
Сварочное оборудование KEMPPI
Существует несколько методов сварки в зависимости от способа подачи присадочного материала в зону шва. Выбор того или иного метода зависит от типа свариваемых материалов, их толщины и желаемого результата.
Одними из самых распространённых методов сварки являются: ручная дуговая сварка металлическим электродом MMA (по-старому РДС), ручная сварка неплавящимся электродом TIG, механизированная сварка плавящимся электродом в атмосфере инертного газа MIG и в атмосфере активного газа MAG.
Сварка MMA — метод ручной дуговой сварки. Cварочный электрод подаётся вручную и в процессе сварки постепенно укорачивается
Сварка MMA — наиболее известный и популярный метод ручной дуговой сварки. При данном методе сварочный электрод подаётся вручную и в процессе сварки постепенно укорачивается, поэтому электрод необходимо постоянно перемещать вдоль заготовки.
Электроды для сварки MMA представляют собой стержни из сварочной проволоки, покрытые специальной обмазкой. При плавлении обмазки образуется защитный слой, благодаря которому атмосферные газы не могут повлиять на качество сварки.
При плавлении обмазки образуется защитный слой, благодаря которому атмосферные газы не могут повлиять на качество сварки.
Сварка MMA используется практически при любых условиях и может быть выполнена в любых пространственных положениях. Ручная дуговая сварка MMA удобна при работах в труднодоступных местах, обеспечивая хорошее качество сварных швов.
Устройства Minarc — это компактные и легкие сварочные инверторы ММА, отличающиеся высокой нагрузочной способностью, исключительной для аппаратов такого небольшого размера.
Сварка TIG — это ручная сварка неплавящимся вольфрамовым электродом в среде защитного газа
Сварка TIG — это ручная сварка неплавящимся вольфрамовым электродом в среде защитного газа. При сварке TIG соединение выполняется путём расплавления только основного металла, либо с применением присадочного металла.
Данный метод сварки требует большей осторожности, так как сварщик одновременно должен одной рукой перемещать горелку, а другой подавать присадочный металл.
Сварка TIG отличается высоким качеством сварных швов, что особенно важно при выполнении работ на видных местах. Часто сварка TIG используется в таких отраслях, как самолётостроение, авиакосмическая промышленность и производство изделий из листового металла.
Сварочное оборудование Kemppi для аргонодуговой сварки TIG — стабильное зажигание дуги и точная регулировка сварочного тока являются неотъемлемой характеристикой каждой модели семейства оборудования для сварки TIG
Сварка MIG — универсальная сварка, при которой металлическая проволока подаётся автоматически механизмом подачи проволоки через сварочный пистолет в расплавленный шов
Сварка MIG — универсальная сварка, при которой металлическая проволока подаётся автоматически механизмом подачи проволоки через сварочный пистолет в расплавленный шов. Для защиты от атмосферы применяется защитный инертный газ.
Механизированная дуговая сварка в среде защитных газов MIG отличается быстротой и отсутствием брызг металла, малым объёмом паров и дыма. Применяется в любых пространственных положениях и для различных свариваемых материалов.
Применяется в любых пространственных положениях и для различных свариваемых материалов.
Почти во всех отраслях тяжёлой промышленности сварка MIG является признанным методом универсальной сварки. Для сварки в домашних условиях этот способ один из самых удобных и не требующих особенных навыков.
Сварочное оборудование Kemppi MIG — продукт для импульсной сварки высокого качества, который экономит энергию, время и деньги
Сварка MAG — также является механизированной универсальной сваркой, как и MIG, с той лишь разницей, что в роли защитного газа выступает активный газ.
Сварка MAG также является механизированной универсальной сваркой, как и MIG, с той лишь разницей, что в роли защитного газа выступает активный газ. В качестве активного газа обычно применяется кислород или углекислый газ, поэтому метод сварки MAG более распространён.
Кроме перечисленных методов сварки существуют и другие, используемые уже в более узких областях. Среди них можно отметить: лазерный, точечный, ультразвуковой, плазменный и др.
Среди них можно отметить: лазерный, точечный, ультразвуковой, плазменный и др.
Дуговая сварка определяет облик мира вокруг нас
Дуговая сварка используется в нашей жизни гораздо чаще, чем может показаться на первый взгляд. Она используется в производстве автомобилей, поездов, оборудования, стальных конструкций, трубопроводов и многого другого.
- ДУГОВУЮ СВАРКУ МОЖНО ИСПОЛЬЗОВАТЬ С ЛЮБЫМИ МАТЕРИАЛАМИ, КОТОРЫЕ ПРОВОДЯТ ЭЛЕКТРИЧЕСТВО
- ДУГОВАЯ СВАРКА — ЭТО САМЫЙ РАСПРОСТРАНЕННЫЙ МЕТОД СОЕДИНЕНИЯ ЭЛЕМЕНТОВ СТАЛЬНЫХ КОНСТРУКЦИЙ В МИРЕ
- УНИВЕРСАЛЬНЫЕ ОБЛАЧНЫЕ ТЕХНОЛОГИИ СЕГОДНЯ ПОЗВОЛЯЮТ ПО-НОВОМУ ВЗГЛЯНУТЬ НА КАЧЕСТВО И ПРОДУКТИВНОСТЬ ДУГОВОЙ СВАРКИ
Основы дуговой сварки
Дуговая сварка — это процесс изготовления, в котором для соединения свариваемых металлов используется электрическая дуга, создаваемая между электродом и заготовкой. Источником тепла в дуговой сварке является источник питания. Как правило, для сварки требуется присадочный металл. Чаще всего в дуговой сварке используется два типа присадочных металлов: сварочные присадочные стержни и электроды.
Чаще всего в дуговой сварке используется два типа присадочных металлов: сварочные присадочные стержни и электроды.
На сегодняшний день существуют разнообразные процессы дуговой сварки, каждый из которых находит свое применение. К наиболее распространенным типам дуговой сварки относятся stick (MMA), MIG/MAG (GMAW) и TIG (GTAW). Различают ручную, полуавтоматическую, механизированную и автоматическую дуговую сварку.
Методы сварки — какие бывают?
Сварка предоставляет возможность получать неразъемные соединения отдельных элементов конструкций при помощи формирования межатомных связей в процессе их пластичной, местной деформации. Данная процедура позволяет выполнять надежные соединения разных металлов и их сплавов, стекло, керамику, прочие неметаллические материалы. При этом используются разные методы для выполнения сварки, имеющие свои особенности, преимущества и недостатки.
Классификация сварочных технологий
Все разновидности сварочных работ, зависимо от типа энергии, используемой для формирования межатомных соединений, делятся на три категории:
- Механическая: холодная, ультразвуковая, взрывом, трением, прочие.
 Применяется давление, механическая энергия.
Применяется давление, механическая энергия. - Термическая: лазерная, дуговая, плазменная, электрошлаковая, газовая, электронно-лучевая, прочие. Применяется тепловая энергия.
- Термомеханическая: контактная, диффузионная, прочие. Применяется давление, тепловая энергия.
 Применяется давление, механическая энергия.
Применяется давление, механическая энергия.Наиболее востребованные способы сваривания
Ручная дуговая
Сварочные работы выполняются с применением сварочной дуги, которая создается за счет электрического разряда газов, паров металла в ионизированной среде.
Данный тип сварки используется в ограниченных условиях: на безопасном расстоянии от промышленных помещений, на небольшой площади.
Электродуговая
Аналогично способам ручной дуговой сварки в процессе работ задействуется электрическая дуга, лишь отличается своими габаритами.
Контактная
Данный метод сварки выполняется с нагреванием соединяемых кромок изделий. Достаточно разогретые образцы проседают с оплавлением, без оплавления. В процессе пластического деформирования получается сварное соединение – характерное отличие данной методики.
Электрошлаковая
Осуществляется благодаря тепловому выделению в период прохождения электротока через шлаковую ванну.
Данным методом сваривания пользуются в машиностроительной индустрии, к примеру, при производстве лито-сварных, ковано-сварных конструкций:
- коленчатые валы дизелей морских судов;
- отдельные элементы мощнейших прессов;
- валы гидротурбин;
- прочие изделия.
Стыковая
Это подвид контактной техники сваривания. В процессе сварочных работ изделия подвергаются обработке по всей площади соприкосновения. Если в период стыковой сварки осуществляется разогрев стыка до пластичного состояния с последующей осадкой, то данная технология называется стыковой сваркой оплавлением.
Преимущества и недостатки разных методов сварки
Сварка ММА
ММА – это дуговая ручная сварка с использованием штучной электродной проволоки со специальным покрытием. Используется для соединения образцов из нержавейки, углеродистой стали.
Сваривание деталей из нержавеющей стали осуществляется исключительно при использовании постоянного тока, а изделий, выполненных из углеродистых сталей, и с использованием постоянного, и переменного тока.
Преимущества сварки MMA
- Достаточно экономичная технология
- Сварочные работы можно производить в разных плоскостях
- Не используются баллоны с газом
Недостатки ММА
- Слабая производительность
- Приходится удалять с изделий шлаковые образования
Сварка TIG
TIG – это ручная сварка в аргоновой среде с применением вольфрамовой неплавящейся электродной проволоки. Технология TIG с использованием постоянного тока предназначена для соединения стальных образцов, технология TIG с использованием переменного тока предназначена для сваривания изделий из алюминиевых сплавов.
Технология TIG с использованием постоянного тока предназначена для соединения стальных образцов, технология TIG с использованием переменного тока предназначена для сваривания изделий из алюминиевых сплавов.
Преимущества TIG
- Сварочный шов получается достаточно аккуратным
- В процессе работы нет брызг раскаленного металла
- Возможность соединения изделий малой толщины
- Параметрами сварочной дуги легко управлять
Недостатки TIG
- Малая производительность
- Повышенные требования к работе оператора
- Обязательное использование баллона с газом
Сварка MIG/MAG
МИГ/МАГ – это сварка полуавтоматическая в защитном газе (углекислый, аргон) с использованием электродов. Технология предназначена для сваривания стальных, алюминиевых изделий, а также образцов из нержавеющей стали.
Преимущества MIG/MAG с газом
- Повышенная производительность
- Практически отсутствует дым
- Отсутствуют шлакообразования
Недостатки MIG/MAG с газом
- Работы ограничиваются на открытом воздухе
- Необходимость использования баллона с газом
Преимущества МИГ/МАГ с порошковой проволокой
- Готовность к эксплуатации в любой момент
- Баллоны с газом не используются
- Идеально подходит для проведения работ на открытом воздухе
Недостатки МИГ/МАГ с порошковой проволокой
- Шлакообразования
- Порошковая проволока дорогостоящий материал
Пайка MIG
Технология MIG предоставляет возможность осуществлять процедуру пайки при температуре меньшей сварочной температуры (сварочная температура составляет 1500º, когда температура пайки всего лишь 1000º). В результате отсутствует деформация свариваемых элементов, так как соединение фиксируется исключительно благодаря расплавлению припоя.
В результате отсутствует деформация свариваемых элементов, так как соединение фиксируется исключительно благодаря расплавлению припоя.
Данная методика достаточно востребована при выполнении ремонта кузова, так как отсутствует возможность повреждения оцинковочного покрытия кузова авто.
ТЕХНОЛОГИЯ СВАРКИ
Выберите категорию
Все
Электросварка — Сварочные аппараты инверторные
» Аппараты Ручной Дуговой сварки = МMA
»» Аппараты MMA для дачи или гаража
»»» VARTEG
»»» Корунд
»»» KVAZARRUS
» Аппараты MIG/MAG = Полуавтоматическая сварка
»» Многофункциональные MIG аппараты
» Аппараты Аргонодуговой сварки = TIG
»» Многофункциональные TIG аппараты
Газосварка и Резка металлов
» Резаки Газовые
» Горелки Газовые
» Горелки, кислород-горючий газ
» Горелки Газовоздушные, Кровельные
» Принадлежности для Газовой сварки
Воздушно плазменная резка металлов — CUT
» Аппараты воздушно-плазменной резки — CUT
»» Foxweld PLASMA
»» VARTEG PLASMA
»» UNO PLASMA
» Плазмотроны CUT
» Расходные части к Плазматронам
»» к Плазмотрону Р-80 насадка
»» Плазмотроны CB-50 и части
»» Плазмотроны S-45 и части
»» Плазмотроны PT-31 и части
»» Плазмотроны А151 и части
»» Плазмотроны A101-141 и части
Трансформаторы и выпрямители
» Сварочные трансформаторы
» Сварочные выпрямители
Контактная сварка
Сварочные расходные материалы и комплектующие
» ММА сварка: Расходные материалы и Коплектующие
»» Электроды
»» Электрододержатели
»» Соединители (кабельные вилки, розетки)
» TIG сварка: Комплектующие и Расходные матероиалы
»» Аргонодуговые горелки и части к ним
»»» Горелки TIG в сборе
»»» Цанги, держатели
»»» Сопла керамические
»» Сварочные горелки TIG
»» Вольфрамовые электроды
» MIG/MAG сварка: Расходные материалы, Комплектующие
»» Сварочные горелки MIG/MAG
»»» Горелки MIG 15 и части
»»» Горелки MIG 24 и части
»»» Горелки MIG 25 и части
»»» Горелки MIG 36 и части
»»» Горелки MIG 40 и части
»»» Горелки MIG 500 и части
»» Комплекты кабелей MIG/MAG сварка
»» Проволока для MIG/MAG Сварки
» Редукторы, Регуляторы расхода газа
»» Регуляторы расхода газа
»» Редукторы
» Клеммы заземления
Средства защиты Одежда электро и газосварщика
» Сварочные маски
»» Светофильтры для сварочных масок
»» Защитные стекла для сварочных масок
»» Комплектующие к маскам
» Перчатки и краги сварщика
» Спец одежда: Костюмы, Фартуки и обувь
Дополнительное оборудование и Аксессуары для сварки
» Аксессуары для сварки
» Магнитные приспособления
» Кабели, комплекты кабелей
» КРУГИ — Зачистные, отрезные, лепестковые.
