звон указывают на хороший запас по фазе.
Рис. 8. Переходная характеристика нагрузки ADM7172. Шаг нагрузки от 1 мА до 1,5 А за 400 нс (красный). Выходное напряжение (синий).
Переходная характеристика линии
Переходная характеристика линии представляет собой изменение выходного напряжения при ступенчатом изменении входного напряжения.Это функция полосы пропускания контура управления LDO, а также размера и скорости нарастания изменения входного напряжения.
На рис. 9 показана реакция ADM7150 на скачкообразное изменение входного напряжения на 2 В. Отклонение выходного напряжения дает представление о полосе пропускания контура и PSRR (см. следующий раздел). Выходное напряжение изменяется примерно на 2 мВ в ответ на изменение на 2 В за 1,5 мкс, что указывает на PSRR около 60 дБ на частоте около 100 кГц.
Отклонение выходного напряжения дает представление о полосе пропускания контура и PSRR (см. следующий раздел). Выходное напряжение изменяется примерно на 2 мВ в ответ на изменение на 2 В за 1,5 мкс, что указывает на PSRR около 60 дБ на частоте около 100 кГц.
Опять же, как и в случае переходных процессов нагрузки, скорость нарастания входного напряжения оказывает большое влияние на кажущуюся переходную характеристику линии.Медленно изменяющееся входное напряжение, находящееся в пределах полосы пропускания LDO, может скрыть звон или другое нежелательное поведение.
Рис. 9. Переходная характеристика линии ADM7150. Шаг строки от 5 В до 7 В за 1,5 мкс (красный). Выходное напряжение (синий).
Отказ от блока питания
Проще говоря, PSRR — это мера того, насколько хорошо схема подавляет посторонние сигналы (шум и пульсации) на входе источника питания, чтобы они не искажали выходной сигнал. PSRR определяется как
PSRR = 20 × log(VE IN /VE OUT )
, где VE IN и VE OUT – посторонние сигналы, появляющиеся на входе и выходе соответственно.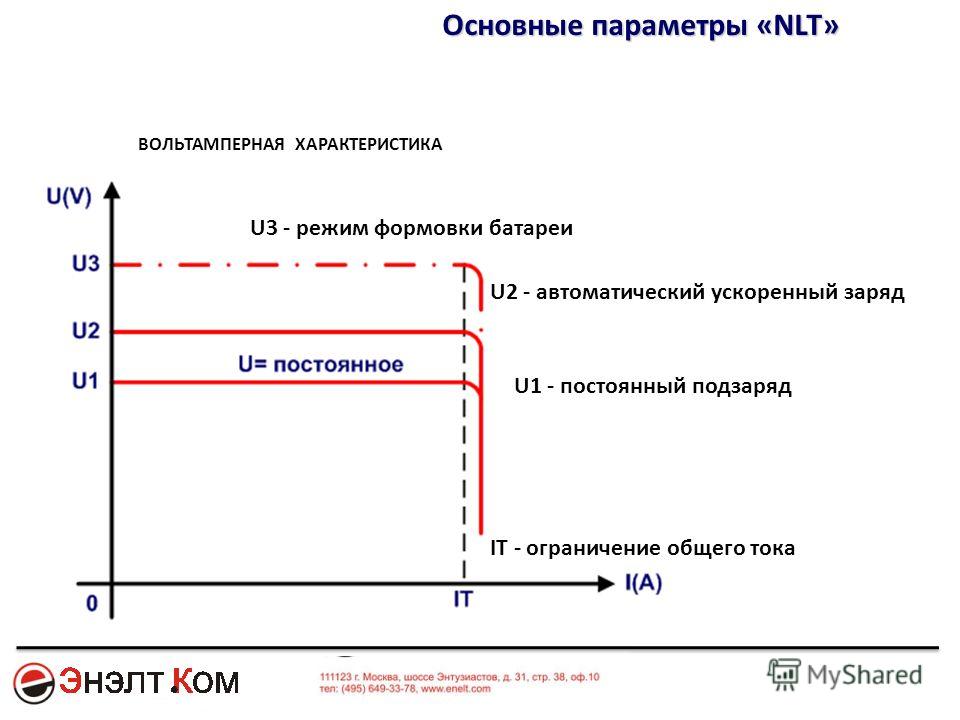
Для таких цепей, как АЦП, ЦАП и усилители, PSRR применяется к входам, которые подают питание на внутреннюю схему. В LDO входной контакт питания подает питание на регулируемое выходное напряжение, а также на внутреннюю схему. PSRR имеет то же отношение, что и регулирование линии постоянного тока, но включает весь частотный спектр.
Подавление источника питания в диапазоне от 100 кГц до 1 МГц очень важно, поскольку импульсные источники питания часто используются в высокоэффективных системах питания, а LDO очищают шумные шины питания для чувствительных аналоговых схем.
Контур управления LDO, как правило, является доминирующим фактором в определении отклонения источника питания. Конденсаторы с высоким номиналом и низким ESR могут быть полезны, особенно на частотах, выходящих за пределы полосы пропускания контура управления.
PSRR как функция частоты
PSRR не определяется одним значением, поскольку оно зависит от частоты. LDO состоит из источника опорного напряжения, усилителя ошибки и элемента пропуска мощности, такого как полевой МОП-транзистор или биполярный транзистор.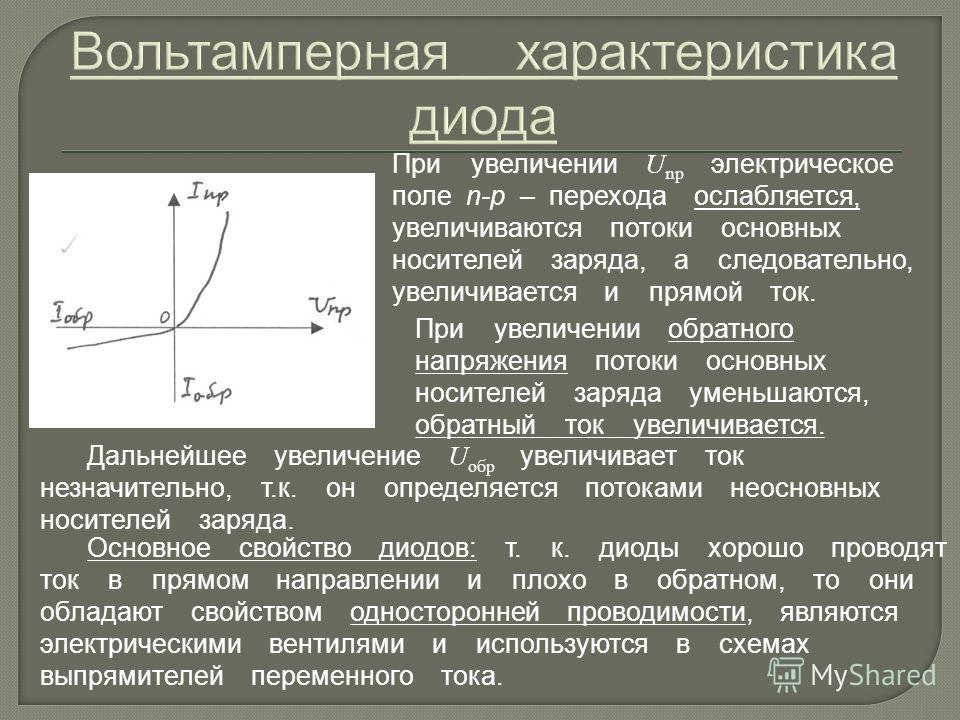 Усилитель ошибки обеспечивает усиление по постоянному току для регулирования выходного напряжения.Коэффициент усиления по переменному току усилителя ошибки в значительной степени определяет PSRR. Типичный LDO может иметь PSRR до 80 дБ на частоте 10 Гц, но PSRR может упасть до 20 дБ на частоте в несколько десятков килогерц.
Усилитель ошибки обеспечивает усиление по постоянному току для регулирования выходного напряжения.Коэффициент усиления по переменному току усилителя ошибки в значительной степени определяет PSRR. Типичный LDO может иметь PSRR до 80 дБ на частоте 10 Гц, но PSRR может упасть до 20 дБ на частоте в несколько десятков килогерц.
