Точность средства измерений — Энциклопедия по машиностроению XXL
Точность средства измерения — качество средства измерений, отражающее близость к нулю его погрешностей.
[c.69]
Класс точности средства измерений — обобщенная характеристика средства измерений, определяемая пределами допускаемых основных и дополнительных погрешностей, а а,кже другими свойствами средств измерений влияющими на точность, значения которых устанавливаются в стандартах на отдельные виды средств измерений. [c.69]
К шифру 92 ( Неправильный или несвоевременный контроль средств измерения, инструментов, приспособлений ) относится брак из-за неисправных, изношенных или потерявших точность средств измерения, инструментов, приспособлений, если установлено, что причиной этого послужил неправильный или несвоевременный контроль со стороны работников центральной измерительной лаборатории, бюро контроля средств производства или контрольно-поверочных пунктов. [c.91]
[c.91]
При выборе средств измерения точность средств измерений должна быть достаточно высокой по сравнению с заданной точностью выполнения измеряемого размера, а трудоемкость [c.453]
МД 23 Принципы метрологического контроля оборудования, используемого при поверке МР 34 Классы точности средств измерений МР 42 Металлические клейма для поверителей [c.699]
При выборе средств измерения точность средств измерений должна быть достаточно высокой по сравнению с заданной точностью выполнения измеряемого размера, а трудоемкость измерения и их стоимость должны быть возможно более низкими, обеспечивающими наиболее высокие производительность труда и экономичность. [c.188]
Применение статистического контроля взамен сплошного там, где это возможно, позволяет снизить трудоемкость и стоимость контроля, высвободить часть контрольного персонала. Вместе с тем статистический контроль предъявляет повышенные требования к квалификации разработчиков и исполнителей контроля, а также к точности средств измерений. Поэтому окончательный выбор вида контроля следует производить на основании комплексного экономического критерия.
[c.326]
Поэтому окончательный выбор вида контроля следует производить на основании комплексного экономического критерия.
[c.326]
В метрологии для характеристики обобщенных свойств точности средств измерения используется понятие класса точности. Если для прибора нормируется предел основной допускаемой приведенной погрешности, то класс точности к, численно ей равный, записывается арабскими цифрами, и тогда Дпр = Л /100. (5.8) [c.326]
ГОСТ 8.401-80. Классы точности средств измерений. Общие требования. М. Изд-во стандартов, 1980. [c.375]
Классы точности средств измерений [c.125]
ГОСТ 8.401—80 ГСИ. Классы точности средств измерений. Общие требования [c.506]
Напомним, что ГОСТ 16263—70 регламентирует поверку как определение метрологическим органом погрешности средств измерений и установление его пригодности к применению. В зависимости от назначения измерений, получаемых с использованием средства измерений, она проводится государственными или ведомственными органами. Поверка подразделяется по способу контроля точности средства измерений на поэлементную (погрешность определяют по погрешностям отдельных частей средства измерений) и комплектную (определяют погрешности, свойственные средству измерений как единому целому).
[c.24]
Поверка подразделяется по способу контроля точности средства измерений на поэлементную (погрешность определяют по погрешностям отдельных частей средства измерений) и комплектную (определяют погрешности, свойственные средству измерений как единому целому).
[c.24]
Из сказанного ясно, что контроль точности средств измерений на основе применения СО можно квалифицировать как поверку средств измерений лишь условно, по сути он всегда представляет собой очень важную для аналитического контроля, но непривычную для классической метрологии процедуру. Ее следовало бы назвать поверкой методики выполнения измерений, проводимой путем воспроизведения аттестованных характеристик СО и одновременно дающей необходимую информацию о качестве используемого в этой методике средства измерений. Следует напомнить также о необходимости проведения метрологического контроля методики только операторами, которые имеют достаточную квалификацию и постоянно используют для работы повторяемое средство измерений [29]. [c.27]
[c.27]
В зависимости от класса точности средств измерений стандарт устанавливает различные пределы допускаемых основных и дополнительных погрешностей средств измерений в виде абсолютных приведенных или относительных погрешностей или в виде определенного числа делений. При этом под основной погрешностью понимается погрешность, свойственная средству измерений, находящемуся в нормальных условиях применения. [c.297]
Важными факторами, определяющими точность средств измерений, являются условия их применения, которые могут изменяться, вызывая появление дополнительных погрешностей. В стандарте введено понятие нормальных условий применения средств измерения. Это те условия, когда влияющие величины имеют нормальные значения и,пи находятся в пределах нормальной области значений. При этом нормальное значение влияющей величины — значение влияющей величины (с нормированными отклонениями), устанавливаемое в стандартах или технических условиях на средства измерений данного вида, при котором значение погрешности не должно
[c. 297]
297]
ОСНОВНЫЕ ПРИНЦИПЫ ВЫБОРА ТОЧНОСТИ СРЕДСТВ ИЗМЕРЕНИЯ И КОНТРОЛЯ [c.569]
Пр имечание. Класс точности средств измерений характеризует их свойства в отношении точности, но не является непосредствен- [c.481]
Однако в большей степени точность средства измерений ха-12 179 [c.179]
Для используемых по отдельности средств измерений, точность которых заведомо превышает требуемую точность измерений, нормируются только пределы Ад допускаемого значения суммарной погрешности и наибольшие допустимые изменения метрологических характеристик. Если же точность средств измерений соизмерима с требуемой точностью измерений, то необходимо нормировать раздельно характеристики систематической и случайной погрешности и функции влияния. Только с их помощью можно найти суммарную погрешность в рабочих условиях применения средств измерений. [c.187]
КЛАССЫ ТОЧНОСТИ СРЕДСТВ ИЗМЕРЕНИЙ
[c. 187]
187]
Способы установления классов точности изложены в ГОСТ 8.401—80 ГСИ. Классы точности средств измерения. Общие требования . Стандарт не распространяется на средства измерений, для которых предусматриваются раздельные нормы на систематическую и случайные составляющие, а также на средства измерений, для которых нормированы номинальные функции влияния, а измерения проводятся без введения поправок на влияющие величины. Классы точности не устанавливаются и на средства измерений, для которых существенное значение имеет динамическая погрешность. [c.187]
Примечание. Класс точности средств измерений характеризует их свойства в отношении точности, но не является непосредственным показателем точности измерений, выполняемых с помощью этих средств. [c.83]
По ТОЧНОСТИ средства измерений делятся на эталоны, образцовые и рабочие средства измерений. Эталон единицы — средство измерений (или комплекс средств измерений), обеспечивающее воспроизведение и хранение единицы в целях передачи ее размера менее точным средствам измерений. Эталоны воспроизводят размер единицы с наивысшей точностью.
[c.24]
Эталоны воспроизводят размер единицы с наивысшей точностью.
[c.24]
На примере томографии прекрасно демонстрируется роль математических методов обработки информации в деле повышения точности средств измерений. Разработанные советскими учеными под руководством академика А.Н. Тихонова алгоритмы дали возможность в несколько раз повысить точность томографов. При этом аппаратная часть, число измерений и время обследования больных не изменились. Достоверность же диагноза повысилась. [c.157]
Особенности контроля малых наружных размеров заключаются в том, что допуски во многих случаях малы, а жесткость контролируемого изделия низкая. В связи с этим требуется высокая точность средств измерений и уменьшенное измерительное усилие контактных приборов (до 1 Н). Контроль малых внутренних размеров гладких цилиндрических отверстий специфичен в том смысле, что диапазон измерений обычных универсальных измеритель-
[c.209]
Обобщепкой характеристикой средства измерении, определяемой пределами основных и дополнительных погрешностей, а также другими свойствами, влияющими на точность, значения которых устанавливаются в стандартах на отдельные виды средств измерения, является класс точности средства измерений (ГОСТ 8. 401—80). Класс точности характеризует свойства средства намерения, но не является показателем точности выполненных измерений, поскольку при определении погрешности измерения необходимо учитывать погрешности метода, настройки и др.
[c.115]
401—80). Класс точности характеризует свойства средства намерения, но не является показателем точности выполненных измерений, поскольку при определении погрешности измерения необходимо учитывать погрешности метода, настройки и др.
[c.115]
Перед выбором точности средства измерения или контроля следует решить вопросы выбора организационно-технических форм, целесообразности контроля определенного вида параметров и производительности таких средств (универсальных или специальных, автоматизированных или автоматических). Как правило, одну метрологическую задачу можно решить с помощью различных измерительных средств, которые имеют не только разную стоимость, но и разные точность и другие метрологические показатели, а следовательно, дают неодинаковые результаты измерений. Это объясняется отличием точности результатов наблюдения от точности измерения самих измерительных средств, различием методов использования измерительных средств и дополнительных приспособлений, применяемых в сочетании с универсальными или сиециализированными средствами (стойками, штативами, рычажными и безрычажными передачами, элементами крепления и базирования, измерительными наконечниками и др. ). В связи с этим вопрос выбора точности средств измерения или контроля приобретает первостепенное значение. Так, предельные погрешности измерения наружных линейных размеров контактными средствами в диапазоне 80—120 мм составляют для штангенцнркулей 100—200 мкм, для индикаторов часового тииа
[c.136]
). В связи с этим вопрос выбора точности средств измерения или контроля приобретает первостепенное значение. Так, предельные погрешности измерения наружных линейных размеров контактными средствами в диапазоне 80—120 мм составляют для штангенцнркулей 100—200 мкм, для индикаторов часового тииа
[c.136]
А.нализ формул (6.1) и (6.2) показывает, что если Д ет/7 = 0,1, то практически весь допуск отводится иа компенсацию технологических погрешностей, так как при этом TJT = 0,9. .. 0,995. Даже если принять Л = 0,4, то и тогда на компенсацию технологических погрешностей можно выделить (0,6. .. 0,917) Т. Согласно ГОСТ 8.051—8 (СТ СЭВ 303—76) пределы допускаемых погрешностей измерения для диапазона — 500 мм колеблются от 20 (для грубых квалитегов) до 35 % табличного допуска. Стандартизованные погрешности измерения являются наибольшими и включают как случайные, так и систематические (неучтенные) погрешности измерительных средств, установочных мер, элементов базирования и т. д. Случайная погрепшость измерения не должна превышать 0,6 предела допускаемой погрешностн. Ее принимают равной удвоенному среднему квадратическому отклонению погрешности измерения. Допускаемые погрешности измерения являются наибольшими из возможных. Однако экономически нецелесообразно выбирать их менее 0,1 табличного допуска. Следовательно, точность средства измерения должна быть примерно иа порядок выше точности контролируемого параметра изделия. Таким образом, увеличение точности средств изготовления изделий неизбежно приводит к необходимости опережающего создания средств измерения со значительно большей точностью намерения принцип опережающего увеличения точности средств измерения по сравнению с точностью средств изготовления).
[c.137]
д. Случайная погрепшость измерения не должна превышать 0,6 предела допускаемой погрешностн. Ее принимают равной удвоенному среднему квадратическому отклонению погрешности измерения. Допускаемые погрешности измерения являются наибольшими из возможных. Однако экономически нецелесообразно выбирать их менее 0,1 табличного допуска. Следовательно, точность средства измерения должна быть примерно иа порядок выше точности контролируемого параметра изделия. Таким образом, увеличение точности средств изготовления изделий неизбежно приводит к необходимости опережающего создания средств измерения со значительно большей точностью намерения принцип опережающего увеличения точности средств измерения по сравнению с точностью средств изготовления).
[c.137]
В большинстве случаев случайные погрешности не определяют точность технических измерений, а поэтому отпадает необходимость в многократно повторяюш,ихся измерениях. Поэтому в промышленных и лабораторных условиях прямые измерения практически постоянных физических величин выполняются, как правило, однократно с помощью рабочих (технических и повышенной точности) средств измерений, а точность результатов оценивается относительной предельной (максимальной) погрешностью измерения
[c. 9]
9]
Как известно, тестовые методы позволяют существенно уменьшить систематические и случайные низкочастотные погрешности всего измерительного канала. При этом не требуется отключения измеряемой величины от входа ИИС для коррекции погрешностей измерительного канала в процессе эксплуатации. И хотя использование тестовых методов приводит к некоторому усилению случайной высокочастотной составляющей ногрешности измерительной системы, сочетая тестовые методы с теми или иными схемными или алгоритмическими способами уменьшения случайных высокочастотных погрешностей, можно достичь высокой точности средств измерении. [c.115]
При выборе средств измерен1 Й или их приобретении в расчете э сономичес сой эффективности должны учитываться показатели стоимости, производительности, надежности и точности средств измерений. Когда точность не учитывается в расчетах, особенио дорогостоящих, но высокоточных приборов, то можно прийти к ложному выводу об убыточносги выбора прецизионных средств измерений, имеющих невысокую производительность. Экономическая эффективность от внедрения средств измерений может быть получена за счет повышения производительности, точности и надежности средств измерений, экономии электроэнергии, высвобождения площадей 5].
[c.129]
Экономическая эффективность от внедрения средств измерений может быть получена за счет повышения производительности, точности и надежности средств измерений, экономии электроэнергии, высвобождения площадей 5].
[c.129]
Международная организация законодательной метрологии (МОЗМ) учреждена на основе межправительственной Конвенции, подписанной в 1956 г. Россия участвует в МОЗМ как правопреемница Советского Союза. Организация объединяет более 80 государств. Цель МОЗМ — разработка общих вопросов законодательной метрологии, в том числе установление классов точности средств измерений обеспечение единообразия определения типов, образцов и систем измерительных приборов рекомендации по их испытаниям для унификации метрологических характеристик порядок поверки и калибровки средств измерений гармонизация поверочной аппаратуры, методов сличения, поверок и аттестации эталонных, образцовых и рабочих измерительных приборов выработка отггимальных форм [c.575]
Международная организация законодательной метрологии.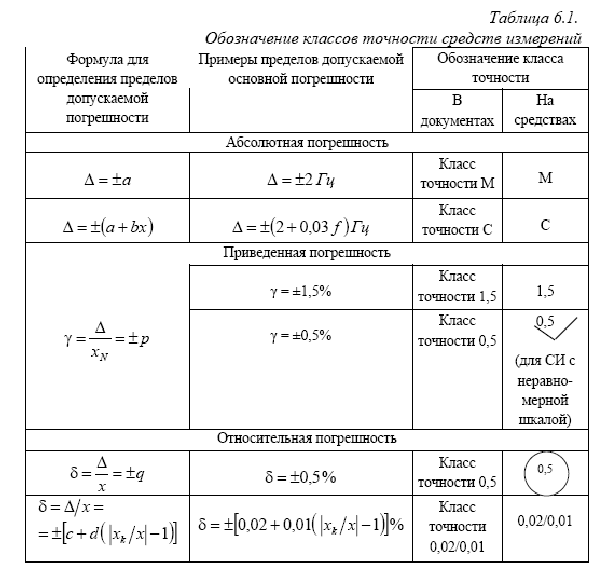 Международная организация законодательной метрологии (МОЗМ) учреждена на основе межправительственной Конвенции, где Россия участвует как правопреемница СССР. Организация объединяет более 80 государств. Цель МОЗМ — разработка общих вопросов законодательной метрологии, в том числе установление классов точности средств измерений обеспечение единообразия определения типов, образцов и систем измерительных приборов рекомендации по их испытаниям для унификации метрологических характеристик, порядок проверки и калибровки средств измерений гармонизация поверочной аппаратуры, методов сличения, проверок и аттестация эталонных, образцовых и рабочих измерительных приборов выработка оптимальных форм организации метрологических служб и обеспечение единства государственных предписаний по их ведению установление единых принципов подготовки кадров в области метрологии.
[c.234]
Международная организация законодательной метрологии (МОЗМ) учреждена на основе межправительственной Конвенции, где Россия участвует как правопреемница СССР. Организация объединяет более 80 государств. Цель МОЗМ — разработка общих вопросов законодательной метрологии, в том числе установление классов точности средств измерений обеспечение единообразия определения типов, образцов и систем измерительных приборов рекомендации по их испытаниям для унификации метрологических характеристик, порядок проверки и калибровки средств измерений гармонизация поверочной аппаратуры, методов сличения, проверок и аттестация эталонных, образцовых и рабочих измерительных приборов выработка оптимальных форм организации метрологических служб и обеспечение единства государственных предписаний по их ведению установление единых принципов подготовки кадров в области метрологии.
[c.234]
Благодаря высокой точности воспроизведения основных единиц СИ производные единицы этой системы могут воспроизводиться с более высокой точностью, чем единицы других систем и внесистемные единицы. В этом заключается одно из важных лреимуществ Международной системы единиц, так как высокая точность воспроизведения единиц обусловливает возможность повышения общего уровня точности средств измерений, градуируемых в единицах СИ.
[c.45]
В этом заключается одно из важных лреимуществ Международной системы единиц, так как высокая точность воспроизведения единиц обусловливает возможность повышения общего уровня точности средств измерений, градуируемых в единицах СИ.
[c.45]
Согласно ГОСТу 13600—68 класс точности средств измерений — обобщенная характеристика средств измерений, определяемая пределами допускаемых основной и дополнительных погрешностей, а также другими свойствами средств измерения, влияющими на их точность, значения которых устанавливаются в стандартах на отдельные виды средств измерений. Классы точности средств измерений характеризуют их свойства, но не являются непосредственным показателем точности измерений, выполняемых с помощью этих средств. Так, например, класс точности конп,евых мер длины характеризует степень приближения их размера к номинальному, допускаемое отклонение от плосконараллельности, а также притираемость и нестабиль-Г10сть. Класс точности нормальных элементов характеризует пределы, в которых должны находиться действительные значения их э. д. с., стабильность во времени и т. п. Класс точности вольтметра переменного тока характеризует его наибольшую допускаемую основную погрешность, допускаемые изменения показаний, вызываемые отклонением от нормальных значений температуры, частоты переменного тока, внешним магнитным полем и другими влияющими величинами.
[c.297]
д. с., стабильность во времени и т. п. Класс точности вольтметра переменного тока характеризует его наибольшую допускаемую основную погрешность, допускаемые изменения показаний, вызываемые отклонением от нормальных значений температуры, частоты переменного тока, внешним магнитным полем и другими влияющими величинами.
[c.297]
Классы точности средств измерений, для которых пределы допускаемой основной приведенной погрешности нормирз ются по формуле (9.8), обозначаются одной цифрой, выбираемой из ряда для чисел р и выраженной в процентах. Если, например, [c.191]
Принцип выбора точности средств измерений показан на рис. 5. Истинные размеры изделий х вследствие воздействия при изготовлении многих факторов распределяются случайным образом, например, по закону Гаусса. Плотность распределения вероятности измеряемого параметра (х) показана на рис. 5 кривой /. Для параметра, исходя из условий работы, качества, надежности п взаимозаменяемости изделий, материала, технологии изготовления, себестоимости и других факторов, устанавливается предельно допустимое отклонение параметра бдоп от номинального значения Хном. Отношение заштрихованной площади к общей площади под кривой 1 показывает процент годных изделий для заданного технологического процесса и установленного поля допуска параметра при погрешности измерений, равной нулю.
[c.22]
Отношение заштрихованной площади к общей площади под кривой 1 показывает процент годных изделий для заданного технологического процесса и установленного поля допуска параметра при погрешности измерений, равной нулю.