Генераторы и компрессоры
» Компрессоры
»» Безмасляные компрессоры
»» Масляные коаксиальные компрессоры
»» Масляные ременные компрессоры
ТОВАРЫ ПО АКЦИИ
Садово-дачная техника и оборудование
» Дачный вспомогательный инструмент
» STIHL
» Бензопилы
» Бензиновые триммеры
» Насосное оборудование
»» Дренажные насосы
»» Мотопомпы
» Тепловое оборудование
»» Обогреватели электрические
»» Обогреватели газовые
» Зарядные устройства
»» Зарядные устройства 6-12 В
»» Пуско-зарядные устройства
»» Зарядные устройства 12-24В
Товары для дачи и сада Инструменты
» Электрика
» Сантехника
» Ручной инструмент
» Электро и Бензо инструмент
» Хозтовары и бытовая химия
» Удобрения и Семена
Классификация сварочных работ | Правила аттестации сварщиков
Страница 2 из 8
3. Классификация сварочных работ и условные обозначения при аттестации сварщиков
Классификация сварочных работ и условные обозначения при аттестации сварщиков
3.1. Аттестация сварщиков проводится отдельно по каждому виду работ согласно требованиям относительно качества сварных соединений, предусмотренным Правилами Госнадзорохрантруда, ГСН или другой нормативной документацией.
3.2. При аттестации необходимо учитывать такие характеристики сварных соединений:
— способ сварки;
— тип шва, вид и условия выполнения сварного соединения;
— группу свариваемых материалов;
— вид и размеры свариваемых деталей;
— положение при сварке.
3.2.1. Аттестация проводится отдельно для каждого из таких способов сварки (условное цифровое обозначение способов сварки отвечает ISO 4063-78):
— ручная дуговая сварка покрытым электродом (РСЭ) — 111
— дуговая сварка порошковой проволокой (СП) — 114
— дуговая сварка под флюсом проволочным электродом (СФ) — 121
— дуговая сварка металлическим (плавким) электродом в инертных газах (МИГ) — 131
— дуговая сварка металлическим (плавким) электродом в активных газах (МАГ) — 135
— дуговая сварка порошковой проволокой с защитой активным газом (ПАГ) — 136
— дуговая сварка порошковой проволокой в инертных газах (ПИГ) — 137
-дуговая сварка вольфрамовым электродом в инертных газах с присадной
проволокой или без нее (ВИГ) — 141
— плазмовая сварка (ПС) — 15
— газовая сварка (ГС) — 311
3. 2.2. При аттестации следует учитывать тип сварного шва, вид и условия выполнения сварного соединения:
2.2. При аттестации следует учитывать тип сварного шва, вид и условия выполнения сварного соединения:
стыковый шов — BW
угловой шов — FW
одностороннее сварное соединение — ss
двухстороннее сварное соединение — bs
с подкладкой — mb
без подкладки — nb
с зачищением корня шва — gg
без зачищения корня шва — ng
с присадным материалом — wm
без присадного материала — nm
3.2.3. Для уменьшения технически равнозначных проверок свариваемые материалы, которые имеют подобные металлургические и сварочно-технологические характеристики, объединены в группы,
приведенные в таблице 1, и аттестация сварщиков проводится на допуск к сварке определенной группы материалов. При испытании сварных соединений из любого одного материала группы сварщику предос авляется право на сварку всех других материалов, которые входят в эту группу.
Таблица 1
Группы свариваемых сталей
Номер | Вид и характеристика свариваемых материалов | |
индекс | группы | |
W | 01 | Углеродистые и низколегированные стали с гарантированной границей текучести при нормальной температуре 360 МПа (в основном, не нуждаются в подогревании при сварке) |
W | 02 | Хромомолибденовые и/или хромомолибденованадиевые стали (нуждаются, в основном, в предварительном подогревании, и контроле тепловложения и термообработки после сварки) |
W | 03 | Нормализованные улучшенные мелкозернистые стали и стали, обработанные термомеханическим способом с границей текучести при нормальной температуре более 360 МПа, а также аналогично свариваемые стали с содержимым никеля от 2 до 5% (в основном, нуждаются в предварительном подогревании и/или контроле тепловложения) |
W | 04 | Стали феритного, мартенситного и мартенситно-феритного классов, которые содержат от 12 до 20% хрома |
W | 11 | Высоколегированные хромоникелевые стали феритно — аустенитного и аустенитного классов |
Примечание. Индексы групп отвечают европейскому стандарту EN 287-1.
Индексы групп отвечают европейскому стандарту EN 287-1.
Сварка контрольных соединений осуществляется с применением присадного материала, близкого по составу к основному. Если основной материал сваривается с применением присадного материала, который отличается по составу от основного материала, то группа устанавливается по составу материала шва.
При сварке материалов, которые принадлежат к различным группам, аттестация сварщика проводится по группе материалов высшего номера при условии, что это предусмотрено п.6.3. Если эти группы не включены в таблицы 6 и 7 п.6.3, то для такого соединения необходимо отдельное испытание. При сварке плакованых (двухслойных) сталей устанавливается группа для основного и плакующего слоев, и аттестация осуществляется отдельно для каждой из групп материалов.
3.2.4. Сварка контрольных соединений выполняется с применением одного из присадных материалов, предусмотренных Правилами Госнадзорохрантруда или ГСН для сварки материалов данной
группы.
Аттестация, проведенная с применением определенного присадного материала, который подходит к группе данного основного металла, предоставляет сварщику право применять остальные присадные материалы этой группы. При сварке покрытыми электродами следует учитывать область распространения в зависимости от типа электродного покрытия.
3.2.5. Контрольные сварные соединения выполняются с использованием пластин (Р) и труб (Т).
Аттестационные испытание по сварке пластин проводятся отдельно для диапазонов толщин (t), указанных в таблице 2.
Аттестационные испытание по сварке труб проводятся отдельно для диапазонов диаметров (D) и толщин стенки (t), указанных в таблицах 2 и 3.
Таблица 2
Толщина образца и область распространения аттестации
--------------------------- -------------------------------------
Толщина (t) образца, мм | Область распространения
--------------------------- -------------------------------------
t = 12 t >= 5 мм
1) - для газовой сварки - от t до 1,5 t
2) - для газовой сварки - от 3 мм до 1,5 t
Таблица 3
Диаметр образца и область распространения аттестации
--------------------------- -------------------------------------
Образец диаметром D в мм | Область распространения
--------------------------- -------------------------------------
D = 150 >= 0,5 D
Трубы диаметром более 500 мм приравниваются к пластинам.
3.2.6. Аттестацию следует проводить с использованием контрольных сварных соединений из пластин или труб отдельно для положений сварки, отмеченных на рис. 1 и 2 (ГСТ Украины 2092-92, ГОСТ 11969-93).
В отдельных случаях, по разрешению аттестационной комиссии, сварщик может выполнять контрольные сварные соединения в положениях, отличных от приведенных на рис. 1 и 2, но под углами и в положениях, которые используются сварщиком на производстве.
Рис. 1 Положения при сварке пластин (отсутствует)
Рис. 2 Положения при сварке труб (отсутствует)
3.2.7. При необходимости проведения аттестации сварщиков по способам сварки, которые не перечислены в этом разделе, аттестационные комиссии разрабатывают инструкции по аттестации, которые учитывают требования НД относительно качества сварных соединений. Эти инструкции согласовываются с УАКС и утверждаются Госнадзорохрантруда.
Технология сварки MIG/MAG | Рудетранс
Система для полуавтоматической сварки состоит из источника постоянного тока, устройства подачи проволоки, катушки, горелки и газового баллона.
Ток подается на дугу по сварочной проволоке (проволока подключается к положительному полюсу), которая, расплавляясь, переносится на свариваемый металл. Непрерывная подача проволоки необходима, поскольку материал проволоки постоянно расходуется в процессе сварки.
MIG/MAG — Metal Inert / Active Gas — дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного/активного газа с автоматической подачей присадочной проволоки. Это полуавтоматическая сварка в среде защитного газа — наиболее универсальный и распространенный в промышленности метод сварки. Иногда этот метод сварки обозначают GMA (Gas Metal Arc) . Применение термина «полуавтоматическая» не вполне корректно, поскольку речь идет об автоматизации только подачи присадочной проволоки, а сам метод MIG/MAG с успехом применяется при автоматизированной и роботизированной сварке. Словосочетание «в углекислом газе», к которому привыкли многие специалисты, умышленно упущено, так как при этом методе все чаще используются многокомпонентные газовые смеси, в состав которых помимо углекислого газа могут входить аргон, кислород, гелий, азот и другие газы.
В зависимости от свариваемого металла и его толщины в качестве защитных газов используют инертные, активные газы или их смеси. В силу физических особенностей стабильность дуги и ее технологические свойства выше при использовании постоянного тока обратной полярности. При использовании постоянного тока прямой полярности количество расплавляемого электродного металла увеличивается на 25 … 30 %, но резко снижается стабильность дуги и повышаются потери металла на разбрызгивание. Применение переменного тока невозможно из-за нестабильного горения дуги.
При сварке плавящимся электродом шов образуется за счет проплавления основного металла и расплавления дополнительного металла — электродной проволоки. Поэтому форма и размеры шва помимо прочего (скорости сварки, пространственного положения электрода и изделия и др.) зависят также от характера расплавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла определяется в основном материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов.
При традиционном способе сварки можно выделить три основные формы расплавления электрода и переноса электродного металла в сварочную ванну. Процесс сварки с периодическими короткими замыканиями характерен для сварки электродными проволоками диаметром 0,5 … 1,6 мм при короткой дуге с напряжением 15 … 22 В. После очередного короткого замыкания (1 и 2 на рис. ниже, а) силой поверхностного натяжения расплавленный металл на торце электрода стягивается в каплю. В результате длина и напряжение дуги становятся максимальными.
Во все стадии процесса скорость подачи электродной проволоки постоянна, а скорость ее плавления изменяется и в периоды 3 и 4 меньше скорости подачи.
Рис. Основные формы расплавления и переноса электродного металла: а) короткими замыканиями; б) капельный; в) струйный
Поэтому торец электрода с каплей приближается к сварочной ванне (длина дуги и ее напряжение уменьшаются) до короткого замыкания (5). При коротком замыкании резко возрастает сварочный ток и как результат этого увеличивается сжимающее действие электромагнитных сил, совместное действие которых разрывает перемычку жидкого металла между электродом и изделием. Во время короткого замыкания капля расплавленного электродного металла переходит в сварочную ванну. Далее процесс повторяется.
При коротком замыкании резко возрастает сварочный ток и как результат этого увеличивается сжимающее действие электромагнитных сил, совместное действие которых разрывает перемычку жидкого металла между электродом и изделием. Во время короткого замыкания капля расплавленного электродного металла переходит в сварочную ванну. Далее процесс повторяется.
Частота периодических замыканий дугового промежутка может изменяться в пределах 90 … 450 в секунду. Для каждого диаметра электродной проволоки в зависимости от материала, защитного газа и т.д. существует диапазон сварочных токов, в котором возможен процесс сварки с короткими замыканиями. При оптимальных параметрах процесса сварка возможна в различных пространственных положениях, а потери электродного металла на разбрызгивание не превышают 7 %.
Увеличение плотности сварочного тока и длины (напряжения) дуги ведет к изменению характера расплавления и переноса электродного металла, перехода от сварки короткой дугой с короткими замыканиями к процессу с редкими короткими замыканиями или без них. В сварочную ванну электродный металл переносится нерегулярно, отдельными крупными каплями различного размера (рис. выше, б), хорошо заметными невооруженным глазом.
В сварочную ванну электродный металл переносится нерегулярно, отдельными крупными каплями различного размера (рис. выше, б), хорошо заметными невооруженным глазом.
Рис. Изменение тока и напряжения дуги при импульсно-дуговой сварке: In, Un-ток и напряжение основной дуги; Iи, Uи-ток и напряжение во время импульса; tn, tи — длительность паузы и импульса
При этом ухудшаются технологические свойства дуги, затрудняется сварка в потолочном положении, а потери электродного металла на угар и разбрызгивание возрастают до 15 %.
