
Оконцевание кабелей и проводов | Полезные статьи
Понравилось видео? Подписывайтесь на наш канал!
Надежность соединения участков проводов обеспечивает не только механическую жесткость электрической магистрали, но и существенно влияет на ее токопроводящую способность, поэтому при соединении проводов (особенно алюминиевых) к источнику или потребителю особое внимание уделяется качеству контакта, достигаемому оконцеванием проводов и кабелей.
Отсутствие правильного монтажа концевых муфт проводов и кабелей приводит к дополнительному сопротивлению в местах соединения и как следствие к возникновению разогрева соединительного участка с падением токопроводящих характеристик.
Проблематичность создания надежного электрического контакта между проводниками возникает из-за ряда факторов:
- Несмотря на то, что медь и алюминий — отличные проводники и относятся к химически-пассивным металлам, использование их в среде электролитов (атмосферный конденсат и влага) при пропускании тока вызывает образование на поверхности проводника сложных солевых окислов.
 При этом медь и особенно алюминий даже на открытом воздухе без влаги достаточно быстро образует слой окиси с высоким электрическим сопротивлением.
При этом медь и особенно алюминий даже на открытом воздухе без влаги достаточно быстро образует слой окиси с высоким электрическим сопротивлением. - Места соединения проводов с разными металлами в силу отличительного химического состава имеют не только повышенное сопротивление, но создают разностный электрический потенциал в паре соединения, что вызывает ускоренный электрохимический процесс разрушения металла с образованием диэлектрических окислов.
 При этом медь и особенно алюминий даже на открытом воздухе без влаги достаточно быстро образует слой окиси с высоким электрическим сопротивлением.
При этом медь и особенно алюминий даже на открытом воздухе без влаги достаточно быстро образует слой окиси с высоким электрическим сопротивлением.Оконцевание проводов и кабелей осуществляется в зависимости от вида соединения несколькими способами:
- Самый простой способ, не требующий специального оборудования – это соединение кабелей и проводов соединительными клеммами. Но этот способ возможен только при малых сечениях проводников, а при их увеличении используются кабельные наконечники, или муфты. При этом в зависимости от вида соединения электрических проводов и среды их эксплуатации применяют наконечники медные под опрессовку, пайку или с болтовыми наконечниками.
- Для многожильных электрических силовых магистралей используют концевые кабельные муфты, которые обеспечивают надежный контакт в соединении с высокой гарантией отсутствия короткого замыкания между фазами из-за сохранения между ними необходимой дистанции диэлектрическим материалом. Муфты представляют собой комплекты деталей, восстанавливающие механическую целостность кабеля с надежным электрическим контактом и обеспечением герметичности.
- При этом стоит учесть, что при повышении рабочего напряжения провода и кабеля, видоизменяются, контактные группы, муфты и соединительные устройства, так для разветвления высоковольтных проводников применяют изоляционный T-образный адаптер RICS, который обеспечивает надежность контакта токопроводника с восстановлением диэлектрических параметров защитной оболочки. Адаптер изготовлен из высококачественного эластомера, обеспечивающего надежное и многократное соединение высоковольтного провода.

Качественное оконцевание проводов и кабелей требует специальных инструментов и приспособлений, в частности:
Для съема защитной изоляции жил применяют специальные «ножницы».
Для обжима малых сечений часто используют ручные приспособления, напоминающие плоскогубцы или клещи, а при больших диаметрах токопроводника требуется большое обжимное усилие, которое можно обеспечить механическими или гидравлическими тисками.
Для обеспечения высокой жесткости соединения и отсутствия снижения электрического контакта со временем, соединяющиеся пары проводов опаивают или обваривают, для чего применяют специальные установки.
Оконцевание проводов — как самостоятельно соединить и оконцевать провода, кабеля
При самостоятельной работе с электрикой очень важно проводить соединение и оконцевание проводов для того, чтобы избежать:
- Оплавленных корпусов
- Обугленных проводов
- Торчащих жил
Данные действия не только обеспечивают хороший контакт, но и усиливают безопасность и снижают риск воспламенения.