[c.22]
Самый простой способ выбора средств измерений по коэффициенту уточнения основан на том, что точность средства измерений должна быть в несколько раз выше точности изготовления. Отношение половины допуска 6 к нормативной погрешности измерений Аизм.д.н называют коэффициентом уточнения или коэффициентом запаса точности / т б7Дизм.д.н, где б —6/2= [шизг]/2 6 — допуск а неточность изготовления [шизг —ширина поля рассеивания погрешности изготовления (по нормативу), откуда [c.131]
Классы точности средств измерений — Энциклопедия по экономике
Класс точности средства измерений 117
[c.117]
Классы точности средств измерений [c.41]
Результат однократного измерения описывается выражением (5), приведенным в разд. 3.1. Сам по себе он ни о чем еще не говорит, так как является случайным значением измеряемой величины. Необходимым условием проведения однократного измерения служит наличие априорной информации. К ней относится, например, информация о виде закона распределения вероятности показания и мере его рассеяния, которая извлекается из опыта предшествующих измерений. Если ее нет, то используется информация о том, насколько значение измеряемой величины может отличаться от результата однократного измерения. Такая информация бывает представлена классом точности средства измерений (см. разд. 2.3.3). К априорной относится информация о значении аддитивной или мультипликативной поправки (для конкретности ограничимся рассмотрением аддитивной поправки 0Л-). Если оно не известно, то это учитывается ситуационной моделью, согласно которой с одинаковом вероятностью значение поправки может быть, например, любым в пределах от min Д° тах- Без априорной информации выполнение однократного измерения бессмысленно.
[c.
3.1. Сам по себе он ни о чем еще не говорит, так как является случайным значением измеряемой величины. Необходимым условием проведения однократного измерения служит наличие априорной информации. К ней относится, например, информация о виде закона распределения вероятности показания и мере его рассеяния, которая извлекается из опыта предшествующих измерений. Если ее нет, то используется информация о том, насколько значение измеряемой величины может отличаться от результата однократного измерения. Такая информация бывает представлена классом точности средства измерений (см. разд. 2.3.3). К априорной относится информация о значении аддитивной или мультипликативной поправки (для конкретности ограничимся рассмотрением аддитивной поправки 0Л-). Если оно не известно, то это учитывается ситуационной моделью, согласно которой с одинаковом вероятностью значение поправки может быть, например, любым в пределах от min Д° тах- Без априорной информации выполнение однократного измерения бессмысленно.
[c. 84]
84]
Вариант 4. Априорная информация класс точности средства измерений таков, что значение измеряемой величины не может отличаться от результата однократного измерения больше чем на е точное значение аддитивной поправки равно ,.. [c.88]
Группа базовых стандартов устанавливает порядок нормирования метрологических характеристик средств измерений. Это ГОСТ 8.009—84 ГСИ. Нормируемые метрологические характеристики средств измерений», ГОСТ 8.401-80 ГСИ. Классы точности средств измерений. Общие требования», ГОСТ 8.256-77 ГСИ. Нормирование и определение динамических характеристик аналоговых средств измерений. Основные положения. [c.283]
Независимо от классов точности нормируют метрологические характеристики, требования к которым целесообразно устанавливать едиными для средств измерений всех классов точности, например, входные или выходные сопротивления. [c.41]
Обозначения классов точности наносятся на циферблаты, щитки и корпуса средств измерений, приводятся в нормативно-технических документах. При этом в эксплуатационной документации на средство измерений, содержащей обозначение класса точности, должна быть ссылка на стандарт или технические условия, в которых установлен класс точности для этого типа средств измерений.
[c.42]
При этом в эксплуатационной документации на средство измерений, содержащей обозначение класса точности, должна быть ссылка на стандарт или технические условия, в которых установлен класс точности для этого типа средств измерений.
[c.42]
Обозначения могут иметь форму заглавных букв латинского алфавита (например, М, С и т. д.) или римских цифр (I, II, III, IV и т. д.) с добавлением условных знаков. Смысл таких обозначений раскрывается в нормативно-технической документации. Если же класс точности обозначается арабскими цифрами с добавлением какого-либо условного знака, то эти цифры непосредственно устанавливают оценку снизу точности показаний средства измерений. [c.42]
Для средств измерений с равномерной, практически равномерной или степенной шкалой, нулевое значение входного (выходного) сигнала у которых находится на краю или вне диапазона измерений, обозначение класса точности арабской цифрой из ряда (1 1,5 1,6 2 2,5 3 4 5 6) 10″, где п = 1,0,-1,— 2 и т. д., означает, что значение измеряемой величины не отличается от того, что показывает указатель отсчетного устройства, более чем на соответствующее число процентов от верхнего предела измерений,
[c. 42]
42]
В других случаях, когда классы точности обозначаются цифрами из приведенного выше ряда, следует обращаться к стандартам на средства измерений этого вида. [c.43]
Необходимо еще раз подчеркнуть, что класс точности является обобщенной характеристикой средств измерений. Знание его позволяет определить не точность конкретного измерения, а лишь указать пределы, в которых находится значение измеряемой величины. Между тем, точность конкретного измерения во многих случаях представляет известный интерес. [c.45]
Средства измерений располагаются в нижнем поле на рис. 56 в порядке (слева направо) понижения их точности. Класс точности (см. разд. 2.3.3) или стандартное отклонение показания, обусловленное свойствами средства измерений, указывается в одной рамке с наименованием. Для передачи информации о размере единицы средства измерений использовать нельзя. [c.141]
Эталоны недоступны специалистам на производстве, а средства измерений, какой бы фактической точностью они ни обладали, не могут быть аттестованы по более высокому классу точности, чем средства, с помощью которых они аттестуются. Между тем, на каждой ступени передачи информации о размере единицы точность теряется в 3. .. 5 раз (иногда в 1,25. .. 10 раз). Таким образом, при многоступенчатой передаче эталонная точность не доходит до потребителя. Поэтому для высокоточных средств измерений число ступеней может быть сокращено, вплоть до передачи им. информации о размерах единиц непосредственно от рабочих эталонов. В целом система, основанная только на централизованном воспроизведении единиц и передаче информации об их размерах средствам измерений громоздка, неудобна, дорога и малоэффективна. Ее содержание и совершенствование представляет сложную организационно-техническую и народнохозяйственную проблему. В будущем следует ожидать повышение роли децентрализованного воспроизведения единиц.
[c.143]
Между тем, на каждой ступени передачи информации о размере единицы точность теряется в 3. .. 5 раз (иногда в 1,25. .. 10 раз). Таким образом, при многоступенчатой передаче эталонная точность не доходит до потребителя. Поэтому для высокоточных средств измерений число ступеней может быть сокращено, вплоть до передачи им. информации о размерах единиц непосредственно от рабочих эталонов. В целом система, основанная только на централизованном воспроизведении единиц и передаче информации об их размерах средствам измерений громоздка, неудобна, дорога и малоэффективна. Ее содержание и совершенствование представляет сложную организационно-техническую и народнохозяйственную проблему. В будущем следует ожидать повышение роли децентрализованного воспроизведения единиц.
[c.143]
Метрологическая аттестация каждого, нестандартизованного средства измерений производится в индивидуальном порядке. По ходу ее составляется протокол. После завершения всех работ по аттестации и вынесения решения о пригодности средства измерений к применению в качестве рабочего того или иного класса точности или образцового соответствующего разряда протокол утверждается и по установленной форме выдается свидетельство. Срок проведения аттестации нестандартизованных средств измерений не должен превышать двух месяцев.
[c.311]
Срок проведения аттестации нестандартизованных средств измерений не должен превышать двух месяцев.
[c.311]
Государственная метрологическая служба СССР проводит работу по следующим основным направлениям создание и развитие эталонной базы испытание вновь вводимых в эксплуатацию средств измерений надзор за состоянием средств измерений. СССР располагает полным комплектом основных государственных эталонов, которые соответствуют передовым достижениям мировой науки и практики. Эталонная база непрерывно развивается и совершенствуется. В условиях дальнейшей интенсификации экономики в качестве приоритетного направления в метрологическом обеспечении определена автоматизация измерений с обеспеченным и стабильным сохранением класса точности, чувствительности, предела погрешности измерений. [c.160]
Должен знать основные способы проверки гладких цилиндрических и конических калибров, призматических резцов, сверл, зенкеров и простых деталей сравнением со штриховым контуром накладного калибра, по наличию световой щели между профилями калибра и детали, по ощущению прохождения предельной пробки, вкладыша, щупов и т. д. наиболее распространенный измерительный инструмент средства и методы измерения плоскости и прямолинейности проверочными плитами и линейками основные требования, предъявляемые к калибрам классификацию калибров в зависимости от степени износа влияние температуры на точность измерения основные сведения о допусках и посадках, классах точности и чистоты обработки виды и причины брака проверяемых калибров, режущего и измерительного инструмента и деталей. (
[c.83]
д. наиболее распространенный измерительный инструмент средства и методы измерения плоскости и прямолинейности проверочными плитами и линейками основные требования, предъявляемые к калибрам классификацию калибров в зависимости от степени износа влияние температуры на точность измерения основные сведения о допусках и посадках, классах точности и чистоты обработки виды и причины брака проверяемых калибров, режущего и измерительного инструмента и деталей. (
[c.83]
Подборка, проверка, отбраковка (по внешним признакам и с использованием средств измерения и приборов), транспортировка и использование в строительно-монтажном (демонтажном) процессе сооружения комплектных буровых установок 1—8-го классов средней сложности и сложных конструкций, деталей, узлов и блоков основного и вспомогательного оборудования с замером до 30 в основном взаимосвязанных размеров и параметров, с использованием сложных сборочно-монтажных и электромонтажных схем, при точности и чистоте подготовки (обработки) поверхностей до 6-го класса, точном контроле и наличии труднодоступных мест
[c. 159]
159]
Для более полного удовлетворения требований неодинаковых по подготовке и способностям профессионалов в настоящее время разработано и выпускается большое количество средств индикации и управления, предназначенных для измерения различных параметров. Они существенно неодинаковы по назначению, принципу действия, конструкции, форме представления информации, классу решаемых задач, точности, быстродействию, размерам, массе, виду и цвету шкал, указателей, стрелок, цифр. [c.77]
Учет всех нормируемых метрологических характеристик средств измерений — сложная и трудоемкая процедура, оправданная только при измерениях очень высокой точности, характерных для метрологической практики. В обиходе и на производстве, как правило, такая точность не нужна. Поэтому для средств измерений, используемых в повседневной практике, принято деление по точности на классы. Классом точности называется обобщенная характеристика всех средств измерений данного типа, обеспечивающая правильность их показаний и устанавливающая оценку снизу точности показаний. В стандартах на средства измерений конкретного типа устанавливаются требования к метрологическим характеристикам, в совокупности определяющие класс точности средств измерений этого типа. У плоскопараллельных концевых мер длины, например, такими характеристиками являются пределы допускаемых отклонений от номинальной длины и плоскопараллельности пределы допускаемого изменения длины в течение года. У мер электродвижущей силы (нормальных элементов) — пределы допускаемой нестабильности ЭДС в течение года.
[c.41]
В стандартах на средства измерений конкретного типа устанавливаются требования к метрологическим характеристикам, в совокупности определяющие класс точности средств измерений этого типа. У плоскопараллельных концевых мер длины, например, такими характеристиками являются пределы допускаемых отклонений от номинальной длины и плоскопараллельности пределы допускаемого изменения длины в течение года. У мер электродвижущей силы (нормальных элементов) — пределы допускаемой нестабильности ЭДС в течение года.
[c.41]
Классы точности приспаиваются типам средств измерений с учетом результатов государственных приемочных испытаний. Средствам измерений с несколькими диапазонами измерений одной и той же физической величины или предназначенным для измерений разных физических величин могут быть присвоены различные классы точности для каждого диапазона или каждой измеряемой величины. Так, амперметр с диапазонами 0-10, 0—20 и 0—50 А может иметь разные классы точности для отдельных [c.41]
Характеристика работ. Проверка всевозможных калибров, сложных шаблонов и лекал для контроля изделий 1-го класса точности, крупных цилиндрических, гладких конических и резьбовых калибров с применением плоскопараллельных концевых мер длины, а также оптиметров, универсальных инструментов и приборов Проверка качества специальных и фасонных резцов, сверл, метчиков для нарезания цилиндрических резьб, круглых плашек и сложных деталей лопатки турбинные Т-образные, гребенки зуборезные, фрезы резьбовые, шеверы червячные и т. д. Проверка эвольвентного профиля зуба цилиндрических колес и других зубчатых изделий при помощи универсального эволь-вентомера. Разборка, сборка, наладка и устранение мелких дефектов измерительных инструментов и приборов. Составление графиков проверки средств измерения.
[c.84]
Проверка всевозможных калибров, сложных шаблонов и лекал для контроля изделий 1-го класса точности, крупных цилиндрических, гладких конических и резьбовых калибров с применением плоскопараллельных концевых мер длины, а также оптиметров, универсальных инструментов и приборов Проверка качества специальных и фасонных резцов, сверл, метчиков для нарезания цилиндрических резьб, круглых плашек и сложных деталей лопатки турбинные Т-образные, гребенки зуборезные, фрезы резьбовые, шеверы червячные и т. д. Проверка эвольвентного профиля зуба цилиндрических колес и других зубчатых изделий при помощи универсального эволь-вентомера. Разборка, сборка, наладка и устранение мелких дефектов измерительных инструментов и приборов. Составление графиков проверки средств измерения.
[c.84]
Должен знать технические условия приемки и контроля универсально-измерительного инструмента правила работы с оптическими делительными головками, квадрантами, инструментальными и универсальными микроскопами средства и методы измерений цилиндрических зубчатых колес методы определения микронеровностей поверхностей при помощи прибора щупового типа профилографа-профилометра и других приборов допуски гладких и резьбовых цилиндрических сопряжений и гладких цилиндрических калибров система допусков и посадок, классов точности и чистоты обработки. [c.84]
[c.84]
Аналогичные рассуждения справедливы при исследовании возможности замены аэкв относительными единичными показателями качества. Если рассмотреть как улучшение единичного показателя повышение точности при контроле деталей на машиностроительном предприятии, то совершенно очевидно, что повышение класса точности применяемого средства измерений с 1,0 до 0,1 не означает, что прибор класса точности 0,1 заменяет десять приборов класса точности 1,0. Он позволяет снизить брак контроля, но обеспечить пропускную способность такую же, как десять базовых, не в состоянии. Более того, прибор класса точности 0,1 предъявляет повышенные требования к его обслуживанию, что ведет к снижению производительности. Поэтому и относительные показатели качества не могут быть рекомендованы для применения в качестве коэффициентов эквивалентности без детального обоснования этого вопроса в каждой конкретной ситуации. [c.71]
Экономический анализ показал, что стоимость термосопротив-ленин практически не зависит от класса точности, но связана с длиной чувствительного элемента и материалом защитной арматуры. Все платиновые тсрмосопротивления в зависимости от материала защитной арматуры можно разделить на две группы. В первую группу входят средства измерений с арматурой из меди, латуни и низколегированной стали, во вторую — из высоколегированной нержавеющей стали (табл. 2.4.1).
[c.82]
Все платиновые тсрмосопротивления в зависимости от материала защитной арматуры можно разделить на две группы. В первую группу входят средства измерений с арматурой из меди, латуни и низколегированной стали, во вторую — из высоколегированной нержавеющей стали (табл. 2.4.1).
[c.82]
Современная измерительная практика предъявляет все более высокие требования к точности, надежности, быстродействию, функциональности рабочих средств измерений. Следует отметить, что в подавляющем большинстве случаев эти требования противоречивы, т.е. улучшение одних характеристик, как правило, достигается за счет недореализации возможностей улучшения других. Так, увеличение функциональных возможностей приборов за счет усложнения снижает их надежность вследствие возрастания числа подверженных отказам элементов. Увеличение быстродействия снижает эффективность систем автоматической компенсации медленно меняющихся погрешностей, вызванных влиянием внешней среды и параметров измеряемых объектов и т.п. Поэтому развитие измерительной техники сопровождается постоянным поиском разумного компромисса между реализуемыми свойствами приборов, техническими возможностями и экономической целесообразностью. При этом следует иметь в виду, что и грубые», относительно низкоточные, но недорогие средства измерений, всегда будут иметь достаточно большой промышленный спрос, поскольку способны удовлетворить определенный класс практических измерительных задач. И вместе с тем идет непрерывный процесс повышения технического уровня парка рабочих средств измерения, за счет введения микропроцессорной техники, обеспечения выхода на общую шину» и т.д.
[c.122]
При этом следует иметь в виду, что и грубые», относительно низкоточные, но недорогие средства измерений, всегда будут иметь достаточно большой промышленный спрос, поскольку способны удовлетворить определенный класс практических измерительных задач. И вместе с тем идет непрерывный процесс повышения технического уровня парка рабочих средств измерения, за счет введения микропроцессорной техники, обеспечения выхода на общую шину» и т.д.
[c.122]
Классы точности средств измерения. Контрольно-измерительные приборы. 5 класс точности
Высокоточные приборы используются в самых разных сферах жизни и производства современного общества. Без специального оборудования не было бы полетов в космос, развития военной и гражданской техники и многого другого. Ремонт подобного оборудования производить достаточно сложно. Поэтому и применяются различные контрольно-измерительные приборы. Их качество определяется уровнем соответствия данного оборудования своему прямому предназначению. Для удобства измерения также применяются и классы точности средств измерения.
Что такое единица измерения?
Каждая стадия технологического или природного процесса характеризуется определенными величинами: температурой, давлением, плотностью и т. д. Постоянно следя за этими параметрами, можно контролировать и даже корректировать любое действие. Для удобства были созданы стандартные единицы измерения для каждого конкретного процесса, такие как метр, Дж, кг и т. д. Они делятся на:
· Основные. Это неизменные и общепринятые единицы измерения.
· Когерентные. Это связанные с другими единицами производные. Их числовой коэффициент приравнен к единице.
· Производные. Эти единицы измерения определяются из основных величин.
· Кратные и дольные. Они создаются путем умножения или деления на 10 основных либо произвольных единиц.
В каждой отрасли есть группа величин, которые постоянно используются при наблюдении и корректировке процессов. Такая совокупность единиц измерения называется системой. Контролируют и сверяют параметры процесса при этом специальные контрольно-измерительные приборы. Их параметры заданы с помощью Международной системы единиц.
Их параметры заданы с помощью Международной системы единиц.
Способы и средства измерений
Для того чтобы сравнить или проанализировать полученную величину, следует провести ряд опытов. Проводятся они несколькими распространенными способами:
· Прямые. Это такие методы, при которых любое значение получают опытным путем. К ним относятся непосредственная оценка, нулевая компенсация и дифференциация. Прямые способы измерения отличаются простотой и скоростью. Например, измерение давления стандартным инструментом. При этом класс точности манометра значительно ниже, чем при других исследованиях.
· Косвенные. Такие методы основываются на вычислении определенных величин из известных или общепринятых параметров.
· Совокупные. Это способы измерений, при которых искомая величина определяется не только решением ряда уравнений, но и с помощью специальных опытов. Такие исследования чаще всего применяются в лабораторной практике.
Кроме способов измерения величин есть еще и специальные измерительные приборы. Это средства нахождения искомого параметра.
Это средства нахождения искомого параметра.
Что такое контрольно-измерительные приборы?