Для улучшения технологических свойств дуги применяют периодическое изменение ее мгновенной мощности — импульсно-дуговая сварка (рис. ниже). Теплота, выделяемая основной дугой, недостаточна для плавления электродной проволоки со скоростью, равной скорости ее подачи.
Вследствие этого длина дугового промежутка уменьшается. Под действием импульса тока происходит ускоренное расплавление электрода, обеспечивающее формирование капли на его конце. Резкое увеличение электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении.
Резкое увеличение электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении.
Можно использовать одиночные импульсы или группу импульсов с одинаковыми или различными параметрами. В последнем случае первый или первые импульсы ускоряют расплавление электрода, а последующие сбрасывают каплю электродного металла в сварочную ванну. Устойчивость процесса зависит от соотношения основных параметров (величины и длительности импульсов и пауз). Соответствующим подбором тока основной дуги и импульса можно повысить скорость расплавления электродной проволоки, изменить форму и размеры шва, а также уменьшить нижний предел сварочного тока, обеспечивающий устойчивое горение дуги.
При достаточно высоких плотностях постоянного по величине (без импульсов или с импульсами) сварочного тока обратной полярности и при горении дуги в инертных газах может наблюдаться очень мелкокапельный перенос электродного металла. Название «струйный» он получил потому, что при его наблюдении невооруженным глазом создается впечатление, что расплавленный металл стекает в сварочную ванну с торца электрода непрерывной струей (см. рис. выше, в). Изменение характера переноса электродного металла с капельного на струйный происходит при увеличении сварочного тока до «критического» для данного диаметра электрода.
Название «струйный» он получил потому, что при его наблюдении невооруженным глазом создается впечатление, что расплавленный металл стекает в сварочную ванну с торца электрода непрерывной струей (см. рис. выше, в). Изменение характера переноса электродного металла с капельного на струйный происходит при увеличении сварочного тока до «критического» для данного диаметра электрода.
Значение критического тока уменьшается при активировании электрода (нанесении на его поверхность тем или иным способом некоторых легкоионизирующих веществ), увеличении вылета электрода. Изменение состава защитного газа также влияет на значение критического тока. Например, добавка в аргон до 5 % кислорода снижает значение критического тока. При сварке в углекислом газе без применения специальных мер получить струйный перенос электродного металла невозможно. Он не получен и при использовании тока прямой полярности.
При переходе к струйному переносу поток газов и металла от электрода в сторону сварочной ванны резко интенсифицируется благодаря сжимающему действию электромагнитных сил. В результате под дугой уменьшается прослойка жидкого металла, в сварочной ванне появляется местное углубление. Повышается теплопередача к основному металлу, и шов приобретает специфическую форму с повышенной глубиной проплавления по его оси. При струйном переносе дуга очень стабильна -колебаний сварочного тока и напряжений не наблюдается. Сварка возможна во всех пространственных положениях.
В результате под дугой уменьшается прослойка жидкого металла, в сварочной ванне появляется местное углубление. Повышается теплопередача к основному металлу, и шов приобретает специфическую форму с повышенной глубиной проплавления по его оси. При струйном переносе дуга очень стабильна -колебаний сварочного тока и напряжений не наблюдается. Сварка возможна во всех пространственных положениях.
Сварочные параметры.
Поскольку внешний вид сварочной дуги и сварочной ванны определяется параметрами сварки, то для сварщика нет необходимости постоянно обращаться к таблицам и диаграммам соотношений различных сварочных параметров.
- сварочное напряжение определяет внешний вид сварочной ванны, однако ее размеры (при постоянно напряжении) могут регулироваться вручную с помощью изменения перемещения горелки.
- Скорость подачи проволоки пропорциональная сварочному току.
Для сварки MIG Короткой дугой/Струйным переносом и Импульсной сварки MIG, в зависимости от используемых сварочных источников доступны простые и быстрые синергетические настройки. В режиме синергетики параметры сварки задаются автоматически, основываясь на условиях работы (материал, толщина, газ, проволока, скорость), и посредством управления микропроцессором динамически контролируются и поддерживаются в балансе в течение всего сварочного процесса. Это позволяет получить исключительные результаты сварки с точки зрения, количества, качества и внешнего вида сварного шва для всех условий и областей применения.
В режиме синергетики параметры сварки задаются автоматически, основываясь на условиях работы (материал, толщина, газ, проволока, скорость), и посредством управления микропроцессором динамически контролируются и поддерживаются в балансе в течение всего сварочного процесса. Это позволяет получить исключительные результаты сварки с точки зрения, количества, качества и внешнего вида сварного шва для всех условий и областей применения.
Газы
Само название метода полуавтоматической сварки MIG-MAG указывает на использование определенного газа в сварочном процессе: инертного (Ar) для MIG-сварки (Metal Inert Gas) и активного (СО2) для MАG-сварки (Metal Active Gas).
|
Углекислый газ(CO2) |
|
|---|---|
|
Аргон |
|
|
Гелий |
|
|
Смесь аргон-гелий |
|
|
Смесь Аргон-CO2 и Аргон-CO2-Кислород |
|
 С другой стороны при использовании этого газа возможны проблемы с конечным химическим составом соединения, поскольку сварочная ванна оказывается перенасыщена углеродом при недостатке легко окисляемых элементов. Сварка с использованием чистого углекислого газа создает другой ряд проблем, например, разбрызгивание металла при сварке и пористость соединения из-за включения пузырьков монооксида углерода.
С другой стороны при использовании этого газа возможны проблемы с конечным химическим составом соединения, поскольку сварочная ванна оказывается перенасыщена углеродом при недостатке легко окисляемых элементов. Сварка с использованием чистого углекислого газа создает другой ряд проблем, например, разбрызгивание металла при сварке и пористость соединения из-за включения пузырьков монооксида углерода.

Методы сварки TIG, MIG-MAG, MMA
Дата публикации: 14.11.2018 16:33
Сварка MIG/MAG
MIG/MAG — полуавтоматическая сварка электродной проволокой в среде защитного газа — инертного (аргона) или активного (углекислого газа). Применяется для сварки сталей (в том числе нержавеющих) и алюминиевых сплавов.
Применяется для сварки сталей (в том числе нержавеющих) и алюминиевых сплавов.
Плюсы и минусы метода MIG/MAG
Сварка MIG-MAG (c газом)
+ Высокая производительность
+ Отсутствие шлака
+ Малое количество дыма
— Наличие газового баллона
— Ограниченное использование на открытом воздухе
Сварка порошковой проволокой
+ Всегда готово к использованию
+ Отсутствие газовых баллонов
+ Идеально для использования на открытом воздухе
— Необходимо удаление шлаков
— Высокая стоимость порошковой проволоки
Сварка ММА
ММА — ручная дуговая сварка штучными электродами с покрытием. Применяется для сварки углеродистых и нержавеющих сталей. Углеродистые стали могут свариваться на переменном (AC) и постоянном (DC) токе, нержавеющие стали — только на постоянном токе.
Плюсы и минусы метода MMA
+ Высокая экономичность
+ Сварка в любой плоскости
+ Отсутствие газовых баллонов
— Небольшая производительность
— Необходимости удаления шлака с деталей
Сварка TIG
TIG — ручная сварка неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Метод TIG на постоянном токе (TIG-DC) применяют для сталей, метод TIG на переменном токе (TIG-AC) — для алюминиевых сплавов.
Метод TIG на постоянном токе (TIG-DC) применяют для сталей, метод TIG на переменном токе (TIG-AC) — для алюминиевых сплавов.
Плюсы и минусы метода TIG
+ Аккуратный сварной шов
+ Отсутствие брызг
+ Сварка деталей небольшой толщины
+ Лучше управление параматрами дуги
— Большие требования к опыту оператора
— Низкая производительность
— Наличие газового баллона
Метод передачи интеллекта опытного сварщика в роботизированную систему сварки
BY Y. K. LIU, Y. M. ZHANG, AND L. KVIDAHL
Welding Journal – 2014
Передача опыта и навыков квалифицированного человека сварщика является важным шагом в развитии следующего поколения умных сварочных машин. В первой части данного исследования, был смоделирован ответов опытного человека сварщика на 3D поверхности металла и бассейн. В этой второй части статьи, предлагаемой квалифицированными модель человеческого сварщика является первым по сравнению с начинающим модель сварщик. Модель затем реализован как интеллектуальный контроллер для управления с обратной связью процесс газ вольфрама дуговой сварки, что позволяет поддерживать постоянный, полный совместной проникновения. После начальной разомкнутой период регулирования, Сварочный ток регулируется квалифицированных модель сварочный аппарат на основе в реальном времени измеряемые поверхности сварочной ванны характеристик, а также Предыдущий ответ сварщика. Результирующей Кривой тока, переднее-боковой шов, характерный бассейн параметров, и задней стороне Ширина шва фиксируются/измерены и проанализированы. Установлено, что опытные модели человека сварщик может надлежащим образом регулировать ток для управления процессом сварки к пожеланному уровню проникновения, несмотря на разные стартовые токи. Контроллер устойчив против различных нарушений процесса сварки, в том числе сварочного тока, длина дуги и скорость сварки помехи. По сравнению с начинающим сварщиком, опытный модель человеческого сварщик имеет более быстрое время конвергенции.
Модель затем реализован как интеллектуальный контроллер для управления с обратной связью процесс газ вольфрама дуговой сварки, что позволяет поддерживать постоянный, полный совместной проникновения. После начальной разомкнутой период регулирования, Сварочный ток регулируется квалифицированных модель сварочный аппарат на основе в реальном времени измеряемые поверхности сварочной ванны характеристик, а также Предыдущий ответ сварщика. Результирующей Кривой тока, переднее-боковой шов, характерный бассейн параметров, и задней стороне Ширина шва фиксируются/измерены и проанализированы. Установлено, что опытные модели человека сварщик может надлежащим образом регулировать ток для управления процессом сварки к пожеланному уровню проникновения, несмотря на разные стартовые токи. Контроллер устойчив против различных нарушений процесса сварки, в том числе сварочного тока, длина дуги и скорость сварки помехи. По сравнению с начинающим сварщиком, опытный модель человеческого сварщик имеет более быстрое время конвергенции. Кроме того, без заметного перерегулирования наблюдается. Таким образом, фонд создан для изучения механизма и передачи опытного человека сварщика интеллект в системе роботизированной сварки.
Кроме того, без заметного перерегулирования наблюдается. Таким образом, фонд создан для изучения механизма и передачи опытного человека сварщика интеллект в системе роботизированной сварки.
Целью данного исследования является модель ответ опытного сварщика на 3D поверхности шва бассейн, сравнивать модель с начинающего сварщика, и использовать модель непосредственно в качестве интеллектуального контроллера для управления процессом сварки, а квалифицированные сварщики делают. В первой части этой статьи (реф. 1) моделирование опытный сварщик построена. Однако, полученные квалифицированных модель реагирования человека сварщика должна быть больше по сравнению с начинающим модели сварщика и замкнутой контрольные эксперименты должны быть проведены для проверки эффективности модели.
В газовой вольфрамовой дуговой сварки (аргонодуговая сварка), используемых в данном исследовании, дуга устанавливается между неплавящимся вольфрамовым электродом и основным металлом. Основной металл расплавляется дугой, образуя жидкую сварочную ванну, которая соединяет две части металла вместе после затвердевания. Процесс является относительно медленным по сравнению с другими методов дуговой сварки, таких как газовая дуговая сварка металлическим электродом (gmaw), на такие сварщики, что может постепенно развивать свои способности, чтобы наблюдать за процессом и регулировать параметры сварки в эйд — соответствующие скорости. Особенно для корневых швов аргонодуговая как рассматриваются в данном исследовании, после желаемого завершения совместного проникновения установлено, нижней поверхности заготовки становится свободным. Таким образом, на поверхности металла и бассейн бы уменьшить ее выпуклости, потому что часть расплавленного металла в сварочной ванне выходит за пределы нижней поверхности заготовки. Процесс аргонодуговой таким образом подходит для вступления в точности, где точный контроль в режиме реального времени требуются, такие как корневых швов, где полным совместное проникновение, как правило, должна быть обеспечена.
Процесс является относительно медленным по сравнению с другими методов дуговой сварки, таких как газовая дуговая сварка металлическим электродом (gmaw), на такие сварщики, что может постепенно развивать свои способности, чтобы наблюдать за процессом и регулировать параметры сварки в эйд — соответствующие скорости. Особенно для корневых швов аргонодуговая как рассматриваются в данном исследовании, после желаемого завершения совместного проникновения установлено, нижней поверхности заготовки становится свободным. Таким образом, на поверхности металла и бассейн бы уменьшить ее выпуклости, потому что часть расплавленного металла в сварочной ванне выходит за пределы нижней поверхности заготовки. Процесс аргонодуговой таким образом подходит для вступления в точности, где точный контроль в режиме реального времени требуются, такие как корневых швов, где полным совместное проникновение, как правило, должна быть обеспечена.