Оконцовка снижает переходное сопротивление, которое выделяет тепло и действует подобно резистору.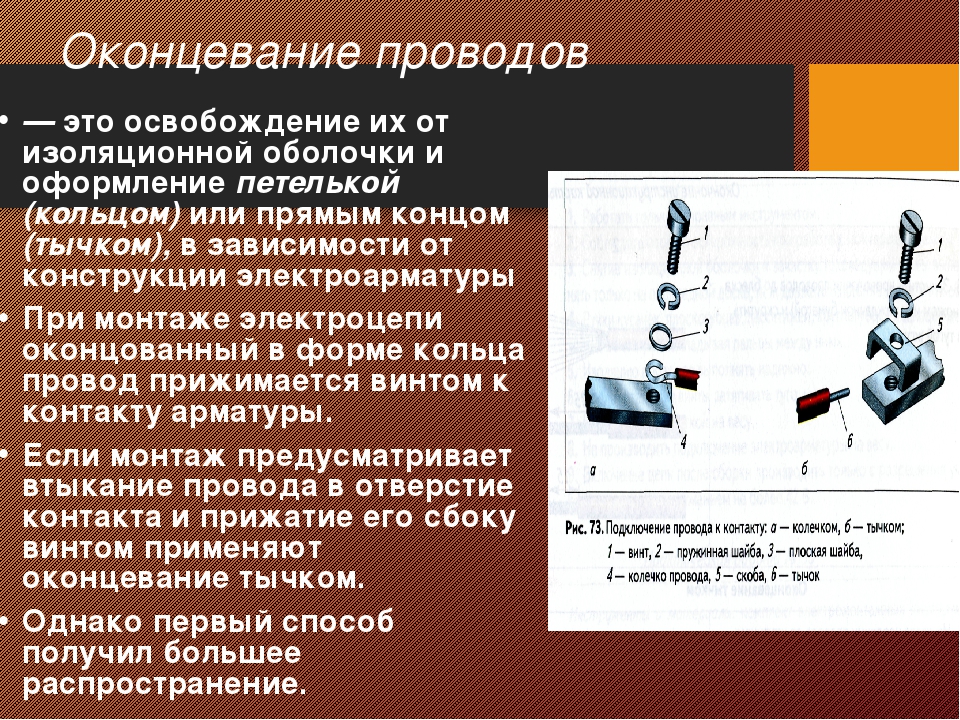 Повышенное выделение тепла и является причиной негативных последствий.
Повышенное выделение тепла и является причиной негативных последствий.
Для оконцевания проводов используется специальный инструмент, который называется пресс-клещами. После подбора подходящего наконечника можно совершить опрессовку не только одножильного провода, но и произвести соединение множества жил многопроволочного кабеля, независимо от материала и сечения.
Алгоритм оконцевания электрических проводов
Данный процесс не является слишком сложным, поэтому любой желающий может выполнить работу своими руками в домашних условиях. Перечень действий:
- Выбор инструмента (пресс-клещи или стриппер с функцией клещей)
- Подбор требуемых наконечников
- Надевание на жилы с усилием
- Обжатие прессом
Согласно государственным стандартам оконцевание проводится в нескольких местах, так как это позволяет обеспечить лучший контакт и меньшую резистенцию.
Ручная опрессовка с помощью молотка или пассатижей нежелательна, так как этот процесс не позволяет обеспечить надежный контакт. Пресс-клещи могут иметь как гидравлический, так и ручной привод.
Пресс-клещи могут иметь как гидравлический, так и ручной привод.
Если электропровод является одножильным, следует осуществить правильный подбор обжимной матрицы, так как можно случайно перекусить проводник.
