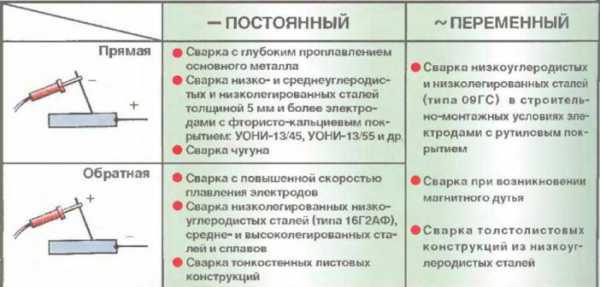
Как осуществляется сварка постоянным током обратной полярности? Обратная полярность при сварке инвертором это
Сварка постоянным током обратной полярности: основные преимущества
Сварка на сегодняшний день распространена во многих отраслях промышленности, а также в строительстве. Она применяется в машиностроении, судостроении, частном строительстве, при возведении трубопроводов. Различают несколько разновидностей сварки: ручную дуговую, газовую, с использованием автоматического оборудования и некоторые другие. Работники со стажем знают, что на качества сварочного шва и его прочность влияет множество факторов: режим работы оборудования, толщина сварочной проволоки, сила тока, его полярность. Сваривать детали постоянным током обратной полярности под силу любому, даже непрофессиональному работнику.

Принципиальная схема сварочного аппарата.
Обратная полярность успешно используется при полуавтоматической сварке. Не все представляют, что такое полярность. Чтобы понять ее сущность, нужно вспомнить школьный курс физики, где изучалось направление движения электронов. От полярности во многом зависит мощность электрической дуги, стабильность ее горения, что в значительной степени отражается на качестве всего сварочного процесса. Рассмотрим более подробно основные преимущества сварки постоянным током обратной полярности.
Какой бывает полярность?
Прямая и обратная полярность при сварке.
Некоторых начинающих сварщиков интересует вопрос, касающийся того, что называется прямой полярностью, а что — обратной. Во времена, когда был открыт электрический ток, ученые думали, что электроны двигаются от положительно заряженного полюса к отрицательному. В те времена о катоде и аноде уже знали и умели их определять. Трудность заключалась в том, чтобы оценить правильное движение заряженных частиц (электронов). По мере развития науки удалось установить, что заряженные частицы передвигаются от минуса к плюсу. В данной сфере деятельности прямая полярность означает, что заряженные частицы идут от электрода на деталь, при этом деталь заряжена положительно, а электрод — отрицательно.
Соответственно, при обратной полярности все наоборот. Ток идет от оборудования на изделие. Сварочный аппарат имеет 2 клеммы. Если сварка проводится постоянным током обратной полярности, то к клемме со знаком «-» подсоединяется кабель, идущий на свариваемые изделия. Что же касается положительной клеммы, то к ней подключается сам электрод. Отличительная черта этой сварки в том, что деталь нагревается не так сильно, но на электроде температура достаточно большая. Это обеспечивает более спокойную сварку, без чрезмерного разбрызгивания металла.
От чего зависит выбор полярности?
Принципиальная электрическая схема мостового выпрямителя сварочного аппарата.
Постоянный ток обратной полярности используется при наличии следующих обстоятельств:
- возможности прожога свариваемых изделий;
- соединении металлических листов небольшой толщины;
- наличии нержавеющего или легированного стального изделия;
- использовании угольных электродов.
Каждый профессиональный сварщик знает, что нередко в процессе работы наблюдается прожигание материала. Это происходит из-за того, что некоторые металлы очень чувствительны к перегреву. В первую очередь это нержавейка и легированная сталь. Выбор полярности обусловлен и типом электродов. Постоянный ток обратной полярности предпочтительнее использовать при наличии электродов без специального покрытия.
Сама сварочная проволока подразделяется на несколько типов: для прямой, обратной полярности и универсальную.
Что же касается вида подаваемого тока, то ток постоянного типа характеризуется тем, что он в большей степени подходит для соединения заготовок из нержавеющей стали. Он практически незаменим при аргонодуговой сварке. Отличие его от переменного в том, что в процессе работы он держится на одном и том же уровне, однако в самом конце и начале сварки сила его может изменяться.
Сварка с применением обратной полярности
Принципиальная электрическая схема сварочного аппарата постоянного тока с регулирующими конденсаторами.
Соединение деталей постоянным током обратной полярности имеет свои особенности.
Во-первых, оно отлично подходит для тех металлов, которые имеют на своей поверхности защитную пленку (алюминий). Объясняется это тем, что защитный слой плавится хуже, нежели сам металл. Для этого требуется большая температура.
Во-вторых, сила заряженных частиц при обратной полярности должна быть умеренной. В противном случае используемые электроды будут быстро изнашиваться.
В-третьих, при работе подобного типа рекомендуется приобретать современное оборудование (инверторы). В отличие от трансформаторов, они сразу же подают постоянный ток. Они более компактны. В настоящее время используются стационарные, переносные, передвижные инверторы.
В-четвертых, чтобы не повредить свариваемую деталь в месте подсоединения сварочного кабеля, целесообразно использовать прижимную струбцину.
В-пятых, электроды должны соответствовать типу полярности. Интересен тот факт, что агрегаты переменного тока не смогут сваривать изделия с помощью электродов для постоянного.
В-шестых, при покупке инвертора необходимо учитывать то обстоятельство, что он очень чувствителен к перепадам напряжения. Данное оборудование требует мощного источника энергии. Если напряжение в сети меньше 200 В, то качество сварки при обратной полярности может оказаться низким.
Полуавтоматическая сварка при обратной полярности
Схема полуавтоматической сварки.
Ток обратной полярности используется при соединении металлических деталей посредством специального аппарата. Суть этого вида сварки в том, что сварочный агрегат автоматически подает сварную проволоку на изделие с определенной скоростью. Этот тип сварки может выполняться различными способами. Различают сварку в среде защитного газа (углекислого или аргона) или с использованием специальной порошковой проволоки. Большое значение имеет то, что при наличии защитного газа используется обратная полярность при постоянном токе, а при сварке при помощи порошковой проволоки — прямая.
Защитный газ влияет на качестве сварного шва, он защищает металл от окисления. При полуавтоматической сварке на изделие подается «-», а на «+» полюсе должен быть электрод. При организации работы важно знать, что при низкой силе тока аппарат будет сваривать плохо. Подготовительный этап включает в себя настройку режима работы сварочного оборудования.
При этом скорость подачи проволоки должна быть оптимальной. Перед сваркой изделия требуется очистить от грязи, пыли и смазочных веществ. После настройки рекомендуется провести пробное испытание на каком-либо ненужном изделии. Если процесс протекает хорошо и формируется ровный шов, то первоначальный режим оставляют. В противном случае проводится корректировка.
Заключение, выводы, рекомендации
Таким образом, при организации сварочных работ необходимо не только рассчитать нужную силу тока и подобрать электроды, но и правильно выбрать полярность. Постоянный ток имеет одно большое преимущество — он практически не изменяет своей величины при сварке. Переменный же изменяется в циклической последовательности. Обратная полярность используется не реже прямой. Выбор того или иного метода сварки зависит от характера свариваемых поверхностей, толщины деталей, типа сварочной проволоки.
Независимо от того, какой ток и какая полярность используется в процессе соединения металла, работать необходимо в средствах индивидуальной защиты. К ним относится маска или щиток, перчатки, специальная одежда и обувь. Подключая трансформатор или инвертор, не нужно забывать про заземление. Это простая предосторожность для самого работающего и окружающих людей.
moyasvarka.ru
Полярность при сварке инвертором
Полярность при сварке инвертором
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев электрода.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА). Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая. Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов. Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.

Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Итог
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Сергей Одинцов
electrod.biz
Прямая и обратная полярность при сварке инвертором, режимы сварки и рекомендации
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.

Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.
Подобные виды сварочных швов важны для цилиндрических ёмкостей, таких как локальные очистные станции ЛОС, нефтегазовые сепараторы, строительные резервуары.
Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.

Рекомендуемый функционал инверторов:
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
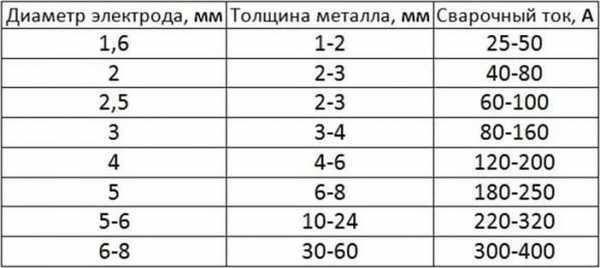
Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. Сварка алюминиевых изделий или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.

Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.

Подобные операции рекомендуются в следующих случаях:
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Применение того или иного режима зависит от поставленных задач. Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
ismith.ru
Обратная и прямая полярность при сварке инвертором, отличие полярности при сварочных работах
 Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов. Что создает постоянный ток, это обязательное условие для сварочных полуавтоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее качества.
Используя полуавтомат, надо соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она нагревается, в отличие от сварочной проволоки, сильнее. В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны. Проволока, имеющая меньшее сечение, быстрей плавится и попадает на необходимый участок уже жидкой каплей. Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Используя полуавтомат без защитной газовой среды, нужно использовать специальную порошковую или флюсовую проволоку. В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
- Появление газообразного облака;
- В среде этого облака и происходит сварка.
Сила тока переходит от минуса к плюсу, и падение жидкой капли металла становится более низким. Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа. Поэтому образование ванны для сварки практически не отличается от сварки в газовой среде. Работа переменным током имеет определенные преимущества. Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Делая сварку генератором с переменным током, легко заметить: его полярность изменяется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Сварка нержавейки и цветных металлов
 Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.
Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.
Полярность при сварке напрямую способствует образованию:
- более качественного шва;
- более лучшего проплавления металла, в том числе и из нержавеющей стали;
- более концентрированной узкой электрической дуги.
У процесса также существует и немаловажная экономическая часть. Используя дорогой вольфрамовый электрод меньшего диаметра, попутно добиваются уменьшения газовых затрат. Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
Значительным недостатком является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Сварка прямой полярности
Сварка прямой полярности инвертором получается, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод, то в этом случае получается обратная полярность. Используя сварочный инвертор, можно самостоятельно установить на нем полярность. Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:
- на электроде – плюс;
- на «земле» – минус.
Ток переходит от отрицательного контакта к положительному. Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода. Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Важность полярности при сварочных работах
 Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода. Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.
Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода. Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.
В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электрические и световые.
Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.
 Для поддержания горения дуги требуется создать обратные электрически заряженные части в пространстве между находящимися электродами. Данные частицы – это электроны, а также положительные и отрицательные ионы. Их преобразование называется ионизацией. Газ, имеющий электроны и ионы, называется ионизированным.
Для поддержания горения дуги требуется создать обратные электрически заряженные части в пространстве между находящимися электродами. Данные частицы – это электроны, а также положительные и отрицательные ионы. Их преобразование называется ионизацией. Газ, имеющий электроны и ионы, называется ионизированным.
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит значительное снижение напряжения, вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Ее эффективность рассчитывается с учетом количества теплоты, вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.
Технология сварочных работ дугой
 Преимущество сварочных работ дугой явны. Сварка отличается по признакам:
Преимущество сварочных работ дугой явны. Сварка отличается по признакам:
- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления. Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной. Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.
По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
На размеры и форму шва также влияют вид электротока и его полярность. То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
- Автор: Виталий Данилович Орлов
stanok.guru
Прямая и обратная полярность при сварке инвертором
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.

Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки - 180°.
Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Поделись с друзьями
0
0
0
0
svarkalegko.com
www.samsvar.ru
Полярность сварочных электродов:как определить прямую и обратную полярность?
Электродуговая сварка может осуществляться при помощи оборудования, вырабатывающего постоянный или переменный ток. Если работа на переменном токе не имеет нюансов в вопросе правильного подключения массы и держателя электрода, то при сварке на постоянном токе полярность сварочных электродов имеет большое значение.
Общие понятия
В зависимости от того какой полюс сварочного автомата подключен к держателю, определяется тип и особенности режима сварки:
- Сварка на прямой полярности предполагает подключение положительного полюса к соединяемым заготовкам (массе), и отрицательного к держателю электрода.
- Для выполнения работ при обратной полярности полюса меняются местами (плюс на держатель, минус на массу).
Несмотря на то, какая полярность электродов применяется, сварка на постоянном токе имеет общие особенности по сравнению с применением переменного напряжения:
- Благодаря тому, что направление движение электронов постоянное, при сварке не происходит чрезмерного разбрызгивания расплавленного металла. Именно поэтому сам шов получается более качественным, аккуратным.
- Полярность подключения электродов играет большую роль потому, что положительный и отрицательный элементы нагреваются по разному, а это оказывает влияние не только на глубину провара, но и количество переносимого с плавящегося электрода металла.
- В любом случае необходимо обеспечить качественный контакт провода с обрабатываемой деталью, только так можно обеспечить устойчивость и надежность сварочной дуги.
Сварка на прямой полярности
При таком способе подключения электродов большему нагреву подвергается заготовка, а не электрод. Такой режим характеризуется выделением значительно большего количества тепла.
Поэтому сварка на прямой полярности рекомендована для выполнения следующих операций:
- Резка металла любым типом электродов.
- Сварка заготовок значительной толщины.
- Работа с металлами, имеющими более высокую температуру плавления.
Именно в этих случаях требуется разогрев обрабатываемых деталей до более высоких температур, для выполнения этих работ требуется значительное тепловыделение.
Сварка на обратной полярности
В данном случае большему разогреву подвергается электрод, поэтому на заготовку передается меньшее количество тепловой энергии.
Благодаря этому электроды обратной полярности позволяют выполнять работы в более мягком (деликатном) режиме.
Это актуально во многих случаях, например, сварка нержавеющей или тонкой листовой стали, сплавов, чувствительных к тепловому воздействию.
Так же такое подключение используется для работ в среде защитных газов или под флюсом.
Определение необходимой полярности
О том, как определить полярность электродов при сварке, существует множество споров, при этом каждая сторона приводит правильные, казалось бы доводы. Противники указанной выше версии ссылаются на учебники по технологии сварочного производства, изданные еще в середине прошлого века, считая, что сведения указанные в них наиболее правильные.
Но стоит учитывать то, что с тех пор произошло существенное усовершенствование сварочной техники и расходных материалов. Поэтому основываться на рекомендациях, касающихся устаревших технологий, все-таки не стоит. Наиболее правильным считается именно описанный выше выбор полярности.
Существует еще одна группа сварщиков, считающих, что любые работы лучше (вернее удобней) выполнять исключительно на обратной полярности. Это связано в первую очередь с тем, что в таком режиме электроды меньше липнут и отсутствует риск прожига металла. Но появление инверторной сварочной техники решило и эту проблему.
Стоит обращать внимание и на тип электродов. Существуют марки, которые могут применяться только при прямой или обратной полярности, нарушение рекомендаций производителя может не только усложнить процесс сварки, но и сделать ее невозможной в принципе.
На сегодняшний день производители уже предлагают электроды, способные работать при любом напряжении и различной полярности.
Правильный выбор полярности подключения электродов способствует упрощению сварочного процесса и повышению качества шва.
steelguide.ru
Полярность сварки инвертором
Полярность при сварке инвертором. Основные характеристики
Сварочные инверторы - совершенно новые источники для питания дуги. Давайте расскажем подробней, чем же кардинально отличаются эти аппараты от всем привычных трансформаторов, а также разберем, как работает инвертор, выявим все его плюсы и недостатки.
Для нормальной работы газового резака необходимо низкое и стабильное давление, гораздо ниже, чем в баллоне. Для его регулировки применяются газовые редукторы. Эта статья знакомит с устройством и принципами работы газовых редукторов, предназначенных для газовых резаков, а также с основами их безопасного применения.
Сварочный инвертор – это аппарат для сварки нового поколения, обладающий целым рядом преимуществ. Но сварочный инвертор обладает и некоторыми недостатками. Одним из таких недостатков являются не очень длинные сварочные провода. И многих сварщиков интересует вопрос, можно ли удлинить эти провода без вреда для самого инвертора.
stalevarim.ru
Как варить сварочным инвертором: нюансы процесса
Комментариев:
Рейтинг: 55
Оглавление: [скрыть]
- Как научиться сваривать металл, что нужно знать перед выполнением процесса сварки?
- Как правильно сваривать металл инвертором?
- Как контролировать дуговой промежуток?
- Как сделать сварочный шов инвертором правильно?
- Что нужно знать о прямой и обратной полярности?
- Как варить инвертором листы металла небольшой толщины?
Инверторы являются лучшими аппаратами для сварки. Следует знать, что старые трансформаторы имеют большой вес и использовать их достаточно сложно. С инвертором может работать любой человек. Для этого нужно лишь знать основные принципы сварки металла данным устройством.