Хотя сварщики могут наблюдать на поверхности металла и бассейн и регулировать параметры сварки таким образом, модели, производные от корректировки начинающего сварщика страдает от большого перерегулирования и колебаний. При добавлении низкочастотного фильтра, заметно проскакивание по-прежнему наблюдается (реф. 2). С другой стороны, поправки, внесенные квалифицированные сварщики не должна иметь перерегулирование, ни колебаний, как это делают начинающие сварщики. Как показала практика, опытные модели сварщика полученные в данном исследовании результаты лучше, чем у начинающего сварщика с более быстрое время конвергенции и без заметного перерегулирования. Сравнение модели не только помогут нам лучше понять, почему менее квалифицированные сварщики не работают, а также квалифицированных сварщиков и обучение сварщиков быстрее для того, чтобы устранить недостаток квалифицированного сварщика в обрабатывающей отрасли (Арт. 3), а также поможет нам лучше контролировать процесс сварки.
При добавлении низкочастотного фильтра, заметно проскакивание по-прежнему наблюдается (реф. 2). С другой стороны, поправки, внесенные квалифицированные сварщики не должна иметь перерегулирование, ни колебаний, как это делают начинающие сварщики. Как показала практика, опытные модели сварщика полученные в данном исследовании результаты лучше, чем у начинающего сварщика с более быстрое время конвергенции и без заметного перерегулирования. Сравнение модели не только помогут нам лучше понять, почему менее квалифицированные сварщики не работают, а также квалифицированных сварщиков и обучение сварщиков быстрее для того, чтобы устранить недостаток квалифицированного сварщика в обрабатывающей отрасли (Арт. 3), а также поможет нам лучше контролировать процесс сварки.
Во втором разделе данной статьи под названием «анализ данных» и Частотный диапазон, содержащий данные как начинающим, так и квалифицированные ответы человека сварщик впервые проанализированы во времени и в частотной области. Тогда линейные модели сравниваются в третьем разделе. В четвертом разделе, нелинейных нейро-нечетких моделей для новичков, так и опытных сварщиков сравниваются и результаты будут детально проанализированы. Квалифицированные модель человека сварщик и далее использоваться в качестве интеллектуального регулятора и замкнутой системы управления разработан для управления с обратной связью процесса аргонодуговой для поддержания постоянной полной совместное проникновение в пятом разделе, который называется эксперименты, контроль и анализ. Контроллер тестируется с разных начальных токах сварки и различных сварочных технологических нарушений, в том числе сварочного тока, длина дуги и скорость сварки помехи. Наконец, выводы.
Тогда линейные модели сравниваются в третьем разделе. В четвертом разделе, нелинейных нейро-нечетких моделей для новичков, так и опытных сварщиков сравниваются и результаты будут детально проанализированы. Квалифицированные модель человека сварщик и далее использоваться в качестве интеллектуального регулятора и замкнутой системы управления разработан для управления с обратной связью процесса аргонодуговой для поддержания постоянной полной совместное проникновение в пятом разделе, который называется эксперименты, контроль и анализ. Контроллер тестируется с разных начальных токах сварки и различных сварочных технологических нарушений, в том числе сварочного тока, длина дуги и скорость сварки помехи. Наконец, выводы.
Анализ данных и Частотный диапазон
В этом разделе, данные, используемые для построения как новичкам, так и опытных моделей человека сварщика представлены/проанализированы, и частотные характеристики опытного сварщика модель (реф. 1) и начинающего сварщика модель (реф. 2) сравниваются.
2) сравниваются.
На рисунке 1 показана сварочная ванна характеристические параметры и сварщика корректировки, сделанные как новичкам (Рис. 1А) и квалифицированного сварщика (фиг. 1Б). Было показано (Рефов. 1, 2), что как новички, так и квалифицированные сварщики могут реагировать на колебания поверхности шва бассейн и контроля процесса сварки до определенной степени. Замечено, что нынешние поправки, внесенные начинающего сварщика были отфильтрованы до моделирования, поскольку часто наблюдаются резкие изменения в Сварочный ток. Это понятно из-за ограниченности начинающего мастерства сварщиков обладают. Для опытного сварщика, с другой стороны, текущие корректировки рассматриваются как правильные ответы к изменяющимся процессом сварки и моделируются непосредственно. Вместо того, переднее-боковой шов, характерный бассейн параметров в несколько раз дискретизации и отфильтрованного ширина, длина и выпуклость, затем используются в качестве входных параметров модели (реф. 1).
1).
Сравнивая изменения, которые были сделаны для начинающих и опытных сварщиков, следует отметить, что начинающему корректировки сварочный аппарат, как правило, крупнее, чем у опытного сварщика. Максимальный ток регулировка начинающего сварщика составляет около 5 С, а максимальная регулировка опытного сварщика составляет около 3 А. чтобы лучше проиллюстрировать диф ферент поведения начинающих и опытных сварщиков, Частотный анализ был выполнен, и результат показан на рис. 2.
Это наблюдается из фиг. 2 что я plitude начинающего сварщика частота повторного ответа (перед фильтрацией), как правило, больше, чем у умелого welder. Это совпадает с наблюдениями из данных графически на фиг. 1. Начинающего сварщика имеет больший и более энергичный ответ на всех частотах, что указывает частая недооценка начинающего сварщика и тех, для опытного сварщика, максимальная реакция достигается при 0,05 Гц. Это предполагает, что опытный сварщик человека концентрируется на низкой частоте больше, чем начинающий сварщик делает. После применения фильтра низких частот относительно простым и понятным.
После применения фильтра низких частот относительно простым и понятным.
Эксперименты, контроль и анализ
Разработанной замкнутой системы управления показана на рис. 5. В этой экспериментальной системе, применение сварки трубы производится с использованием постоянного тока electrodenegative аргонодуговой. Материал трубы-нержавеющая сталь 304. Наружный диаметр и толщина стенки трубы 113.5 и 2,03 мм, соответственно. Труба вращается во время эксперимента, в то время как позиции факела, визуализации плоскости, лазерный генератор структуры света, и камеры фиксируются в пространстве. Компьютер контролирует скорость вращения и движения факела для достижения требуемой скорости сварки и длины дуги.
Компьютер, подключенный к камере обрабатывает полученное изображение, восстанавливает сварочной ванны, а также настои три характерных параметров сварочной ванны (ширина, длина и выпуклость) в реальном времени. Опытные модели человеческого интеллекта, то выходной ток. Чтобы имитировать поведение сварщика как в принципе и ответ человека сварщика описаны в первой части данного исследования, в каждом эксперименте начального вклада сварка впервые применил для сварки бассейн расти и суставов проникновения достигается. Затем замкнутой период регулирования человеческого интеллекта модели. Экспериментальных параметров (в том числе сварочных параметров и отображение параметров мониторинга) используются в замкнутой контрольных опытов те же, что перечислены в первой части данного исследования.
Затем замкнутой период регулирования человеческого интеллекта модели. Экспериментальных параметров (в том числе сварочных параметров и отображение параметров мониторинга) используются в замкнутой контрольных опытов те же, что перечислены в первой части данного исследования.
Для подтверждения эффективности предлагаемого квалифицированных модель человеческого сварщик в контролируя процесс аргонодуговой чтобы достичь желаемого проварен, различные closedloop контрольных опытов были разработаны и проведены в этом разделе. В первом подразделе проведены эксперименты с различными начальными токи. Надежности на основе модели реакции человека сварщик управления по отношению к начальным током анализируется. Во втором подразделе, применяются текущие возмущения и надежности регулятора против нынешних возмущений проверяется. В третьем и четвертом подразделах, которые следуют, надежность предлагаемого регулятора от напряжения дуги и скорости сварки возмущений являются дальнейшей проверке.
Текущие нарушения.
В этом подразделе, работоспособность регулятора против нынешних нарушений исследована. Длина дуги и скорость сварки установить по 5 и 1 мм/с, соответственно. Экспериментальные результаты представлены на фиг. 9-11. Процесс начинается с открытой петли периодом около 38 с (период с начальный ток 52 А), который приносит задней стороне шва шириной около 3 мм. В первые 42 сек после разомкнутых срок, не ошибка существовала между расчетным током и тока. Опытный сварщик модель человека была возможность контролировать задней шов шириной около 5 мм (Рис. 11) при увеличении тока до примерно 62 а — на фиг.10. Соответствующее переднее-боковой шов параметров бассейна были 4.8, 4.8, и 0,1 мм. В T = был применен 103, текущая возмущения. Сварочный ток был установлен на 50 А, который составляет около 12 меньше, чем расчетный ток. В результате сварки Ширина бассейна снизился до около 3,8 мм, длина сначала увеличивается, а затем уменьшается до 4,2 мм, а выпуклость увеличилась с 0,1 до 0,2 мм. Изменения в передне-боковой шов, характерный бассейн параметров показали, что проплавление стали меньше. Опытный сварщик модель человека была возможность регулировки сварочного тока около 61, а в стремлении компенсировать этот искусственный текущие нарушения (Рис. 10), и задней стороне Ширина шва может быть сохранена на уровне около 5 мм. Таким образом, работоспособность регулятора против сварочного тока нарушений была проверена.
Изменения в передне-боковой шов, характерный бассейн параметров показали, что проплавление стали меньше. Опытный сварщик модель человека была возможность регулировки сварочного тока около 61, а в стремлении компенсировать этот искусственный текущие нарушения (Рис. 10), и задней стороне Ширина шва может быть сохранена на уровне около 5 мм. Таким образом, работоспособность регулятора против сварочного тока нарушений была проверена.
Заключение
Анализ, основанный на линейных моделях для начинающих и опытных сварщиков предполагает, что квалифицированный сварщик не только реагирует быстрее и точнее, но также позволяет использовать дополнительную информацию из сварочной ванны. Дальнейший анализ на основе нелинейных моделей показывает, что в обычных случаях квалифицированные сварщика корректировки минимальны, чтобы не допустить больших колебаний и перерегулирования начинающего сварщика модель страдает, в то время как в других случаях, где выпуклость либо значительно меньше или больше, корректировка опытный сварщик больше, чем у начинающего сварщика, который может обеспечить в течение более короткого времени.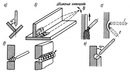 Эффективность и надежность предложенной модели на основе интеллектуального контроллера была проверена с различными начальными током и различные вариации процесса сварки/нарушений, в том числе Сварочный ток, напряжение и скорость сварки возмущений. Опытный сварщик модели, полученные в данном исследовании, работает лучше, чем у начинающего сварщика с более быстрое время конвергенции, и без заметного перерегулирования. Таким образом, фонд создан для изучения механизма и трансформации человеческого сварщика интеллект в роботизированную систему сварки.
Эффективность и надежность предложенной модели на основе интеллектуального контроллера была проверена с различными начальными током и различные вариации процесса сварки/нарушений, в том числе Сварочный ток, напряжение и скорость сварки возмущений. Опытный сварщик модели, полученные в данном исследовании, работает лучше, чем у начинающего сварщика с более быстрое время конвергенции, и без заметного перерегулирования. Таким образом, фонд создан для изучения механизма и трансформации человеческого сварщика интеллект в роботизированную систему сварки.
Использованные источники
1. Liu, Y. K., and Zhang, Y. M. 2014. Skilled human welder intelligence modeling and control: Part I — Modeling. Welding Journal 93(2): 46-s to 52-s.
2. Liu, Y. K., Zhang, W. J., and Zhang, Y. M. 2013. Neuro-fuzzy based human intelligence modeling and robust control in gas tungsten arc welding process. Proc. 2013 American Control Conference, Washington, D.C., June 17–19.
3. Uttrachi, G. D. 2007. Welder shortage requires new thinking. Welding Journal 86(1): 6.
Uttrachi, G. D. 2007. Welder shortage requires new thinking. Welding Journal 86(1): 6.
4. Cornelius, T. L. 1996. Digital control systems implementation and computational tech- niques. Academic Press.
5. Chen, C. T. 1999. Linear System Theory and Design (3rd Ed.). Oxford University Press.
6. Ljung, L. 1999. System Identification — Theory for the User, 2nd edition. PTR Prentice Hall, Upper Saddle River, N.J.
Различные методы сварки и места их применения
Сварка — это процесс плавного соединения двух или более кусков металла вместе с использованием тепла и давления. Когда тепло применяется к металлу, он становится мягким, что позволяет соединять детали путем приложения соответствующего давления. Концепция сварки существует со времен средневековья, когда металлические детали сначала нагревали на пламени при очень высоких температурах, а затем сколачивали вместе, чтобы соединить их. Позже этот метод был заменен использованием электрического и газового пламени, что оказалось более безопасным и быстрым для сварщиков. Сегодня сварщики узкоспециализированы и используют около 30 видов сварки, в которых используются такие элементы, как газ, электричество и лазерные лучи. Ниже приведены наиболее часто используемые методы сварки:
Сегодня сварщики узкоспециализированы и используют около 30 видов сварки, в которых используются такие элементы, как газ, электричество и лазерные лучи. Ниже приведены наиболее часто используемые методы сварки:
Ручная / дуговая сварка (SMAW)
Этот распространенный метод сварки был изобретен в 1802 году и включает использование плавящегося электрода с проволокой, покрытой флюсом, которая дает электрический ток. При контакте с свариваемым металлом в зазоре возникает электрическая дуга, создающая высокие температуры до 6500 ° F.Это тепло плавит электрод и металл, создавая сварной шов. Этот метод сварки выгоден тем, что не требует защитного газа и эффективен для ржавых металлов. Однако тонкие металлы могут усложнить процесс, требуя присутствия квалифицированного и опытного оператора.