Оконцевание проводов следует проводить в несколько этапов:
- Жилы, прошедшие очистку и обработку припоем, до упора вставляются в наконечники
- Конструкция через специальное отверстие заливается припоем
- Выбор наконечника
Сейчас производится множество видов наконечников для соединения проводов и их опрессовки. В таблице представлены наиболее распространенные наконечники для работы в домашних условиях.
Тип | Характеристика |
ТМ | Изготовлен из меди и не имеет покрытия |
ТМЛ | Произведен из меди, проходит электролитическое лужение |
ТМЛ (о) | Аналогичен вышеперечисленному варианту, но дополнительно имеет отверстие для визуального определения положения жил |
ТАМ | Изготовлен из меди и алюминия |
ТА | Изготовлен из алюминия |
ПМ | Произведен из меди, предназначен для пайки |
НШП | Предназначается для подключения выключателей-автоматов с помощью обжатого штыря |
НБ | Процесс опрессовки производится благодаря затягиванию болта |
Маркировка наконечников позволяет определить диаметр отверстия и сечение проводника.
Медные наконечники, помимо обширного промышленного применения, используются в быту для:
- Подключения кабельных стояков в подъездах
- Заземления щитов
- Подключения электроплит
ТМЛ отличаются особой антикоррозийной стойкостью и позволяют монтировать их с помощью пайки.
Алюмомедные наконечники (ТАМ) нашли свое применение при подключении алюминиевых жил к медным шинам различных устройств.
Алюминиевые наконечники похожи на ТМ, но отличаются материалом.
Стоит отметить, что оконцевание алюминиевых проводов и кабелей производится только с использованием особой вазелино-кварцевой смазки, которая обезвреживает вредную пленку, получающуюся в результате окисления проводника.
Медные наконечники (ПМ), как правило, применяются для бытовых электроприборов. Они могут иметь специальные “уши”, поэтому не всегда требуют наличия паяльника.
Штифтовые кабельные наконечники (НШП) применяют там, где присутствуют небольшие габариты устройств, например, в случае работы с распределительными щитами, коммутаторами или выключателями.
Болтовые или механические наконечники (НБ) применяются для подключения силового кабеля. Жилы следует предварительно удалить паяльником, а по завершении работы использовать термоусадочную трубку.
Помните, что самодельные наконечники, которые зачастую применяются недобросовестными электриками, могут привести к нарушению безопасности и возгоранию.
Оконцевание жил проводов и кабелей: способы, видео, требования
Для оконцевания жил проводов и кабелей используется специальный инструмент в виде пресс клещей. Самостоятельно оконцевать проводник не сложно, куда важнее правильно подобрать кабельный наконечник. Далее мы предоставим методику, которая позволит без проблем справиться с опрессовкой как многопроволочных, так и однопроволочных проводов, при этом как из алюминия, так и из меди, и в тоже время маленького и большого сечения.
Важно знать
Первое, о чем хотелось бы рассказать – в чем важность оконцевания жил проводов и кабелей специальным инструментом и для чего вообще нужно обжимать проводники наконечниками. Наверняка Вы обращали внимание на то, как подсоединяется шина заземления к корпусу распределительного щитка. Желто-зеленый провод крепится с обеих сторон винтовым соединением через специальный наконечник, как показано на фото ниже.
Не так давно вместо такого наконечника жила просто загибалась кольцом с помощью пассатижей и затягивалась винтом. Некоторые горе-электрики просто вставляли жилу между винтом и пластиной и тщательно зажимали отверткой. Делать так категорически запрещается, т.к. при таком способе оконцевания жил возрастает переходное сопротивление, в результате чего можно увидеть оплавленную изоляцию кабеля, которая может повлечь за собой короткое замыкание в проводке либо более тяжкие последствия – возникновение пожара в доме.
Еще одно очень неблагоприятное последствие при неблагополучном креплении жил – отгорание нуля при высоких токовых нагрузках. О последствиях отогорания нулевого провода Вы можете узнать в соответствующей статье!