Инверторный сварочный аппарат имеет небольшой вес и большую мощность, что позволяет производить сложные сварочные работы даже начинающему сварщику.
Прежде всего достоинствами инверторного аппарата для сварки являются его небольшой вес и большие возможности. Благодаря этому с помощью данного устройства можно выполнить работы, которые раньше производились лишь сложными аппаратами. Электрическая энергия, которая потребляется данным аппаратом небольших размеров, будет направлена только на работу дуги, при помощи которой производится сам процесс сварки.
Как научиться сваривать металл, что нужно знать перед выполнением процесса сварки?
Таблица соответствия диаметра электрода и сварочного тока.
Инвертор для сварки является экономичным аппаратом, который удобно использовать. С помощью него могут научиться сваривать металл даже новички. Перед выполнением сварки важно узнать о принципе работы данного устройства. Инвертор является электронным аппаратом для сварки, потому основная нагрузка будет ложиться на электросеть. Когда старые аппараты для сварки включаются в электросеть, происходит сильный и максимально возможный толчок электрической энергии. В связи с этим производится отключение электросети всего района. В инверторе есть накопительные конденсаторы, которые способны накапливать электрическую энергию, в результате чего может быть обеспечена бесперебойная работа электрической сети. Электрическая дуга устройства в таком случае будет разжигаться мягко.
Следует знать, что чем большим будет диаметр электродов, тем больше электрической энергии он использует. Следовательно, если есть желание проверить сварочный аппарат в работе, понадобится рассчитать, какое количество электрической энергии приблизительно будет потреблять устройство. Это нужно для того, чтобы не сжечь бытовую технику своих соседей.
Для каждого из диаметров электродов показывается минимальная сила тока. Следовательно, если захочется уменьшить силу тока, то шов сделать не выйдет. Если захотелось поэкспериментировать и увеличить силу тока, то шов сделать можно будет, но электрод достаточно быстро сгорит, в результате чего работа не будет комфортной.
Перед выполнением сварки рекомендуется поставить в помещение ведро с водой. Понадобится подготовить рабочее место и все элементы, которые планируется сваривать.
Чтобы была возможность правильно установить свариваемые заготовки металла, следует использовать струбцины или тиски.
Вернуться к оглавлению
Процесс возникновения дуги и схема горения.
Прежде всего понадобится знать, какие элементы будут необходимы для защиты при работе со сварочным инвертором. Нужно купить следующее:
- Перчатки из кожи.
- Шлем для защиты.
- Куртка из плотной ткани.
- Щетка по металлу.
Понадобится настроить ток сварки и выбрать электрод. Для того чтобы варить сварочным инвертором, нужно будет применять электроды от 2 до 6 мм. Ток сварки выставляется в зависимости от толщины элементов аппарата и материала, который сваривается. В большинстве случаев на корпусе аппарата есть информация по поводу того, какая сила тока должна быть. Не нужно подносить электрод к основанию для сварки быстро. Если это сделать, то может произойти залипание.
Далее подключается клемма массы к основанию, которое сваривается.
Сварочный процесс должен начинаться с поджога дуги. Следует поднести электрод под небольшим углом к детали, которая сваривается, после чего несколько раз коснуться к сварочному основанию, чтобы была возможность задействовать электрод для сварки. Электрод удерживается на несколько элементов от заготовки, которая сваривается. В большинстве случаев данное расстояние равняется диаметру имеющегося электрода.
В результате получится шов сварки. Окалина (накипь металла в верхней части шва) убирается молотком небольшого размера. Можно использовать и какой-либо другой прочный предмет, который имеет большой вес.
Вернуться к оглавлению
Рисунок 1. Дуговой промежуток подходящих размеров поможет сформировать хороший шов.
Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка.
- Если есть зазор небольших размеров, то это может привести к тому, что шов будет выпуклым и не сплавлен по бокам из-за того, что главный металл не сможет быстро прогреться.
- Если имеется зазор больших размеров, то не получится проварить деталь, а дуга будет прыгать. В результате металл, который плавится, уложится криво.
- Важно обеспечить зазор необходимой величины. Это нужно для того, чтобы была возможность сформировать нормальный шов, имеющий хороший провар. Визуально зазор подходящих размеров можно увидеть на рис. 1.
Если научиться контролировать длину дуги, будет возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить главный металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который проплавляется, в ванну.
Вернуться к оглавлению
Рисунок 2. Прямая полярность создает узкую и глубокую зону расплавления.
Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание главного металла. Если дуга будет быстро и глубоко проникать в главный металл, то она сможет толкать ванну назад, в результате чего образуется шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения. Во время выполнения круговых движений понадобится контролировать уровень шва, размещая ванну равномерно по кругу. В процессе движений в разные стороны будет формироваться такой же шов, потому нужно контролировать появление шва во время сварки прежде всего с одного края, затем в верхней части ванны, а в конце с другой стороны и так далее.
Ванна будет следовать за теплом — это важно помнить, изменяя направление в процессе работ сварки. Образование подреза будет происходить, когда металла электрода начнет не хватать, чтобы полностью заполнить ванну в процессе поперечных движений. Для того чтобы не допускать появления подобной боковой канавки, понадобится контролировать наружные границы, регулярно следить за ванной. Если будет необходимость, можно сделать ее тоньше. Для манипуляции ванной нужно применять силу дуги, которая располагается на конце электрода. В процессе наклона электрода ванна толкнется, но не будет тянуться. Следовательно, чем более вертикальное положение займет во время сварки электрод, тем менее выпуклым будет шов. Когда электрод размещается в вертикальном положении, под ним будет концентрироваться все тепло и ванна вдавится вниз, хорошо проплавится и распространится вокруг.
Когда электрод слегка наклонится, вся сила будет направлена назад, в результате чего шов приподнимется (всплывет).
Когда электрод слишком сильно наклонится во время сварки, сила будет прикладываться по направлению шва, а это не даст полноценно управлять ванной.
Если понадобится сделать плоский шов или передвинуть ванну назад, следует использовать наклоны электрода под различными углами.
Работу нужно начинать от 45° до 90°, потому что подобные углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Вернуться к оглавлению
Рисунок 3. При обратной полярности зона расплавления будет широкой и не глубокой.
В случае прямой полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет узкой и глубокой. Визуально процесс можно увидеть на рис. 2.
В случае обратной полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет широкой, но ее глубина будет небольшой. Есть возможность получить эффект очистки катодами основания, которое сваривается. Визуально процесс можно увидеть на рис. 3.
Вернуться к оглавлению
Стоит обратить внимание на полярность электродов. Во время сварки постоянным током будут отрицательный и положительный заряд. Прежде всего понадобится определить, какой заряд в какое место нужно подключать. Исходить нужно из того, что положительный заряд, удерживая материал, который сваривается, сможет нагреться больше. Чаще всего обратная полярность в процессе сварки используется тогда, когда нужно варить сварочным инвертором металл небольшой толщины, который можно легко прожечь. Следовательно, важно позаботиться об установке обратной полярности и подходящей силы тока. Электроды для сварки тонких листов металла нужно подключать «плюсом» к дуге устройства, а «минусом» — к листу металла.
http://moyakovka.ru/youtu.be/iIFsWWGCmJo
Если нужно сделать так, чтобы шов сварки на листе металла получился предельно качественным, при этом на листах не было дыр, понадобится следить за тем, чтобы шов был виден в процессе выполнения сварки. Имеется в виду, что угол наклона электрода по отношению к детали должен быть приблизительно 30°. Электрод надо будет разместить как можно ближе к свариваемому металлу. После этого нужно подождать, пока не начнет образовываться пятно красного цвета, под которым появится капля металла, способная соединить между собой свариваемые листы.
В процессе медленного передвижения электрода по основанию листов из металла образовавшиеся капли будут соединять между собой заготовки, в результате чего получится шов сварки.
Места швов сварки по окончании работ нужно тщательно зачищать специальной щеткой по металлу, чтобы получить качественное изделие.
http://moyakovka.ru/youtu.be/APbB12bjRzM
Если ознакомиться со всеми нюансами и четко соблюдать последовательность действий, можно будет сваривать металл качественно.
moyakovka.ru
Как правильно научиться варить инвертором?
- Дата: 12-07-2015
- Просмотров: 626
- Рейтинг: 65
Современные сварочные аппараты, инверторы, представляют небольшое устройство, доступное к переноске и облегчающее сваривание (по сравнению с прежними трансформаторами). Научиться варить инвертором значительно проще, чем трансформаторным устройством. Поэтому сварка больше не является прерогативой профессионалов, стала популярным занятием, доступным к овладению и применению на собственном участке. Рассмотрим, как научиться сваривать металл с использованием инвертора.