На рис. 10 показано соотношение между полосой пропускания усилителя ошибки и PSRR. В этом упрощенном примере игнорируются паразитные помехи от выходного конденсатора и проходного элемента. PSRR является обратной величиной усиления без обратной связи до тех пор, пока усиление не начнет падать на частоте 3 кГц. Затем PSRR уменьшается на 20 дБ/декаду, пока не достигнет 0 дБ на частоте 3 МГц и выше.
Рисунок 10. Упрощенное усиление LDO по сравнению с PSRR
На рисунке 11 показаны три основных частотных диапазона, которые характеризуют PSRR LDO: эталонная область PSRR, область усиления без обратной связи и область выходного конденсатора. Эталонная область PSRR зависит от PSRR эталонного усилителя и коэффициента усиления LDO без обратной связи. В идеале эталонный усилитель полностью изолирован от возмущений в источнике питания, но на практике эталон должен подавлять шумы источника питания только до нескольких десятков герц, потому что обратная связь усилителя ошибки обеспечивает высокий PSRR на низких частотах.
В идеале эталонный усилитель полностью изолирован от возмущений в источнике питания, но на практике эталон должен подавлять шумы источника питания только до нескольких десятков герц, потому что обратная связь усилителя ошибки обеспечивает высокий PSRR на низких частотах.
Рис. 11. Типичная зависимость PSRR LDO от частоты.
При частоте выше 10 Гц в PSRR во второй области преобладает коэффициент усиления LDO без обратной связи. PSRR в этой области является функцией ширины полосы усиления усилителя ошибки вплоть до частоты единичного усиления. На низких частотах усиление по переменному току усилителя ошибки равно усилению по постоянному току. Коэффициент усиления остается постоянным, пока не достигнет частоты спада 3 дБ. На частотах выше точки спада 3 дБ усиление по переменному току усилителя ошибки уменьшается с частотой, обычно на 20 дБ/декаду.
Выше частоты единичного усиления усилителя ошибки обратная связь контура управления не влияет на PSRR, который определяется выходным конденсатором и любыми паразитными колебаниями между входным и выходным напряжениями.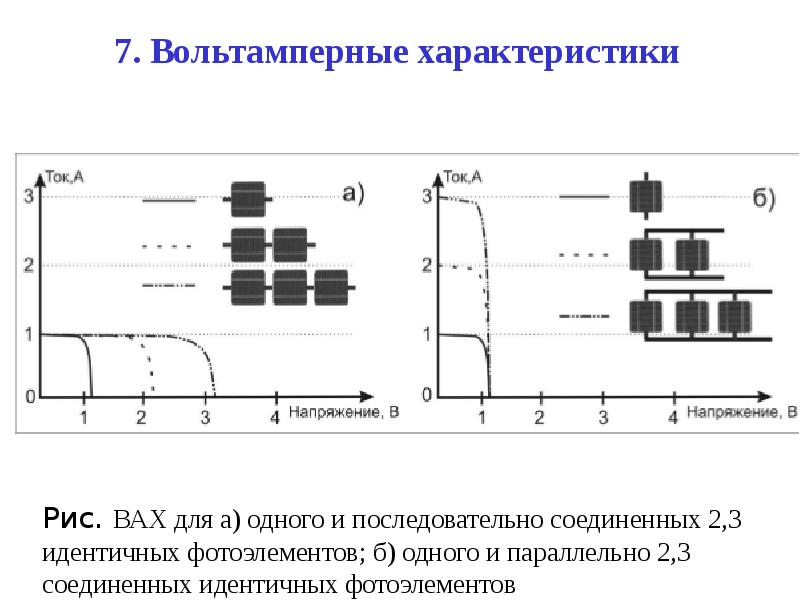 ESR и ESL выходного конденсатора, а также разводка платы сильно влияют на PSRR на этих частотах. Особое внимание к компоновке необходимо, чтобы уменьшить влияние любых высокочастотных резонансов.
ESR и ESL выходного конденсатора, а также разводка платы сильно влияют на PSRR на этих частотах. Особое внимание к компоновке необходимо, чтобы уменьшить влияние любых высокочастотных резонансов.
PSRR как функция тока нагрузки
Ток нагрузки влияет на полосу пропускания контура обратной связи усилителя ошибки, поэтому он также влияет на PSRR.При малых токах нагрузки, обычно менее 50 мА, выходное сопротивление проходного элемента высокое. Выход LDO кажется идеальным источником тока из-за отрицательной обратной связи контура управления. Полюс, образованный выходным конденсатором и проходным элементом, возникает на относительно низкой частоте, поэтому PSRR имеет тенденцию к увеличению на низких частотах. Высокий коэффициент усиления по постоянному току выходного каскада при малых токах также приводит к увеличению PSRR на частотах значительно ниже точки единичного усиления усилителя ошибки.
При больших токах нагрузки выход LDO меньше похож на идеальный источник тока.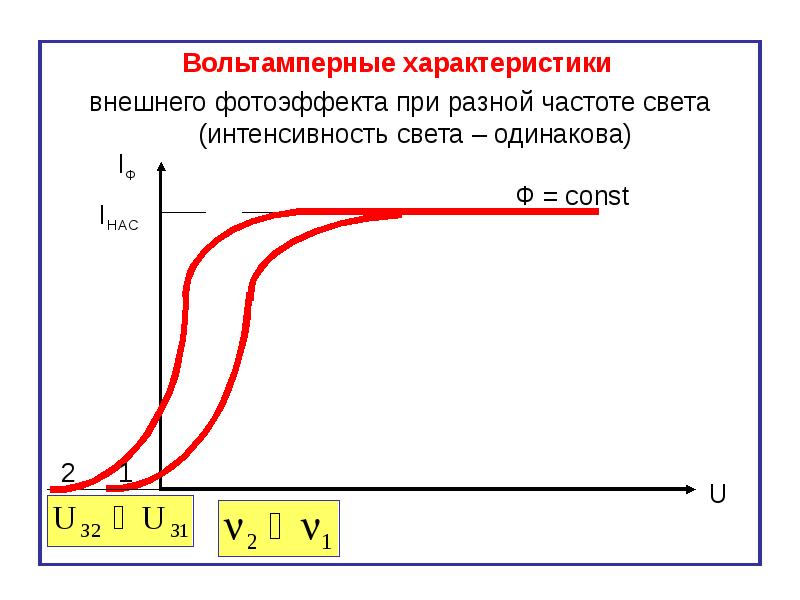 Выходной импеданс проходного элемента уменьшается, что снижает коэффициент усиления выходного каскада и уменьшает PSRR между постоянным током и частотой единичного усиления контура обратной связи. PSRR может резко упасть при увеличении тока нагрузки, как показано на рис. 12. Когда нагрузка увеличивается с 400 мА до 800 мА, PSRR ADM7150 снижается на 20 дБ на частоте 1 кГц.
Выходной импеданс проходного элемента уменьшается, что снижает коэффициент усиления выходного каскада и уменьшает PSRR между постоянным током и частотой единичного усиления контура обратной связи. PSRR может резко упасть при увеличении тока нагрузки, как показано на рис. 12. Когда нагрузка увеличивается с 400 мА до 800 мА, PSRR ADM7150 снижается на 20 дБ на частоте 1 кГц.
Полоса пропускания выходного каскада увеличивается по мере увеличения частоты выходного полюса.На высоких частотах PSSR должен увеличиться из-за увеличения полосы пропускания, но на практике PSRR на высоких частотах может не улучшиться из-за уменьшения общего усиления контура. В целом PSRR при малых нагрузках лучше, чем при больших.
Рисунок 12. Подавление источника питания ADM7150 в зависимости от частоты. V OUT = 5 В, V IN = 6,2 В.
PSRR как функция запаса LDO
PSRR также является функцией разности входных и выходных напряжений или запаса прочности.При фиксированном запасе напряжения PSRR уменьшается по мере увеличения тока нагрузки; это особенно заметно при больших токах нагрузки и небольшом запасе напряжения. На рис. 13 показана разница между PSRR и запасом по напряжению для 5-В ADM7172 с нагрузкой 2 А.
На рис. 13 показана разница между PSRR и запасом по напряжению для 5-В ADM7172 с нагрузкой 2 А.