О последствиях отогорания нулевого провода Вы можете узнать в соответствующей статье!
Технология оконцевания
Самостоятельно оконцевать провод либо кабель специальным инструментом не представит сложностей. Нужно всего лишь взять подходящий наконечник, надеть до упора на жилу и обжать прессом. При этом количество точек опрессовки зависит от конструкции обжимного инструмента. Если опрессовка производится с помощью матрицы с точечным контактом – прожимайте наконечники в 2 и более местах, распределенных по длине. Если опрессуемая часть наконечника сопоставима с шириной вдавливания после опрессовки – то достаточно одной точки. Гильзы обжимают не меньше чем двумя вдавливаниями, по одному с каждой стороны для удержания каждого из проводников. Вообще количество точек опрессовки зависит от ширины «губок» матрицы обжимного инструмента.
Это нужно для лучшего контакта, минимального переходного сопротивления и механической прочности. Простыми словами – в этом случае у вас не выскочит проводник из наконечника или гильзы.
Обращайте внимания на рекомендации, приведенные в инструкции или приложении к кримперу (обжимке, пресс-клещам), относительно работы с наконечниками разных диаметров или сечений.
Правила и технология оконцевания и опрессовки жил описана в следующих документах:
Помимо этого следует отметить важное требование — для обжима алюминиевого проводника нужно дополнительно использовать кварце-вазелиновую смазку, которая предотвращает образование оксидной пленки, ухудшающей контакт.
В домашних условиях не всегда разумно покупать дорогостоящий инструмент для опрессовки, поэтому существуют и альтернативные варианты. К примеру, существует специальный инструмент для снятия изоляции с проводов и кабелей – стриппер, конструкция которого может включать в себя пресс, как показано на фото.
Также можно обойтись без так называемых клещей — вручную расплющить втулку молотком либо пассатижами, но в этом случае гарантия хорошего контакта отсутствует, поэтому лучше все же растратиться хотя бы на стриппер для надежного оконцевания жил, а еще лучше кримпер (специальная обжимка). О том, как пользоваться стриппером, мы рассказывали в отдельной статье.
О том, как пользоваться стриппером, мы рассказывали в отдельной статье.
Обращаем Ваше внимание на то, что если Вы решили оконцевать одножильный проводник с помощью клещей, необходимо правильно подобрать обжимную матрицу. При неправильном подборе существует большая вероятность испортить гильзу или наконечник, просто порвав его металл.
Помимо этого существуют специальные наконечники под пайку. В этом случае оконцевание жил провода либо силового кабеля происходит в два этапа:
- Жила, зачищенная до металлического блеска и обработанная нейтральным припоем, до упора вставляется в наконечник.
- Через специальное отверстие заливается припой.
Видео инструкция по использованию пресса
Кратко о наконечниках
Ну и последнее, о чем хотелось бы поговорить – с помощью каких наконечников можно оконцевать провод и кабель в домашних условиях. На сегодняшний день в промышленности и быту пользуются популярностью следующие изделия для оконцевания:
- ТМ – медный, без покрытия;
- ТМЛ – медный, электролитический луженный;
- ТМЛ (о) – дополнительно присутствует контрольное окно, позволяющее визуально определить, полностью ли жила зашла в наконечник;
- ТАМ – алюмомедный, позволяют безопасно прикрепить алюминиевый проводник к медной шине;
- ТА – алюминиевый;
- ПМ – медный, под пайку;
- НШП – штифтовой, используется для подключения автоматических выключателей и другой защитной автоматики последних моделей с помощью обжатого штыря;
- НБ – наконечники со срывными болтами, позволяют выполнить опрессовку затягиванием болта, в результате чего вы срываете его шляпку. После этого болты раскрутить не получится, а оконцевание жил получится достаточно качественным.
 После этого болты раскрутить не получится, а оконцевание жил получится достаточно качественным.