Наверное, каждый человек хотя бы один раз в жизни проводил какие-либо опыты или лабораторные исследования. Там использовались манометры, вольтметры и другие интересные приспособления. Каждый пользовался своим прибором, но был один – контрольный, на который равнялись все.
Так всегда – для точности качества измерения все устройства должны четко соответствовать установленному стандарту. При этом не исключаются некоторые погрешности. Поэтому на государственном и международном уровне были введены классы точности средств измерения. Именно по ним определяется допустимая погрешность в расчетах и показателях.
Существуют также несколько основных операций контроля таких приборов:
· Испытание. Этот метод осуществляется еще на стадии производства. Каждое устройство тщательно проверяют на соответствие стандартам качества.
· Проверка. При этом сравниваются показание образцовых приборов с испытуемыми. В лаборатории, например, все устройства проверяются каждые два года.
В лаборатории, например, все устройства проверяются каждые два года.
· Градуировка. Это операция, при которой всем делениям шкалы испытуемого прибора придают соответствующие значения. Как правило, осуществляется это более точными и высокочувствительными устройствами.
Классификация контрольно-измерительных приборов
Сейчас существует огромное количество устройств, с помощью которых проверяют данные и показатели. Поэтому все контрольно-измерительные приборы можно классифицировать по нескольким основным признакам:
1. По роду измеряемой величины. Или по назначению. Например, измеряющие давление, температуру, уровень или состав, а также состояние вещества и т. д. При этом у каждого есть свои стандарты качества и точности, например как класс точности счетчиков, термометров и др.
2. По способу получения внешней информации. Здесь идет более сложная классификация:
— регистрирующие — такие устройства самостоятельно записывают все входные и выходные данные для последующего анализа;
— показывающие — эти приборы дают возможность исключительно наблюдать за изменениями какого-либо процесса;
— регулирующие — данные устройства автоматически настраиваются на значение измеряемой величины;
— суммирующие — здесь берется какой-либо промежуток времени и прибор показывает общее значение величины за весь период;
— сигнализирующие — такие устройства оборудованы специальной звуковой или световой системой оповещения или датчиками;
— компарирующие — это оборудование призвано сравнивать определенные величины с соответствующими мерами.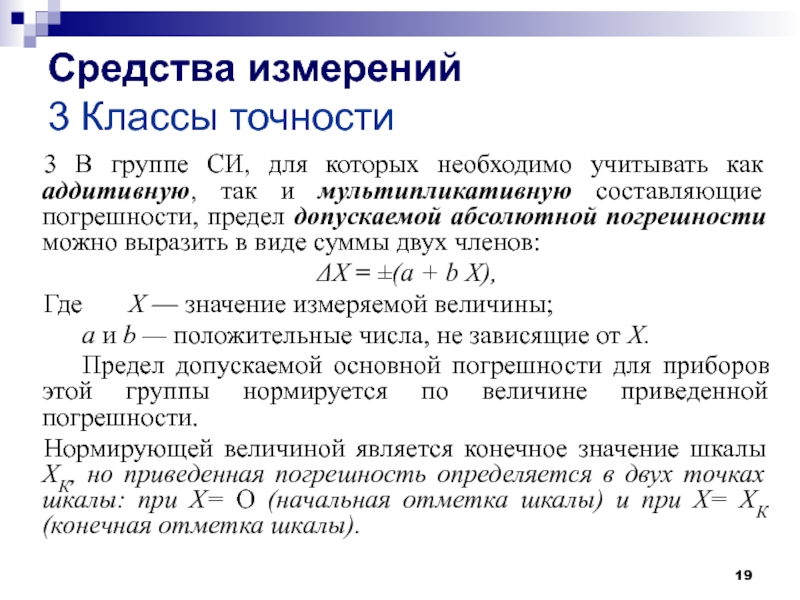
3. По расположению. Различают местные и дистанционные измерительные устройства. При этом последние имеют возможность передавать полученные данные на любое расстояние.
Характеристика контрольно-измерительных приборов
В каждой работе следует помнить, что проверке подлежат не только рабочие устройства, но и стандартные образцы. Их качество зависит сразу от нескольких показателей, таких как:
· Класс точности или диапазон погрешности. Всем приборам свойственно ошибаться, даже эталонам. Разница лишь в том, чтобы ошибок в работе было как можно меньше. Очень часто здесь применяется класс точности А.
· Чувствительность. Это отношение углового или линейного перемещения стрелки указателя к изменению исследуемой величины.
· Вариация. Это допустимая разница между повторными и действительными показаниями одного и того же прибора в одинаковых условиях.
· Надежность. Данный параметр отражает сохранение всех заданных характеристик на протяжении определенного времени.
· Инерционность. Так характеризуется некоторое отставание во времени показаний прибора и измеряемой величины.
Также хороший КИП должен обладать такими качествами, как долговечность, безотказность и ремонтопригодность.
Что такое погрешность?
Специалисты знают, что в любой работе существуют небольшие ошибки. При проведении различных измерений их называют погрешностями. Все они обусловлены недоработкой и несовершенством средств и методов исследований. Поэтому любому оборудованию соответствуют свой класс точности, например 1 или 2 класс точности.
При этом различают такие виды погрешностей:
· Абсолютная. Это разница между показателями используемого прибора и показателями эталонного устройства в тех же условиях.
· Относительная. Такую погрешность можно назвать косвенной, т.к. это отношение найденной абсолютной погрешности к действительному значению заданной величины.
· Относительная приведенная. Это определенное отношение между абсолютным значением и разностью верхнего и нижнего пределов шкалы используемого прибора.
Также существует классификация по характеру погрешности:
· Случайные. Такие погрешности возникают без какой-либо закономерности или системности. Часто на показатели влияют различные внешние факторы.
· Систематические. Такие ошибки возникают по определенному закону или правилу. В большей степени их появление зависит от состояния КИП.
· Промахи. Такие погрешности достаточно резко искажают полученные ранее данные. Эти ошибки легко убираются при сопоставлении соответствующих измерений.
Что такое 5 класс точности?
Для упорядочивания полученных данных специализированных приборов, а также для определения их качества современной наукой принята специальная система измерений. Именно она определяет подходящий уровень настроек.
Классы точности средств измерения – это некая обобщенная характеристика. Она предусматривает определение пределов различных погрешностей и свойств, влияющих на точность приборов. При этом у каждого вида измерительных приборов есть собственные параметры и классы.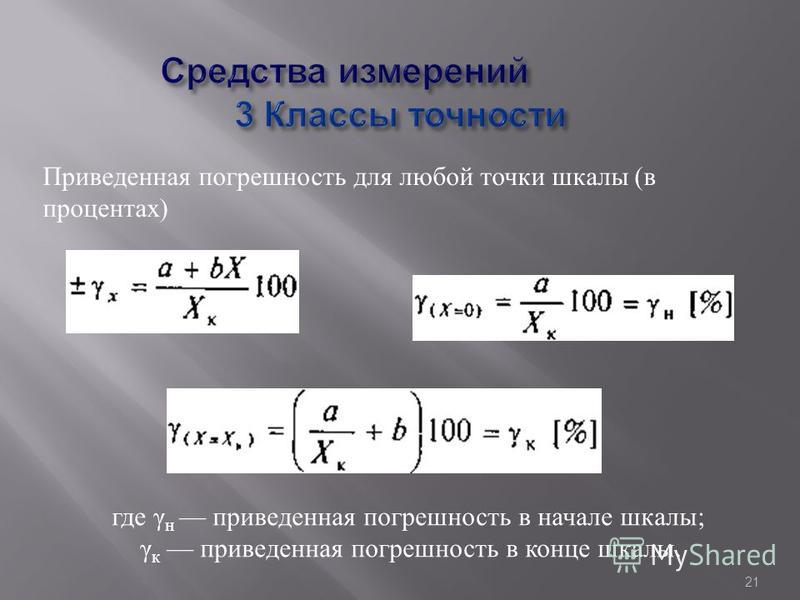
Согласно точности и качества измерения, большинство современных контрольных устройств имеют такие разделения: 0,1; 0,15; 0,2;0,25; 0,4; 0,5; 0,6; 1,0; 1,5; 2,0; 2,5; 4,0. При этом диапазон погрешности зависит от используемой шкалы прибора. Например, для оборудования со значениями 0 – 1000 °С допускаются ошибочные измерения ± 15°С.
Если говорить о промышленном и сельскохозяйственном оборудовании, то их точность подразделяется на такие классы:
· 1-500 мм. Здесь применяют 7 классов точности: 1, 2, 2а, 3, 3а, 4 и 5.
· Свыше 500 мм. Используются классы 7, 8, и 9.
При этом наивысшее качество будет у прибора с единичкой. А 5 класс точности используется в основном в изготовлении деталей различных сельскохозяйственных машин, вагоно- и паровозостроении. Стоит также отметить, что он имеет две посадки: Х₅ и С₅.
Если говорить о компьютерных технологиях, например, печатных платах, то 5 класс отвечает повышенной точности и плотности конструкции. При этом ширина проводника составляет менее 0,15, а расстояние между проводниками и краями просверленного отверстия не превышает 0,025.
Межгосударственные стандарты точности в России
Любой современный ученый ищет свою систему определения качества используемых приборов и полученных данных. Для обобщения и систематизации точности измерений были приняты межгосударственные стандарты.
Они определяют основные положения деления приборов на классы, комплекс всех требований к подобному оборудованию и способы нормирования различных метрологических характеристик. Классы точности средств измерений устанавливаются специальным ГОСТом 8.401-80 ГСИ. Эта система была введена на основе международной рекомендации МОЗМ № 34 с 1 июля 1981 года. Здесь выложены общие положения, определение погрешностей и обозначение самих классов точности с конкретными примерами.
Основные положения для определения классов точности
Для правильного определения качества всех измерительных приборов и получаемых данных существует несколько основных правил:
· классы точности следует выбирать в соответствии с видами используемого оборудования;
· для разных диапазонов измерений и величин можно использовать несколько стандартов;
· только технико-экономическое обоснование определяет число классов точности для конкретного оборудования;
· измерения проводятся без учета режима обработки.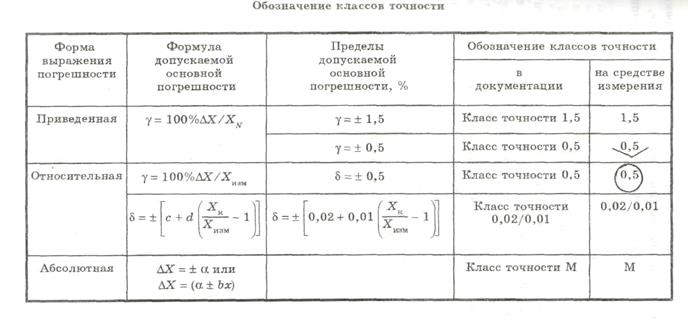 Эти стандарты применяются к цифровым приборам со встроенным вычислительным устройством;
Эти стандарты применяются к цифровым приборам со встроенным вычислительным устройством;
· классы точности измерений присваиваются с учетом существующих результатов государственных испытаний.
Электродинамические КИП
К подобным устройствам можно отнести амперметры, ваттметры или вольтметры и другие приборы, преобразующие различные величины в ток. Для их правильной и стабильной работы применяется специальное экранирование измерительного оборудования. Это делается, например, чтобы повысить класс точности вольтметра.
Принцип действия данных приборов состоит в том, что внешнее магнитное поле одновременно усиливает поле одного измерительного устройства и ослабляет поле другого. При этом суммарное значение неизменно.
К плюсам такого КИП можно отнести надежность, безотказность и простоту. Он одинаково работает как при постоянном, так и при переменном токе.
А самыми весомыми недостатками являются невысокая точность и большое энергопотребление.
Электростатические КИП
Эти приборы работают на принципе взаимодействия заряженных электродов, которые разделены диэлектриком. Конструктивно они выглядят практически как плоский конденсатор. При этом, при перемещении подвижной части емкость системы также изменяется.
Конструктивно они выглядят практически как плоский конденсатор. При этом, при перемещении подвижной части емкость системы также изменяется.
Наиболее известные из них – это устройства с линейным и поверхностным механизмом. У них немного разный принцип действия. У приборов с поверхностным механизмом емкость изменяется за счет колебаний активной площади электродов. В другом случае важно расстояние между ними.
К достоинствам таких устройств относятся небольшая мощность потребления, класс точности ГОСТ, достаточно широкий частотный диапазон и т.д.
Недостатками являются небольшая чувствительность прибора, необходимость экранирования и пробой между электродами.
Магнитоэлектрические КИП
Это еще один вид наиболее распространенных измерительных устройств. Принцип действия данных приборов основан на взаимодействии магнитного потока магнита и катушки с током. Чаще всего используется оборудование с внешним магнитом и подвижной рамкой. Конструктивно они состоят из трех элементов. Это цилиндрический сердечник, внешний магнит и магнитопровод.
Это цилиндрический сердечник, внешний магнит и магнитопровод.
К плюсам данных КИП можно отнести высокую чувствительность и точность, небольшую мощность потребления и хорошее успокоение.
К минусам представленных устройств относят сложность изготовления, неспособность сохранять свои свойства с течением времени и подверженность влиянию температуры. Поэтому, например, класс точности манометра значительно снижается.
Другие виды КИП
Кроме представленных выше устройств, есть еще несколько основных измерительных приборов, которые наиболее часто используются в повседневной жизни и производстве.
К такому оборудованию относятся:
· Термоэлектрические приборы. Они измеряют силу тока, напряжение и мощность.
· Магнитоэлектрические приборы. Они подходят для измерения напряжения и количества электричества.
· Комбинированные устройства. Здесь для измерения сразу нескольких величин используется всего один механизм. Классы точности средств измерения применяются те же, что и для всех.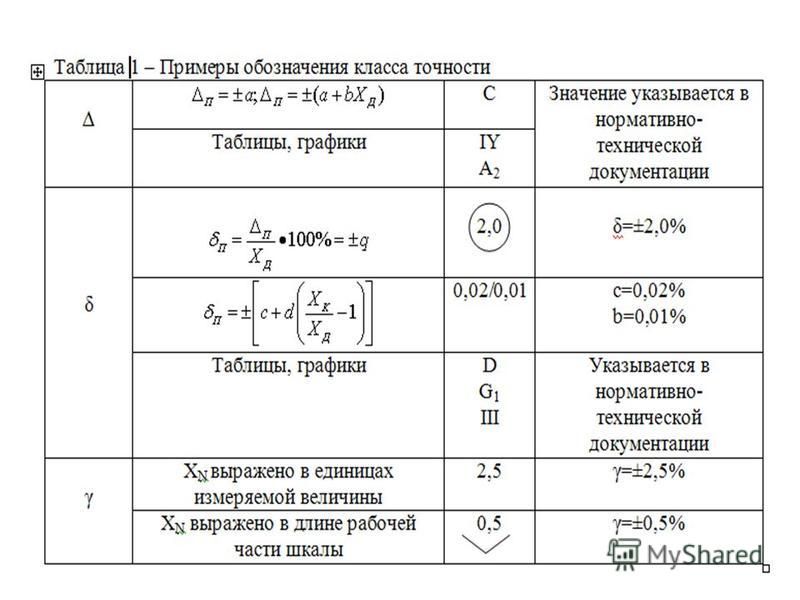 Чаще всего они работают с силой постоянного и переменного тока, индуктивностью и сопротивлением.
Чаще всего они работают с силой постоянного и переменного тока, индуктивностью и сопротивлением.
Класс точности измерительного прибора — ГОРТЕХИНВЕСТ
Класс точности измерительного прибора
Это обобщенная характеристика, определяемая пределами допускаемых основных и дополнительных погрешностей, а также другими свойствами, влияющими на точность, значения которых установлены в стандартах на отдельные виды средств измерений. Класс точности средств измерений характеризует их свойства в отношении точности, но не является непосредственным показателем точности измерений, выполняемых при помощи этих средств.
Для того чтобы заранее оценить погрешность, которую внесет данное средство измерений в результат, пользуются нормированными значениями погрешности. Под ними понимают предельные для данного типа средства измерений погрешности.
Погрешности отдельных измерительных приборов данного типа могут быть различными, иметь отличающиеся друг от друга систематические и случайные составляющие, но в целом погрешность данного измерительного прибора не должна превосходить нормированного значения. Границы основной погрешности и коэффициентов влияния заносят в паспорт каждого измерительного прибора.
Границы основной погрешности и коэффициентов влияния заносят в паспорт каждого измерительного прибора.
Основные способы нормирования допускаемых погрешностей и обозначения классов точности средств измерений установлены ГОСТ.
На шкале измерительного прибора (будь то напоромер, термометр или датчик-сигнализатор)маркируют значение класса точности измерительного прибора в виде числа, указывающего нормированное значение погрешности. Выраженное в процентах, оно может иметь значения 6; 4; 2,5; 1,5; 1,0; 0,5; 0,2; 0,1; 0,05; 0,02; 0,01; 0,005; 0,002; 0,001 и т. д.
Если обозначаемое на шкале значение класса точности обведено кружком, например 1,5, это означает, что погрешность чувствительностиδs=1,5%. Так нормируют погрешности масштабных преобразователей (делителей напряжения, измерительных шунтов, измерительных трансформаторов тока и напряжения и т. п.).
Это означает, что для данного измерительного прибора погрешность чувствительности δs=dx/x — постоянная величина при любом значении х. Граница относительной погрешности δ(х) постоянна и при любом значении х просто равна значению δs, а абсолютная погрешность результата измерений определяется как dx=δsx
Граница относительной погрешности δ(х) постоянна и при любом значении х просто равна значению δs, а абсолютная погрешность результата измерений определяется как dx=δsx
Для таких измерительных приборов всегда указывают границы рабочего диапазона, в которых такая оценка справедлива.
Если на шкале измерительного прибора цифра класса точности не подчеркнута, например 0,5, это означает, что прибор нормируется приведенной погрешностью нуля δо=0,5 %. У таких приборов для любых значений х граница абсолютной погрешности нуля dx=dо=const, а δо=dо/хн.
При равномерной или степенной шкале измерительного прибора и нулевой отметке на краю шкалы или вне ее за хн принимают верхний предел диапазона измерений. Если нулевая отметка находится посредине шкалы, то хн равно протяженности диапазона измерений, например для миллиамперметра со шкалой от -3 до +3 мА, хн= 3 — (-3)=6 А.
Однако будет грубейшей ошибкой полагать, что амперметр класса точности 0,5 обеспечивает во всем диапазоне измерений погрешность результатов измерений ±0,5 %. Значение погрешности δо увеличивается обратно пропорционально х, то есть относительная погрешность δ(х) равна классу точности измерительного прибора лишь на последней отметке шкалы (при х = хк). При х = 0,1хк она в 10 раз больше класса точности. При приближении х к нулю δ(х) стремится к бесконечности, то есть такими приборами делать измерения в начальной части шкалы недопустимо.
Значение погрешности δо увеличивается обратно пропорционально х, то есть относительная погрешность δ(х) равна классу точности измерительного прибора лишь на последней отметке шкалы (при х = хк). При х = 0,1хк она в 10 раз больше класса точности. При приближении х к нулю δ(х) стремится к бесконечности, то есть такими приборами делать измерения в начальной части шкалы недопустимо.
На измерительных приборах с резко неравномерной шкалой (например на омметрах) класс точности указывают в долях от длины шкалы и обозначают как 1,5 с обозначением ниже цифр знака «угол».