По мере увеличения тока нагрузки коэффициент усиления проходного элемента (PMOSFET для ADM7172) уменьшается, выходя из состояния насыщения и переходя в область работы триода. Это приводит к уменьшению общего коэффициента усиления контура LDO, что приводит к снижению PSRR.Чем меньше напряжение запаса, тем более резкое снижение усиления. При небольшом запасе напряжения контур управления вообще не имеет усиления, и PSRR падает почти до нуля.
Другим фактором, снижающим усиление контура, является ненулевое сопротивление проходного элемента, RDS ON . Падение напряжения на РДС на из-за тока нагрузки вычитается из запаса активной части проходного элемента. Например, с проходным элементом 1 Ом ток нагрузки 200 мА уменьшает запас на 200 мВ.При работе LDO с запасом по напряжению 1 В или меньше это падение напряжения необходимо учитывать при оценке PSRR.
При отключении PSRR возникает из-за полюса, образованного RDS ON и выходным конденсатором. На очень высокой частоте PSRR будет ограничен отношением ESR выходного конденсатора к RDS ON .
На очень высокой частоте PSRR будет ограничен отношением ESR выходного конденсатора к RDS ON .
Рисунок 13. Подавление источника питания ADM7172 в зависимости от запаса, V OUT = 5 В, ток нагрузки 2 А.
Сравнение спецификаций LDO PSRR
При сравнении спецификаций LDO PSRR убедитесь, что измерения выполнены в одинаковых условиях испытаний.Многие старые LDO-стабилизаторы указывают PSRR только на частоте 120 Гц или 1 кГц без упоминания запаса напряжения или тока нагрузки. По крайней мере, PSRR в таблице электрических характеристик должен быть указан для разных частот. В идеале, для проведения значимых сравнений следует использовать типичные графики PSRR при различных напряжениях нагрузки и запаса мощности.
Выходной конденсатор также влияет на PSRR LDO на высокой частоте. Например, конденсатор емкостью 1 мкФ имеет в 10 раз большее сопротивление, чем конденсатор емкостью 10 мкФ. Емкость конденсатора особенно важна на частотах выше частоты кроссовера усилителя ошибки с единичным усилением, где затухание шума источника питания зависит от выходной емкости. При сравнении показателей PSRR выходной конденсатор должен быть того же типа и номинала, чтобы сравнение было действительным.
При сравнении показателей PSRR выходной конденсатор должен быть того же типа и номинала, чтобы сравнение было действительным.
Выходное шумовое напряжение
Выходное шумовое напряжение — это среднеквадратичное выходное шумовое напряжение в заданном диапазоне частот (обычно от 10 Гц или от 100 Гц до 100 кГц) в условиях постоянного выходного тока и входного напряжения без пульсаций. Основными источниками выходного шума в LDO являются внутреннее опорное напряжение и усилитель ошибки. Современные LDO работают с внутренними токами смещения всего в несколько десятков наноампер, чтобы обеспечить ток покоя 15 мкА или меньше.Эти низкие токи смещения требуют использования резисторов смещения до ГОм. Выходной шум обычно находится в диапазоне от 5 мкВ до 100 мкВ. На рис. 14 показана зависимость выходного шума от тока нагрузки для ADM7172.
Некоторые LDO, такие как ADM7172, могут использовать внешний резистивный делитель для установки выходного напряжения выше начальной уставки, позволяя, например, устройству с напряжением 1,2 В обеспечить выходное напряжение 3,6 В.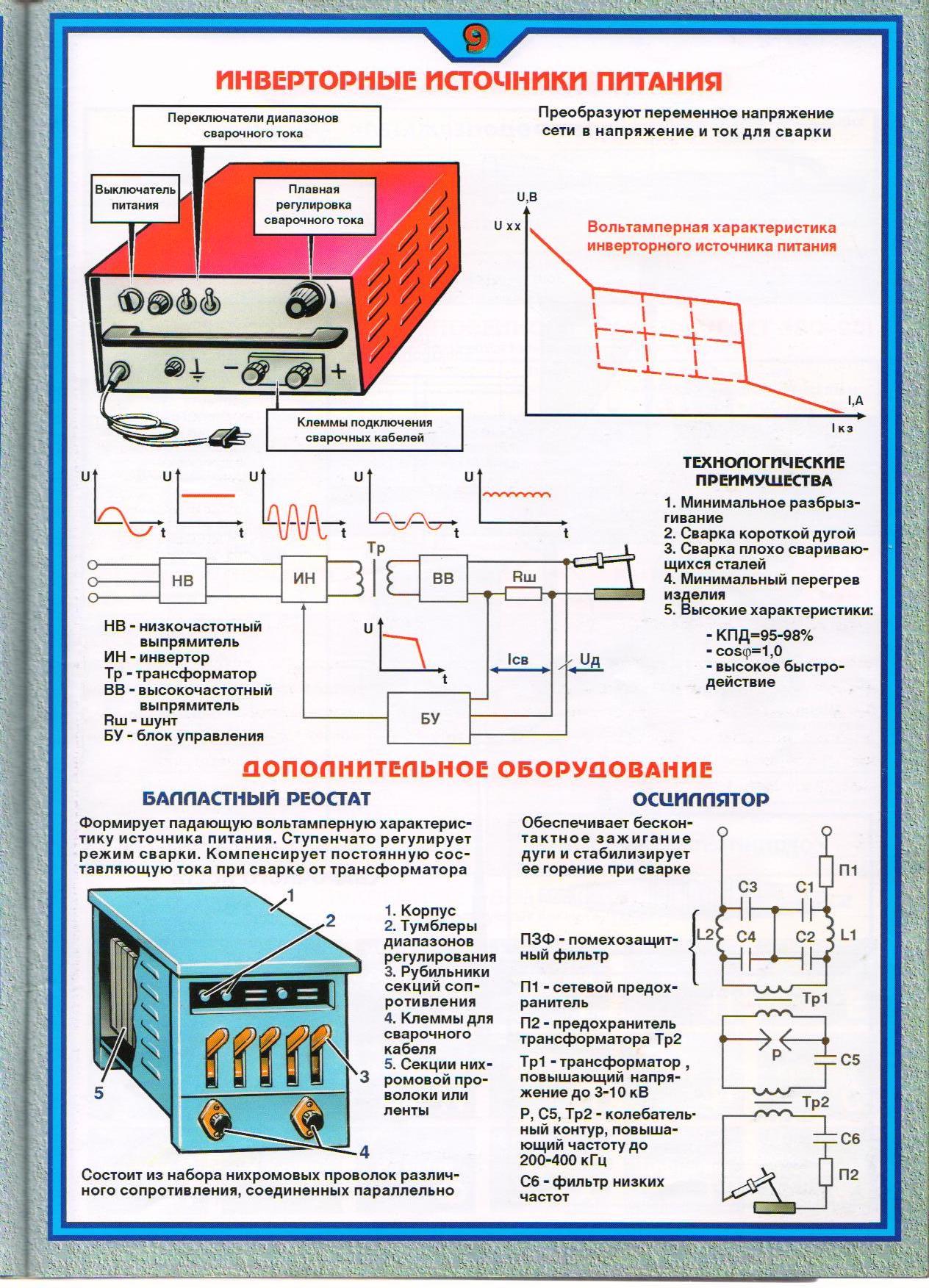 К этому делителю можно добавить сеть шумоподавления, чтобы вернуть выходной шум к уровню, близкому к исходной версии с фиксированным напряжением.
К этому делителю можно добавить сеть шумоподавления, чтобы вернуть выходной шум к уровню, близкому к исходной версии с фиксированным напряжением.
Рис. 14. Выходной шум ADM7172 в зависимости от тока нагрузки.
Другим способом выражения выходного шума LDO является спектральная плотность шума. Среднеквадратичное значение шума в полосе шириной 1 Гц на заданной частоте отображается в широком диапазоне частот. Затем эту информацию можно использовать для вычисления среднеквадратичного значения шума на определенной частоте для заданной полосы пропускания. На рис. 15 показана спектральная плотность шума от 1 Гц до 10 МГц для ADM7172.
Рис. 15. Спектральная плотность шума ADM7172 в зависимости от тока нагрузки.