После этого болты раскрутить не получится, а оконцевание жил получится достаточно качественным.Вот мы и перечислил наиболее популярные виды наконечников, позволяющих оконцевать проводник для безопасного подключения к шинам и электроприборам. Следует отметить, что соединение с помощью опрессовки разрешается в ПУЭ 2.1.21 (глава 2.1 ПУЭ), в отличие от скруток! Одним из важнейших моментов является правильный выбор наконечника или гильзы под сечение токопроводящей жилы. Если наконечник будет слишком большим – не получится добиться хорошего контакта, если слишком маленьким – жила в него просто не влезет. Также не обжимайте большие наконечники матрицами значительно меньших размеров! А обжим слишком большим инструментом не обеспечит надежный контакт.
При выборе наконечников обращайте внимание на их маркировку, которая выглядит следующим образом:
ТМ (к примеру)-XX-YY, где:
- XX – сечение проводника под обжим;
- YY – диаметр отверстия под зажимной болт.

Также читают:
Оконцевание и подключение жил кабелей и проводов электрических
Оконцевание и подключение жил кабелей к различным элементам электрооборудования – один из этапов проведения электромонтажных работ. Ниже приведем основные способы оконцевания жил кабелей различного типа, а также способы их подключения к различным контактным зажимам электрического оборудования.
Способ оконцевания и подключения жил кабелей зависит от типа контактных выводов электрооборудования, которым планируется подключать данный кабель. Существует три типа контактных выводов оборудования: плоские, штыревые и гнездовые.
Плоский контактный вывод представляет собой контактную пластину, к которой при помощи болтового соединения подключается кабель. В контактной пластине может быть нарезана резьба или же просверлено отверстие, в которое вставляется болт и с обратной стороны завинчивается гайка.
Плоский контактный вывод
Плоский контактный вывод
Оконцевание монолитных кабелей сечением до 10 кв. мм сводится к удалению изоляции и завертывания жилы в кольцо, диаметр которого соответствует диаметру болта плоского контактного соединения. Под головку болта ставится шайба и гровер (пружинная шайба).
мм сводится к удалению изоляции и завертывания жилы в кольцо, диаметр которого соответствует диаметру болта плоского контактного соединения. Под головку болта ставится шайба и гровер (пружинная шайба).
Кабели с монолитными жилами сечением 16 кв. мм и выше оконцовывают наконечниками. Фиксация наконечников на жилах кабеля осуществляется опрессовкой.
Кольцевой наконечник под опрессовку
Кольцевой наконечник под опрессовку
Оконцевание кабелей и проводов с гибкими (многопроволочными) жилами для подключения к плоским контактным зажимам осуществляется при помощи кольцевых наконечников. В данном случае фиксация наконечников на жилах кабеля выполняется опрессовкой или пайкой (преимущественно для жил небольшого сечения).
Кольцевой наконечник для гибкого кабеля под винт
Кольцевой наконечник для гибкого кабеля под винт
Для обеспечения надежного контактного соединения при подключении кабелей сечением от 16 кв. мм необходимо на болтовых зажимах дополнительно устанавливать контргайку.
При подключении жил кабелей необходимо учитывать, что соприкосновение разных металлов недопустимо. Поэтому, если контактная пластина оборудования или шина медная, а жила кабеля алюминиевая, то для ее оконцевания необходимо применять алюмомедные наконечники. Возможно также оконцевание алюминиевого кабеля медными наконечниками, которые внутри предварительно облужены оловянно-свинцовым припоем.
Алюмомедный наконечник
Алюмомедный наконечник
Еще один способ – использование алюмомедных шайб. Таким образом, при помощи данных шайб можно подключить алюминиевый кабель, оконцованный алюминиевым наконечником к медному плоскому зажиму.
Шайба алюмомедная
Или, наоборот, через алюмомедную шайбу можно подключить медный кабель (наконечник) к алюминиевой контактной пластине зажима плоского типа.