Если обозначение класса точности на шкале измерительного прибора дано в виде дроби (например 0,02/0,01), это указывает на то, что приведенная погрешность в конце диапазона измерений δпрк = ±0,02 %, а в нуле диапазона δпрк = -0,01 %. К таким измерительным приборам относятся высокоточные цифровые вольтметры, потенциометры постоянного тока и другие высокоточные приборы. В этом случае
δ(х) = δк + δн (хк/х — 1),
где хк — верхний предел измерений (конечное значение шкалы прибора), х — измеряемое значение.
1.2 Обозначение классов точности средств измерений в документации. Классы точности средств измерений. Нормативные документы по стандартизации. Категории и виды стандартов
Похожие главы из других работ:
Анализ метрологических характеристик. Средства измерений. Датчик Холла
3.1 Проверка гипотезы о равенстве точности измерений
Проверка производится для второй выборки и для её двух разновидностей, заданных через коэффициенты к1 и к2…
Классы точности средств измерений. Нормативные документы по стандартизации. Категории и виды стандартов
1. Классы точности средств измерений
Класс точности — основная метрологическая характеристика прибора, определяющая допустимые значения основных и дополнительных погрешностей, влияющих на точность измерения.
Погрешность может нормироваться, в частности…
Классы точности средств измерений. Нормативные документы по стандартизации. Категории и виды стандартов
1.
 3 Обозначение классов точности на средствах измерений
3 Обозначение классов точности на средствах измерений
Условные обозначения классов точности наносятся на циферблаты, щитки и корпуса средств измерений. При указании классов точности на измерительных приборах с существенно неравномерной шкалой, для информации…
Классы точности средств измерений. Нормативные документы по стандартизации. Категории и виды стандартов
1.4 Расшифровка обозначений классов точности на средствах измерений
Таблица 1.
Обозначение класса точности
Форма выражения погрешности
Пределы допускаемой основной погрешности
Примечание
на средстве измерений
в документации
0,5
Класс точности 0,5
Приведенная
г = ±0…
Контроль качества одежды
2. Классификация средств измерений. Примеры применения средств измерений в производстве одежды
Классификация средств измерений.
Средство измерений — техническое средство, используемое при измерений и имеющее нормированные метрологические характеристики.
Метрологическими называются характеристики…
Метрология и метрологическое обеспечение
4. Погрешности и классы точности средств измерений. Погрешности технических измерений
Наряду с нормированием полного комплекса н.м.х. по ГОСТ 8.009-84 для СИ массового применения практикуется упрощенное нормирование м.х. в виде класса точности по ГОСТ 8.401-80.
Класс точности — обобщенная характеристика типа средств измерений…
Метрология и метрологическое обеспечение
5. Методики выполнения измерений. Выбор средств измерений
Методика выполнения измерений — совокупность операций и правил, выполнение которых обеспечивает получение результатов измерений с установленной погрешностью (неопределенностью). Следует различать МВИ как приведенное выше понятие…
Поверка средств измерений. Разработка методики поверки секундомера электронного У-41М
2) поверка средств измерений;
…
Понятие и классификация средств измерений
1.
 4 Класс точности СИ и его обозначение
4 Класс точности СИ и его обозначение
Установление рядов пределов допускаемых погрешностей позволяет упорядочить требования к средствам измерений по точности. Это упорядочивание осуществляется путем установления классов точности СИ…
Разработка методики измерения содержания альфа-фазы в нержавеющей стали магнитным методом
3. Классификация средств измерений
По техническому назначению:
Ш мера физической величины — средство измерений, предназначенное для воспроизведения и (или) хранения физической величины одного или нескольких заданных размеров…
Разработка методики контроля СДК (калибра-кольца) с применением двухкоординатного измерительного прибора типа ДИП-1
5.2 Порядок выбора метода измерений и средств измерений
Блок-схема порядка выбора метода измерений и СИ приведена ниже на рисунке 3.
Рисунок 3 Блок-схема порядка выбора метода измерений и СИ
Метод измерения…
Разработка проекта частной методики выполнения измерений отклонений формы и взаимного расположения поверхностей сборочной единицы «цилиндр»
2.
 4 Нормы точности измерений
4 Нормы точности измерений
При разработке МВИ одним из основных требований является требование к точности измерений…
Разработка требований к автоматизации процесса испытаний устройства числового программного управления
3 Определение требований к точности измерений и испытаний
При проведении испытаний на воздействие повышенной температуры и влажности рекомендуется использовать камеру тепла и влаги типа КТВ-150…
Разработка электрической схемы и конструкции устройства стерилизации стеклянных банок, основанного на использовании ультрафиолетовых ламп
5.2 Технология применения средств автоматизированного проектирования при разработке конструкторской документации
Технология применения средств автоматизированного проектирования заключается в следующем. В программном пакете SolidWorks разрабатывается корпус будущего изделия, включая размещение модели печатной платы внутри корпуса…
Техническое обслуживание и ремонт электроизмерительных приборов (милливольтметра)
1.
 3 Понятие о погрешностях измерений, классах точности и классификации средств измерений
3 Понятие о погрешностях измерений, классах точности и классификации средств измерений
Погрешность (точность) измерительного прибора характеризуется разностью показаний прибора и истинным значением измеряемой величины…
Что вам нужно знать
Взгляд на развивающееся значение точности измерений и то, как опубликованные стандарты точности могут помочь вам оценить метрологические устройства, но только до определенной степени.
Видеосистема машинного зрения Starrett AV350 с ЧПУ оснащена оптическим зумом 12:1.
Это старая проблема: вы являетесь производителем, заказчику которого нужно, чтобы вы гарантировали, что деталь, на изготовление которой вы заключили контракт, будет соответствовать указанным допускам. Итак, каков наилучший способ убедиться, что деталь соответствует спецификации? Вопрос заключается не только в том, как измерить деталь — сенсорным датчиком КИМ или лазерным сканером? — но и в том, как оценить качество измерения. Чтобы найти наиболее точный способ измерения вашей детали, вам необходимо понимать неопределенность, присущую любой данной системе измерения.
Чтобы найти наиболее точный способ измерения вашей детали, вам необходимо понимать неопределенность, присущую любой данной системе измерения.
К счастью, существуют национальные и международные организации, разрабатывающие стандарты, помогающие систематизировать уровни неопределенности измерений. Американское общество инженеров-механиков (ASME), Нью-Йорк, и Международная организация по стандартизации (ISO), Женева, Швейцария, например, предлагают стандарты для передачи уровней точности для различных метрологических методов.Они являются важным ресурсом, но, как мы увидим, сами по себе они не могут сказать вам, какой метод лучше всего подходит для конкретной задачи.
Итак, что же делать производителю?
Точность и допуск печати
Если вы новичок, сначала убедитесь, что вы понимаете некоторые основные термины. Например, Тим Кукки, менеджер по продукту прецизионных ручных инструментов в компании L.S. Компания Starrett Co., Атол, штат Массачусетс, предупредила, что не следует путать точность с разрешением.
«В промышленных приборах точность — это допуск измерения прибора.Он определяет пределы ошибок, допускаемых при использовании прибора в нормальных условиях эксплуатации. Разрешение — это просто то, насколько точно измерительный прибор настроен на считывание — будь то десятые доли, сотни, тысячи или что-то еще».
Отличие имеет значение. Вы бы доверились линейке из хозяйственного магазина для измерения и резки столбов забора, но не для проверки прецизионных аэрокосмических или медицинских компонентов — и это так, даже если на линейке были метки с разницей в 1 мкм. Его разрешение на самом деле не будет отражать его точность.
Студент манипулирует контроллером КИМ для перемещения контактного датчика в Центре точной метрологии Университета Северной Каролины в Шарлотте.
Допуск печати относится к величине допустимого отклонения размеров детали, как определено в чертежах или спецификациях заказчика. Кукки указал, что допуски печати связаны не с тем, какой метод метрологии используется для их соблюдения, а только с требованиями к детали. Производитель должен найти надежный метод проверки детали на точность.
Производитель должен найти надежный метод проверки детали на точность.
Калибровка погрешности
«Профессионалы в области измерений знают, что в измерениях всегда есть ошибки, — отмечает Джин Ханц, специалист по КИМ, Mitutoyo America Corp., Аврора, Иллинойс. «Поэтому крайне важно определить, что означает «достаточно хорошее» качество измерений».
Это определение, которое инженеры сформулировали по-разному с течением времени, сказал Ханц. Вопрос заключался в том, какой уровень точности необходим для того, чтобы измерениям можно было доверять?
«В 1950 году У.Был выпущен военный стандарт S. MIL-STD-120 Gage Inspection, в котором говорилось, что при измерении деталей допуски точности измерительного оборудования не должны превышать 10 процентов допусков проверяемых деталей», — сказал Ханц. Таким образом, если допуск печати детали составляет, скажем, сантиметр, то система измерения должна быть точной до десятой части или до миллиметра. «Это правило часто называют правилом 10:1 или правилом Гейджмейкера», — добавил он.
Так как же обеспечить точность системы, используемой для измерения этой детали, до необходимой одной десятой допуска печати — в данном случае 1 мм? В соответствии с тем же стандартом вы калибруете его до еще более точного 0.2 мм: MIL-STD-120 утверждает, что точность эталонов, используемых для калибровки самого измерительного оборудования, не должна превышать 20 процентов допусков калибруемого измерительного оборудования, или 5:1, согласно Hancz.
Трехмерный сканер белого света Hexagon RS-SQUARED использует шарнирный семиосевой манипулятор Absolute Arm для позиционирования больших квадратных «плиток» данных трехмерного сканирования. Каждую секунду захватывается до четырех фрагментов данных.
«Оба этих правила с годами трансформировались в то, что часто называют TAR, или коэффициентом точности испытаний, а прошлые требования 10:1 или 5:1 теперь обычно формулируются как требования 4:1, или 25 процентов. терпимости.
«Оценка неопределенности измерений ворвалась в коммерческую практику калибровки в конце 1990-х, — продолжил Ханц. «Поскольку все больше и больше калибровочных лабораторий начали рассчитывать и документировать неопределенность как в областях аккредитации, так и в сертификатах калибровки, практика использования расчетов TAR начала заменяться коэффициентом неопределенности испытаний, TUR».
«Поскольку все больше и больше калибровочных лабораторий начали рассчитывать и документировать неопределенность как в областях аккредитации, так и в сертификатах калибровки, практика использования расчетов TAR начала заменяться коэффициентом неопределенности испытаний, TUR».
Какая разница? «Неопределенность измерения включает в себя все источники отклонений, а не только указанную точность измерительного оборудования», — сказал Ханц.TUR рассчитывается путем деления проверяемого плюс/минус допуска на плюс/минус неопределенность измерения.
Производителям иногда все относительно просто: заказчик дает им не только допуск печати, но и сообщает им, что в соответствии с внутренним или опубликованным стандартом измерительное оборудование должно соответствовать определенной спецификации точности. Задача поставщика состоит в том, чтобы убедиться, что его система измерения соответствует требованиям.
Но в других случаях поставщик практически не получает указаний от заказчика и должен самостоятельно решать, насколько необходима точность.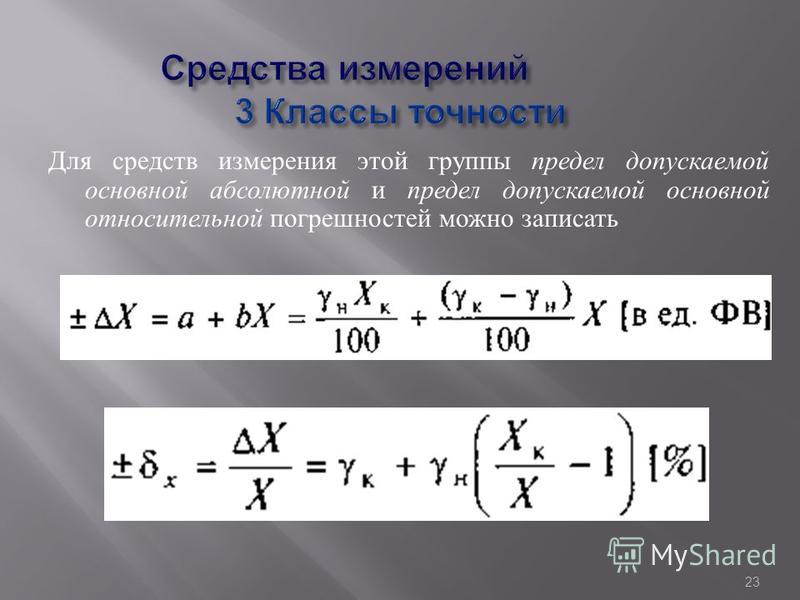 Дэвид Вик, менеджер по управлению продуктами Zeiss Industrial Quality Solutions, Мейпл-Гроув, Миннесота, сказал, что «независимо от того, будет ли это четырехкратное, пятикратное или 10-кратное увеличение, на то, что вы выберете, влияет степень уверенности, которая вам нужна в измерении. ».
Дэвид Вик, менеджер по управлению продуктами Zeiss Industrial Quality Solutions, Мейпл-Гроув, Миннесота, сказал, что «независимо от того, будет ли это четырехкратное, пятикратное или 10-кратное увеличение, на то, что вы выберете, влияет степень уверенности, которая вам нужна в измерении. ».
Например, предположим, что вы измеряете наиболее критический допуск на блоке двигателя автомобиля, и этот допуск определяет производительность двигателя. «В таком случае вам лучше быть уверенным, что вы измеряете настолько хорошо, насколько вы можете себе это позволить», — сказал Вик.
Другими словами, не скупитесь, даже если это означает использование более медленной и дорогой системы измерения, чем вам хотелось бы. Вы не можете позволить себе этого не делать.
С другой стороны, отметил Вик, метрология никогда не бывает универсальным процессом. Вы вполне можете использовать более быстрый и менее затратный метод для деталей с менее критическими допусками.
«Возможно, вам потребуется высокий допуск в турбине реактивного двигателя, чтобы убедиться, что лопасти имеют правильный поворот и поток воздуха, но меньше для панелей из листового металла на крыле самолета, где обычно не имеет значения, если это отклонение на микрон.
Стандартизированные тесты
Как только производитель понимает уровни допуска, которым он должен соответствовать, его задача состоит в том, чтобы найти систему измерения, обеспечивающую необходимую точность. Хорошей новостью является то, что почти каждый уважаемый производитель метрологического оборудования гарантирует, что его оборудование соответствует требованиям к точности, указанным либо ASME в его стандартах B89, либо ISO в его стандартах 10360.
Существуют и другие стандарты измерения, в том числе CMMA, VDI/VDE2617 и JIS, но они не так широко используются, как стандарты ASME и ISO.И из этих двух наиболее широко используется международный стандарт ISO. Фактически, ASME предпринимает шаги, чтобы привести свою стандартную серию B89 в соответствие с серией 10360. Например, в описании стандарта B89.4.10360.2 – 2008 для оценки линейных измерений КИМ отмечается, что «он был создан для гармонизации стандарта B89.4.1 с ISO 10360.2 путем включения в него всего документа 10360. 2».
2».
Как ASME B89, так и ISO 10360 представляют собой серию стандартов для проверки точности и проверки рабочих характеристик различных систем измерения координат.Когда производители КИМ подтверждают, что их системы соответствуют этим стандартам, заказчики могут непосредственно сравнивать точность каждой системы.
Стандарты принимаются при участии экспертов по метрологии в правительстве, академических кругах и промышленности, включая, безусловно, самих производителей оборудования для метрологии. Стандарты постоянно пересматриваются и обновляются по мере изменения технологий и сценариев использования. А по мере появления новых методов измерения создаются новые подкатегории, чтобы соответствовать ожиданиям пользователей, отмечает Вик из Zeiss.
Отображение сканирования на компьютерном томографе Zeiss METROTOM 1500, используемом для проверки литых и литьевых деталей в TCG Unitech в Австрии.
«Мы производим широкий спектр измерительного оборудования, и каждое из них соответствует определенной подкатегории 10360», — сказал он. Так, например, на традиционной КИМ компании измерение длины и диапазон воспроизводимости соответствуют 10360-2:2009; ошибка сканирования соответствует 10360-4:2000; многощуповая форма, размеры и определение местоположения соответствуют 10360-5:2010; и его мультисенсорные КИМ, оптические компараторы и системы структурированного света соответствуют другим подкатегориям.
Так, например, на традиционной КИМ компании измерение длины и диапазон воспроизводимости соответствуют 10360-2:2009; ошибка сканирования соответствует 10360-4:2000; многощуповая форма, размеры и определение местоположения соответствуют 10360-5:2010; и его мультисенсорные КИМ, оптические компараторы и системы структурированного света соответствуют другим подкатегориям.
Охвачено даже относительно недавнее использование компьютерной томографии и рентгеновских технологий для промышленной метрологии, сказал Вик. «Есть всего несколько компаний, которые могут проводить измерения метрологического уровня на машинах компьютерной томографии. Цейсс — один из них. И снова мы используем те же стандарты ISO 10360 для выражения неопределенности результатов, которые вы получаете на КТ-машине».
Стандартные пределы
Стандарты
, такие как ISO 10360, кажутся Розеттским камнем для производителей, стремящихся добавить или улучшить возможности метрологии, поскольку они рассматривают широкий спектр доступного им оборудования. Им просто нужно ограничить свой выбор системами, которые ему соответствуют, и исходя из этого учитывать цену, скорость измерения и так далее — правильно?
Им просто нужно ограничить свой выбор системами, которые ему соответствуют, и исходя из этого учитывать цену, скорость измерения и так далее — правильно?
Не так быстро.
Эдвард Морс — заместитель директора Центра точной метрологии Университета Северной Каролины в Шарлотте (UNCC). Он также является сопредседателем консорциума PrecisionPath и многолетним членом базирующегося в США Общества координатной метрологии. Кроме того, он является председателем Комитета по стандартам ASME (B89) по размерной метрологии.
«Стандарт позволяет производителям оборудования для метрологии стандартно определять свои приборы», — сказал Морс. «Пользователь может выбрать инструмент, соответствующий его потребностям». Таким образом, можно проверить несколько, скажем, однозондовых КИМ и выбрать одну, хотя бы частично, на основании того, насколько хорошо она соответствует стандарту.
«Что становится сложнее, так это когда вы пытаетесь оценить точность различных типов инструментов для выполнения конкретной задачи», — сказал он. Другими словами, стандарты более полезны для сравнения яблок с яблоками, но проблематичны для сравнения яблок с бананами.
Другими словами, стандарты более полезны для сравнения яблок с яблоками, но проблематичны для сравнения яблок с бананами.
«С одной стороны, представьте, что у вас есть КИМ, которая снимает одну точку в секунду — или, если она сканирует, может быть много точек в секунду, — но ничего порядка сотен тысяч точек, которые могла бы получить оптическая система. Как вы честно сравниваете эти инструменты, — риторически спросил Морс.
Starrett HDV300 — это горизонтальный цифровой видеокомпаратор, который сочетает в себе функции горизонтального оптического компаратора с метрологической системой машинного зрения.
Производитель может потратить очень много времени, например, на сбор миллионов точек на поверхности детали с помощью оптической системы, но при этом не иметь возможности измерить глубину внутри некоторых отверстий — тривиальная задача для контактного щупа, он отметил.«И такого рода различия не учитываются стандартами».