Заключение
LDO — внешне простые устройства, выполняющие критически важную функцию.Для правильного их применения и достижения оптимальных результатов необходимо учитывать множество факторов. Обладая базовым пониманием часто используемых терминов LDO, инженер-конструктор может успешно ориентироваться в таблице данных, чтобы определить наиболее важные для проекта параметры.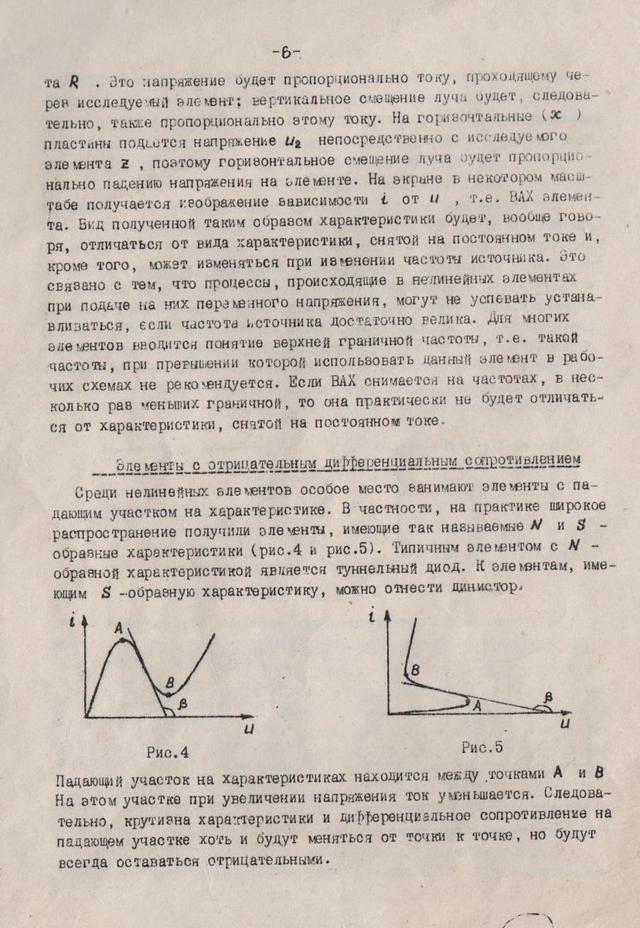
использованная литература
Линейные регуляторы
Мараско, Кен. «Как успешно применять регуляторы с малым падением напряжения». Аналоговый диалог , Том 43, номер 3, 2009 г.
Морита, Гленн и Лука Вассалли. «Рабочие углы LDO: малый запас высоты и минимальная нагрузка». Аналоговый диалог , том 48, номер 3, 2014 г.
Морита, Гленн. «Сеть шумоподавления для регуляторов с регулируемым выходом и малым падением напряжения». Аналоговый диалог , том 48, номер 1, 2014 г.
Морита, Гленн. «Регуляторы с малым падением напряжения — почему важен выбор шунтирующего конденсатора». Аналоговый диалог , том 45, номер 1, 2011 г.
Пату, Жером.«Регуляторы с малым падением напряжения». Аналоговый диалог , том 41, номер 2, 2007 г.
ON Resistance | Основы электроники
Что такое сопротивление во включенном состоянии?
Значение сопротивления между стоком и истоком MOSFET во время работы (ON) называется сопротивлением ON (RDS(ON)).
Чем меньше это значение, тем меньше потери (мощности).
Электрические характеристики, относящиеся к сопротивлению во включенном состоянии
В случае транзистора потребляемая мощность выражается путем умножения напряжения насыщения коллектора (VC E(sat) ) на ток коллектора (I C ).
(Потери коллектора P C ) = (Напряжение насыщения коллектора В CE(sat) ) x (Ток коллектора I C )
Напротив, потребляемая мощность MOSFET зависит от сопротивления в открытом состоянии (R DS(on) ) между стоком и истоком.
В результате мощность, потребляемая МОП-транзистором (P D ), выражается как сопротивление в открытом состоянии, умноженное на квадрат тока стока (I D ).
(Потребляемая мощность P D ) = (Сопротивление во включенном состоянии R DS(on) ) x (Ток стока I D ) 2
Эта мощность рассеивается в виде тепла.
Как правило, сопротивление МОП-транзистора в открытом состоянии составляет порядка Ом или меньше, а потребляемая мощность обычно ниже, чем у обычного транзистора. Другими словами, количество выделяемого тепла меньше, что упрощает реализацию мер по отводу тепла.
Как показано на графике слева (выше), сопротивление в открытом состоянии уменьшается по мере увеличения напряжения затвор-исток. То же самое напряжение затвор-исток также изменяется с током. Следовательно, для расчета потерь мощности необходимо использовать сопротивление в открытом состоянии после учета напряжения затвор-исток и тока стока.
Как видно из графика справа (выше), сопротивление включенного состояния также зависит от температуры, поэтому необходимо соблюдать осторожность.
Сравнение сопротивления ВКЛ
Как правило, чем больше размер микросхемы (площадь поверхности) MOSFET, тем меньше сопротивление в открытом состоянии.
На приведенном ниже рисунке сравнивается самый низкий уровень сопротивления во включенном состоянии для различных компактных корпусов.
По мере увеличения размера корпуса также увеличивается возможный размер микросхемы, что приводит к снижению сопротивления в открытом состоянии.
ROHM предлагает широкий ассортимент продуктов с низким сопротивлением включению в различных размерах упаковки.
При выборе имейте в виду, что чем больше размер упаковки, тем ниже сопротивление в открытом состоянии.
Нажмите на ссылки ниже, чтобы перейти на страницу параметрического поиска для каждого пакета
DFN0604 (0,6×0,6 мм)
DFN1006 (1,0×0,6 мм)
DFN2020 (2,0×2,0 мм)
%PDF-1.6
%
281 0 объект >
эндообъект
внешняя ссылка
281 93
0000000016 00000 н
0000003654 00000 н
0000003790 00000 н
0000003952 00000 н
0000004013 00000 н
0000004152 00000 н
0000004278 00000 н
0000004314 00000 н
0000004391 00000 н
0000007509 00000 н
0000007665 00000 н
0000008078 00000 н
0000008239 00000 н
0000008394 00000 н
0000011064 00000 н
0000011134 00000 н
0000011209 00000 н
0000011284 00000 н
0000011337 00000 н
0000011503 00000 н
0000011609 00000 н
0000011759 00000 н
0000011953 00000 н
0000012152 00000 н
0000012289 00000 н
0000012487 00000 н
0000012667 00000 н
0000012823 00000 н
0000012915 00000 н
0000012967 00000 н
0000013112 00000 н
0000013164 00000 н
0000013332 00000 н
0000013384 00000 н
0000013512 00000 н
0000013641 00000 н
0000013830 00000 н
0000013999 00000 н
0000014169 00000 н
0000014306 00000 н
0000014519 00000 н
0000014643 00000 н
0000014816 00000 н
0000014932 00000 н
0000015049 00000 н
0000015229 00000 н
0000015404 00000 н
0000015569 00000 н
0000015702 00000 н
0000015864 00000 н
0000016031 00000 н
0000016140 00000 н
0000016278 00000 н
0000016457 00000 н
0000016606 00000 н
0000016743 00000 н
0000016908 00000 н
0000017041 00000 н
0000017197 00000 н
0000017377 00000 н
0000017500 00000 н
0000017613 00000 н
0000017772 00000 н
0000017899 00000 н
0000018029 00000 н
0000018205 00000 н
0000018360 00000 н
0000018512 00000 н
0000018663 00000 н
0000018802 00000 н
0000018965 00000 н
0000019114 00000 н
0000019260 00000 н
0000019395 00000 н
0000019562 00000 н
0000019709 00000 н
0000019877 00000 н
0000020047 00000 н
0000020161 00000 н
0000020311 00000 н
0000020407 00000 н
0000020571 00000 н
0000020688 00000 н
0000020819 00000 н
0000020982 00000 н
0000021130 00000 н
0000021273 00000 н
0000021423 00000 н
0000021561 00000 н
0000021710 00000 н
0000021845 00000 н
0000021966 00000 н
0000002203 00000 н
трейлер
]>>
startxref
0
%%EOF
373 0 объект>поток
F;l >TI FzrDDG
qI»;rEѨ6-!LW{z,%ƺ(piI=Gr
Высоковольтный переключатель для автономных SMPS средней мощности с низким энергопотреблением в режиме ожидания
%PDF-1.4
%
1 0 объект
>
эндообъект
5 0 объект
/Title (NCP1027 — коммутатор высокого напряжения для автономных SMPS средней мощности с низким энергопотреблением в режиме ожидания)
>>
эндообъект
2 0 объект
>
эндообъект
3 0 объект
>
ручей
Acrobat Distiller 10.0.0 (Windows)BroadVision, Inc.2020-10-14T11:34:09+08:002015-01-05T12:13:36-07:002020-10-14T11:34:09+08:00приложение/ pdf
от нескольких ватт до 15 Вт в универсальном обратноходовом преобразователе.Наша запатентованная высоковольтная технология позволяет нам включать питание
МОП-транзистор вместе с источником пускового тока, все напрямую
подключен к объемному конденсатору. Чтобы предотвратить смертельный побег в низкой
условия входного напряжения, регулируемая схема понижения напряжения блокирует
активность до тех пор, пока не будет достигнут достаточный уровень ввода.