Использование алюмомедных шайб
Следующий тип контактных зажимов электрического оборудования – штыревой зажим. Данный зажим представляет собой болт, на котором навинчены две гайки, между которыми осуществляется подключение кабеля. Особенности оконцевания и подключения жил кабелей такие же, как и в предыдущем случае. Единственное отличие состоит в том, что при присоединении кабелей, оконцованных наконечниками, между гайками не подкладываются шайбы и гроверы. При необходимости подключения кабелей с монолитными жилами сечением до 10 кв. мм необходимо подкладывать шайбы по обе стороны жилы, завернутой в кольцо, а также подпружиненную шайбу (гровер) для обеспечения дополнительной жесткости контактного соединения.
Особенности оконцевания и подключения жил кабелей такие же, как и в предыдущем случае. Единственное отличие состоит в том, что при присоединении кабелей, оконцованных наконечниками, между гайками не подкладываются шайбы и гроверы. При необходимости подключения кабелей с монолитными жилами сечением до 10 кв. мм необходимо подкладывать шайбы по обе стороны жилы, завернутой в кольцо, а также подпружиненную шайбу (гровер) для обеспечения дополнительной жесткости контактного соединения.
Следует отметить, что к зажиму штыревого типа не рекомендуется подключать более двух жил кабелей, в том числе и оконцованных наконечниками.
Еще один тип контактных зажимов электрооборудования – гнездовые зажимы. Конструктивно данный зажим представляет собой отверстие (гнездо), в которое вставляется подключаемый проводник. Фиксация подключаемого проводника осуществляется завинчиванием винта, который прижимает проводник.
Гнездовой зажим для кабеля и провода
Гнездовой зажим для кабеля и провода
Оконцевание монолитных жил при необходимости их подключения к гнездовым зажимам не требуется. Подключаемый кабель зачищают, вставляют в гнездовой зажим и фиксируют. Если подключаемый провод (кабель) с гибкими (многопроволочными) жилами, то перед подключением к гнездовому зажиму, его жилы оконцовывают штыревыми наконечниками.
Подключаемый кабель зачищают, вставляют в гнездовой зажим и фиксируют. Если подключаемый провод (кабель) с гибкими (многопроволочными) жилами, то перед подключением к гнездовому зажиму, его жилы оконцовывают штыревыми наконечниками.
Во всех вышерассмотренных случаях перед подключением (оконцеванием) медных жил кабелей их зачищают до металлического блеска, а для алюминиевых жил, помимо зачистки, для предотвращения окисления контактных соединений, применяют специальную кварцевазелиновую пасту. Следует также отметить важность правильного выбора кабельных наконечников для оконцевания жил. Несоответствие размера наконечника тому или иному сечению кабеля значительно снижает нагрузочную способность контактного соединения, соответственно снижается его надежность.
После окончания работ по подключению кабелей к элементам оборудования, необходимо в обязательном порядке проверять качество контактных соединений. В случае подключения кабелей небольшого сечения ограничиваются визуальной проверкой контактных соединений. В силовых цепях, при подключении кабелей большого сечения, помимо визуального осмотра и проверки на механическую прочность, необходимо производить замер переходного сопротивления на выполненных контактных соединениях.
В силовых цепях, при подключении кабелей большого сечения, помимо визуального осмотра и проверки на механическую прочность, необходимо производить замер переходного сопротивления на выполненных контактных соединениях.
Соединение и оконцевание алюминиевых проводов
Алюминиевые жилы проводов соединяют сваркой, пайкой и механическим путем (рис. 19).
Рис 1 Соединение проводов сваркой и пайкой а — соединение однопроволочных алюминиевых проводов сваркой в гильзе; б — образцы сварок; в- соединение пайкой
Сваривают алюминиевые провода в специальной формочке при помощи угольных электродов, получающих питание от сварочного трансформатора.