Сопутствующая проблема: стандарты ценны тем, как они выражают и устанавливают значение неопределенности измерения, но сами измерения очень узки и специфичны. Данная КИМ должна быть способна измерять заданный мерный блок с определенным уровнем точности, чтобы соответствовать требованиям.
Данная КИМ должна быть способна измерять заданный мерный блок с определенным уровнем точности, чтобы соответствовать требованиям.
«В реальном мире производители делают больше, чем просто измеряют мерные блоки, — сказал Морс. «Классическим примером с оптическими системами является то, что некоторые из них плохо измеряют блестящие детали.Они отлично работают во время тестов, когда они измеряют приятные матовые поверхности, но затем вы начинаете измерять деталь, и система даже не может ее увидеть, потому что отражательная способность слишком велика. И наоборот, тактильные КИМ плохо подходят для мягких или деликатных деталей».
В результате получается, что «соответствие измерительной системы стандарту полезно, но только для того, насколько хорошо она выполняет конкретный тест, описанный в стандарте, будь то 10360 или какой-либо другой тест», — сказал он. «И это может быть не напрямую связано с тем, насколько хорошо он может измерять ваши детали.
Еще одна проблема, о которой следует помнить, — это то, сколько времени потребуется для разработки и выпуска стандарта для новой технологии измерения, — сказал Джоэл Мартин, менеджер по продуктам лазерных трекеров и оптических сканеров Hexagon Manufacturing Intelligence, Северный Кингстаун, Род-Айленд
.
«Например, стандарт ISO для лазерных трекеров, 10360-10, ратифицируется только сейчас — примерно через 30 с лишним лет после внедрения технологии», — сказал он. По словам Мартина, на это ушло так много времени, потому что стандарт должен включать варианты использования отдельных разработчиков технологии.
«Компания Hexagon, обладающая более чем 30-летним опытом разработки и тестирования лазерных трекеров, не была готова поддержать первоначальный проект стандарта ASME B89.4.19-2006, который предшествовал стандарту 10360-10, поскольку он не отражал то, что мы «В наших собственных лабораториях мы определили, на что должен способен лазерный трекер, — сказал он. У других производителей этих систем также были свои взгляды на то, каким должен быть стандарт.
«Чтобы включить в стандарты согласованный набор функций, требуется время, — сказал Мартин.«Вот почему стандарт КИМ так подробен, как сегодня — потребовалось 50 лет, чтобы создать стандарт, чтобы каждый производитель посмотрел на него и сказал: «Да, у нас все хорошо».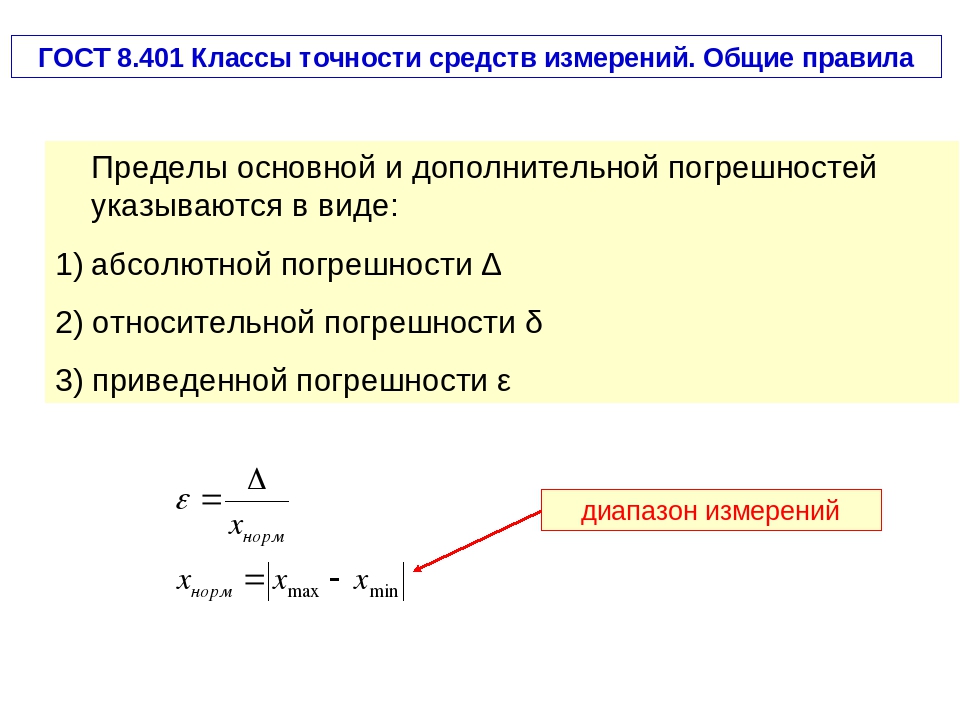
Наконец, такие стандарты, как ISO 10360 и ASME B89, кодифицируют только одно: точность. Они не предназначены для того, чтобы сообщить вам что-либо полезное о данной измерительной системе, кроме этого. Если производителю интересно узнать о скорости, гибкости, отслеживаемости системы, готовности к Индустрии 4.0 или о том, как она способствует минимизации общей стоимости производства, в стандартах ничего не говорится.
Открытая метрология
Все это может показаться немного мрачным для производителя, пытающегося понять этот современный мир метрологии. Однако есть и хорошие новости. Стоит отметить, что в целом метрологические системы никогда не были более мощными и в то же время более простыми для понимания и использования даже для новичков.
Частично это является отражением миграции метрологии из отдельной лаборатории контроля качества в точку производства, по словам Марка Ареналя, генерального менеджера метрологического подразделения Starrett.
«Раньше, когда деталь отрывалась, скажем, от станка, оператор запускал ее в лабораторию контроля качества и говорил: «Мне нужна первая проверка изделия». эту полку и загляните через пару дней — у нас есть резервная копия.» И производственный процесс остановится. Чтобы свести к минимуму продолжительность этого процесса, некоторое контрольное оборудование теперь находится прямо в цехе», — сказал он.
эту полку и загляните через пару дней — у нас есть резервная копия.» И производственный процесс остановится. Чтобы свести к минимуму продолжительность этого процесса, некоторое контрольное оборудование теперь находится прямо в цехе», — сказал он.
Но метрологическое оборудование необходимо оптимизировать для использования в этой среде.Это означает не только сделать его более прочным и пыленепроницаемым, но и сделать его пригодным для использования рабочими, а не только опытными метрологами, работающими полный рабочий день. «В Starrett мы используем термин «измерительная метрология», — сказал он.
«Производителям измерительных приборов необходимо упростить использование наших систем, — сказал он. «Мы создаем программное обеспечение для пользовательского интерфейса, которое можно обнаружить — с ним легко ориентироваться так же, как люди уже используют свои телефоны и планшеты. Он должен быть оснащен сенсорным экраном и значками, а также всплывающими экранами справки.Кто-то, кто не имеет опыта в мире метрологии, должен быть в состоянии быстро научиться делать простые и точные измерения».
Но, как сказал Ареналь, не нужно жертвовать функциональностью ради простоты использования. «У систем по-прежнему есть реальная мощь, поэтому, если пользователю нужно выполнить полностью автоматизированную программу проверки детали, имеющей сотни функций, он тоже может это сделать».
Сотрудничайте с экспертами
Есть и другие хорошие новости. Есть много ресурсов для новичков в метрологии.Они включают, как указал Морс из UNCC, те, которые предлагает Общество координатной метрологии, включая онлайн-видеообучение, программу сертификации, ежегодную конференцию и онлайн-библиотеку технических документов. И, конечно же, во многих местных колледжах, профессиональных училищах и университетах есть программы, в той или иной степени охватывающие метрологию.
Но когда производителям необходимо найти оптимальный метод и систему измерения для конкретной новой задачи — и быстро — им необходимо обратиться к экспертам.Они обнаружат, что известные производители метрологического оборудования помогут им найти наилучшее решение, и это в интересах последних, даже если это решение не означает продажи.
«Мы строим совместные консультационные отношения с нашими клиентами, — сказал Мартин из Hexagon. «Мы спрашиваем: «Как выглядит виджет, который вы делаете? Каковы ваши производственные процессы? Какова ваша потребность в пропускной способности?» Работая с ними, мы находим оптимальные решения для контроля».
Разработчики метрологического оборудования, предлагающие широкий спектр методов измерения и решений, имеют меньше мотивации подтолкнуть потенциального клиента к методу, который не является идеальным, только потому, что он есть в наличии.Но Мартин считает, что авторитетные производители метрологического оборудования, которые фокусируются даже на одном методе, все равно будут делать то, что нужно любознательному потенциальному покупателю. По его словам, ни в чьих долгосрочных интересах не будет продаваться не та система покупателю.
«В нашем мире, если кто-то измерит эквивалент молотка, а вы покажете ему винт, он объяснит, что «хотя мы могли бы продать вам что-то, чем можно забить винт в доску, вам действительно нужна отвертка». . Иди поговори с этими другими парнями», — заявил Мартин.
. Иди поговори с этими другими парнями», — заявил Мартин.
Измерительные приборы (метрология)
1.4.
Измерительные приборы — это измерительные устройства, которые преобразуют измеренную величину или связанную с ней величину в показание или информацию.
Измерительные приборы могут либо указывать непосредственно значение измеряемой величины, либо
указывать только ее равенство известной мере той же величины (например, весы на равных руках или гальванометр с нулевым детектированием
). Они также могут указывать значение небольшой разницы между измеряемой величиной
и мерой, имеющей очень близкое к ней значение (компаратор).
Измерительные приборы обычно используют последовательность измерений, в которой измеренная
величина преобразуется в величину, воспринимаемую наблюдателем (длина, угол, звук, световой
контраст).
Измерительные инструменты могут использоваться в сочетании с отдельными мерами для материалов (например, весы
, использующие стандартные массы для сравнения неизвестной массы), или они могут содержать внутренние детали для воспроизведения единицы
(такие как градуированные линейки, прецизионная резьба и т. д.)
д.)
1.4.1.
Диапазон измерения.
Это диапазон значений измеряемой величины, для которого погрешность
, полученная при однократном измерении при нормальных условиях использования, не превышает максимально допустимую погрешность
.
Диапазон измерения ограничен максимальной и минимальной производительностью.
Максимальная производительность является верхним пределом диапазона измерения и определяется соображениями конструкции
или требованиями безопасности, или и тем, и другим.
Минимальная производительность — это нижний предел диапазона измерений.Обычно это продиктовано требованиями к точности
. При малых значениях измеряемой величины вблизи нуля относительная ошибка
может быть значительной, даже если абсолютная ошибка невелика.
Диапазон измерения может совпадать или не совпадать с диапазоном показаний шкалы.
1.4.2.
Чувствительность
.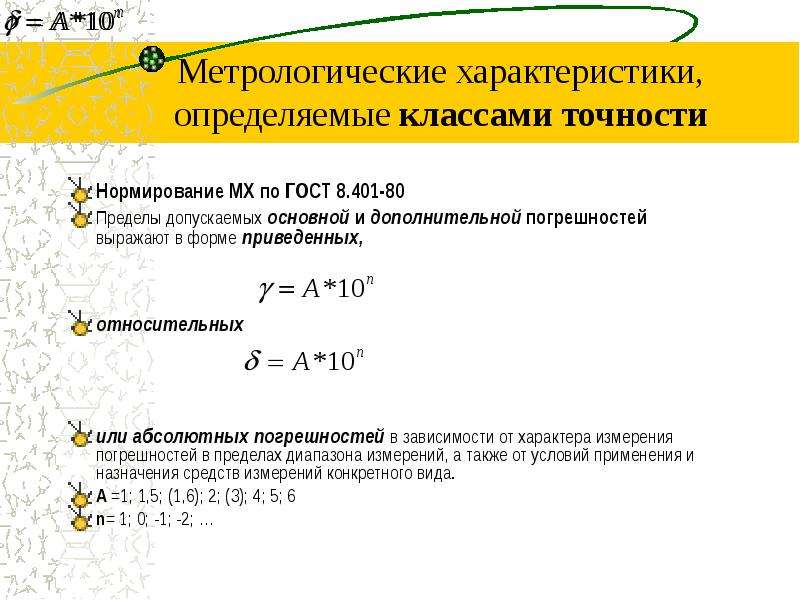 Это частное увеличения наблюдаемой переменной (обозначенной стрелкой
Это частное увеличения наблюдаемой переменной (обозначенной стрелкой
и шкалой) и соответствующего увеличения измеряемой величины.
Он также равен длине любого деления шкалы, деленному на значение этого деления
, выраженное через измеряемую величину.
Чувствительность может быть постоянной или переменной по шкале. В первом случае мы получаем линейную передачу
, а во втором — нелинейную передачу.
1.4.3.
Интервал шкалы.
Это разница между двумя последовательными отметками шкалы в единицах
измеряемой величины.(В случае числовой индикации это разница между двумя последовательными числами
).
Интервал шкалы является важным параметром, определяющим способность прибора
давать точную индикацию значения измеряемой величины.
Шаг шкалы или длина интервала шкалы должны быть удобными для оценки
дробей.
1.4.4.
Дискриминация.
Способность измерительного прибора реагировать на небольшие изменения
измеряемой величины.
1.4.5.
Гистерезис.
Это разница между показаниями измерительного прибора
, когда одно и то же значение измеряемой величины достигается путем увеличения или уменьшения этой величины
.
Явление гистерезиса обусловлено наличием сухого трения, а также свойствами
упругих элементов. Это приводит к тому, что кривые нагрузки и разгрузки прибора расходятся на 90–125 на разницу, называемую ошибкой гистерезиса.Это также приводит к тому, что указатель не возвращается полностью к
нулю при удалении нагрузки.
Гистерезис особенно заметен в приборах с упругими элементами. Явление
гистерезиса в материалах обусловлено главным образом наличием внутренних напряжений. Его можно значительно уменьшить путем надлежащей термической обработки.
1.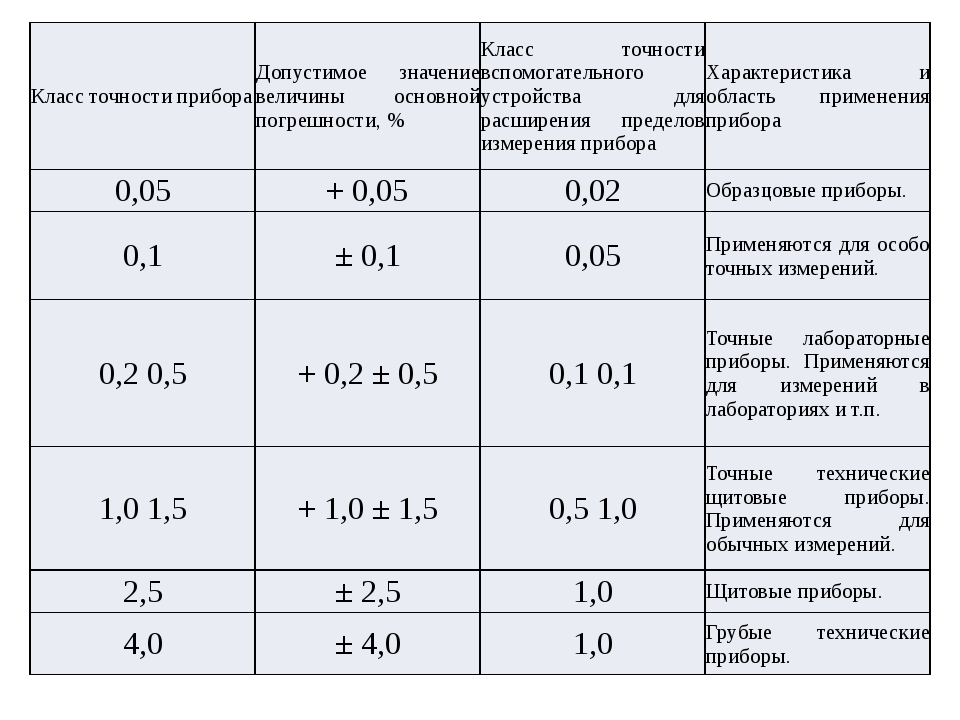 4.6.
4.6.
Время отклика.
Это время, которое проходит после внезапного изменения
измеряемой величины до тех пор, пока прибор не даст показания, отличающиеся от истинного значения на величину,
меньшую заданной допустимой погрешности.
Кривая, показывающая изменение показаний прибора из-за резкого изменения
измеряемой величины, может принимать различные формы
в зависимости от соотношения между емкостями
, которые должны быть заполнены, инерционными элементами и
демпфирующими элементами.
Когда элементы инерции достаточно малы
, чтобы ими можно было пренебречь, мы получаем реакцию первого порядка
, которая обусловлена заполнением емкостей в системе
через конечные каналы. Кривая изменения показаний
во времени в этом случае является экспоненциальной кривой
.(См. рис. 1.1)
Если силами инерции нельзя пренебречь, мы получаем реакцию второго порядка. Имеются три
Имеются три
возможности отклика (см. рис. 1.2.) в соответствии с соотношением сил демпфирования и инерции, как
следующим образом:
Рис. 1.1. Отклик прибора первого порядка.
— система с избыточным демпфированием —
, где окончательная индикация
приближается к
экспоненциально с одной стороны
.
— недодемпфированная система
— где указатель
приближается к положению
, соответствующему конечному отсчету
, проходит его и
совершает ряд колебаний вокруг него
до остановки.
Рис. 1.2. Отклик прибора второго порядка.
— система с критическим демпфированием, в которой движение указателя апериодическое, но более быстрое, чем в случае
системы с избыточным демпфированием.
Во всех этих случаях время отклика определяется пересечением одной (или двух) линий
, окружающих конечную линию индикации на расстоянии, равном допустимому значению динамической погрешности
, с кривой отклика прибора.
1.4.7.
Повторяемость.
Способность измерительного прибора давать одно и то же значение
каждый раз при повторении измерения данной величины.
Любой процесс измерения, осуществляемый с использованием данного прибора и метода измерения
, подвержен большому количеству источников вариаций, таких как изменения окружающей среды, изменчивость
действий оператора и параметров прибора. Повторяемость характеризуется разбросом показаний
при многократном измерении одной и той же величины.Дисперсия
описывается двумя предельными значениями или стандартным отклонением.
Должны быть указаны условия, при которых проверяется повторяемость.
1.4.8.
Смещение.
Характеристика меры или измерительного прибора — давать показания
значения измеренной величины, среднее значение которой отличается от истинного значения этой величины.
Ошибка смещения возникает из-за алгебраического суммирования всех систематических ошибок, влияющих на показания
прибора.Источниками погрешности являются рассогласование прибора, постоянная установка,
нелинейные погрешности, погрешности материальных измерений и т.п.
1.4.9.
Неточность.
Суммарная погрешность измерения или измерительного прибора при определенных
условиях использования, включая погрешности смещения и повторяемости.
Неточность определяется двумя предельными значениями, полученными путем добавления и вычитания из ошибки смещения
предельного значения ошибки повторяемости.
Если известные систематические ошибки исправлены, оставшаяся неточность обусловлена случайными
ошибками и остаточными систематическими ошибками, которые также имеют случайный характер.
Эта неточность называется «неопределенностью измерения».
1. 4.10.
4.10.
Класс точности.
Средства измерений классифицируются по классам точности
в соответствии с их метрологическими свойствами. На практике используются два метода классификации приборов
по классам точности.