Дуговая сварка лучше всего подходит для тяжелых металлов размером 4 мм и более и используется при ремонте тяжелого оборудования, при монтаже стали и сварке трубопроводов, а также в обрабатывающей промышленности и строительстве.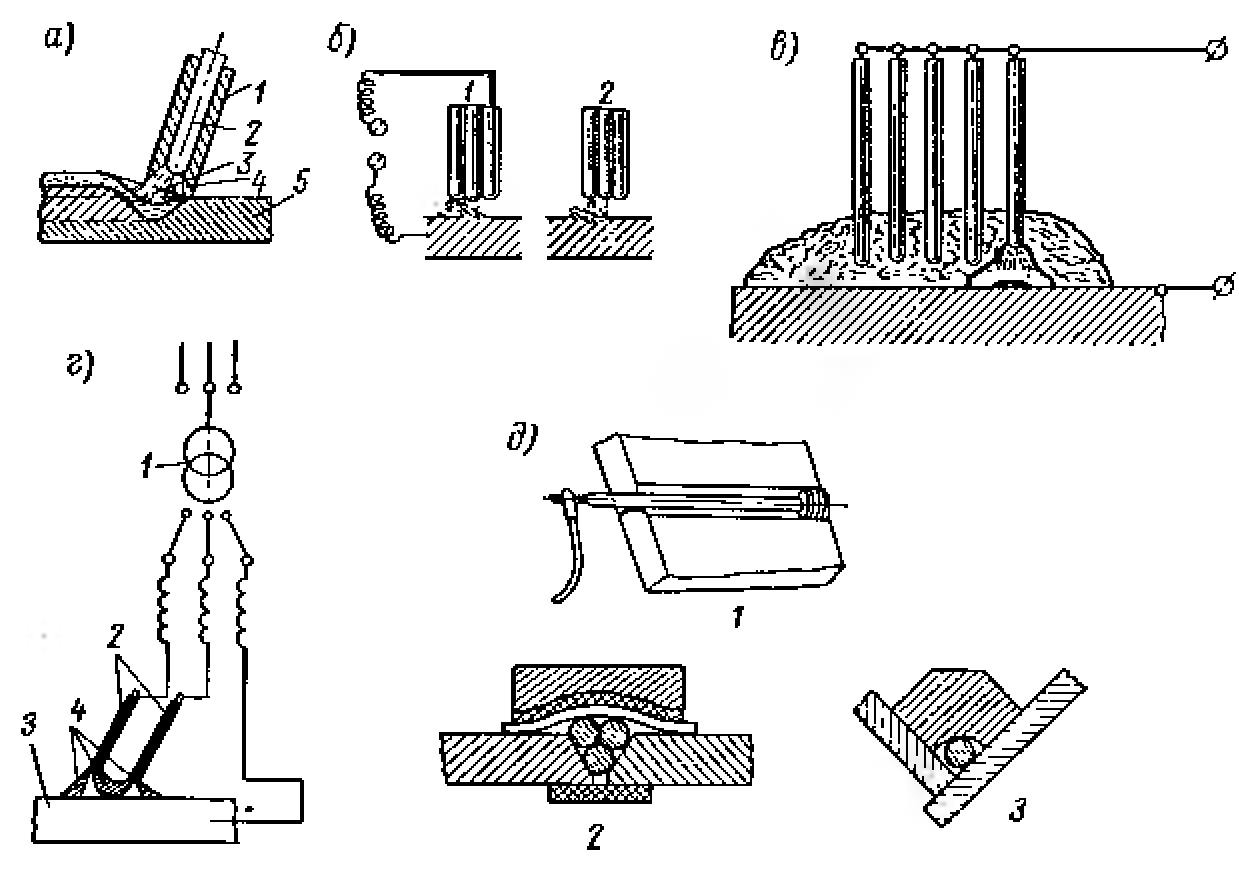
Сварка металла в среде инертного газа (MIG) или GMAW
Этот общий вид сварки был усовершенствован в 1960-х годах. Для сварки MIG используется пистолет, в который непрерывно подается плавящийся электрод. В процессе используется внешний газ, чтобы защитить сварной металл от факторов окружающей среды, таких как кислород, что делает его непрерывным и быстрым. Этот метод прост в освоении, дает меньше сварочного дыма, имеет высокий КПД электрода и требует меньшего количества тепла. Однако оборудование является дорогостоящим, этот процесс неэффективен для толстых материалов и требует внешнего защитного газа.
Сварка
MIG хорошо работает с различными сплавами, такими как нержавеющая сталь, алюминий, кремниевая бронза, магний, медь и никель. Он используется в ремонте автомобилей, строительстве, сантехнике, робототехнике, производстве и ремонте судов.
Сварка вольфрамовым электродом в среде инертного газа (TIG) или GTAW
Этот метод сварки, выпущенный в 1941 году, представляет собой сложный и трудоемкий процесс сварки, требующий высокого уровня навыков и внимания. Автогенный шов можно создать путем плавления двух металлических частей без присадочного металла.TIG позволяет получать высококачественные сварные швы без брызг из различных сплавов, которые могут быть очень тонкими. Однако для этого требуется высококвалифицированный оператор и внешний защитный газ, и он не работает с ржавыми или грязными материалами.
Автогенный шов можно создать путем плавления двух металлических частей без присадочного металла.TIG позволяет получать высококачественные сварные швы без брызг из различных сплавов, которые могут быть очень тонкими. Однако для этого требуется высококвалифицированный оператор и внешний защитный газ, и он не работает с ржавыми или грязными материалами.
Сварка
TIG лучше всего используется при сварке в аэрокосмической отрасли, производстве автомобилей, мотоциклов и мотоциклов, труб и высокоточных сварных швов.
Дуговая сварка порошковой проволокой
Этот метод сварки аналогичен SMAW, за исключением того, что в нем вместо сплошной проволоки используется заполненный трубчатой проволокой флюс.Он может быть самозащитным или двойным с дополнительным внешним газом. Он используется при сварке толстых материалов, ремонте тяжелого оборудования и строительстве, а также при монтаже стали.
Сварочные процессы претерпели значительные изменения в последние годы, что привело к появлению множества новых и инновационных методов. Поэтому необходимо понимать эти методы, чтобы знать, какой из них подходит для вашей работы. Это будет во многом определять, кого вы захотите нанять для его выполнения. Каждый метод сварки имеет определенные преимущества и недостатки, и вам нужно будет потратить время на то, чтобы подумать, какой процесс будет оптимальным для вашего применения.Независимо от того, какой метод сварки подходит для вашего проекта, Swanton Welding может помочь вам сегодня.
Поэтому необходимо понимать эти методы, чтобы знать, какой из них подходит для вашей работы. Это будет во многом определять, кого вы захотите нанять для его выполнения. Каждый метод сварки имеет определенные преимущества и недостатки, и вам нужно будет потратить время на то, чтобы подумать, какой процесс будет оптимальным для вашего применения.Независимо от того, какой метод сварки подходит для вашего проекта, Swanton Welding может помочь вам сегодня.
Различные типы сварочных процессов
Сварка — увлекательная и полезная техника как для энтузиастов, так и для профессионалов. Используя пару инструментов и различные типы металлов, сварщики могут превратить любую деталь в любую форму и дизайн, которые они пожелают, при этом искры будут летать вокруг. Однако, чтобы овладеть искусством сварки, вам необходимо начать с основ и знать о различных типах сварочных процессов.
Более 30 различных
виды сварки существуют, и они варьируются от простой газокислородной до высокотехнологичной.
такие процессы, как лазерная сварка. Однако используются только четыре типа сварки.
обычно это сварка MIG, TIG, Stick и порошковая сварка. Каждый из
у них есть свои преимущества и недостатки, и вам необходимо иметь
надлежащее обучение, чтобы практиковать их.
MIG — газовая дуговая сварка металла (GMAW)
В этом процессе сварки используются
электрод непрерывно подается через сварочную горелку, и оператору необходимо
нажмите на спусковой крючок, чтобы пропустить расходный электрод.Между
основной материал и электрод образует электрическую дугу, которая нагревает материал
пока он не достигнет точки плавления, которая позволит соединить его с
еще один.
Для этого типа сварки необходим защитный газ, подаваемый извне, и некоторые из наиболее часто используемых газов для этой цели — нержавеющая сталь, углеродистая сталь, магний, медь, никель, алюминий и кремниевая бронза. Некоторые из типичных применений сварки MIG
Основные преимущества
выбор стиля MIG для сварки включает сокращение отходов благодаря
более высокий КПД электрода, минимальная очистка сварного шва, меньший нагрев
вводы и снижение сварочного дыма. Причем это самая простая сварка
Причем это самая простая сварка
техника для изучения, что делает ее подходящей для начинающих и энтузиастов DIY.
К недостаткам мы можем отнести потребность во внешнем защитном газе, довольно высокую стоимость лучших сварочных аппаратов MIG и другого необходимого оборудования, ограниченные положения, в которых вы можете сваривать, потому что вы не можете использовать этот метод для вертикальной или потолочной сварки. и невозможность сваривать толстые материалы. Кроме того, для успешного использования этой техники сварки все материалы должны быть очищены от грязи и ржавчины.
Сварка МИГ очень
обычно используется в автомобильной промышленности, например, при замене каталитического нейтрализатора или полного выпуска отработавших газов, главным образом потому, что он может обеспечить прочный сварной шов, способный выдерживать большие нагрузки. Ремонт автомобилей часто требует универсальности и прочности, и этот тип сварки лучше всего подходит для этой цели. Другие распространенные применения включают брендинг, робототехнику, строительство и морскую промышленность.
Что касается MIG
сварке, вы должны быть уверены, что вы правильно настроили параметры мощности в
Чтобы соответствовать толщине материала.Скорость сварки также
фактор, который влияет на периоды и проплавление сварного шва. Уменьшая
скорость путешествия мысли, вы сможете увеличить проникновение. при желании доступны различные калькуляторы
для сравнения различных настроек мощности сварки для
конкретный проект.
Связанные: Проекты Cool Welding
TIG — газовая дуговая сварка вольфрамом (GTAW)
Источник изображения
Также известен как Heliarc
сварка, TIG — это процесс сварки, в котором используется вольфрамовый электрод, который не
расходный материал, чтобы следить за основным металлом и создавать лужу расплава для
с помощью этого метода вы можете создать не присадочный металл или самогенный шов, чтобы
расплавить два куска металла вместе.Вы также можете добавить внешний наполнитель в
расплавленной лужи, чтобы можно было создать сварной шов и увеличить
механические свойства металла.
Как и в случае с
Сварка MIG, вам понадобится внешний источник газа, а также некоторые из обычных
это аргон и смеси аргон / гелий. Некоторые из наиболее типичных применений TIG
Сварка включает системы трубопроводов, аэрокосмическую сварку, а также мотоциклы или велосипеды.
Основными преимуществами использования этой техники для энтузиастов или профессионалов являются возможность сваривать очень тонкие материалы, высококачественная чистка сварных швов и эстетичный вид сварных швов.Более того, с помощью этой техники вы можете сваривать широкий спектр сплавов и получать лунки без брызг, поэтому вам не нужно беспокоиться о мусоре.
С другой стороны, некоторые из недостатков сварки TIG включают высокую стоимость оборудования и более низкие скорости наплавки. Кроме того, вам потребуется внешний защитный газ и достаточно высокая квалификация оператора для получения желаемых результатов.
Сварка TIG обычно
считается самой популярной техникой сварки, используемой в настоящее время, и причина
за этим стоит тот факт, что он обеспечивает чистый сварной шов и высокую степень чистоты.
это практически невозможно получить другими методами сварки.Метод
чаще всего используется для сварки нержавеющей стали, хотя это также
подходящий выбор для других металлов, таких как алюминий, магний, медь и
никель.
Некоторые отрасли, в которых регулярно используется сварка TIG, включают отрасли, в которых преобладают цветные металлы. Это означает, что этот метод подходит для производства труб, транспортных средств, велосипедов, а также для ремонта и обслуживания различных типов инструментов из магния, алюминия и нержавеющей стали.Ознакомьтесь с нашими обзорами лучших сварщиков тигров здесь.
Stick — дуговая сварка защищенного металла (SMAW)
Источник изображения
Обычно называемая палкой, дуговая сварка защищенным металлом — это процесс, в котором используется электрод, пропускающий электрический ток, чтобы обеспечить большую часть сварочного металла. Электрод, используемый для этого метода, состоит из сердечника, который имеет кодированный приток, и электрическая дуга создается, когда кончик электрода, который является обрабатываемой деталью, извлекается, оставаясь при этом в тесном контакте, чтобы создать температуру около 6500 ° Ф.