Устройство и принцип работы инверторного сварочного аппарата.
Устройство сварочного инвертора: как возникает дуга?
Инвертор представляет собой металлический ящик небольших размеров (до 0,5 метра), весом до 10 кг. Главная задача сварочного аппарата — производить ток заданных параметров. Для этого инвертор преобразует ток из сети (переменный 220 Вольт) в сварочный. Сварочный ток большинства бытовых аппаратов является постоянным.
Прямое и обратное подключение тока.
Каждый инвертор имеет две клеммы: катод (обозначается «-») и анод (обозначается «+»). В одну клемму вставляют электрод, а вторая соединяется со свариваемым металлом. После подачи электрического тока образуется общая электрическая цепь. При небольшом разрыве цепи (с расстоянием в несколько миллиметров) в месте разрыва происходит мгновенная ионизация воздуха и возникает сварочная дуга.
Основное выделение тепла происходит в дуге. Температура ее горения составляет 5000-7000 ºC. Это выше температуры плавления всех используемых металлов. При горении дуги кромки металлов и электрод расплавляются и перемешиваются. Шлак — более легкий материал, он всплывает на поверхность и защищает основной металл от окисления и насыщения азотом. После застывания образуется сварной шов.
Полярность тока и параметры сварки — что это такое?
Классификация сварочной дуги.
Сварочный ток может двигаться от катода к аноду и, наоборот, от анода к катоду. Так образуется разная полярность тока. При движении тока от катода — прямая полярность. При обратном движении (от анода) — обратная. Для чего нужна прямая и обратная полярность?
Использование разной полярности связано с тем, что более высокая температура будет на той клемме, к которой поступает электрический ток. Если ток прямой полярности, более высокая температура образуется на аноде (то есть на свариваемой поверхности). Это наиболее распространенный вид сварки, с ним работают большинство начинающих сварщиков. Если ток обратной полярности, более высокая температура образуется на катоде (к нему подключен электрод). Такое требуется при работе с тонколистовым металлом и тех марок стали, которые нельзя перегревать (например, высоколегированных).
Диаметр электрода выбирается в зависимости от толщины свариваемых деталей. Размер электрода и сила электрического тока находятся в пропорциональной зависимости друг от друга: чем толще электрод, тем сильнее ток. Для ориентировочных расчетов принимают, что сила тока равна диаметру, умноженному на 3,5. То есть для электрода 3 мм сила тока составит: 3 * 3,5 = 105 А.
Поскольку на силу тока также влияет расположение шва (горизонтальное, вертикальное или потолочное), материал электрода, то начинающему сварщику проще пользоваться таблицей соответствия силы тока диаметру электрода и выбора диаметра по толщине свариваемых элементов (рис. 1 и 2 соответственно). Далее можно варить металл инвертором.
Преимущества инвертора перед трансформатором
Рисунок 1. Таблица соответствия толщины металла и диаметра электрода.
При обучении проще овладеть искусством сварки с помощью инвертора. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Величина сварочного тока регулируется плавно.
Варить сварочным инвертором удобно для начинающих благодаря наличию дополнительных функций. Например, в инверторе может быть запроектирован «Горячий старт» (Hot-Start), он увеличивает сварочный ток в начале работы (чем облегчает розжиг дуги). Другая функция «Сильная дуга» (Arc-Force) включается в работу, когда сварщик слишком близко приближает электрод к металлу. В таком случае инвертор автоматически увеличивает ток, ускоряет плавление и не допускает залипания.
В случае залипания включается функция «Анти-залип» (Anti-Sticking). Она снижает ток и дает возможность оторвать электрод от металла и продолжить сварку. При работе инвертора расходуется относительно небольшое количество электричества. Например, для сваривания электродом диаметром 3 мм необходим ток напряжением 4 кВт (что соответствует работе двух электрочайников). Экономия электричества окупает относительно дорогую цену инвертора.
| Инвертор | Трансформатор | |
| Устойчивость дуги | Хорошая | Средняя |
| Зависимость от колебания напряжения в сети | Низкая | Высокая |
| Потребление электроэнергии | Ниже, соответствует бытовым нормам | Выше, превышает бытовые нормы |
| Вес сварочного аппарата | 7-10 кг | 20-50 кг |
Меры безопасности при сварке
Рисунок 2. Диаметр электрода и сила тока.
Перед началом работ пространство в радиусе нескольких метров освобождается от деревянных и других легковоспламеняющихся предметов. Это важно для начинающего сварщика. Сварочный электрод или его обломок имеют большую температуру, они способны поджечь оказавшиеся рядом доски, ящики, бумажный мусор. Обязательно надевается одежда, закрывающая все тело (длинные брюки, кофта с длинными рукавами). Это также важно для начинающего, поскольку в процессе разбрызгивания капли металла могут попасть на открытую кожу рук или ног. Обязательно надевается на лицо защитная маска с темным стеклом (светофильтром). Для солнечного света это стекло непроницаемо. Горение дуги через светофильтр будет видно.
Наблюдать за дугой без защитного стекла опасно, можно получить ожог глаз. Слабая степень ожога (один-два раза посмотрел на дугу) приводит к образованию светлых пятен перед глазами («нахватался зайчиков»). При средней степени ожога глаза болят и чешутся (возникает ощущения песка в глазах). Сильная степень ожога приводит к частичной или полной потере зрения.
Как разжечь дугу?
Правила техники безопасности при сварке.
Для сваривания металлических поверхностей необходимо научиться зажигать дугу и поддерживать ее. Вначале необходимо подключить клеммы инвертора. Мы будем работать с током прямой полярности, поэтому в клемму катода (« — ») вставляем электрод. Для простоты работы возьмем электрод диаметром 3 мм. Сварка более толстым электродом сложнее, приводит к колебаниям длины дуги и нестабильному горению, требует большего профессионализма. Выставляем ток 100 А (для электрода 3 мм и горизонтального расположения свариваемых поверхностей). Берем в руки ручку клеммы с электродом, включаем инвертор (подаем ток) и надеваем защитный экран.
Сварка без защитного экрана запрещена во избежание потери зрения.
Ощущение некоторого неудобства не стоит здоровья глазного аппарата. Перед розжигом дуги конец электрода обстукивают о металл, чтобы удалить обмазку с его края. Это облегчает розжиг. Существуют и применяют два вида розжига:
- Чирканье. Надо поднести электрод к поверхности металла и чиркнуть им (действие похоже на зажигание спички). Так разжигают новый электрод.
- Касание. Электрод подносят к металлу и слегка касаются его поверхности, после чего сразу отводят на расстояние нескольких миллиметров. Так разжигают электрод, когда сварка прервалась (произошло залипание или сварщик слишком удалил стержень от поверхности металла).
Процесс сварки: как поддержать дугу?
Схема сварки дугой.
Важно соблюдать небольшое (3-5 мм) расстояние между металлом и электродом. Это расстояние называют длиной дуги. При его увеличении дуга перестает гореть.
Длина дуги ориентировочно равна диаметру электрода. То есть для устойчивого горения и ровного сварного шва при электроде 3 мм необходимо удерживать расстояние 3-5 мм от свариваемых поверхностей.
Если электрод слишком приблизился к поверхности металла, происходит короткое замыкание: электрод прилипает к металлу. Чтобы оторвать электрод от свариваемой поверхности, надо наклонить его в другую сторону или выключить инвертор. При прекращении подачи электричества электрод отлипает.
Угол наклона электрода может быть разным. Начинающему сварщику лучше придерживаться около 70º от поверхности металла (то есть с небольшим отклонением от вертикального положения).
Рисунок 3. Траектории движения электрода при дуговой сварке.
Для того чтобы варить качественно, необходимо научиться визуально (сквозь щиток светофильтра) оценивать размер сварной ванны. Ширина красноватой лужицы в светофильтре должна превышать толщину (диаметр) электрода в 2 раза.
На размер ванны влияет скорость перемещения электрода. Если он перемещается слишком медленно, образуется слишком много расплавленного металла и широкая сварная ванна, которая препятствует взаимодействию дуги со свариваемой основой, образуя непровары. Если дугу перемещать слишком быстро, возникнет недостаточное расплавление кромок и, как следствие, также непровар.
Первые шаги в сварке
Первые сварочные операции стоит пробовать выполнять на любой ненужной металлической поверхности. После розжига дуги надо вести электрод над металлом, стараясь получить ровный сварной след. Когда стало стабильно получаться воспламенять дугу, можно приступить к свариванию поверхностей. Их располагают встык друг к другу, получают дугу и проводят электродом вдоль линии соединения. При этом движения должны быть не прямолинейными (вдоль шва), а колебательными (то вправо, то влево). Типичный рисунок движения электрода при сварке приведен на рис. 3.
http://moyasvarka.ru/youtu.be/iIFsWWGCmJo
После охлаждения слой шлака снаружи сбивают молотком и оценивают качество соединения визуально. Хороший сварной шов должен быть одинаковой толщины, без видимых пустот и щелей.
После упражнений в течение одного-двух часов у большинства начинающих сварщиков стабильно получается разжигать дугу и поддерживать ее горение. Можно выполнить простые соединения металлических поверхностей. Когда научишься работать сварочным инвертором, сможешь выполнить самостоятельно разнообразные работы на приусадебном участке.
moyasvarka.ru
Как правильно научиться сваривать металл инвертором?
Оглавление: [скрыть]
- Сварка инвертором: последовательность операций
- Подготовка к сварке
- Розжиг дуги в начале сварки
- Сварная ванна и сварной шов
- Какими электродами варить металл?
- Как выбрать значение сварочного тока и его полярность?
- Как передвигать электрод во время сварки?
Сварочный инвертор — устройство, позволяющее выполнить соединение металла свариванием. В сравнении с выпрямителем или трансформатором, сварка инвертором легче, проще и доступнее. Как научиться сваривать металл инвертором?