1. Класс точности может быть выражен просто порядковым номером класса, который дает представление о
, но не указывает непосредственно на точность (например, калибры класса точности, 0,1, 2 и т. д.).
2. Класс точности выражается числом, указывающим максимально допустимую погрешность
в процентах от максимального показания прибора (например, прибор класса точности 0,2
и максимальной емкости 0—100 будет иметь максимально допустимую погрешность ± 0.2 в любой точке
шкалы прибора.
1.4.11.
Точность и аккуратность.
Оба эти термина связаны с измерительными
, которые используют точные весы в соответствии со стандартными весами. В этом случае важна точность шкалы
В этом случае важна точность шкалы
, и она должна быть изготовлена так, чтобы ее единицы соответствовали набору стандартных единиц
.
Различие между точностью и точностью станет ясным из следующего примера
(показанного на рис.1.3), в котором на компоненте выполняются несколько измерений с помощью различных типов приборов
и результаты наносятся на график.
Из рис. 1.3, будет очевидно, что точность связана с процессом или набором
измерений, а не с одним измерением. В любом наборе измерений отдельные измерения
разбросаны по среднему значению, а точность говорит нам о том, насколько хорошо согласуются друг с другом различные измерения
, выполненные одним и тем же прибором на одном и том же компоненте.Следует понимать, что плохая воспроизводимость является верным признаком плохой точности. Хорошая воспроизводимость прибора
является необходимым, но не достаточным условием хорошей точности. Точность можно найти, взяв среднеквадратичное значение повторяемости и систематической ошибки
, т. е.
е.
Ошибка — это разница между средним значением набора показаний для одного и того же компонента и истинным значением
. Чем меньше погрешность, тем точнее прибор. Поскольку истинное значение никогда не известно, возникает неопределенность
, и величина ошибки должна оцениваться другими способами.Оценка
неопределенности процесса измерения может быть сделана с учетом систематических и постоянных ошибок
и других вкладов в неопределенность из-за разброса результатов относительно среднего значения.
Поэтому везде, где требуется высокая точность при изготовлении сопрягаемых компонентов, они
изготавливаются на одном заводе, где измерения проводятся по одним и тем же стандартам, а внутренняя точность измерений
позволяет достичь желаемых результатов. Если они должны быть изготовлены на разных заводах
и впоследствии собраны на другом, важна точность измерения двух заводов с истинным стандартным значением
.
1.4. 12.
12.
Точность.
При механическом контроле точность измерения является
наиболее важным аспектом. Точность прибора – это его способность давать правильные результаты. Поэтому
лучше понять различные факторы, влияющие на него и на которые он влияет. Точность
измерения в некоторой степени зависит также от слуха, или осязания, или
зрения, т.е.г., в некоторых инструментах пропорции подразделений должны оцениваться по
зрению; конечно, в некоторых случаях можно использовать нониус для того, чтобы заменить «оценку пропорции» «признанием совпадения». В некоторых приборах
точность показаний зависит от распознавания порогового эффекта, т. е. от того,
указатель «просто движется или просто не движется».
Одно можно сказать наверняка, что нет ничего лучше абсолютной или совершенной точности, и нет
прибора, способного сказать нам, получили мы его или нет.Такие фразы, как «абсолютно точно»
или «абсолютно точно», становятся бессмысленными и имеют лишь относительную ценность.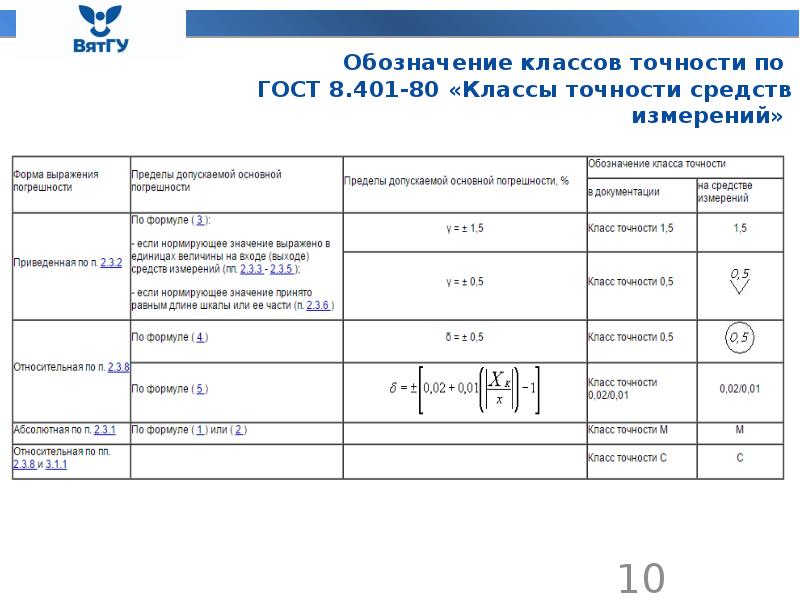 Другими словами, никакое измерение не может быть абсолютно правильным; и всегда есть некоторая погрешность, величина которой зависит от точности и конструкции используемого измерительного оборудования и умения оператора, использующего его,
Другими словами, никакое измерение не может быть абсолютно правильным; и всегда есть некоторая погрешность, величина которой зависит от точности и конструкции используемого измерительного оборудования и умения оператора, использующего его,
и от метода, принятого для измерения. В некоторых приборах точность зависит от распознавания порогового эффекта. В некоторых инструментах пропорции подразделений должны быть оценены в
раз.В таких случаях за точность отвечает мастерство оператора, Parallax также очень распространен
и о нем можно позаботиться, установив зеркало под указкой. Как способ измерения
повлияет на точность, будет реализовано при измерении углов с помощью синусоидальной линейки, т. е. могут возникать большие ошибки
, когда синусоидальная линейка предназначена для измерения больших углов. Приборы и методы должны быть спроектированы так, чтобы погрешности в окончательных результатах были малы по сравнению с погрешностями в реальных измерениях.Оборудование, выбранное для конкретного измерения, должно иметь некоторое отношение к желаемой точности результата, и, как правило, следует использовать прибор, который может считывать показания с точностью до следующего десятичного знака после того, как это требуется для измерения, т. е. если требуется измерение с точностью до 0,01 мм, то для этой цели следует использовать прибор с точностью до 0,001 мм.
е. если требуется измерение с точностью до 0,01 мм, то для этой цели следует использовать прибор с точностью до 0,001 мм.
Когда предпринимаются попытки добиться более высокой точности измерительных приборов, они
становятся все более чувствительными.Но прибор не может быть точнее, чем это допускает степень
чувствительности, причем чувствительность определяется как отношение изменения показания прибора к
изменению измеряемой величины. Можно понять, что степень чувствительности прибора
не обязательно одинакова во всем диапазоне его показаний. Другим важным соображением для достижения более высокой точности является то, что показания, полученные для данной величины, должны быть все время одинаковыми, т.е.е. другими словами, показания должны быть последовательными. Высокочувствительный прибор
не обязательно стабилен в своих показаниях, и, очевидно, непостоянный прибор
не может быть точен в большей степени, чем его непостоянство. Следует также помнить, что диапазон измерения обычно уменьшается по мере увеличения увеличения, а прибор может в большей степени подвергаться влиянию колебаний температуры и в большей степени зависеть от навыков использования.
Таким образом, верно будет сказать, что высокоточный прибор обладает и большей чувствительностью
, и постоянством.Но в то же время прибор, который является чувствительным и последовательным, не обязательно должен быть точным, поскольку эталон, по которому откалибрована его шкала, может быть неправильным. (Это, конечно, предполагает, что всегда существует инструмент, точность которого выше, чем у того, о котором мы говорим). В таком приборе погрешности будут постоянными при любом заданном отсчете
и, следовательно, его вполне можно будет откалибровать.
Совершенно очевидно, что более высокая точность может быть достигнута за счет включения в прибор увеличительных устройств
, а эти увеличительные устройства несут в себе свои собственные неточности,
е.например, в оптической системе система линз может различным образом искажать луч, и успех системы зависит от точности, с которой система линз может создавать увеличенные
изображения и т. д. В механическую систему вносятся ошибки. из-за изгиба рычагов, люфта в шкворнях
из-за изгиба рычагов, люфта в шкворнях
, инерции подвижных частей, погрешностей резьбы винтов и т. д. Вероятно, неправильная геометрическая конструкция
также может привести к ошибкам. Принимая много мер предосторожности, мы можем сделать эти ошибки чрезвычайно малыми, но чем меньше мы пытаемся их сделать, тем больше усложняется наша задача, а с этим усложнением тем больше число возможных источников ошибок, которые могут быть обнаружены. мы должны заботиться_о.Таким образом, чем выше точность, тем большее количество источников
ошибок необходимо исследовать и контролировать. Что касается инструментальных погрешностей, то их можно свести к минимуму в
раз. Постоянные или известные источники ошибок могут быть определены с помощью приборов
высшего качества, и прибор может быть соответствующим образом откалиброван. Переменные или неизвестные источники ошибок приводят к тому, что истинное значение находится в пределах положительного или отрицательного отклонения от наблюдаемого значения
и не может быть привязано более тесно, чем это. Однако точный измерительный прибор
Однако точный измерительный прибор
должен отвечать следующим требованиям:
(i) Он должен обладать необходимой и постоянной точностью.
(ii) Насколько это возможно, ошибки должны устраняться путем регулировки, содержащейся в
в самом приборе.
(iii) Должен быть известен каждый важный источник неточности.
(iv) Если ошибку нельзя устранить, ее следует сделать как можно меньше.
(v) Если ошибка не может быть устранена, она должна быть способна измеряться самим прибором, и прибор должен быть соответствующим образом откалиброван.
(vi) Насколько это возможно, должен соблюдаться принцип подобия, т. е. измеряемая величина должна быть аналогична той, которая используется для калибровки прибора. Кроме того, операции измерения
, выполняемые на эталоне и неизвестном, должны быть как можно более идентичными и
при одинаковых физических условиях (температура окружающей среды и т. д. и с использованием одних и тех же процедур
д. и с использованием одних и тех же процедур
во всех отношениях как в случаях калибровки, так и измерения). .
В некоторых приборах точность выражается в процентах от полного отклонения шкалы, т.е.е.
процентов от максимального показания прибора. Таким образом, при более низких значениях диапазона точность может быть очень низкой. Диапазон таких приборов следует выбирать правильно, чтобы измеренное значение
составляло примерно 70-90% от полного диапазона.
Точность измерения необходима на всех этапах разработки продукта, от исследований до разработки и проектирования
, производства, тестирования и оценки, обеспечения качества, стандартизации, оперативного контроля
, оценки эксплуатационных характеристик, оценки надежности и т. д.
Последнее слово в связи с точностью состоит в том, что точность, к которой мы стремимся, то есть к
, скажем, усилиям, которые мы предпринимаем, чтобы избежать ошибок в производстве и при измерении этих ошибок во время
контроля, должна зависеть от самой работы и от ее характера. того, что требуется, т. е. мы должны
того, что требуется, т. е. мы должны
убедиться, хотим ли мы такой большой точности и что затраты на ее достижение будут
компенсированы целью, для которой это желательно.
1.4.13.
Точность и стоимость
. Основной целью метрологии должно быть обеспечение требуемой точности
при наиболее экономичных затратах. Точность измерительной системы включает элементы
, такие как:
(a) Калибровочные эталоны,
(b) Измеряемая деталь,
(c) Измерительные инструменты
(d) Лицо или инспектор, выполняющий измерения и
(c) Влияние окружающей среды.
Приведенное выше расположение и анализ пяти основных метрологических элементов можно объединить
в аббревиатуру SWIPE для удобства справки:
S = Стандарт, W = Деталь, / = Инструмент, P = Человек и E = Окружающая среда.
Более высокая точность может быть достигнута только в том случае, если будут проанализированы все источники ошибок из-за указанных выше пяти элементов
в измерительной системе и предприняты шаги для их устранения. Здесь сделана попытка обобщить различные факторы, влияющие на эти пять элементов.
1. Standard.lt может зависеть от влияния окружающей среды (тепловое расширение), стабильности во времени, упругих свойств, геометрической совместимости и места использования.
2. Заготовка сама по себе может подвергаться влиянию окружающей среды, чистоты, состояния поверхности,
упругих свойств, геометрической правильности, расположения ее поддержки, обеспечения определяющей базы и т. д.
3. На прибор могут влиять гистерезис, люфт, трение, ошибка дрейфа нуля, деформация
при обращении или использовании тяжелых заготовок, неадекватное усиление, ошибки в устройстве усиления,
ошибки калибровки, стандартные ошибки, правильность геометрического соотношения заготовка и стандарт
, надлежащее функционирование контроля контактного давления, эффективная работа механических частей (ползунов, направляющих или движущихся элементов
), адекватность воспроизводимости и т. д.
д.
4. Личных ошибок может быть много, и в основном из-за неправильного обучения использованию и обращению,
навыков, чувства точности и оценки точности, правильного выбора инструмента, отношения к
и осознания личных достижений в точности и т. д.
5. Окружающая среда оказывает большое влияние. На это может повлиять температура; термические
эффекты расширения из-за теплового излучения света, нагрева компонентов солнечным светом и людьми,
выравнивание температуры работы, прибора и эталона; окружение; вибрации; освещение;
градиенты давления (влияют на оптические измерительные системы) и т.д.
Проектирование измерительных систем включает
надлежащий анализ отношения стоимости к точности, и общие
характеристики стоимости и точности выглядят так, как показано
на рис. 1.4.
Из графика видно, что стоимость растет экспоненциально
с точностью. Если измеренная величина относится к допуску (т. е. к допустимому отклонению измеряемой величины
е. к допустимому отклонению измеряемой величины
), целевая точность должна составлять 10%
или немного меньше допуска. В некоторых случаях из-за технологических ограничений
точность может составлять 20% от допуска
; потому что требование слишком высокой точности может привести к тому, что
сделает измерение ненадежным.На практике желаемое отношение точности к допуску определяется с учетом таких факторов, как стоимость измерения по сравнению с качеством и критерий надежности продукта
.
1.4.14.
Увеличение.
Человеческие ограничения или неспособность читать показания инструментов
ограничивают чувствительность приборов. Увеличение (или усиление) сигнала измерительного прибора
может сделать его более читаемым.Увеличение возможно на механическом, пневматическом, оптическом, электрическом принципах или их комбинации.
Механическое увеличение — самый простой и экономичный метод.
Различные методы механического увеличения основаны на принципах рычага, клина, зубчатой передачи
и т. д.
В случае увеличения методом клина увеличение равно тангенсу 8, где 6 — угол клина
.
Метод механического увеличения обычно объединяется с другими методами увеличения
, чтобы объединить их достоинства.
Оптическое увеличение основано на принципе отражения при наклоне зеркала или на технике проецирования
. В случае отражения зеркалом угловое увеличение равно 2, поскольку
отраженный луч наклонен на удвоенный угол наклона зеркала. При двухзеркальной системе достигается четырехкратное увеличение 90×125.
В случае оптического рычажного увеличения различные характеристики испытуемого образца устанавливаются на экране проектора с использованием опорных линий в качестве точки отсчета.В таких системах возможны очень большие увеличения.
Метод пневматического увеличения идеально подходит для внутренних измерений. Он предлагает лучшую надежность и стабильность
. Возможны очень большие увеличения (до 30 000:1). Методы электрического увеличения
Возможны очень большие увеличения (до 30 000:1). Методы электрического увеличения
имеют преимущества лучшего контроля над величиной увеличения
, быстрого отклика, большого диапазона линейности и т. д. Электрическое увеличение основано на измерении
изменений индуктивности или емкости, которые измеряются с помощью моста Уитстона.
Электронный метод увеличения более надежен и точен. Электронные методы идеально подходят для обработки сигналов, т.е. усиление, фильтрация, проверка сигнала, определение верхних и нижних пределов
, автокалибровка, телеметрия дистанционного управления и т. д.
1.4.15.
Повторяемость.
Повторяемость является наиболее важным параметром любой измерительной системы
, поскольку это характеристика измерительной системы, благодаря которой повторные испытания идентичных входных данных
измеренного значения производят один и тот же указанный выходной сигнал системы.
Он определяется как способность измерительной системы воспроизводить выходные показания, когда
одно и то же значение измеряемой величины применяется к ней последовательно, в одних и тех же условиях и в одном и том же направлении. Это может быть выражено либо как максимальная разница между выходными показаниями, либо как
«в пределах … процентов от полной шкалы выходного сигнала».
Повторяемость является единственной характеристической ошибкой, которая не может быть откалибрована вне измерительной системы
. Таким образом, воспроизводимость становится ограничивающим фактором в процессе калибровки, тем самым ограничивая общую точность измерения.По сути, воспроизводимость представляет собой минимальную неопределенность при сравнении
между измеряемой величиной и эталоном.
1.4.16.
Неопределенность.
Это диапазон относительно измеренного значения, в котором, вероятно, находится истинное значение
измеренной величины при установленном уровне достоверности. Его можно рассчитать, когда известно
Его можно рассчитать, когда известно
стандартное отклонение торговли или населения, или его можно оценить из стандартного
отклонения, рассчитанного на основе конечного числа наблюдений, имеющих нормальное распределение.
1.4.17.
Уровни достоверности.
Это мера степени надежности, с которой могут быть выражены результаты
измерения. Таким образом, если u представляет собой неопределенность измеренной величины x на уровне достоверности 98%
, то вероятность того, что истинное значение находится между x + u и x – u, составляет 98%. Таким образом, если
измеряет эту величину большое количество раз, то 98% значений будут лежать между x + u
и x – u.
1.4.18.
Калибровка.
Калибровка любой измерительной системы очень важна для получения
значимых результатов. В случае, когда сенсорная система и измерительная система различны, необходимо откалибровать систему как единое целое, чтобы учесть ошибку
, производящую свойства каждого компонента. Калибровка обычно выполняется путем настройки
Калибровка обычно выполняется путем настройки
таким образом, чтобы считывающее устройство выдавало нулевой выходной сигнал для нулевого входного значения измеряемой величины, и аналогичным образом оно должно отображать выходной сигнал
, эквивалентный известному входному значению измеряемой величины, близкому к входному значению полной шкалы.
Важно, чтобы любая калибровка измерительной системы выполнялась при окружающих
условиях, которые максимально приближены к тем условиям, при которых должны выполняться
фактические измерения.
Также важно, чтобы эталонный измеренный входной сигнал был известен с гораздо большей степенью точности
— обычно эталон калибровки для системы должен быть по крайней мере на один порядок величины
точнее, чем точность требуемой измерительной системы, т.е.е. Коэффициент точности
10:1.
1.4.19.
Калибровка по сравнению с сертификацией
. Калибровка — это процесс проверки размеров.
Калибровка — это процесс проверки размеров.