Работа в токовом режиме вместе с регулируемой рампой
компенсация обеспечивает превосходную производительность в универсальной сети
Приложения. Кроме того, штифт защиты от перегрузки обеспечивает
способность точно компенсировать все внутренние задержки при высоком входном напряжении
условия и оптимизировать максимальный выходной ток.Что касается защиты, таймер обнаруживает перегрузку или короткое замыкание и
останавливает все операции, обеспечивая безопасное автоматическое восстановление, низкий рабочий цикл
операция. Встроенная защита от перенапряжения с автоматическим восстановлением
постоянно контролирует уровень VCC и временно отключает
управляющие импульсы в случае неожиданного выхода из строя контура обратной связи.
Наконец, отличный показатель RDS(on) делает схему отличным выбором.
для резервных/вспомогательных автономных источников питания или приложений, требующих
более высокие уровни выходной мощности.
uuid:dda02df5-71e8-4708-b9b9-eb33c8d4febcuuid:78dc5f36-f209-4029-bb7e-aa4077edd885Print
конечный поток
эндообъект
4 0 объект
>
эндообъект
6 0 объект
>
эндообъект
7 0 объект
>
эндообъект
8 0 объект
>
эндообъект
9 0 объект
>
эндообъект
10 0 объект
>
эндообъект
11 0 объект
>
эндообъект
12 0 объект
>
эндообъект
13 0 объект
>
эндообъект
14 0 объект
>
эндообъект
15 0 объект
>
эндообъект
16 0 объект
>
эндообъект
17 0 объект
>
эндообъект
18 0 объект
>
эндообъект
19 0 объект
>
эндообъект
20 0 объект
>
эндообъект
21 0 объект
>
эндообъект
22 0 объект
>
эндообъект
23 0 объект
>
эндообъект
24 0 объект
>
эндообъект
25 0 объект
>
эндообъект
26 0 объект
>
эндообъект
27 0 объект
>
эндообъект
28 0 объект
>
эндообъект
29 0 объект
>
эндообъект
30 0 объект
>
эндообъект
31 0 объект
>
эндообъект
32 0 объект
>
эндообъект
33 0 объект
>
эндообъект
34 0 объект
>
эндообъект
35 0 объект
>
эндообъект
36 0 объект
>
эндообъект
37 0 объект
>
эндообъект
38 0 объект
>
эндообъект
39 0 объект
>
эндообъект
40 0 объект
>
ручей
HlVKs6q$; HXfح4!E
T]@R·~
Эксперимент: измерение Rds MOSFET в сравнении с Rds.VGS с источником питания (R&S NGM202)
Наконец-то возвращаемся к более техническому блогу — на этот раз небольшой эксперимент по измерению Rds и Vgs MOSFET с использованием источника питания и почему это может быть интересно.
Что такое МОП-транзистор?
МОП-транзистор, сокращение от Metal Oxide Semiconductor Field-Effect Transistor, является наиболее распространенным типом транзистора в настоящее время. Как следует из названия, это полупроводниковое устройство, обычно изготавливаемое из кремния, которое позволяет управлять током посредством приложенного напряжения на изолированном выводе затвора.Это контрастирует с обычным транзистором с биполярным переходом (BJT), который управляется с помощью тока через базовую клемму. В результате с полевыми МОП-транзисторами, как правило, легче работать, и они часто обладают очень привлекательными свойствами, включая быструю работу, низкое потребление статической мощности и низкое тепловыделение (особенно для мощных полевых МОП-транзисторов N-типа, которые могут иметь очень низкий Rds-on).
МОП-транзистор имеет три вывода – затвор, исток и сток. Важные параметры включают в себя напряжение на клеммах затвора и истока (Vgs), которое определяет, насколько MOSFET открыт или закрыт, а также напряжение на клеммах стока и истока (Vds).Ток, протекающий через выводы стока и истока полевого МОП-транзистора, называется Id или Ids, а отношение Vds к Ids — Rds. Это, возможно, один из самых важных параметров, так как он определяет потери и самонагрев, которые могут возникнуть в MOSFET во время его работы. Существует пороговое напряжение (Vth), при котором МОП-транзистор считается проводящим, обычно это напряжение, при котором Igs = 250 мкА при Vds = Vgs. Точно так же необходимо соблюдать максимальный ток, напряжение затвора и температуру перехода.Другие параметры, также заслуживающие внимания, включают емкость затвора, которая важна в сценариях динамического переключения, создает нагрузку на схему драйвера и, в конечном итоге, ограничивает скорость переключения. Этот эксперимент не будет учитывать эти динамические параметры MOSFET.
Как и для всех компонентов, спецификации указаны в спецификациях — например, в техпаспорте IRLZ34N есть довольно знакомый график:
На этом графике показан отклик полевого МОП-транзистора: слева при 25 градусах Цельсия, справа при 175 градусах Цельсия.Линии иллюстрируют Ids по сравнению с Vds при различных Vgs, подобно тому, что вы можете увидеть на полупроводниковом индикаторе кривой. Вдоль левой стороны линии наклонены, представляя омическую область работы, где МОП-транзистор ведет себя подобно резистору. Справа от нее, где кривая выравнивается, представлена область насыщения, где размер канала в конечном счете ограничивает ток, который может протекать. Из-за этого, хотя характеристики полевого МОП-транзистора могут быть важны, способ управления полевым МОП-транзистором будет влиять на его работу.
Для неспециалистов (которые могут наткнуться на эту статью) аналогия с водой может помочь с некоторыми основами. Представьте себе полевой МОП-транзистор в качестве спускового крючка на садовом шланге. Vgs — это степень «нажатия» на спусковой крючок — при небольшом нажатии выпускается немного воды, при более сильном нажатии выходит больше воды. Vds — это величина давления в кране, питающем шланг. Если в шланг подается лишь небольшое давление, возможно, потребуется лишь слегка нажать на спусковой крючок, чтобы вся вода вытекла.Однако, если давление высокое, то даже полное нажатие на курок может не позволить воде течь с полной скоростью из-за сопротивления в сопле курка (Rds).
Ленивый способ управления МОП-транзисторами?
Во многих случаях полевые МОП-транзисторы используются в качестве полупроводниковых переключателей для управления включением и выключением нагрузки без каких-либо промежуточных состояний. В некоторых случаях, когда необходимы промежуточные значения, используется метод широтно-импульсной модуляции (ШИМ) или модуляции плотности импульсов (ШИМ), по-прежнему чередующий включение и выключение нагрузки, но с высокой скоростью для приближения к требуемому значению на основе изменения. рабочий цикл.В этих случаях важно, чтобы полевой МОП-транзистор включался и выключался быстро и полностью, часто требуя использования шины более высокого напряжения для обеспечения Vgs (например, 10-12 В) и специализированной микросхемы драйвера МОП-транзистора с очень низким внутренним сопротивлением. чтобы максимизировать способность источника/приемника тока и, следовательно, скорость переключения, уменьшая динамические потери.
Но во многих случаях этот уровень оптимизации может не понадобиться. Возможно, вы хотели бы включить или выключить слаботочный вентилятор от Arduino, где небольшое дополнительное время перехода или небольшое увеличение резистивных потерь не имеет большого значения по сравнению с необходимостью генерировать шину более высокого напряжения и включать драйвер МОП-транзистора.В этом случае возможно использование вывода микроконтроллера для непосредственного управления MOSFET при условии правильного выбора MOSFET.