Для пайки алюминиевые провода скручивают (рис. 1 в), а затем место скрутки нагревают в пламени паяльной лампы и пропаивают припоями
Технология пайки алюминиевых проводов следующая:
- с концов соединяемых проводов снять изоляцию, после чего оголенные жилы зачистить до металлического блеска и соединить внахлестку двойной скруткой с образованием желобка в месте касания жил. Длина желобка для соединения и ответвления при различных сечениях жил указана на рис. 20;
- соединенные скруткой провода нагреть пламенем газовой горелки и паяльной лампой до температуры, близкой к температуре плавления припоя. После этого желобок протереть (с нажимом) с одной стороны соединения палочкой припоя, введенной предварительно в пламя лампы. В результате трения оксидная пленка сдирается, желобок начинает облуживаться и заполняться припоем по мере прогрева места соединения. Флюса при этом не требуется. Затем облуживают и опаивают желобок с другой стороны соединения. Одновременно протереть и облудить припоем внешние поверхности и места скрутки жил соединяемого участка;
- места пайки соединяемых проводов подчистить, протереть тканью, смоченной бензином, покрыть влагонепроницаемым лаком и заизолировать изоляционной лентой.
 Длина желобка для соединения и ответвления при различных сечениях жил указана на рис. 20;
Длина желобка для соединения и ответвления при различных сечениях жил указана на рис. 20;
Рис. 2. Пайка однопроволочных жил
Оконцевание проводов выполняют после их прокладки. Однопроволочные провода с площадью сечения до 10 мм2 и многопроволочные с площадью сечения до 2,5 мм2 присоединяют к токоприемникам непосредственно. Оголенную жилу при этом вводят под зажимной контактный винт. Концы многопроволочных проводов скручивают и пропаивают. В зависимости от типа контакта концу провода может быть придан вид пестика (рис. 3 а) или колечка (рис. 3 б).
Оголенную жилу при этом вводят под зажимной контактный винт. Концы многопроволочных проводов скручивают и пропаивают. В зависимости от типа контакта концу провода может быть придан вид пестика (рис. 3 а) или колечка (рис. 3 б).
Концы однопроволочных проводов сечением более 10 мм2 или многопроволочных сечением более 2,5 мм2 снабжают наконечниками (рис. 3 в), которые припаивают или приваривают к жиле, а в некоторых случаях опрессовывают.
Рис. 3. Оконцевание проводов
а — пестиком; б — колечком; в — припайкой наконечника; 1 — наконечник; 2 и 3 — изоляционная лента или бандажная нить
Во всех случаях соединения, ответвления и оконцевания проводов, места соединения их между собой и наконечником обматывают изоляционной лентой в несколько слоев. В соответствии с правилами электрическая прочность изоляции в месте соединения или ответвления должна быть не ниже, чем прочность изоляции в целом.
В дачных условиях для соединения алюминиевых и медных проводов между собой наиболее приемлем способ соединения винтовыми сжимами, так как не требуется специального инструмента и приспособлений. Конструкция контакта должна обеспечить постоянное давление и ограничить выдавливание проводов. Собирать зажим при присоединении алюминиевых проводов необходимо со всеми заводскими деталями (винт, прижимная шайба, шайба плоская, контактная пластина), так как отсутствие любой детали обязательно приведет к ухудшению контакта.
Конструкция контакта должна обеспечить постоянное давление и ограничить выдавливание проводов. Собирать зажим при присоединении алюминиевых проводов необходимо со всеми заводскими деталями (винт, прижимная шайба, шайба плоская, контактная пластина), так как отсутствие любой детали обязательно приведет к ухудшению контакта.
Для присоединения провода к зажиму с конца провода снимают изоляцию. Нож держат под углом 10-15° к поверхности жилы, этим исключается надрез алюминиевой жилы. Провод зачищают до металлического блеска и смазывают кварцево-вазелиновой пастой, затем загибают конец жилы в виде колечка. Загибать провод следует по часовой стрелке, т. е. по направлению вращения крепящего винта.