и допуски калибра, или точность измерительного прибора путем сравнения его с аналогичным прибором/манометром
, который был сертифицирован как эталон известной точности. Калибровка выполняется с помощью
обнаружения и корректировки любых несоответствий в точности прибора, чтобы привести ее в допустимые пределы
.Калибровка выполняется в течение определенного периода времени в зависимости от использования прибора и материалов
его частей. Размеры и допуски прибора/манометра проверяются на соответствие
, чтобы определить, отклонились ли они от ранее принятого сертифицированного состояния. Если вылет
в пределах нормы, вносятся исправления. Если износ доходит до такой степени, что требования
больше не могут быть выполнены, то инструмент/измерительный прибор может быть понижен и использован для грубой проверки, или он может быть переработан и повторно сертифицирован, или утилизирован.Если манометр используется часто, ему потребуется больше обслуживания и более частая калибровка. Сертификация
Сертификация
проводится перед использованием инструмента/манометра, а затем для повторной проверки того, был ли он
переработан, чтобы он снова соответствовал требованиям. Сертификация проводится путем сравнения с эталонным стандартом
, калибровка которого прослеживается до принятого национального стандарта. Кроме того, такие эталоны
должны быть сертифицированы и откалиброваны как эталоны не более чем за шесть месяцев
до их использования.
1.4.20.
Чувствительность и читаемость.
Термины «чувствительность» и «читаемость» часто
путают с точностью и воспроизводимостью. Чувствительность и удобочитаемость в первую очередь связаны с оборудованием
, тогда как точность и достоверность связаны с процессом измерения. Нет необходимости в том, чтобы наиболее чувствительное или наиболее читаемое оборудование
давало наиболее точные или наиболее точные результаты.
Чувствительность относится к способности измерительного устройства обнаруживать небольшие различия в измеряемой величине. Может случиться так, что прибор с высокой чувствительностью может привести к дрейфу из-за тепловых эффектов
Может случиться так, что прибор с высокой чувствительностью может привести к дрейфу из-за тепловых эффектов
или других эффектов, так что его показания могут быть менее воспроизводимыми или менее точными, чем показания прибора
с более низкой чувствительностью.
Читаемость относится к восприимчивости измерительного устройства к преобразованию его показаний
в значимое число. Микрометр можно сделать более читаемым, используя нониусы
. Очень мелкие линии могут сделать шкалу более читаемой при использовании микроскопа, но для невооруженного глаза читаемость плохая.
1.4.21.
Неопределенность измерения.
Всякий раз, когда значение физической величины определяется в процессе измерения,
процессу измерения присущи некоторые ошибки, и это только наилучшее оценочное значение физической величины, полученное из заданных экспериментальных
данных. Таким образом, количественная оценка измеряемой величины с помощью любого процесса измерения имеет смысл
только в том случае, если значение величины, измеренной с помощью надлежащей единицы измерения,
сопровождается общей неопределенностью измерения. Он имеет две составляющие, возникающие из-за случайных ошибок и
Он имеет две составляющие, возникающие из-за случайных ошибок и
систематических ошибок. Неопределенность в измерении может быть определена как та часть выражения
результата измерения, которая устанавливает диапазон значений, в пределах которого оценивается истинное значение или, если применимо, условное истинное значение. В случаях, когда имеется адекватная
информация, основанная на статистическом распределении, оценка может быть связана с заданной
вероятностью. В других случаях может быть дана альтернативная форма числового выражения степени достоверности
, которая должна быть приложена к оценке.
1.4.22.
Случайная неопределенность и систематическая неопределенность.
Случайная неопределенность
часть неопределенности в присвоении значения измеряемой величины, которая возникает из-за случайных ошибок.
Значение случайной неопределенности получается путем умножения показателя случайных ошибок
, который обычно представляет собой стандартное отклонение, на определенный коэффициент t. Коэффициент t зависит от размера выборки
Коэффициент t зависит от размера выборки
и уровня достоверности.Систематическая неопределенность — это та часть неопределенности, которая обусловлена систематическими ошибками и не может быть определена экспериментально, если только оборудование и условия окружающей среды не будут изменены. Его получают подходящей комбинацией всех систематических ошибок
, возникающих из-за различных компонентов измерительной системы.
Необходимо понимать разницу между систематической неопределенностью и коррекцией.
Сертификат калибровки прибора дает соответствие между его показаниями
и величиной, которую он, скорее всего, будет измерять.Разница между ними заключается в поправке, которую
следует применять неизменно. Тем не менее, будет элемент сомнения в значении поправки
, заявленной таким образом. Это сомнение количественно выражается как точность или общая неопределенность при присвоении
значения указанной поправки и будет являться одним из компонентов систематической неопределенности этого прибора.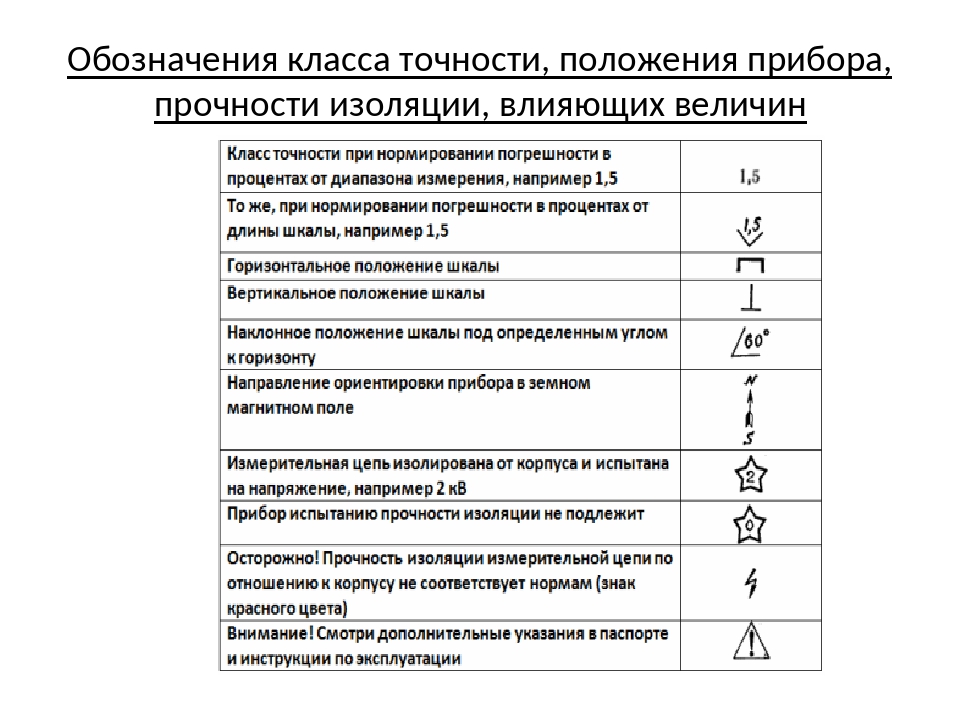 Например, в случае метрового стержня расстояние между нулем и 1000 мм градуировкой
Например, в случае метрового стержня расстояние между нулем и 1000 мм градуировкой
может быть указано как 1000.025 ± 0,005 мм. Тогда 0,025 мм — поправка, а 0,005·
мм — составляющая систематической погрешности измерительной линейки.
1.4.23.
Прослеживаемость.
Это концепция установления действительной калибровки измерительного прибора
или эталона путем пошагового сравнения с лучшими стандартами вплоть до принятого или установленного стандарта
. В общем, концепция прослеживаемости подразумевает возможную ссылку на
соответствующий национальный или международный стандарт.
1.4.24.
Фидуциальное значение.
Заданное значение величины, на которое делается ссылка, например,
, чтобы определить значение ошибки как долю от этого заданного значения.
(PDF) Класс точности средств измерений как мера неопределенности типа B
Мониторинг автоматизации измерений, февраль 2015 г. , том. 61, нет. 02
, том. 61, нет. 02
31
испытательный стенд с высокоточной ванной (Fluke 7340) и
1590 г.).Испытанные датчики температуры
и
помещали в масляную ванну. Температуру
устанавливали в ванне, а заданную температуру
считывали, используя показания термометра с разрешением, равным 0,001°C.
Реальное значение температуры, показанное тестируемым датчиком, было
записано программным обеспечением, установленным на компьютере.
Идентификация средней реальной характеристики была произведена для
датчиков в условиях гистерезиса.Измерения были
повторены k=3 раза. В качестве идеальной характеристики принята прямая (1)
. Результаты, полученные для двух датчиков,
сведены в Таблицу 4.
Табл. 4. Результаты расчетов датчиков точности класса
датчик U
A
(P) U
B1
(P) = U
B1
U
B2
(P) = U
B2
U
p
x
wm
°C °C °C °C °C
1 4. 0 · 10
0 · 10
-3
2,9 · 10
-4
2,9 · 10
-3
0.010 45.107
2 3.3 · 10
2 3.3
2,9 · 10
-4
5,9 · 10
-2
0.118 45.107
0.118 45.107
датчик P
M
U
A
U
M
Y
M
° C ° C ° C ° C —
1 0,109 9,3·10
-3
0,019 29.994 0,1
2 0,110 7.3 · 10
-3
0.119 29.994 0,6
Для них обоими из них тип неопределенности U
A
(P) был получен за
1980 градусов свободы. Неопределенность типа А, u
A
, составила
для 20 степеней свободы. При расчете стандартной неопределенности типа B
предполагалось прямоугольное распределение значений измеряемых величин
. Неопределенность типа B, u
B1
(p), составила
, рассчитанная для разрешения стандартного прибора, равного 0.001°С.
Неопределенность типа B, u
B2
(p), была рассчитана с учетом
дополнительной информации.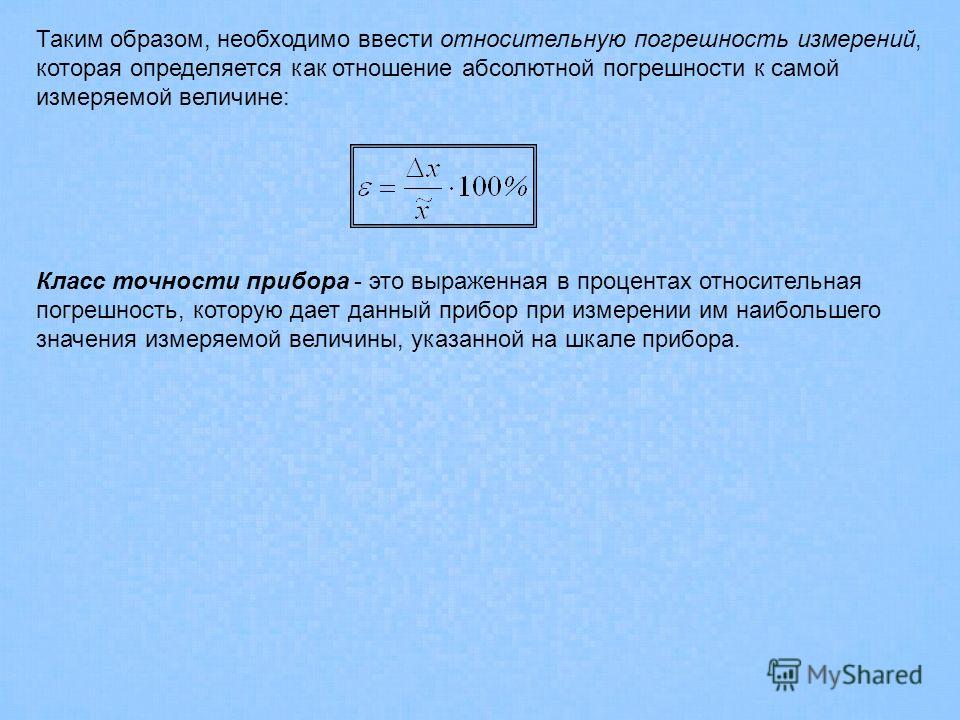 В случае датчика 1,
В случае датчика 1,
учитывался 14-битный аналого-цифровой преобразователь и диапазон от -40°C до 124°C
. В случае датчика 2 учитывались 512 байт
SRAM, используемые для записи результата, и диапазон от -20°C до 85°C
. Неопределенности типа B u
B1
и u
B2
являются
такими же, как и неопределенности типа B u
B1
(p) и u
9004
Класс точности датчика температуры 1 0,1. Это означает
, что с вероятностью 0,95 наибольшая разница между
измеренным значением и неизвестным действительным значением не превышает 0,1% от
номинального интервала показаний Y
м
=29,994°С, т. е. 0,030°С. Погрешность датчика
типа B составляет 0,017°C.
Класс точности датчика температуры 2 0,6. Это означает
, что с 0.95 вероятность наибольшей разницы между
измеренным значением и неизвестным действительным значением не превышает 0,6% от
номинального интервала показаний Y
м
=29,994°С, т.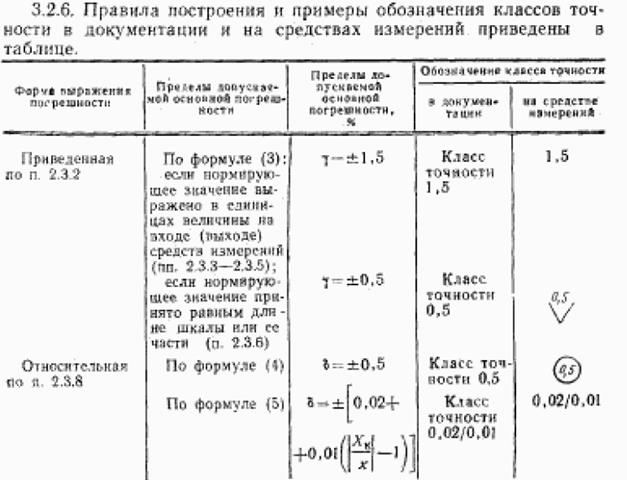 е. 0,180°С. Погрешность датчика
е. 0,180°С. Погрешность датчика
типа B составляет 0,104°C.
Отсюда следует, что для измерения температуры в пределах заданного
диапазона датчик 1 лучше, несмотря на больший рабочий диапазон.
5. Выводы
Описанный класс точности позволяет определять метрологическое качество
средства измерений с использованием только одного синтетического индикатора
.
Оценка класса точности прибора позволяет
учитывать как систематические влияния, проявляющиеся
в нелинейности и гистерезисе, так и случайные
влияния, следствием которых является ограниченная повторяемость и воспроизводимость.
Знание класса точности прибора позволяет
точно определить неопределенность типа В, которая показана
по результатам измерений, выполненных с помощью этого прибора.
Работа выполнена (частично) при поддержке Structural Founds в рамках проекта
номер ПОИГ.01.01.02-10-039/09 «Текстронная система электростимуляции
мышц», финансируемой Оперативной программой «Инновационная экономика». , 2007-2013,
, 2007-2013,
Подмера 1.1.2.
6. Ссылки
[1] Оценка данных измерений. Руководство по выражению неопределенности
измерения. JCGM, Geneva, 2008.
[2] Оценка данных измерений.Дополнение 1 к «Руководству по выражению неопределенности измерений
». Распространение распределений
с использованием метода Монте-Карло. JCGM, Geneva, 2008.
[3] Оценка данных измерений. Дополнение 2 к «Руководству по выражению неопределенности измерений
». Расширение на любой номер
выходных количеств. JCGM, Женева, 2011.
[4] Кокс Г.М., Зиберт Б.Р.Л.: Использование метода Монте-Карло для
оценки неопределенности и расширенной неопределенности.Метрология, т. 1, с. 43,
pp. S178-S188, 2006.
[5] Мюллер М., Ринк К.: О сходимости конструкции блока Монте-Карло
. Метрология, т. 1, с. 46, стр. 404-408, 2009.
[6] Токарска М., Гниотек К.: Оценка неопределенности измерения
с использованием метода Монте-Карло на основе STATISTICA (на польском языке).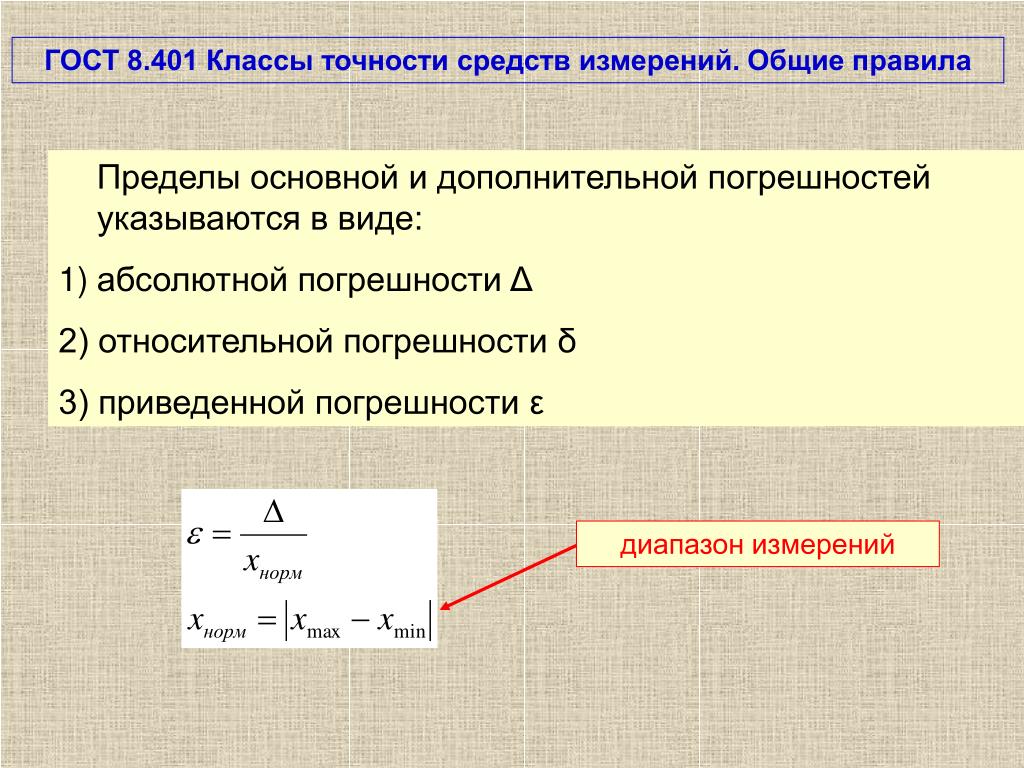
Przeglad Elektrotechniczny, vol. 86(9), pp. 43-46, 2010.
[7] Токарска М.: Оценка неопределенности измерения сопротивления поверхности ткани
по уравнению Ван дер Пау.IEEE транс.
Инструм. Изм., вып. 63(6), pp. 1593-1599, 2014.
[8] Международный словарь по метрологии. Основные и общие понятия и
связанных с ними терминов (VIM). JCGM, Женева, 2012.
[9] Гниотек К.: Предложение по расчету класса точности измерительных инструментов
(на польском языке). Метроль. Изм. сист., нет. 12, стр. 397-398,
1992.
[10] Гниотек К., Цисло Р., Кухарска-Кот Ю., Лесниковски Ю.: Класс точности
избранных текстильных измерительных приборов.Часть I. (на польском языке).
Textiles Review — Текстиль, Одежда, Кожа, нет. 12, стр. 3-5, 1996.
[11] Гниотек К., Цисло Р., Кухарска-Кот Ю., Лесниковски Ю.: Класс точности
избранных текстильных измерительных приборов. Часть II. (на польском языке)
Textiles Review — Текстиль, Одежда, Кожа, нет. 1, стр. 11-12, 1997.
1, стр. 11-12, 1997.
[12] Гниотек К., Лесниковски Ю.: Класс точности виртуальных измерительных инструментов
для текстильных изделий. Научный технический бюллетень
Лодзинский университет, Текстиль, том.58, pp. 313-321, 2000.