Современные устройства на полевых МОП-транзисторах резко уменьшили Rds, особенно у N-канальных устройств, при этом сопротивление в диапазоне 10–20 мОм является коммерчески распространенным явлением. Точно так же пороговое напряжение также уменьшилось, и теперь доступны значения всего 1-3 вольта. Это открывает возможность управления полевыми МОП-транзисторами на логическом уровне без особых потерь.Обратной стороной является уменьшенное максимальное значение Vds, хотя этого часто достаточно для многих низковольтных конструкций постоянного тока. Если бы кто-то выбрал более крупный MOSFET-транзистор, можно было бы даже отказаться от переключения на несколько ампер без необходимости использования радиатора.
Мотивация
Занимаясь электроникой в качестве хобби, я (по общему признанию) никогда не уделял слишком много внимания более тонким деталям МОП-транзисторов. Я просто подумал, что их можно использовать в качестве переключателей, основываясь на том, что часто говорят, поэтому первый набор МОП-транзисторов, который я купил в Интернете, был пакетом МОП-транзисторов IRF610, которые сразу же оказались в коробке, чтобы никогда не использоваться, после того, как я обнаружил их относительно высокие значения Vth и Rds, что делало их непригодными для управления логическим уровнем.С тех пор моя корзина с запчастями пополнялась случайными покупками и остатками от hamfests, большинство из которых были полевыми МОП-транзисторами с логическим уровнем, такими как устройства IRLZ34N, STP22NF03L и STP55NF06.
В то время как я научился читать спецификации, чтобы узнать значения Vth и Rds, часть меня все еще была неудовлетворена этим. Не совсем ясно, как Vgs влияет на Rds — часто Rds указывается для Vgs 10 В, но с точки зрения логического уровня это не так.Часто 5 В, возможно, является максимумом, на который мы можем надеяться, и часто из-за ограничений управления контактами и различий в шинах напряжения, возможно, можно увидеть напряжение, даже близкое к 4,5 В. Ближе к порогу возможности Ids MOSFET резко меняются, и аналогичным образом изменятся Rds. Стандартный график кривых, изображенный ранее, имеет тенденцию подчеркивать сильноточных операций , но на самом деле большую часть времени я могу использовать MOSFET с номиналом 22 А только для переключения 1-2 А для удобства или из-за их низкого Rds.В этом случае я считаю, что таблица данных несколько отсутствует.
В результате я подумал, что было бы неплохо дать моему блоку питания Rohde & Schwarz NGM202 новое задание — протестировать некоторые полевые МОП-транзисторы, чтобы увидеть, как их характеристики Rds меняются в зависимости от приложенного Vgs.
Приготовление моих МОП-транзисторов
Прежде чем я смогу начать готовить, я должен собрать некоторые ингредиенты. К счастью, у меня в ящике стола довольно много (кремниевых) чипов…
| Деталь № | IRF610 | ИРЛЗ34Н | СТП22НФ03Л | СТП55НФ06 |
| Макс. Vds | 200 | 55 | 30 | 60 |
| Рдс(на) | 1.500 | 0,035 | 0,050 | 0,018 |
| Максимальный идентификатор | 3,3 | 30 | 22 | 50 |
| Vth (тип/сред) | 3 | 1,5 | >1 | 3 |
| Макс. Vgs | 20 | 16 | 15 | 20 |
Как мы видим, IRF610, безусловно, выделяется тем, что является «старым» устройством с более высоким напряжением без каких-либо ярких характеристик.Другие устройства более похожи, по крайней мере, на бумаге с точки зрения напряжений, Rds, токов, хотя пороговое напряжение различается — , но насколько они будут похожи с точки зрения нашего приложения прямого привода микроконтроллера?
Поскольку у меня не было возможности сконструировать специализированное испытательное приспособление, я использовал небольшую макетную плату Wisher в качестве основы довольно непрактичной схемы подключения. Каждый канал NGM202 был подключен к MOSFET следующим образом:
Соединения включали 4-проводные измерительные линии для снижения влияния падения напряжения на линиях питания.Это особенно важно, поскольку мы ожидаем измерять миллиомы, поэтому все, что мы можем сделать для повышения точности, тем лучше. Это, однако, потребовало схемы выше, где я использовал соединения шины напряжения, чтобы парные линии питания и линии считывания могли быть подключены к соответствующим соединениям, поскольку горизонтальные шины макета не обеспечивали достаточного количества точек соединения. Это означало, что контакт затвора должен был быть согнут (почти фатально), чтобы добраться до соседней шины макета, но в целях эксперимента можно было пожертвовать несколькими устройствами.Чтобы обеспечить лучшую точность, сенсорные контакты были подключены к точкам шины, ближайшим к контактам устройства.
Чтобы протестировать устройство, я изменил код, который использовал для измерения эффективности импульсного преобразователя. Изменения были довольно простыми, поэтому я не буду приводить новый код, но некоторые из изменений включают в себя способ развертки тока/напряжения (сначала возрастающее напряжение, затем ограничение по току с нисходящим напряжением во втором испытании) и использование защита от перегрузки по мощности (OPP) для обеспечения дополнительной защиты устройства.Тестирование устройств проводилось без радиатора. Исходя из значений Rja около 62,5 °C/Вт и Tjmax, равного 175 °C, максимальная рассеиваемая мощность должна составлять около 2,5 Вт, чтобы избежать перегрева. Но поскольку это не использовалось в долгосрочной перспективе, я решил округлить это до 3 Вт, чтобы быть немного щедрым. При создании этого поста ни один полевой МОП-транзистор не пострадал.
Записанные данные были проанализированы с использованием Vds/Ids для получения Rds без учета компенсации Tj. Это потому, что я хотел лучше всего отразить то, что может испытать любитель в своем собственном проекте, используя корпус TO-220 на открытом воздухе без радиатора (поскольку я виновен в этом, лот ).
Результаты
Ниже я подробно описываю результаты этого эксперимента и то, как я добился окончательного результата.
Первая попытка
Моя первая попытка не вызвала особого вдохновения — я просто воспроизвел график, аналогичный тому, что был в даташитах. Это было невозможно по нескольким причинам, в том числе из-за ограниченного тока, доступного от источника питания, а также из-за риска разрушения устройства из-за чрезмерного рассеивания мощности.Он по-прежнему делает некоторые красивые графики.
Вышеприведенное было сделано с использованием STP55NF06 и свипированием Vds с шагом 50 мВ для фиксированного шага Vgs в 10 мВ в определенном диапазоне. МОП-транзистор чрезвычайно чувствителен в районе порога, поэтому быстро поднимается вверх с некоторыми перегибами, возможно, из-за теплового воздействия самонагрева. Ids был ограничен 1 А в целях безопасности, а более высокие значения Vgs приводили к почти немедленному ограничению тока при очень низком Vds.
При отображении приведенных выше данных как Rds в зависимости от Vds (опечатка в заголовке) видно, что полевой МОП-транзистор демонстрирует увеличение сопротивления при более высоких токах, что ожидается, когда МОП-транзистор достигает насыщения.Хорошая попытка, но не совсем полезные данные.
Вторая попытка
Именно в этот момент я понял, что меня не слишком заботит характеристика того, что происходит в заданном наборе точек Vgs/Vds/Ids, а больше Rds в заданном наборе точек Vgs. Полностью изменив свою тактику, я решил установить с фиксированным током в 3 А, который я хочу запустить через полевой МОП-транзистор. Начиная с максимального значения Vgs, я опускался вниз до тех пор, пока полевой МОП-транзистор не выключался ровно настолько, чтобы сработал предел рассеиваемой мощности.Это дало бы мне диапазон пригодных для использования значений Vgs и соответствующих сопротивлений при прохождении 3A через MOSFET. Гораздо проще и быстрее сделать, хотя сканирование таким образом занимает около 45 минут.