Схема элементов инверторного сварочного аппарата.
Сварка инвертором: последовательность операций
Технология сварки состоит из ряда последовательных действий. Их правильное выполнение обеспечивает качественный результат — сплошное прочное соединение двух металлических поверхностей. Как правильно варить металл инвертором, на что обратить внимание при обучении сварке?
Вернуться к оглавлению
Схема источника питания инверторного сварочного аппарата.
- Подготовка места для сварки. Пространство в радиусе метра освобождается от деревянных, бумажных, пластиковых предметов. Они могут возгореться от горячего электрода или искры. Инвертор устанавливается на землю (бетонный пол) и подсоединяется к электрической сети. Два уса (провода с клеммами «+» и «-») укрепляются следующим образом: клемма плюса крепится к одной из свариваемых металлических поверхностей, в клемму минуса вставляют электрод (такое подключение называют прямой полярностью, оно является наиболее распространенным). Тело сварщика закрывается защитной одеждой (брюки, куртка, перчатки), на лицо надевают щиток с темным стеклом (светофильтр).
- Берем в руки клемму с электродом. Включаем инвертор (тумблером) — появляется небольшой гул. Выставляем значение сварочного тока (регулятором на лицевой панели). Для традиционного электрода диаметром 3 мм необходим сварочный ток величиной 100 А. Опускаем на лицо маску (рис. 1).
Вернуться к оглавлению
Рисунок 1. Зависимость диаметра от толщины деталей.
- Приступаем к сварке. В начале надо разжечь дугу. С опытом это будет получаться легко. Для начинающего сварщика розжиг дуги — первая сложность. Перед началом розжига электрод обстукивают о поверхность металла для удаления обмазки с его конца. Для розжига дуги по холодному металлу (в начале сварки) применяется метод чирканья. Он похож на зажигание спички. Электрод проносят над металлом, слегка задевая поверхность свариваемой детали. У неопытного начинающего сварщика стержень часто залипает (приклеивается к металлу). Чтобы отлепить его, надо резко наклонить клемму с электродом в другую сторону (отломать стержень от детали). Если не получается, выключить питание инвертора. При прекращении подачи тока залипание исчезнет.
- Чиркаем до тех пор, пока не образуется электрическая дуга. Она очень яркая, смотреть на нее можно только через светофильтр.
- Для поддержания дуги фиксируем конец электрода в 3-5 мм от металла. В начале обучения будет сложно выдерживать необходимое расстояние. Если слишком приблизить электрод, произойдет короткое замыкание, и он прилипнет к детали. Если удалить, дуга потеряется, и надо будет разжигать ее вновь. В процессе сварки электрод расходуется, его обмазка выгорает, а основной металл заполняет шов между свариваемыми поверхностями. Поэтому рука с клеммой постепенно опускается вниз.
Вернуться к оглавлению
Рисунок 2. Зависимость диаметра от толщины деталей.
- При розжиге дуги образуется жидкая лужица расплавленного металла. Это сварная ванна. Для соединения металлических деталей по всей поверхности контакта электрод медленно перемещается вдоль границы раздела. Следом за ним перемещается сварная ванна (зона жидкого металла). Конец стержня совершает колебательные движения (туда-сюда, вправо-влево) относительно шва между двумя деталями. Так обеспечивается качество соединения.
- Если дуга была потеряна (электрод оказался слишком удален от сварки), повторный розжиг происходит легче. Для возгорания дуги достаточно приблизить конец стержня на расстояние нескольких миллиметров.
- В сварной щиток хорошо видна яркая электрическая дуга и менее яркая сварная ванна. Хуже различимы контактирующие свариваемые поверхности в зоне сварки. Однако снимать щиток и подглядывать на сварку без защитного светофильтра нельзя. В лучшем случае будут неприятно чесаться веки (ощущение песка в глазах). В худшем — можно лишиться зрения без возможности его восстановить.
- Когда стержень укорачивается до 5-6 см, сварку прекращают, инвертор выключают и меняют электрод в клемме.
- В конце сварки застывший шов металла обстукивают молотком для удаления слоя шлака. Очищенный от шлака шов имеет блестящую поверхность.
Такова технология сварки инвертором в целом. А теперь остановимся более подробно на том, как правильно выбрать электрод и сварочный ток.
Вернуться к оглавлению
Электрод — металлический стержень, покрытый снаружи обмазкой. Вещество обмазки является шлаковой смесью, которая при сварке также расплавляется, поднимается на поверхность сварной ванны (она легче металла) и защищает жидкий металл от окисления и насыщения азотом (рис 2). В некоторых случаях в состав обмазки вводят газообразующие добавки, обеспечивающие выделение газа при плавлении электрода.
Классификация электродов.
Состав внутреннего стержня определяется видом свариваемых металлов (малоуглеродистые и низколегированные стали, латунь и бронза, магниевые сплавы, титановые сплавы). Чтобы сваривать металл обыкновенной углеродистой стали, применяются электроды марки УОНИИ. Их также используют для коррозионностойких сталей. Сварка УОНИИ выполняется только прямым током.
Более универсальными считаются стержни маркировки АНО. Они подходят как для прямого, так и для обратного тока любой полярности.
Электроды отличаются не только составом обмазки и стержня, но и диаметром. Размеры стержня в обмазке варьируются от 1,6 мм до 5 мм в диаметре. Чем толще свариваемые детали, тем больший диаметр электрода необходим для их сплавления. Существуют математические формулы расчета диаметра для заданной толщины металлических деталей. Начинающему сварщику проще пользоваться таблицами.
Второстепенными факторами, влияющими на выбор электрода, является вид соединения деталей (горизонтальная, вертикальная или нависающая сварка, стыковой или угловой шов). Из данных таблицы видно, что диаметр электрода для углового соединения незначительно отличается от диаметра для стыковой сварки деталей.
Положения электрода при сварке.
При этом для сварки нависающих поверхностей не используются сварочные стержни большого диаметра. Для потолка их размеры ограничены диаметром 4 мм.
Варьирование диаметра стержня при сохранении всех других параметров может усилить или ослабить удельный ток сварки (ток, приходящийся на единицу сечения электрода). Это повлияет на глубину проплавления и толщину сварного шва. Если электрод более тонкий, сила тока концентрируется и проплавляет глубже, сварной шов получается узкий. Если электрод более толстый, удельное значение силы тока уменьшается, и глубина проплавления становится меньшей, а ширина шва — большей.
Вернуться к оглавлению
Сила тока определяет глубину проплавления металла. Чем сильнее ток, тем мощнее дуга, тем глубже плавится металл. Сила тока прямо пропорционально зависит от диаметра электрода и толщины сварки. Ее можно определить расчетами по формулам или воспользоваться готовыми таблицами.
На силу тока влияет расположение сварного шва. Максимальное значение тока используется для проплавления горизонтальных поверхностей. Для того чтобы сварить вертикальные швы, сила тока меньше на 15%, для нависающих (потолочных) соединений — меньше на 20%.
Бытовой инвертор имеет шкалу силы тока до 200 А. В полупрофессиональных моделях значение шкалы градуировано выше, до 250 А.
Рисунок 3. Движение электрода при сварке.
Полярность — направление движения тока. Инвертор дает возможность изменять направление тока. Как это делается и для чего необходима смена полярности?
Поток электронов (ток движется от минуса к плюсу) в сварке инвертором двигается от клеммы «-» к клемме «+». Та клемма, на которую приходят электроны («+»), прогревается сильнее. Этот факт используют для обеспечения качественной сварки на различных металлах, при различной толщине элементов. Если детали массивные, то клемма «+» крепится к их металлической поверхности (к одной из деталей). Такое подключение называют прямой полярностью, оно чаще используется в сварочных работах.
Если сплавляется тонкий лист стали или высоколегированный сплав, склонный к выгоранию легирующих элементов, то к ним подключают клемму «-». Получаемая полярность называется обратной. При таком движении тока максимальный разогрев происходит в электроде, а основной металл разогревается меньше.
Обратная полярность характеризуется большей стабильностью дуги, ее легче разжечь и поддержать ее горение.
Вернуться к оглавлению
Электрод передвигается вдоль сварочного шва не прямолинейно, а по возвратной траектории (зигзагом вправо-влево, спиралью, елочкой). Это обеспечивает наиболее качественное проплавление, отсутствие непроваров и несплошностей в шве. Схема наиболее традиционных видов движения конца стержня при сварке инвертором приведена на рис. 3.
Управление сварочным инвертором.
Скорость сварки или скорость передвижения электрода формируют поверхность шва и его параметры: выпуклость, ширина и глубина. Чем быстрее передвигается сварная ванна, тем меньше глубина шва и его выпуклость после застывания. Сварное соединение получается узким и ровным. Медленное передвижение электрода увеличивает глубину шва и придает его поверхности более выпуклый вид, сварное соединение получается широким, со значительной выпуклостью и наплывами.
В конце сварки клемма со стержнем задерживается на несколько секунд в зоне окончания шва. Это позволяет накопиться расплавленному металлу и предупредить образование углубления (кратера).
На параметры сварного шва влияет положение электрода при сварке. Угол наклона электрода определяет положение сварной ванны. Угол расположение электрода к поверхности металла должен быть близок к 90º и может отличаться от него на 15-20º.
Рассмотренные нами показатели (величина тока, полярность, диаметр и вид электрода) называются характеристиками сварки. Их правильный выбор обеспечивает качественное сплавление деталей. Для домашней сварки инвертором на приусадебном участке (каркас теплицы, лестница, беседка для винограда) или в индивидуальном строительстве (каркас фундамента) наиболее востребованы электроды диаметром 3 и 4 мм, с использованием сварочного тока силой около 100 А, при прямой полярности.
http://moiinstrumenty.ru/youtu.be/NnaJTrs2qQA
Сварка инвертором представляет доступный обучению процесс.
Инверторы — устройства нового поколения. Они значительно облегчают обучение свариванию и имеют ряд дополнительных функций, помогающих начинающему сварщику стать профессионалом.
moiinstrumenty.ru
www.samsvar.ru
Прямая и обратная полярность при сварке постоянным током
Март 22, 2017
Если вкратце, деталь плавится в результате образования электрической дуги, образуемой от анода — электрода с положительным зарядом источника электротока, и отрицательного катода. Источником электротока является сварочный аппарат, анодом и катодом — держатель и провод с клеммой, присоединяемый к металлической заготовке. При приближении электрода к заготовке между ними образуется электрическая дуга, которая разогревает заготовку до высокой температуры, происходит плавление и смешивание разогретых поверхностей. Если анодом является деталь — электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
Применение разного подключения
Разница подключения значений источника питания существенно влияет на результат работы. По сути, полярность — это движение электронов от отрицательного заряда к положительному. Следует учитывать, что «плюсовой» источник электротока всегда имеет наибольшую температуру нагрева (это явление широко используется в электросварке).При прямой полярности сварки металл разогревается гораздо сильнее электрода — более чем на четыре тысячи градусов по Цельсию, в то время как обратная позволяет добиться максимальной температуры электрода.
Для соединения тугоплавких материалов либо металла значительной толщины целесообразнее подключить деталь в качества анода. Это обеспечит максимальный разогрев металла и меньшую площадь плавления. То же правило применимо при резке либо изготовлении отверстий в заготовках.
Для работы с тонкими листами либо с легкоплавким материалом идеальным выбором будет обратная полярность электросварки — наибольшая площадь плавки, а также высокая температура электрода позволят избежать прожога заготовки и создать эстетичный сварной шов.
Готовясь к сварочным работам, необходимо уделять внимание типу электротока, его силе, материалу электродов, скорости перемещения держателя при обработке заготовки.
Электроток бывает:
- постоянным;
- переменным.
Инверторный сварочный аппарат при подключении к сети преобразует переменный электрический ток в постоянный, который считается наиболее подходящим. Сварочный шов при использовании постоянного электротока получается более аккуратным, без разбрызгивания расплавленного металла. Разница в подключении «плюса» и «минуса» с использованием переменного тока практически отсутствует. Переменный электроток в электросварке имеет один из плюсов — дешевизну.За счет увеличения силы тока увеличивается температура пятна сварки и ее глубина. Такие параметры можно регулировать скоростью перемещения держателя: чем выше скорость — тем меньше температура, глубина электросварки. Необходимо обращать внимание на рекомендации завода-изготовителя электродов: применение может отличаться в зависимости от выбранного подключения анода и катода. Неправильно выбранный расходный материал может существенно ухудшить качество шва в результате несоблюдения инструкции по его использованию. Для возбуждения электрической дуги при сварке с обратной полярностью требуется больше времени.
Общие рекомендации
Качество, а также скорость проведения сварочных работ, зависят от подготовки работника, сварочного аппарата и расходных материалов.
Необходимо внимательно ознакомиться и неукоснительно соблюдать требования инструкций изготовителей к аппарату и электродам по режиму сварки: силе, напряжению тока, расстоянию дуги, скорости движения держателя.
Правильный выбор прямой или обратной полярности сварки позволит выполнить работу качественно и без лишних материальных затрат.
electrod.biz
обратная полярность (фото и видео)
Сварочные аппараты оснащены выпрямительными диодами, которые обеспечивают наличие в агрегате постоянного тока. Обратная полярность при таком токе может включаться по мере необходимости. Принципиальная схема аппарата представлена на рисунке № 1.