Расплавленный металл
защищен от нитратов и оксидов в атмосфере во время этого процесса, который
означает, что этот процесс подходит для сварки трубопроводов, строительства,
ремонт тяжелого оборудования и монтаж металлоконструкций.
Основные преимущества
с использованием техники дуговой сварки в среде защитного металла включают низкую стоимость
оборудование, которое необходимо, а также его портативность. Нет необходимости в
защитным газом, как при сварке TIG или MIG, что означает, что вы можете
используйте эту технику на улице даже во время ветра или дождя.Более того, эта техника
также работает с грязными и ржавыми металлами, поэтому является подходящей альтернативой для тех, кто
проекты, в которых вы просто не можете использовать методы TIG или MIG.
С другой стороны,
К недостаткам технологии дуговой сварки в среде защитного металла можно отнести более низкий расход
эффективность, так как при такой сварке образуется довольно много отходов, и
требуется высокая квалификация оператора. На самом деле это займет у вас немного времени
На самом деле это займет у вас немного времени
дольше других методов овладевать необходимыми навыками с учетом
Дело в том, что метод также довольно сложно использовать на тонких материалах.
Этот метод обычно
считается устаревшим по сравнению с методами против старения MIG главным образом потому, что
это в первую очередь техника ручной сварки. Однако иногда процесс
необходимо, потому что не всегда можно использовать сварку TIG или MIG из-за
должность, тип материала и навыки.
Этот вид сварки
предлагает очень дешевое решение, не требующее дорогостоящего оборудования.
В результате качество финального шва может быть не лучшим, в основном
потому что этот метод может допускать мелкое проникновение, пористость, растрескивание,
и уязвимость к суровой погоде.
Дуговая сварка порошковой проволокой (FCAW)
Источник изображения
Этот метод очень похож на метод сварки MIG, так как он также требует непрерывной подачи электрода, но вместо сплошной проволоки требуется трубчатая проволока, заполненная флюсом. Вы можете выбрать один из двух типов проволоки с флюсовым сердечником, которые являются социальными и будут экранировать провода. Провода социального обеспечения — хорошее решение для использования вне помещений, так как они работают даже в ветреную погоду. С другой стороны, в двойном экране используется внешний защитный газ и флюс для защиты современной сварочной ванны.
Вы можете выбрать один из двух типов проволоки с флюсовым сердечником, которые являются социальными и будут экранировать провода. Провода социального обеспечения — хорошее решение для использования вне помещений, так как они работают даже в ветреную погоду. С другой стороны, в двойном экране используется внешний защитный газ и флюс для защиты современной сварочной ванны.
Основными преимуществами этого метода являются более высокий КПД электрода, который создает меньше отходов, чем другие типы сварки, а также меньшее количество ударов. При дуговой сварке порошковой проволокой нет необходимости во внешнем защитном газе, и вы получаете меньше сварочного дыма независимо от металла, используемого для сварки. это также довольно чистый вид сварки, так как вам не придется иметь дело с большим количеством мусора.
Что касается
К недостаткам этого способа сварки можно отнести наиболее частые из них:
образование большого количества дыма и высокая стоимость оборудования.Этот
Метод сварки не рекомендуется для тонких материалов и может привести к образованию шлака.
Технику дуговой сварки порошковой проволокой очень легко освоить, и многие профессионалы предпочитают ее, поскольку она чрезвычайно недорогая. Несмотря на то, что есть несколько ограничений, когда дело доходит до применения этого метода, и результаты могут быть не такими эстетически приятными, как результаты, полученные с другими типами методов китобойного промысла, этот вопрос остается популярным из-за простоты его использования. лучшие сварщики сердечников флюса здесь.
Электронно-лучевая сварка (ЭЛС)
Этот вид сварки
включает в себя стрельбу лучом высокоскоростных электронов по материалам, которые требуют
сварка. Этот метод преобразует энергию электронов в листы в
чтобы расплавить сварочные материалы, которые затем могут соединиться и сплавиться. Этот
Тип сварки используется во многих отраслях промышленности, начиная с
полностью автоматизированное поточное производство автомобильных деталей для дорогостоящих авиационных двигателей
промышленность. Некоторые примеры продуктов, созданных с помощью электронно-лучевой сварки
Некоторые примеры продуктов, созданных с помощью электронно-лучевой сварки
включают аэрокосмические компоненты, узлы трансмиссии и биметаллические пильные полотна.
Потому что это
электронно-лучевая сварка в вакууме — идеальный выбор для герметизации
электрические компоненты и предварительно вакуумированные корпуса. Эта техника позволяет соединить
из разнородных металлов, например, с различной теплопроводностью и
точки плавления, чего обычно трудно достичь с помощью других
методы сварки.Это также хорошая техника для тех, кто хочет сварить
толстый материал к тонкому материалу.
Сварка атомарным водородом (AHW)
Этот метод сварки был в значительной степени заменен методами дуговой сварки металлическим газом, но он все еще используется для конкретных целей, таких как сварка вольфрама. Этот материал обладает высокой термостойкостью, и, используя эту технику, вы можете сваривать его так, чтобы не повредить металл, но при этом создавая сплоченный прочный сварной шов. Как и при всех сварочных работах, чрезвычайно важно использовать перчатки сварщика для защиты и безопасности.
Как и при всех сварочных работах, чрезвычайно важно использовать перчатки сварщика для защиты и безопасности.
Метод был изобретен
Ирвинга Ленгмюра после открытия атомарного водорода. Это включает
размещение двух металлических вольфрамовых электродов в атмосфере водорода с целью
расщепить водород в молекулах и объединить их во взрыве тепла
температура может достигать 3000 градусов по Цельсию.
Газовая вольфрамо-дуговая сварка
Это один из самых сложных видов сварки, а также самый трудоемкий, поскольку он требует большого внимания и навыков, в основном из-за небольшого расстояния между видами сварки. пламени в материале, который вы собираетесь сваривать.Для этого метода свариваются небольшие полосы металла, чтобы получить чрезвычайно прочный сварной шов, который прослужит долгие годы. Этот метод сварки был выпущен в 1941 году и с тех пор мало изменился. Он до сих пор используется производителями велосипедов и самолетов, как военными, так и коммерческими.
Плазменно-дуговая сварка
источник
Аналогичный процесс
По сравнению с дуговой сваркой вольфрамовым электродом, плазменная сварка была первоначально разработана
в 1954 году и использует электрический ток, который проходит через очень малую
сопло, которое пропускает защитные газы, чтобы обеспечить экстремальное
точность при сварке небольших участков.Этот метод подходит для
использовать, когда дело доходит до нагрева металла до очень экстремальных температур, что приводит к
более глубокие и прочные сварные швы. Этот метод сварки часто используется в самолетах.
обрабатывающей промышленности, и очень редко он может быть полезен для DIY и
сварщики-энтузиасты.
Чтобы узнать больше о плазменных резаках и о том, как их выбрать, прочтите наши обзоры плазменных резаков здесь.
4 популярных типа сварочных процедур
Примечание: сообщение в блоге обновлено 31 октября 2019 года, чтобы включить информацию о новом месте обучения и предоставить полезную инфографику.
Работа с металлом увлекательна и вдохновляет. По мере того как разлетаются искры и повышается тепло, сварщики могут преобразовывать одни из самых прочных материалов в мире в формы и изделия, которые они представляют. Этот навык требует работы и практики, и его лучше всего усвоить с помощью и руководством профессионалов отрасли.
В школах сварки, таких как Lincoln Tech, заинтересованные лица могут записаться на программу «Технология сварки», чтобы получить необходимые навыки и знания для начала карьеры в этой области.От использования стандартных инструментов до разжижения металла студенты быстро сделают успешную карьеру.
Изучение основ новой профессии может занять много времени. Вам необходимо ознакомиться со всем рабочим процессом от начала до конца и освоить каждый уровень, прежде чем двигаться дальше. Это внимание к деталям — вот что делает хорошего сварщика более разносторонним потенциальным сотрудником. Есть четыре основных типа сварочных процедур, которые студенты Lincoln должны изучить, чтобы стать успешными сварщиками, работающими в этой области. Студенты Lincoln имеют уникальную возможность пройти комплексную практическую подготовку у опытных инструкторов. Под руководством одних из лучших в отрасли студенты освоят четыре самых популярных типа сварочных процедур.
Студенты Lincoln имеют уникальную возможность пройти комплексную практическую подготовку у опытных инструкторов. Под руководством одних из лучших в отрасли студенты освоят четыре самых популярных типа сварочных процедур.
4 типа сварочных процессов
Газовая дуговая сварка металла (GMAW / MIG)
Этот вид сварки также называется сваркой в среде инертного газа (MIG). Он использует защитный газ вдоль проволочного электрода, который нагревает два соединяемых металла.Этот метод требует постоянного напряжения и источника питания постоянного тока и является наиболее распространенным промышленным процессом сварки. Он имеет четыре основных метода переноса металла: шаровидный, с коротким замыканием, распыление и импульсное распыление.
Газовая вольфрамо-дуговая газовая сварка (GTAW / TIG)
Сварка вместе толстых секций нержавеющей стали или цветных металлов является наиболее распространенным применением этого метода. Это также процесс дуговой сварки, в котором для сварки используется вольфрамовый электрод. Этот процесс занимает гораздо больше времени, чем три других, и намного сложнее.
Этот процесс занимает гораздо больше времени, чем три других, и намного сложнее.
Дуговая сварка экранированного металла (SMAW)
В этом конкретном типе сварки сварщик следует ручному процессу сварки штангой. Палка использует электрический ток для образования дуги между палкой и соединяемыми металлами. Это часто используется при строительстве стальных конструкций и в промышленном производстве для сварки чугуна и стали.
Дуговая сварка порошковой проволокой (FCAW)
Этот метод был разработан как альтернатива сварке под защитным экраном. Полуавтоматическая дуговая сварка часто используется в строительных проектах благодаря высокой скорости сварки и портативности.
Отраслевая подготовка и трудоустройство
Обучение сварке в шести местах
Если вы готовы узнать больше о сварочной отрасли и хотите стать сварщиком, посетите одну из семи школ сварки Lincoln Tech, расположенных в Восточном Виндзоре, Коннектикут; Денвер, Колорадо; Гранд-Прери, Техас; Индианаполис, Индиана; Колумбия, Мэриленд; Саут-Плейнфилд, штат Нью-Джерси; и Нэшвилл, штат Теннесси. Обратите внимание, что в нашем кампусе Мелроуз-Парк в Иллинойсе будет предложена новая программа сварки; это место находится всего в 20 минутах езды к югу от аэропорта О’Хара в Чикаго.Прием заявок на эту программу сварки начинается 29 октября 2019 года, а занятия начинаются в июне 2020 года.
Обратите внимание, что в нашем кампусе Мелроуз-Парк в Иллинойсе будет предложена новая программа сварки; это место находится всего в 20 минутах езды к югу от аэропорта О’Хара в Чикаго.Прием заявок на эту программу сварки начинается 29 октября 2019 года, а занятия начинаются в июне 2020 года.
Возможность трудоустройства
Обладая большим опытом в этих сварочных технологиях, выпускники могут увидеть много возможностей, открывающихся перед ними, когда они начнут искать работу . Сварщики часто ищут работу на производстве, в коммерческом строительстве, горнодобывающей промышленности, сельском хозяйстве, оптовой торговле, а также в сфере ремонта и обслуживания оборудования. Разнообразие применения этого навыка открывает прекрасные возможности для трудоустройства.