Поскольку я не был уверен в успехе, я попытался использовать полевой МОП-транзистор STP55NF06, который все еще был подключен. На этот раз я провел эксперимент дважды на одном MOSFET. В первый раз я начал с холодного устройства, у которого падение сопротивления составляло около 20 В. Я не был уверен, связано ли это с самонагревом, поэтому я провел эксперимент еще раз, предоставив время для 120-секундного прогрева, в результате чего этот эффект стал еще более выраженным.Ток затвора не предполагал ничего неблагоприятного, но, возможно, работа с абсолютным максимальным номиналом вызывала некоторую форму включения заряда или туннелирование. Несмотря на это, я был рад видеть, что графики первого и второго запуска значительно перекрываются от 10 В до 0,1 мОм. Тестирование второго устройства показало отчетливую разницу (выделена серым цветом), что и ожидалось, поскольку «нет двух одинаковых компонентов».
В техническом описании утверждается, что полевой МОП-транзистор имеет Rds 0,018 Ом.В этом случае измерения выглядят равными 0,0205 Ом, что довольно близко и, вероятно, выше из-за самонагрева устройства и некоторого сопротивления макетной платы.
При уменьшении масштаба удалось измерить сопротивление около 0,33 Ом при токе 3 А до превышения предела рассеиваемой мощности. Тем не менее, этот график иллюстрирует, что этому MOSFET с напряжением Vgs 3 В действительно требуется около 7 В или около того, чтобы быть оптимальным для Rds. При напряжении 5 В кривая на самом деле имеет довольно резкий восходящий тренд, поэтому небольшое изменение напряжения на выводах микроконтроллера или изменение компонентов может сильно повлиять на резистивные потери полевого МОП-транзистора.
Проверка точности
Хотя иметь набор кривых — это нормально, я хотел понять полосы ошибок вокруг кривых. В результате я решил протестировать снова, на этот раз при 1 А (что было бы более подходящим током для набора из четырех полевых МОП-транзисторов, учитывая разные значения Rds). Я использовал показатели точности таблицы данных для считывания напряжения и тока, объединил их наихудшим образом, чтобы получить верхнюю и нижнюю предельные линии на результате Rds.Результат показывает, что ответ должен лежать в пределах около 1 мОм при показаниях 17,5 мОм, улучшаясь по мере увеличения сопротивления. Это достаточно точно для меня.
Очарование в третий раз
В результате я протестировал свои четыре полевых МОП-транзистора при токе 1 А, соблюдая при этом их максимальные возможности Vgs. Как и ожидалось, IRF610 оказался значительно хуже других, когда дело дошло до значений Rds — при значении 1,5 Ом, указанном в таблице, он был в основном на уровне 2.Примерно 25 Ом, потому что он работал с теплым по большей части из-за рассеяния. Остальные три, имеющие гораздо более низкие значения Rds, оставались низкими до тех пор, пока не достигли своих пороговых напряжений, которые были совершенно разными. У IRLZ34N было самое низкое пороговое напряжение, за ним следует STP22NF03L, за которым следует STP55NF06. При более высоких сопротивлениях (которые можно было измерить из-за меньшего тока и того же предела рассеивания) полевые МОП-транзисторы вели себя немного странно, возможно, из-за повышенного нагрева.
Приближаясь к графику, мы видим очень интересную ситуацию. При напряжении около 5 В у нас практически ничья между тремя полевыми МОП-транзисторами . я бы не догадался. В то время как STP55NF06 имеет самый низкий показатель Rds в группе, и это подтверждается при более высоких напряжениях выше 7 В, более высокое пороговое напряжение приводит к более резкой характеристике отсечки, что приводит к резкому увеличению сопротивления при падении ниже 5 В даже на 0,1 В. .
Напротив, IRLZ34N кажется наиболее щадящим, так как он не увеличивает свое сопротивление слишком резко до уровня ниже 3 В.STP22NF03L находится между ними, резко увеличивая свое сопротивление ниже 4 В. Кажется, эти два вполне подходят для переключения логического уровня при 5 В, а STP55NF06, возможно, немного граничит или приемлем для приложений с меньшим током. Несмотря на разницу в бумажных спецификациях IRLZ34N, в котором заявлено сопротивление 0,035 Ом, и STP22NF03L, в котором заявлено сопротивление 0,050 Ом, оба теста прошли практически идентичные испытания.
Заключение
В целом устройства MOSFET отлично подходят для коммутации низкого напряжения и относительно просты в использовании.Однако при ленивом применении с прямым приводом от микроконтроллера для переключения слаботочных нагрузок выбрать хороший полевой МОП-транзистор, основываясь только на таблице данных, не так уж и просто. Во многих приложениях фактическое поведение может отличаться из-за необычных напряжений управления затвором и отсутствия радиатора.
Поскольку мне было интересно узнать, как различные силовые полевые МОП-транзисторы ведут себя в таких условиях, я решил использовать Rohde & Schwarz NGM202 для их тестирования. Благодаря точным встроенным приборам и возможностям дистанционного управления стало возможным определять характеристики полевых МОП-транзисторов при постоянном токе Ids и определять характеристику Rds для качающегося Vgs.Эта процедура не была быстрой, когда выполнялась с очень мелкими шагами в 1 мВ, хотя, возможно, может быть более быстрый способ с использованием функций FastLog и QuickArb, если можно поступиться некоторой точностью измерения.
Полученные результаты были, мягко говоря, интересными: при 5 В гонка Rds закончилась ничьей, но MOSFET с более низким Rds имел гораздо более крутой градиент Rds вокруг порога, а это означает, что он будет гораздо более чувствителен к компоненту-к -изменение компонентов и небольшие отклонения в напряжении управления затвором, которые могут возникать из-за разной мощности драйверов ввода-вывода и изменения регулирования шины напряжения системы.Два других МОП-транзистора имели более пологие кривые, причем IRLZ34N обеспечивал наибольшую широту для напряжений в обмен на более высокие Rds выше 5 В. Интересно, что несмотря на то, что в техническом описании утверждается, что IRLZ34N имеет лучшие Rds по сравнению с STP22NF03L (0,035 против 0,050 Ом), тестирование не выявило существенной разницы в образцах, которые у меня есть.
В целом, это был полезный эксперимент, который научил меня не делать слишком много предположений, основываясь только на цифрах из таблицы данных, особенно если они были получены в условиях эксплуатации, далеких от условий, в которых вы используете компоненты.
Связанные
Какие проблемы могут возникнуть при превышении входного напряжения источника питания?
Добро пожаловать в первую часть нашей новой серии под названием «Раздвигая границы». В этой серии статей мы рассмотрим вопрос, который мы часто слышим в CUI: «Что, если я буду использовать свой блок питания за пределами определенного диапазона спецификаций?» Чтобы помочь ответить на этот вопрос, мы рассмотрим общие технические характеристики блоков питания и определим потенциальные недостатки и сбои, которые могут возникнуть при работе блока питания за пределами установленных пределов.В части 1 этой серии мы обсудим потенциальные проблемы, которые могут возникнуть, когда входное напряжение выходит за пределы допустимого диапазона источника питания.
Прочтите часть 2 нашей серии статей «Расширяя границы» по выходному току
Прочтите часть 3 нашей серии статей «Расширяя границы» по рабочей температуре
Ограничения входного напряжения
сильно различаются, что затрудняет разработку источника питания, который бы удовлетворял требованиям входного диапазона для всех приложений.Если предположить, что входные характеристики источника питания «достаточно близки» к требуемому рабочему напряжению приложения, это может привести к сбоям, если источник питания фактически работает за пределами своих пределов. Эти сбои могут быть определены как сбои компонентов, сбои системы или сбои спецификаций, и каждый из них по-разному влияет на питание и производительность системы.
Превышение пределов входного напряжения — отказы компонентов
Отказы компонентов возникают, когда компонент поврежден и/или больше не работает должным образом.Применение напряжения, превышающего максимальное рабочее напряжение компонента, — это простой способ повредить любой компонент. Многие компоненты, расположенные на входе, такие как X-конденсаторы, металлооксидные варисторы (MOV) и мостовые выпрямители, легко идентифицировать как подверженные перенапряжению. Если входное напряжение превышает их максимальное рабочее напряжение, конкретный режим отказа этих компонентов может привести к нескольким различным сценариям. Например, X-конденсаторы, которые из соображений безопасности рассчитаны на короткое замыкание, скорее всего, перекроют предохранитель, оставив блок питания неработоспособным.Однако, если Y-конденсаторы, которые спроектированы так, чтобы открываться при сбоях, выходят из строя, блок питания может продолжать работать, подвергая пользователей риску поражения электрическим током.