Рисунок 1. Принципиальная схема сварочного аппарата.
Полярность при проведении сварки
Соблюдать при сварочных работах полярность — это обязательное условие для сварщика. Покрытая слоем меди сварочная проволока, используемая в среде инертного защитного газа, требует, чтобы была подключена прямая полярность. При таком подключении на свариваемые детали подается плюсовой провод, минусовой идет на держак. При работе с газом без защиты применяют порошковую проволоку. Полярность меняется: на детали идет минус, на держак — плюс. Процесс сварки проходит внутри небольшого облака газа, образуемого после сгорания флюса (рисунок № 2).
Рисунок 2. Процесс сварки внутри небольшого облака газа.
Цветные металлы, включая алюминий, свариваются с помощью вольфрамового электрода. В таком случае применяется прямая полярность, когда минус подается на электрод. Это позволяет получить узкую концентрированную дугу, дающую более качественный и меньшего размера шов. Экономятся дорогостоящие электроды и газ. Если при вольфрамовом электроде применяется обратная полярность (плюс находится на держаке), то шов будет получаться менее глубоким. Так можно варить тонкие пластины, не боясь прожечь материал.
Варить можно током прямой и обратной полярности. Как же самостоятельно определить установленную на аппарате полярность? Споров на эту тему идет много. Часть людей ссылается на учебники середины прошлого века, другая часть — на современные разработки. При сварке постоянным током инвертором есть возможность выбрать полярность. Если подсоединить к электроду плюс, к земле (деталям) — минус, тогда получится обратная полярность при сварке. При традиционных способах поступают наоборот: к электроду присоединяют минус. Стоит посмотреть на электроды, часть которых предназначена для сварки постоянным током обратной полярности, успешно применяемой при использовании полуавтоматов.
При работе с инвертором следует помнить о том, что он не любит перепады напряжения в сети. При снижении последнего до величины ниже 200 В при обратной полярности качество сварки будет довольно низким.
При работе с любым видом полярности следует помнить о правилах безопасности. Работать нужно с использованием средств индивидуальной защиты, таких как маска, перчатки, спецодежда и обувь. Аппарат обязательно нужно заземлять.
Вернуться к оглавлению
Полярность автомобильных аккумуляторов
Полярность автомобильных аккумуляторов.
Аккумуляторы для автомобилей бывают двух полярностей: прямой и обратной. Почти все аккумуляторы имеют клеммы с обозначениями «+» и «-». Если сделать ошибку при выборе полярности, то могут возникнуть большие проблемы. Провода автомобиля просто могут не дотянуться до клемм. Часто некоторые производители помечают клеммы цветными колпачками, имеющими красный и синий цвета. Аккумуляторы прямой полярности иногда маркируются «1». Такие приборы (прямой полярности) устанавливаются на многие модели ВАЗ. Обратная полярность имеет маркировку «0». Такие аккумуляторы ставятся на автомобили европейских производителей.
Перепутать их легко. Корпус, количество рабочих банок, ток аккумулятора — все абсолютно одно и то же. А вот токовыводы могут оказаться совсем не там. Отвечает аккумуляторная батарея за нормальный старт двигателя.
Емкость батареи — важный фактор для тех автовладельцев, которые любят включать фары, музыку, фильмы, не заводя мотора. Изменяется емкость в ампер-часах. Чем она больше, тем дольше может работать аккумулятор. Купить данный аксессуар для автомобиля — не проблема. Достаточно зайти в любой магазин автозапчастей. Стоимость их в среднем составляет 80 — 300 долларов.
Для продления срока действия за аккумулятором нужно следить. Необходимо регулярно проверять:
- уровень электролита;
- натяжной ремень и его натяжку;
- заряд аккумулятора.
Для того чтобы на морозе батарея работала дольше, нужно менять летнее масло в машине на зимнее вовремя.
Лучше пользоваться импортными маслами. Поможет и смена свечей.
Аккумулятор необходим для разгрузки работы генератора и для питания всей бортовой электроники. Срок его службы — 3 — 6 лет.
expertsvarki.ru
Обратная и прямая полярность при сварке инвертором
Бизнес 10 октября 2017Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида - это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда "+" и "-". В зависимости от того, к какому гнезду будет подключаться масса, а к какому - электрод, и будет зависеть полярность.

Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому - электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду - массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.

Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Видео по теме
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.

Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.

Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, - это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.

Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.

Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет "скакать".
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.

Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке - это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту - это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, - это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Источник: fb.ru Домашний уют Как и какие электроды выбрать для сварки инвертором? Обзор, особенности, виды и отзывыСварка является сегодня востребованным процессом как в работе профессиональных мастеров, так и домашних специалистов. С ее помощью можно починить металлические изделия, а также при необходимости создать новые. Чтобы к...
Бизнес Закрытие ООО при отсутствии деятельности: особенности и порядок действийЗакрытие ООО при отсутствии деятельности компании – это означает полное прекращение ее деятельности, когда другие лица не имеют права получения прав и обязанностей на нее. А само юридическое лицо снимается с рег...
Дом и семья Кашель при ангине, его особенности и методы леченияКашель при ангине - довольно частое явление. Он появляется как следствие развития бактериальной инфекции, которую следует уничтожать полностью. Раздражение гортани происходит за счет активной борьбы с микроорганизмами...
Домашний уют Сварка инвертором – эффективно и надежноСварка инвертором – это проверенный способ соединения изделий из нержавеющей стали. Он рекомендуется всем для сварочных работ.
Здоровье Можно ли печень при грудном вскармливании: особенности употребления и рекомендацииВсе кормящие мамы стараются сделать свой рацион таким, чтобы не навредить ребенку. Есть даже ряд определенных продуктов, что не вызывают неприятностей у ребенка, но есть и другие, которые приводят к расстройству желуд...
Здоровье Артериальное давление при инфаркте миокарда: особенности, нормы и рекомендацииОдна из форм ишемической болезни, поражающей сердечно-сосудистую систему человека, называется инфарктом миокарда. Ее основные особенности – омертвение мышцы сердца. Процесс провоцируется недостатком в тканях орг...
Здоровье Можно ли пить при температуре алкоголь: особенности и рекомендации специалистовУниверсальным народным средством от всех болезней, как известно, является алкоголь. Для гурманов незаменим коньяк, широкие массы прибегают к водке, а самые суровые используют только самогон. Как считается, при простуд...
Здоровье "Методжект": отзывы при ревматоидном артрите, особенности применения и эффективностьРевматоидный артрит представляет собой заболевание, находящееся в хронической стадии развития. Его нельзя вылечить, но можно замедлить прогрессирование патологии и воспрепятствовать появлению осложнений. В этой ситуац...
Здоровье Анализ ПСА при простатите: норма, особенности подготовки и рекомендацииБелок ПСА представляет собой простатический специфический антиген, выработка которого осуществляется тканями предстательной железы. Данный белок требуется для разжижения мужской спермы. Стоит отметить, что злокачестве...
Здоровье Выскабливание при гиперплазии эндометрия: особенности, показания и последствияЖенщины из-за особенностей строения своего тела часто сталкиваются с заболеваниями. Патологические процессы могут иметь разный характер. Некоторые из них довольно непросто обнаружить. Чтобы потом не кусать локти, необ...
monateka.com










Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