Как выбрать метод сварки
Сварка — это метод соединения двух металлических частей. Во многих случаях эта связь может быть прочнее основного материала. Процесс сплавления двух отдельных частей металла требует, чтобы основной металл плавился и сливался вместе. Старые методы использовали паяльную лампу для нагрева металла, пока основные детали не достигли температуры плавления. Новые методы используют электрическую дугу для выработки необходимого тепла. Электрод — расходный и заряженный положительно или отрицательно в зависимости от характера сварного шва — пропускается к заготовке.Существует множество методов плавления металла с помощью сварки, и выбор правильного метода имеет решающее значение. Вот различные методы сварки и их применение:
Старые методы использовали паяльную лампу для нагрева металла, пока основные детали не достигли температуры плавления. Новые методы используют электрическую дугу для выработки необходимого тепла. Электрод — расходный и заряженный положительно или отрицательно в зависимости от характера сварного шва — пропускается к заготовке.Существует множество методов плавления металла с помощью сварки, и выбор правильного метода имеет решающее значение. Вот различные методы сварки и их применение:
SAW — Дуговая сварка под флюсом
SAW — это сварка стыка электрической дугой, задушенной слоем флюса. Этот процесс, в основном автоматизированный, использует медленно подаваемую присадочную проволоку, подаваемую вдоль стыка под флюсом. Высококачественные сварные швы достигаются благодаря покрытию дуги и проволоки флюсом; опасность разбрызгивания сводится к нулю за счет большого количества флюса.Применения SAW включают:
- Производство толстых листов
- Сосуды под давлением и резервуары, узлы, ядерные реакторы
GMAW — Газовая дуговая сварка металла
GMAW более известен как MIG Welding . MIG означает металлический инертный газ. Расходуемая проволока автоматически подается через пистолет, а газ аргон одновременно действует как защитный агент. Этот вид сварки применяется в:
MIG означает металлический инертный газ. Расходуемая проволока автоматически подается через пистолет, а газ аргон одновременно действует как защитный агент. Этот вид сварки применяется в:
- Ремонт и восстановление
- Трубы
GTAW — Газовая дуговая сварка вольфрамом
GTAW более широко известен как TIG Welding .Самый точный и трудоемкий метод, сварщики TIG вручную подают проволоку в дугу, создаваемую неплавящимся вольфрамовым электродом, размещенным в пистолете для подачи аргона, таком как MIG. Электрод из вольфрама не плавится при высоких температурах, что обеспечивает точность подачи проволоки вручную. Из-за характера кормления с рук этот метод требует высокого уровня навыков и применяется только в особых обстоятельствах. Применения GTAW включают:
- Изделия из нержавеющей стали, алюминия, магния, медных сплавов
- Аэрокосмическая промышленность
- Трубопроводы
SMAW — Дуговая сварка защищенного металла
SMAW, более известный как сварка палкой, является наиболее широко используемым методом. Расходуемый электрод в форме стержня покрыт флюсом, чтобы создать дугу и расплавить наполнитель между деталями, в конечном итоге сплавив их вместе. Применения для этого типа сварки включают:
Расходуемый электрод в форме стержня покрыт флюсом, чтобы создать дугу и расплавить наполнитель между деталями, в конечном итоге сплавив их вместе. Применения для этого типа сварки включают:
- Строительство
- Сосуды под давлением, цистерны, котлы, суда
FCAW — Сварка сердечником под флюсом
FCAW — это разновидность сварки MIG. Этот тип сварки представляет собой процесс подачи проволоки с использованием другого электрода, чем MIG. Из всех процессов ручной сварки FCAW является наиболее производительным процессом и дает сварщикам возможность выполнить один проход на толстом стальном листе, проникая с обеих сторон.Основное применение FCAW:
PAW — Плазменно-дуговая сварка
PAW — это процесс, в котором плазменный газ нагревается до чрезвычайно высоких температур, а затем ионизируется для обеспечения электропроводности. Плазма передает электрическую дугу на деталь, плавя и сплавляя металлы. PAW обеспечивает метод сварки тонких листов и тонкой проволоки без жесткости дуги TIG. Дуга и инструменты расположены близко к заготовке, что снижает блуждание дуги. Приложения PAW включают:
Дуга и инструменты расположены близко к заготовке, что снижает блуждание дуги. Приложения PAW включают:
- Мелкие детали
- Датчики давления и электрические, микровыключатели, клапаны и т. Д.
HLAW — Гибридная лазерная дуговая сварка
HLAW — это автоматизированный процесс сварки с использованием робота с лазерным наведением. HLAW устраняет многие этапы традиционной сварки; отпадает необходимость во флюсе, как и в подготовке к сварке. Машина HLAW может сваривать на 300–400 процентов быстрее, чем традиционная сварка SAW. Скорость и точность сварки снижают риск деформации, так как зона термического влияния значительно меньше, чем при использовании других методов. Приложения HLAW включают:
- Длинные детали
- Крановые стрелы
- Настилы мостов, балки, фермы, сваи и т. Д.
У каждого метода сварки есть свои преимущества и недостатки. Применения многих методов частично совпадают — в проекте, включающем сварку, есть варианты и варианты, которые нужно сделать. В конечном итоге проектировщики и инженеры проектов должны взвесить преимущества возможных методов и решить, какой метод лучше всего подходит для приложения.
В конечном итоге проектировщики и инженеры проектов должны взвесить преимущества возможных методов и решить, какой метод лучше всего подходит для приложения.
Различные типы сварочных процессов [2021]
Если вы думаете о карьере сварщика, важно определить область, в которой вы хотели бы специализироваться.Существует более 30 различных типов сварочных процессов, от кислородно-топливной до более сложных методов лазерной сварки. Хотя эти разновидности обычно делятся на четыре основные группы.
4 основных типа сварочных процессов
Наиболее распространенными категориями сварочных процессов являются следующие: дуговая сварка металлическим электродом в среде защитного газа (GMAW / MIG), дуговая сварка вольфрамовым электродом в среде газа (GTAW / TIG), дуговая сварка в среде защитного металла (SMAW) и флюс. порошковая дуговая сварка (FCAW).
В этом посте мы подробно расскажем о специфике каждого процесса и подчеркнем различия между ними.Продолжайте читать, чтобы узнать все, что вам нужно знать о четырех основных типах сварки и о том, для чего они используются.
Газовая дуговая сварка металла (GMAW / MIG)
Этот процесс, также известный как сварка в среде инертного газа или MIG, использует тонкую проволоку в качестве электрода. Проволока нагревается по мере продвижения через сварочный инструмент к месту сварки. Необходимо использовать защитный газ для защиты сварного шва от загрязнений в воздухе.
Обычно это двуокись углерода, кислород, аргон или гелий.Этот метод часто используется для обработки металлов, таких как нержавеющая сталь, медь, никель, углеродистая сталь, алюминий и др. Из всех сварочных процессов этот наиболее популярен в строительной и автомобильной отраслях.
Газовая дуговая сварка металлическим электродом считается одним из наиболее простых в освоении методов сварки, что делает ее отличным направлением для начинающих сварщиков. Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
Некоторые недостатки, связанные с этим типом сварочного процесса, связаны с затратами на получение защитного газа и невозможностью сваривать более толстые металлы или выполнять вертикальную или потолочную сварку.
Дуговая сварка вольфрамовым электродом (GTAW / TIG)
Этот тип процесса сварки, также известный как сварка вольфрамовым инертным газом или TIG, обычно используется для сварки тонких и цветных материалов, таких как алюминий, медь, свинец или никель. Обычно он применяется в производстве велосипедов или самолетов.
В отличие от других типов сварочных процессов, при сварке TIG для сварки используется неплавящийся вольфрамовый электрод. Вам по-прежнему потребуется внешний источник газа, обычно аргон или смесь аргона и гелия.
Этот метод сварки считается одним из самых сложных для освоения и обеспечивает получение наиболее качественных сварных швов.
Так как между дугой и свариваемой областью есть лишь крошечный участок, для выполнения этого требуются огромная точность и навыки. Известно, что сварные швы, полученные с помощью этого метода, очень прочны.
Дуговая сварка защищенного металла (SMAW)
Этот тип сварочного процесса основан на ручной технике с использованием плавящегося электрода, покрытого флюсом.Этот метод, как правило, наиболее популярен среди домашних сварщиков. Этот процесс также более неофициально известен как сварка стержнем.
Это прозвище относится к электроду, который используется для сварки металла и имеет форму «стержня». Поскольку для дуговой сварки в экранированном металле требуется минимальное оборудование, это один из самых недорогих процессов.
Этот вид сварки не требует использования защитного газа и может выполняться на улице при ветре или дожде. Он также хорошо работает с грязью и ржавыми материалами.Тем не менее, есть и недостатки.
Ручная сварка обычно не позволяет получить продукцию самого высокого качества. Они склонны к пористости, трещинам и мелкому проникновению. Как правило, сварные швы менее долговечны, чем сварочные швы других типов.
Дуговая сварка порошковой проволокой (FCAW)
Подобно сварке MIG, дуговая сварка порошковой проволокой основана на непрерывной подаче проволоки. Есть два отдельных процесса, связанных с дуговой сваркой порошковой проволокой.
Есть два отдельных процесса, связанных с дуговой сваркой порошковой проволокой.
Один из них предполагает использование защитного газа, а другой — самозащитные агенты, образующиеся при разложении флюсов внутри проволоки.
Этот вид сварки известен тем, что он недорог и прост в освоении. Подобно процессу сварки MIG, это отличный способ для начинающих сварщиков начать свою карьеру в поле.
Также позволяет сварщикам выполнять свою работу на открытом воздухе (ветер не повлияет на сварку). Полуавтоматическая дуга обеспечивает высокую скорость сварки и портативность, что делает ее популярным процессом для строительных проектов.
Начните свою карьеру сварщика с Технологическим институтом Новой Англии
Диплом специалиста по сварочным технологиям в NEIT, одной из лучших сварочных школ в стране, дает интенсивный практический опыт, необходимый для начала карьера сварщика.
Программа разработана, чтобы помочь студентам овладеть навыками сварки и монтажа труб, познакомить их с САПР, проектированием зданий и научить их читать чертежи. Дополнительная теория и практика также включены в учебный план.
Дополнительная теория и практика также включены в учебный план.
Выпускники будут подготовлены к ряду различных отраслевых должностей, включая техника-сварщика, сварщика на производстве, техника-технолога, инженера по контролю качества, проектировщика CADD, техника CADD, продавца сварочной отрасли и специалиста по испытанию материалов.
Студенты также будут подготовлены к будущей сертификации посредством имитационных квалификационных тестов сварщика.
Вы можете заполнить форму ниже, чтобы запросить дополнительную информацию о выборе нашей программы, или позвоните нам по телефону 866-253-8458, чтобы поговорить с кем-нибудь из нашей команды сегодня!
Различные виды сварки и для чего они используются
Помните фильм 80-х Flashdance? Главная женщина, Дженнифер Билс, днем работала сварщиком на сталелитейном заводе в Питтсбурге, и для многих людей это было их первое представление о том, чем сварщик зарабатывает себе на жизнь.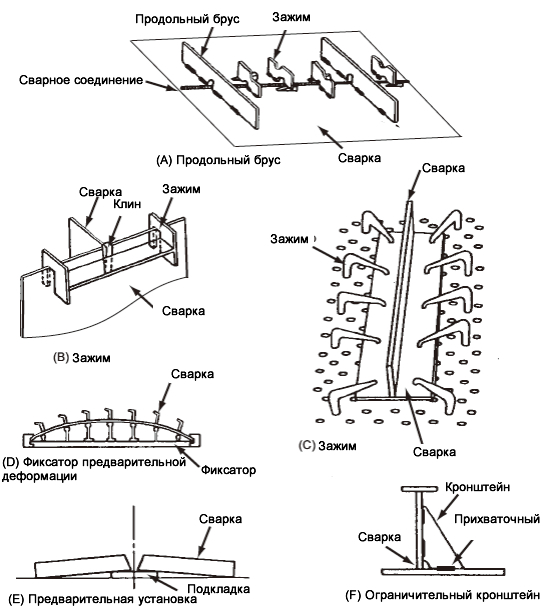
Дженнифер, безусловно, сделала сварку гламурной, хотя фильм, не говоря уже о навыках Джен как сварщика, подвергся критике.
Джен, как сообщается, впоследствии сказала, что она изучала сварку в течение двух месяцев до начала съемок, но, поскольку режиссер хотел больше искр на камеру, она была вынуждена сделать ужасную работу. Возможно, мы сможем позволить ей сорваться с крючка.
Несмотря на то, что изображают в фильмах, сварка — это, конечно, серьезная работа.Он используется для соединения кусков металла вместе и является очень умелым делом. Итак, какие бывают типы сварки и для чего они используются в промышленности?
Сварка МИГ
Сварка
MIG — один из самых простых видов сварки для начинающих. Сварка MIG — это на самом деле два разных типа сварки. В первом используется неизолированный провод, а во втором — флюсовый сердечник.
Сварку MIG неизолированной проволокой можно использовать для соединения тонких металлических деталей. Сварку MIG с сердечником из флюса можно использовать на открытом воздухе, поскольку она не требует расходомера или подачи газа.Сварка MIG обычно выбирают любители DIY и сварщики-любители, у которых нет денег на дорогостоящее оборудование.
Сварку MIG с сердечником из флюса можно использовать на открытом воздухе, поскольку она не требует расходомера или подачи газа.Сварка MIG обычно выбирают любители DIY и сварщики-любители, у которых нет денег на дорогостоящее оборудование.
Сварка палкой
Ручная сварка, также известная как дуговая сварка, выполняется по старинке. Сварку штучной сваркой немного сложнее освоить, чем сварку MIG, но вы можете купить оборудование для сварки штангой за очень небольшие деньги, если хотите попробовать себя дома. Для сварки штангой используется сварочный стержень с электродом.
Сварка TIG
Сварка
TIG чрезвычайно универсальна, но также является одним из наиболее сложных методов сварки, и сварщики Lincoln Electric TIG являются квалифицированными специалистами.
Для сварки TIG требуются две руки. Одна рука подает стержень, а другая держит горелку TIG. Эта горелка создает тепло и дугу, которые используются для сварки большинства обычных металлов, включая алюминий, сталь, никелевые сплавы, медные сплавы, кобальт и титан.