Типовой вход переменного/постоянного тока
Другие компоненты, такие как предохранитель, сложнее идентифицировать, так как они могут выйти из строя в случае перенапряжения. В нормальных условиях предохранитель будет выглядеть как короткое замыкание, а увеличение напряжения просто заставит предохранитель проводить меньший ток. Если внутри источника питания произойдет сбой, например, короткое замыкание X-конденсатора, предохранитель сработает и отключит цепь от источника входного сигнала.Однако, если превышено максимальное напряжение предохранителя и произойдет короткое замыкание X-конденсатора, предохранитель не сможет подавить искрение. Это не позволит сохранить цепь разомкнутой, что приведет к продолжению тока через неисправный конденсатор, вызывая проблемы как в восходящем, так и в нисходящем направлении.
В других случаях перенапряжение связано с паразитными компонентами, значения которых трудно определить. Ключ в обратноходовом преобразователе, например, имеет пиковое напряжение, определяемое не только входным напряжением, но также индуктивностью рассеяния и коэффициентом трансформации.В таких случаях напряжение напряжения не всегда можно определить, просто взглянув на схему или таблицы данных, а вместо этого необходимо измерить непосредственно.
Слева: типовая схема обратного хода с дискретными компонентами. Справа: схема обратного хода с паразитными компонентами, добавленными красным цветом. При работе источника питания ниже минимального рабочего напряжения ток во многих компонентах будет пропорционально увеличиваться.Предохранитель, выпрямитель, переключатели и другие компоненты, через которые проходит этот повышенный ток, будут рассеивать больше энергии, что приведет к повышению температуры и вероятности выхода из строя. Магнитные компоненты, такие как дроссель с коррекцией коэффициента мощности (PFC), также будут проводить больший ток, и в результате их индуктивность полностью упадет или насытится. В зависимости от конкретной топологии это может привести к увеличению пикового тока (потенциально повреждая такие компоненты, как коммутатор), увеличению рабочей частоты, снижению эффективности или сбою преобразования мощности в целом.
Превышение пределов входного напряжения — сбои системы
При нарушении таких параметров, как рабочая частота или рабочий цикл, системные сбои могут привести к неправильной работе внутренних функций различных топологий. Например, преобразователь LLC изменяет рабочую частоту для регулирования выходного напряжения, при этом частота обратно пропорциональна входному/выходному усилению преобразователя. Однако если входное напряжение уменьшится, то частота также уменьшится, чтобы увеличить коэффициент усиления и сохранить постоянное выходное напряжение.Неотъемлемой характеристикой LLC-преобразователя является то, что кривая усиления поддерживает это обратное отношение частоты к усилению только до определенной частоты. Ниже этой частоты соотношение становится обратным (т. е. усиление увеличивается с частотой). Если входное напряжение снижается до точки, в которой источник питания переходит в эту область (известную как емкостная область), источник питания может работать со сбоями или полностью выйти из строя.
Некоторые неизолированные преобразователи, включая повышающий преобразователь, используемый в цепи PFC, преобразуют только в одном направлении, вверх или вниз.В случае повышающего преобразователя он выдает только напряжение, превышающее входное напряжение. Если источник питания переменного/постоянного тока с коррекцией коэффициента мощности работает с входным напряжением, превышающим выходное напряжение повышающего преобразователя, повышающий преобразователь не будет работать и не сможет скорректировать коэффициент мощности. Точно так же понижающий преобразователь, который преобразует высокое входное напряжение в низкое выходное, не может работать при напряжении ниже выходного. Понижающий преобразователь также содержит переключатель, затвор которого не связан с землей, и, как следствие, использует схему самонастройки для создания напряжения затвор-исток для управления полевым транзистором.Эта схема бутстрапа основана на коммутационном действии для создания напряжения затвора, поэтому, когда входное напряжение слишком близко к выходному напряжению, синхронизация переключения не позволяет схеме бутстрапа создавать напряжение управления затвором, и схема перестает работать.
Источники питания также имеют встроенные схемы защиты для предотвращения работы при определенных условиях. Это становится более распространенным при более высоких уровнях мощности, поскольку отказы более опасны и/или дороги. Защита от пониженного напряжения — это функция, обычно используемая в источниках питания постоянного и переменного тока большей мощности, которая отключает источник питания, если входное напряжение падает ниже заданного порога.
Превышение пределов входного напряжения — сбои в спецификации
Эксплуатация за пределами спецификации не всегда приводит к полному отказу, а вместо этого приводит к тому, что производительность источника питания выходит за пределы спецификации. Как указывалось ранее, уменьшение входного напряжения приведет к увеличению входного тока, что приведет к увеличению потерь и нагрева, а также к снижению диапазона рабочих температур и КПД.
Для защиты источника питания от катастрофического отказа контроллеры часто имеют встроенную защиту от определенных условий.Эти защиты не отключают источник питания, а вместо этого фиксируют характеристику на определенном значении. Например, в случае топологии LLC часто внутри контроллера есть ограничения по частоте. Как описано ранее, по мере снижения входного напряжения частота переключения будет увеличиваться для поддержания постоянного выходного напряжения. Если контроллер зафиксирует частоту, как только она достигнет минимума, то выходное напряжение начнет уменьшаться вместе с входным напряжением.
В то время как в некоторых случаях, таких как описанные выше, легко оценить влияние входного напряжения на технические характеристики, оценить влияние входного напряжения в других случаях сложнее.Одним из таких примеров является взаимосвязь между входным напряжением и электромагнитными излучениями (EMI). Работа за пределами указанного диапазона входного напряжения может сильно повлиять на электромагнитные помехи и привести к несоблюдению соответствующих правил. Добавленное напряжение или нагрузка по току могут дополнительно изменить эффективность фильтра электромагнитных помех, а для устройств с переменной частотой изменить рабочую точку до уровня, вызывающего отказ.
Заключение
Входное напряжение влияет на многие аспекты источника питания, включая нагрузку на компоненты, рабочую точку и производительность.Работа за пределами указанного диапазона может повлиять на один или несколько из этих элементов и, если зайти слишком далеко, вызвать срабатывание схемы защиты или полный отказ. Чтобы узнать, как далеко источник питания можно протолкнуть в определенном направлении и каковы будут последствия, требуется знание номиналов и значений внутренних компонентов, которые редко доступны пользователю и их трудно определить. Лучший способ определить безопасную работу источника питания за пределами указанного диапазона входного напряжения — спросить производителя, который может определить риски и/или внести изменения в конструкцию, необходимые для обеспечения работы на желаемом уровне.
Категории:
Тестирование и анализ отказов
Вам также может понравиться
Есть комментарии по этому посту или темам, которые вы хотели бы видеть в будущем?
Отправьте нам электронное письмо по адресу powerblog@cui.ком
Страница не найдена — Transform
Электронная почта:
Подтвердите адрес электронной почты:
Пароль:
Подтвердите пароль:
Имя:
Фамилия:
Компания:
Почтовый индекс:
Страна / Регион:
Выберите один … AfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCongo, Демократическая Республика TheCook IslandsCosta RicaCote D’ivoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland острова ( Мальвинские острова)Фарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-бисауГайанаГаитиОстров Херд и Макдональдс IslandsHoly Престол (Ватикан) HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Исламская Республика ofIraqIrelandIsle из ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Корейская Народно-Демократическая Республика ofKorea, Республика ofKuwaitKyrgyzstanLao Народная Демократическая RepublicLatviaLebanonLesothoLiberiaLibyan Арабская JamahiriyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, бывшая югославская Республика ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные Штаты ofMoldova, Республика ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian край, ОккупированнаяПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСент-ХеленаСент-Китс и НевисСент-ЛюсияСент-Пьер и Мик uelonSaint Винсент и GrenadinesSamoaSan MarinoSao Томе и PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Джорджия и Южные Сандвичевы IslandsSpainSri LankaSudanSurinameSvalbard и Ян MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, провинция ChinaTajikistanTanzania, Объединенная Республика ofThailandTimor-lesteTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited арабских EmiratesUnited KingdomUnited StatesUnited Штаты Америки Внешние малые IslandsUruguayUzbekistanVanuatuVenezuelaViet NamVirgin острова , Британские Виргинские острова, Ю.