[13] Токарска М., Гниотек К.: Класс точности средства измерений
как мера неопределенности типа B (на польском языке). Материалы 10-й конференции
«Проблемы и прогресс в метрологии», PPM’14, 15–
18 июня 2014 г., Косцелиско, Польша, стр. 38–41.
[14] Карманный справочник по электрическим измерениям. Siemens, Berlin, 1966.
[15] Международный электротехнический словарь, IEC 60050, IEC, 2014.
_______________________________________________________
Получено: 28.11.2014 Рассмотрение статьи Принято: 05.01.2015
Кандидат технических наук. Magdalena TOKARSKA
Окончила факультет технической физики, информатики
Технологии и прикладной математики Лодзинского технологического университета
(1998).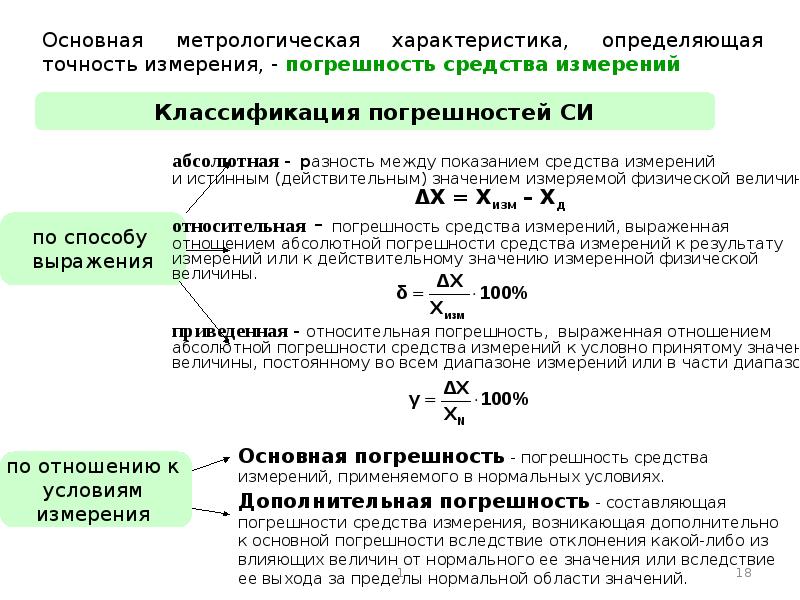 У нее есть докторская степень. Степень
У нее есть докторская степень. Степень
(2006 г.) факультета инженерии и маркетинга
Текстиля того же университета. Ее исследовательские интересы
включают основные проблемы метрологии, метод Монте-Карло
, измерения сопротивления тканей, искусственную нейронную сеть
и планирование эксперимента.Она
член Европейского комитета по стандартизации
CEN/TC 248/WG 31 Smart Textiles.
e-mail: [email protected]
Проф. Кшиштоф ГНИОТЕК, д.т.н.
Окончил электротехнический факультет
Лодзинский технический университет, с 1973 года связан
с факультетом материаловедения и текстиля
Дизайн ТУЛ. С 2008 года работает профессором. Он
специализируется на метрологии и текстонике.Автор 4
монографий, 120 публикаций и 55 патентов.
рядовой член Лодзинского научного общества,
Комитета метрологии (филиал PAN в Катовицах) и
Инженерной академии в Польше.
e-mail: krzysztof.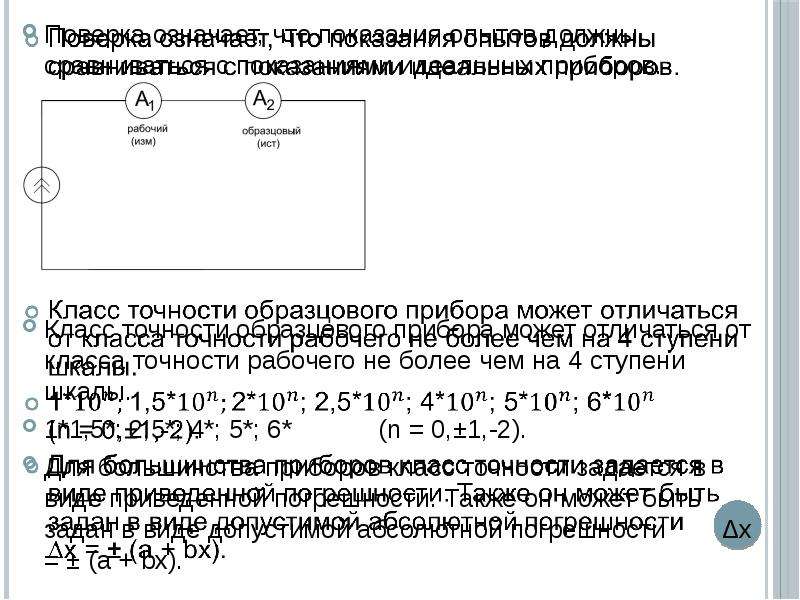 [email protected]
[email protected]
Что для меня значит класс А?
Скачать PDF: Что для меня значит класс А? »
Измерение качества электроэнергии все еще является относительно новой и быстро развивающейся областью. В то время как основные электрические измерения, такие как среднеквадратичное значение напряжения и тока, были определены давно, многие параметры качества электроэнергии не были определены ранее, что вынуждает производителей разрабатывать свои собственные алгоритмы.Сейчас в мире сотни производителей с уникальными методологиями измерения. При таком большом разнообразии инструментов техническим специалистам часто приходится тратить время, пытаясь понять возможности прибора и алгоритмы измерения, вместо того, чтобы понять качество самой мощности.
Новый стандарт IEC 61000-4-30 КЛАССА A избавляет от догадок при выборе прибора для измерения качества электроэнергии.
Стандарт IEC 61000-4-30 CLASS A определяет методы измерения каждого параметра качества электроэнергии для получения надежных, воспроизводимых и сопоставимых результатов.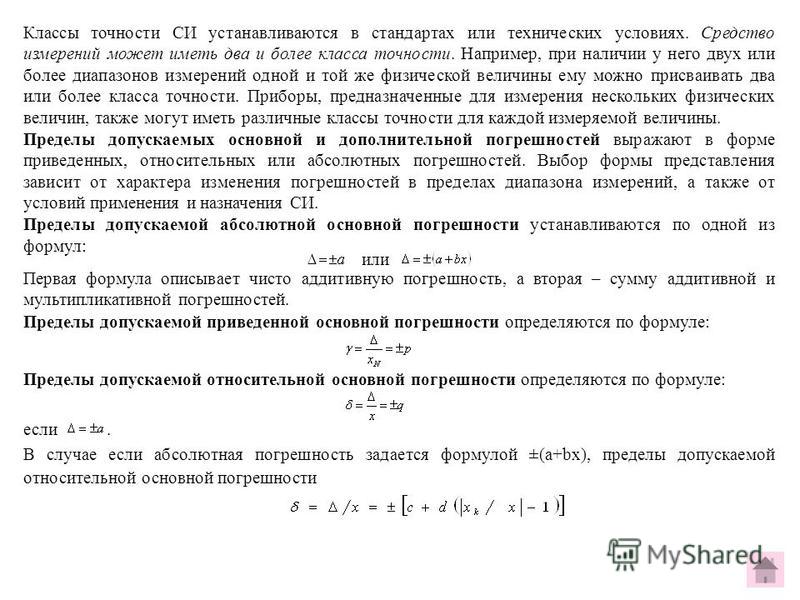 Он также определяет точность, пропускную способность и минимальный набор параметров. В дальнейшем производители могут начать проектирование в соответствии со стандартами класса А, предоставляя техническим специалистам равные условия для выбора и повышая точность измерений, надежность и эффективность их работы.
Он также определяет точность, пропускную способность и минимальный набор параметров. В дальнейшем производители могут начать проектирование в соответствии со стандартами класса А, предоставляя техническим специалистам равные условия для выбора и повышая точность измерений, надежность и эффективность их работы.
IEC 6100-4-30 Класс A стандартизирует измерения:
Не стандартизирует измерения высокочастотных переходных процессов или явлений, связанных с током.
Примеры требований класса A
- Погрешность измерения установлена на уровне 0,1 % заявленного входного напряжения. Недорогие системы измерения качества электроэнергии с погрешностью более 1 % могут ошибочно обнаруживать провалы на уровне -9 %, когда пороговое значение установлено на -10 %. С сертифицированным прибором класса А технический специалист может уверенно классифицировать события с международно признанной неопределенностью.
 Это важно при проверке соблюдения правил или сравнении результатов между инструментами или сторонами.
Это важно при проверке соблюдения правил или сравнении результатов между инструментами или сторонами. - Провалы, выбросы и прерывания должны измеряться в течение полного цикла и обновляться каждые полпериода, что позволяет прибору сочетать высокое разрешение точек выборки за полупериод с точностью вычислений среднеквадратичного значения для полного цикла.
- Окна агрегации — Прибор для определения качества электроэнергии сжимает полученные данные в определенные периоды времени, которые называются окнами агрегации. Прибор класса A должен предоставлять данные в следующих окнах агрегирования:
- 10/12 циклов (200 мс) при 50/60 Гц, время интервала зависит от фактической частоты
- 150/180 циклов (3 с) при 50/60 Гц, время интервала зависит от фактической частоты
- Гармоники должны измеряться с интервалом 200 мс в соответствии с новым стандартом IEC 61000-4-7/2002.Старый стандарт допускал интервалы в 320 мс, которые нельзя синхронизировать с окнами агрегирования в 200 мс других измерений класса А.
Использование интервалов в 200 мс позволяет синхронизировать расчеты гармоник со всеми другими значениями, такими как RMS, THD, и дисбаланс.
- Алгоритм Harmonics FFT точно определен таким образом, чтобы все приборы класса A получали одинаковые амплитуды гармоник. Методология БПФ позволяет использовать бесконечные алгоритмы, которые могут привести к совершенно разным амплитудам гармоник.Стандартизируя бины по 5 Гц и суммируя гармоники и интергармоники в соответствии с определенными правилами, приборы класса А будут согласованными и сопоставимыми.
- Внешняя синхронизация времени требуется для получения точных временных меток, что обеспечивает точную корреляцию данных между различными приборами. Точность указана с точностью ± 20 мс для приборов с частотой 50 Гц и ± 16,7 мс для приборов с частотой 60 Гц.
- 10-минутный интервал синхронизации с часами
- 2-часовой интервал синхронизации с часами
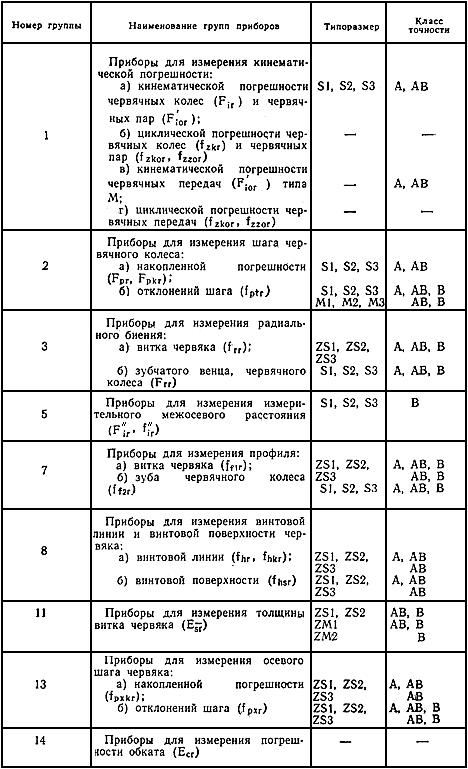 Это важно при проверке соблюдения правил или сравнении результатов между инструментами или сторонами.
Это важно при проверке соблюдения правил или сравнении результатов между инструментами или сторонами.
Нажмите здесь, чтобы загрузить полный pdf-файл: Что для меня значит класс А? »
Есть ли разница между «точностью» и «неопределенностью» измерения?
Да, есть разница
В общем случае слова точность и неопределенность описывают, насколько мы уверены в чем-либо, но при использовании в измерениях их различные значения четко определены, и важно — даже жизненно важно — использовать правильное слово.
Точность измерения — более старая фраза, и ее международно признанное определение — «… степень соответствия между результатом измерения и истинным значением измеряемой вещи ». В определении добавлено: ‘… точность – это качественное понятие ‘, поэтому ее часто выражают как высокую или низкую, но не с помощью чисел.
Однако на практике он часто используется в количественном отношении, и определение становится «… разницей между измеренным значением и истинным значением ».Это приводит к таким фразам, как «… с точностью до ± X ». К сожалению, это неофициальное определение не работает, потому что оно по своей сути предполагает, что истинную ценность можно определить, познать и реализовать в совершенстве. Однако даже в лучших национальных измерительных лабораториях невозможно получить идеальные значения. Определить или произвести идеальные измерения просто невозможно, этого не позволяют ни природа, ни законы физики.
Неопределенность измерения признает, что никакие измерения не могут быть совершенными, и определяется как «… параметр, связанный с результатом измерения, который характеризует разброс значений, которые можно разумно отнести к измеряемому объекту ».Обычно он выражается в виде диапазона значений, в котором оценивается значение, в пределах заданной статистической достоверности. Он не пытается определить или полагаться на одно уникальное истинное значение.
Таким образом, обычное использование слова точность для количественного описания характеристик средств измерений несовместимо с его официальным значением. Но, даже игнорируя этот момент, его общеупотребительное определение значительно грубее, чем собственно метрологический термин неопределенность.
Разница действительно имеет значение?
Во многих ситуациях разница на самом деле не имеет никакого значения, и по-прежнему гораздо проще сказать « Этот прибор точен до …», а не « Этот прибор неточен до …». Обмен условностями мог бы быть проще, если бы термин был определенность , а не неопределенность ; но это не так! И устройство с точностью звучит более впечатляюще, чем с неуверенностью , вероятно, поэтому во многих публикациях по продаже оборудования используется слово точность .
Обмен условностями мог бы быть проще, если бы термин был определенность , а не неопределенность ; но это не так! И устройство с точностью звучит более впечатляюще, чем с неуверенностью , вероятно, поэтому во многих публикациях по продаже оборудования используется слово точность .
Однако в последние годы были достигнуты большие успехи в разработке методов количественной оценки характеристик измерительных приборов, которые могут быть относительно сложными даже для простого прибора. Если вы пытаетесь провести серьезную оценку эффективности измерения и убедить других в достоверности результата, вам придется использовать философию неопределенности , и ее принятие рекомендуется с самого начала.
Вам также может понравиться
Чтобы получить более подробное объяснение этих и связанных с ними концепций, загрузите наше руководство для начинающих по неопределенности измерений.
Jünemann Instruments — Манометр с трубкой Бурдона с сигнальным контактом, латунь
Класс точности 1,0
NG 100, 160, 250, 96×96, 144×144
без заполнения жидкостью
Назначение для обслуживания:
Эти контакты сигнализации предназначены для замыкания или размыкания электрической цепи управления относительно положения указателя приборов. Функции различных контактов могут быть выбраны в зависимости от применения. Точки срабатывания контакта регулируются по всей градуировке шкалы.Для точек с высокой динамической нагрузкой, быстрой сменой нагрузки и пиками давления или вибрацией мы рекомендуем специальный маслонаполненный тип (доступен только для моделей с круглым корпусом).
Функции различных контактов могут быть выбраны в зависимости от применения. Точки срабатывания контакта регулируются по всей градуировке шкалы.Для точек с высокой динамической нагрузкой, быстрой сменой нагрузки и пиками давления или вибрацией мы рекомендуем специальный маслонаполненный тип (доступен только для моделей с круглым корпусом).
Области применения:
- пневматика, гидравлика
- техника отопления и кондиционирования воздуха
Получить предложение
Загрузки
Одобрения
Взрывобезопасность ATEX 2014/34/EU
Zündschutzart Ex II 2 GD c Tx BVS 12 ATEX H/B 079 DEKRA EXAM GmbH, benannte Stelle 0158
Konformitätserklärung
Druckgeräterichtlinie 2014/68/EU
Чемодан
Круглый корпус:
100, 160, 250, нержавеющая сталь 1.4301
Корпус для панельного монтажа DIN 43700:
96×96, 144×72, 144×144, 196×96 мм, пластик, черный
Класс защиты
IP 54 по EN 60529 / IEC 529
Напорный штуцер
наружная резьба G1/2B, латунь
другие размеры резьбы по запросу
Элемент давления
60 бар, нержавеющая сталь — 1. 4404, наплавленный
4404, наплавленный
Механизм
Основание и крышка, латунь
Приводной вал, нейзильбер
Набрать
Алюминий белый,
шкала и надпись черный
Ошибка температуры, Tref 20°C
повышение температуры: +0,3 % FS/ 10 K
Температура падения: -0,3 % от полной шкалы/10 K
Температура окружающей среды
-40 … +60 °С
Температура среды
Мягкий припаянный напорный элемент макс. +80 °С
Паяный элемент давления макс.+120 °C
Рабочее давление
Постоянный: 1,0 x значение полной шкалы
Флуктуация: 0,90 x значение полной шкалы
Кратковременно: 1,3 x значение полной шкалы
Дополнительное оборудование
см. технические детали
Почему важна калибровка измерительного прибора
Что такое калибровка?
Калибровка — это сравнение известного измерения (эталона) и измерения с использованием вашего прибора.Как правило, точность эталона должна в десять раз превышать точность тестируемого измерительного устройства. Однако коэффициент точности 3:1 приемлем для большинства организаций по стандартизации. Компания Sure Controls обеспечивает профилактическое обслуживание в полевых условиях, чтобы помочь вам обеспечить точную калибровку ваших инструментов и средств управления.
Однако коэффициент точности 3:1 приемлем для большинства организаций по стандартизации. Компания Sure Controls обеспечивает профилактическое обслуживание в полевых условиях, чтобы помочь вам обеспечить точную калибровку ваших инструментов и средств управления.
Калибровка ваших измерительных приборов преследует две цели: она проверяет точность прибора и определяет прослеживаемость измерения. На практике калибровка также включает в себя ремонт устройства, если оно не откалибровано.Специалист по калибровке предоставляет отчет, в котором показана погрешность измерений измерительным прибором до и после калибровки.
Чтобы объяснить, как выполняется калибровка, мы можем использовать в качестве примера внешний микрометр. Здесь точность весов является основным параметром для калибровки. Кроме того, эти приборы также калибруются на нулевую погрешность в полностью закрытом положении, а также плоскостность и параллельность измерительных поверхностей. Для калибровки шкалы используется калиброванный измеритель скольжения. Для проверки плоскостности и параллельности используется калиброванная оптическая плоскость.
Для проверки плоскостности и параллельности используется калиброванная оптическая плоскость.
Почему важна калибровка?
Точность всех измерительных устройств со временем ухудшается. Обычно это вызвано естественным износом. Однако изменение точности также может быть вызвано электрическим или механическим ударом или опасной производственной средой (например, маслами, металлической стружкой и т. д.). В зависимости от типа прибора и среды, в которой он используется, его износ может происходить очень быстро или в течение длительного периода времени.Суть в том, что калибровка повышает точность измерительного прибора. Точные измерительные приборы улучшают качество продукции.
Когда следует калибровать измерительный прибор?
Измерительный прибор должен быть откалиброван:
- Согласно рекомендации производителя.
- После любого механического или электрического удара.
- Периодически (ежегодно, ежеквартально, ежемесячно)
Скрытые затраты и риски, связанные с некалиброванным измерительным устройством, могут быть намного выше, чем стоимость калибровки.