Плазменно-дуговая сварка
Плазменная дуговая сварка — это прецизионный метод, который обычно используется в аэрокосмической отрасли, где толщина металла составляет 0,015 дюйма. Одним из примеров такого применения может быть лопасть двигателя или воздушное уплотнение.Плазменная дуговая сварка очень похожа по технике на сварку TIG, но электрод утоплен, а ионизирующие газы внутри дуги используются для создания тепла.
Электронно-лучевая и лазерная сварка
Электронно-лучевая и лазерная сварка — это чрезвычайно точные методы сварки с использованием высоких энергий.
Газовая сварка
Газовая сварка сейчас используется редко, и ее в значительной степени вытеснила сварка TIG. Комплекты для газовой сварки требуют кислорода и ацетилена и очень портативны. Их до сих пор иногда используют для сварки деталей выхлопных газов автомобилей.
В настоящее время в США и во всем мире наблюдается огромная нехватка квалифицированных сварщиков, поэтому для молодых людей, которые все же решают начать карьеру техника-сварщика, перспективы трудоустройства хорошие.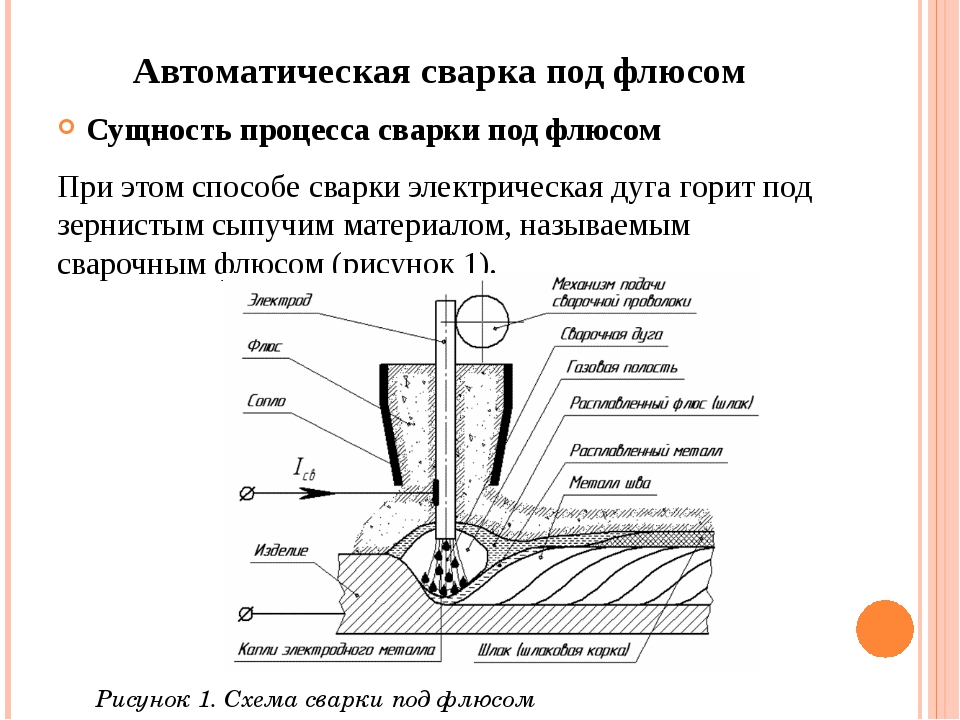
Методы и методы сварки: изображения и информация
Используются три кислородно-ацетиленовых метода, которые определяют, где находится пламя по отношению к сварному шву.
Каждый из них подробно описан ниже, включая описания и иллюстрации переднего хэнда (оставьте сварной шов позади и двигайтесь справа налево для правшей), бэкхэнда (пламя направлено в сторону завершенного шва) и углового шва (шов приблизительно треугольного сечения). сечение, используемое в соединении внахлест, соединяющее две поверхности примерно под прямым углом друг к другу).
Типовой метод позиционирования и сварки электродов из углеродистой стали с использованием дуговой сварки с защитным металлическим электродом — таблица с подробным описанием различий в методах и технологиях сварки в зависимости от типа соединения и положения сварки
Сварка передним ходом
В этом методе сварочный стержень предшествует горелке. Горелка удерживается под углом примерно 45 градусов к вертикали в направлении сварки, как показано на рисунке 11-4. Пламя направлено в направлении сварки и направлено между стержнем и лужей расплава.Это положение обеспечивает равномерный предварительный нагрев кромок пластины непосредственно перед расплавленной лужей. Перемещая горелку и стержень по противоположным полукруглым траекториям, можно тщательно сбалансировать тепло, чтобы расплавить конец стержня и боковые стенки пластины в равномерно распределенную лужу расплава. Стержень погружают в переднюю кромку ванны, чтобы расплавить достаточно присадочного металла для получения ровного сварного соединения. Тепло, которое отражается назад от стержня, сохраняет металл в расплавленном состоянии. Металл равномерно распределяется по обеим свариваемым кромкам движением наконечника.
Пламя направлено в направлении сварки и направлено между стержнем и лужей расплава.Это положение обеспечивает равномерный предварительный нагрев кромок пластины непосредственно перед расплавленной лужей. Перемещая горелку и стержень по противоположным полукруглым траекториям, можно тщательно сбалансировать тепло, чтобы расплавить конец стержня и боковые стенки пластины в равномерно распределенную лужу расплава. Стержень погружают в переднюю кромку ванны, чтобы расплавить достаточно присадочного металла для получения ровного сварного соединения. Тепло, которое отражается назад от стержня, сохраняет металл в расплавленном состоянии. Металл равномерно распределяется по обеим свариваемым кромкам движением наконечника.
В целом, метод переднего хода рекомендуется для сварки материалов толщиной до 3,2 мм (1/8 дюйма), поскольку он обеспечивает лучший контроль небольшой сварочной ванны, что приводит к более гладкому сварному шву как сверху, так и снизу. Лужа расплавленного металла небольшая, и ею легко управлять. Большая часть сварки труб выполняется с использованием техники переднего хода, даже при толщине стенки 3/8 дюйма (9,5 мм). Напротив, некоторые трудности при сварке более тяжелых листов методом переднего хода составляют:
Большая часть сварки труб выполняется с использованием техники переднего хода, даже при толщине стенки 3/8 дюйма (9,5 мм). Напротив, некоторые трудности при сварке более тяжелых листов методом переднего хода составляют:
Края пластины должны быть скошены, чтобы обеспечить широкий V с углом наклона 90 градусов.Такая подготовка кромок необходима для обеспечения удовлетворительного плавления кромок листа, хорошего проплавления и сплавления металла шва с основным металлом.
Из-за такой широкой буквы V требуется относительно большая лужа расплава. Когда лужа слишком велика, сложно получить хороший стык.
Рисунок 11-4: При прямой сварке углы резака и стержня составляют 45 градусов, если смотреть оператором, и перпендикулярно (90 градусов к рабочей поверхности, если смотреть с конца заготовки
Метод сварки сзади
При сварке сзади горелка предшествует сварочному стержню, как показано на рисунке 11-5.
Горелку держат под углом примерно 45 градусов к вертикали от направления сварки, при этом пламя направлено на лужу расплава.
Сварочный стержень находится между пламенем и лужей расплава.
В этом положении требуется меньшее поперечное перемещение, чем при предварительной сварке.
Сварка с обратной стороны Иллюстрация
Углы резака и стержня составляют 45 градусов, если смотреть на оператора перпендикулярно (90 градусов) к рабочей поверхности, если смотреть со стороны конца заготовки
Повышение скорости и лучший контроль лужи возможны при использовании техники обратной руки, когда металл 1/8 дюйма .(3,2 мм) и более толстый, на основе изучения скоростей, обычно достигаемых с помощью этого метода, и большей простоты получения плавления в корне шва.
Сварку с левой стороны можно использовать со слегка уменьшающимся пламенем (легкое ацетиленовое перышко), когда желательно расплавить минимальное количество стали при выполнении соединения.
Повышенное содержание углерода, полученное в результате этого пламени, снижает температуру плавления тонкого слоя стали и увеличивает скорость сварки.
Этот метод увеличивает скорость выполнения соединений труб с толщиной стенки от 1/4 до 5/16 дюйма.(От 6,4 до 7,9 мм) и угол канавки меньше нормального.
При наплавке иногда используется сварка с обратной стороны.
Пример угловой сварки — сварка выполнена с использованием метода угловой сварки. Отверстие в средней точке возникает из-за того, что сварщик меняет положение, когда стержень перемещается слишком близко. В результате образовалась шлаковая яма. При сварке сохраняйте плотную дугу и правильный угол наклона стержня, чтобы избежать подобных проблем. Некоторое вращательное движение может помочь обеспечить больший контроль
Угловая сварка
Скругление кромок — самый популярный из всех методов сварки, поскольку обычно не требуется никакой подготовки.
В некоторых случаях угловой сварной шов является наименее дорогим, даже если для него может потребоваться больше присадочного металла, чем для сварного шва с разделкой кромок, поскольку затраты на подготовку будут меньше.
Его можно использовать для соединения внахлестку, тройника и углового соединения без подготовки.
Так как они очень популярны, филе широко используется.
В угловых соединениях двойной угловой шов может фактически обеспечить сварное соединение с полным проплавлением.
Использование галтеля для выполнения всех пяти основных соединений показано на рисунке ниже.
Угловые швы также используются в сочетании со сварными швами с разделкой кромок, особенно для угловых и тройниковых соединений.
Угловая сварка, иллюстрация
Рисунок 11-6: Угловой шов используется, когда два куска металла соединяются вместе без предварительной подготовки металла. Показанное выше применение одинарных и двойных угловых сварных швов
Предполагается, что угловой сварной шов будет иметь ветви равной длины, и, таким образом, поверхность углового шва будет располагаться под углом 45 градусов. Это не всегда так, поскольку скругление может иметь основание больше высоты, и в этом случае оно определяется двумя длинами ножек.
Для скругления под углом 45 градусов или обычного типа прочность скругления основывается на самом коротком или горловом размере, который составляет 0,707 длины ножки. Для галтели с неравными ножками необходимо рассчитать длину горловины, которая представляет собой кратчайшее расстояние между основанием галтели и теоретической поверхностью галтели. При расчете прочности угловых швов арматура не учитывается. Проникновение корня также игнорируется, если не используется процесс глубокого проникновения. Если используется полуавтоматическое или полностью автоматическое нанесение, можно рассмотреть дополнительное проникновение.
В этих условиях размер филе может быть уменьшен, но при этом прочность будет равной. Такое сокращение можно использовать только при соблюдении строгих процедур сварки. Прочность углового сварного шва определяется площадью его разрушения, которая зависит от размера шва. Удвоение размера или длины ножки филе удвоит его прочность, так как в два раза увеличиваются размер и площадь горловины. Однако удвоение размера галтели увеличивает его площадь поперечного сечения и вес в четыре раза.Например, галтель 3/8 дюйма (9,5 мм) вдвое прочнее галтеля 3/16 дюйма (4,8 мм); однако для скругления 3/8 дюйма (9,5 мм) требуется в четыре раза больше сварочного металла.
Однако удвоение размера галтели увеличивает его площадь поперечного сечения и вес в четыре раза.Например, галтель 3/8 дюйма (9,5 мм) вдвое прочнее галтеля 3/16 дюйма (4,8 мм); однако для скругления 3/8 дюйма (9,5 мм) требуется в четыре раза больше сварочного металла.
При проектировании размер скругления иногда определяется толщиной соединяемых металлов. В некоторых ситуациях минимальный размер галтели должен основываться на практических соображениях, а не на теоретической необходимости дизайна. Прерывистые галтели иногда используются, когда размер минимален, исходя из правил или по практическим соображениям, а не из-за требований к прочности.Многие прерывистые сварные швы основаны на шаге и длине, поэтому металл шва уменьшается вдвое. Большие прерывистые галтели не рекомендуются из-за упомянутой ранее взаимосвязи объема и размера горловины. Например, скругление 3/8 дюйма (9,5 мм) длиной 6 дюймов (152,4 мм) на шаге 12 дюймов (304,8 мм) (от центра к центру прерывистых сварных швов) может быть уменьшено до непрерывного 3/16 дюйма. . (4,8 мм), и прочность будет такой же, но количество сварочного металла будет только вдвое меньше.
. (4,8 мм), и прочность будет такой же, но количество сварочного металла будет только вдвое меньше.
Одиночные угловые швы чрезвычайно уязвимы для растрескивания, если корень шва подвергается растягивающей нагрузке. Это касается тройников, угловых соединений и соединений внахлест. Простое средство для таких соединений — сделать двойные галтели, которые не позволяют растягивающей нагрузке прикладываться к основанию галтели. Это показано на рисунке 11-6. Обратите внимание на стрелку F (сила).
Для угловой сварки требуется другая техника сварки, чем для стыковых соединений, из-за положения свариваемых деталей.Когда сварка выполняется в горизонтальном положении, верхняя пластина имеет тенденцию плавиться раньше, чем нижняя пластина из-за повышения температуры. Однако этого можно избежать, направив пламя больше на нижнюю пластину, чем на край верхней пластины. Обе пластины должны достичь температуры сварки одновременно.
При сварке следует использовать модифицированную технику бэкхенда.