Внутренний диаметр кольца должен быть несколько больше, чем диаметр контактного винта
Соединение проводов методом опрессовки широко применяется при монтаже внутренних, внешних электропроводок и воздушных линий электропередач.
Этот способ обеспечивает надежный контакт, необходимую механическую прочность, прост в исполнении. Опрессовку выполняют ручными клещами, механическими и гидравлическими прессами с помощью сменных матриц и пуансонов.
Опрессовку выполняют ручными клещами, механическими и гидравлическими прессами с помощью сменных матриц и пуансонов.
Для соединения жил служат гильзы ГАО, ГА, для оконцевания — наконечники ТА, ТАМ и др.
Алюминиевые жилы в соединительных гильзах опрессовывают по следующей технологии:
- подбирают тип и размер гильз, а также матрицы и пуансоны в соответствии с размерами гильз;
- проверяют наличие заводской смазки в гильзах и наконечниках, при отсутствии смазки гильзы и наконечники зачищают металлическим ершиком и смазывают защитной кварцево-вазелиновой или цинково-вазелиновой пастой;
- снимают с концов жил изоляцию: при оконцевании — на длине, равной длине трубчатой части наконечника, а при соединении — на длине, равной половине длины гильзы;
- зачищают концы токоведущих жил наждачной бумагой до металлического блеска, протирают тканью, смоченной в бензине, и покрывают кварцево-вазелиновой пастой;
- надевают на подготовленные жилы наконечник или гильзу;
- при оконцевании жилу вводят в наконечник до упора, а при соединении — так, чтобы торцы соединяемых жил соприкасались между собой в середине гильзы;
- устанавливают трубчатую часть наконечника или гильзу в матрицу и проводят опрессовку;
- изолируют соединение несколькими слоями изоляционной ленты.

Не разрешается на алюминиевую жилу опрессовывать медный наконечник, так как соединение будет непрочным из-за большой разности у меди и алюминия коэффициента линейного теплового расширения.
Опрессовку одно- и многопроволочных медных жил сечением 4 мм2 и более выполняют в медных трубчатых наконечниках типа Т или соединительных медных гильзах типа ГМ. Технология опрессовки медных проводов аналогична технологии опрессовки алюминиевых проводов за исключением наложения кварцево-вазелиновой или цинково-вазелиновой пасты.
Запрещается проводить опрессовку при помощи молотка и зубила.
Соединение и оконцевание проводов опрессовкой
Соединение и оконцевание проводов опрессовкой
1. Снимите изоляцию с концов проводов.
2. Зачистите оголенные участки жил наждачной бумагой под слоем вазелина или варцевазелиновой пасты.
3. Протрите зачищенные жилы и смажьте их сразу же кварцевазелино вой пастой.
4. Зачистите внутреннюю поверхность гильзы и смажьте ее кварцевазели новой пастой.
5. Вставьте подготовленные жилы в гильзу.
6. Спрессуйте гильзу (одностороннюю гильзу опрессовывают одним вдав ливанием, двустороннюю — двумя).
7. Изолируйте место опрессовки (полиэтиленовым колпачком или липкой изоляционной лентой).
8. Подготовьте провод для оконцевания и выберите для него наконеч ник. Наденьте после зачистки наконечник на жилу и спрессуйте их.
Соединение проводов в ответвительной коробке, содержащей болтовой зажим
1. На концах провода вырежьте разделительное основание, длиной 100 мм.
2. Введите провода в коробку либо через специальные отверстия (в металлических коробках), либо через отверстия, получаемые удалением под прессовок (в пластмассовых коробках). При вводе в коробку оставьте запас проводов не менее 50 мм.
При вводе в коробку оставьте запас проводов не менее 50 мм.
3. Измерьте диаметр контактного винта. Определите длину жилы, не обходимую для получения кольца.
Снимите ножом изоляцию с конца подсоединяемой жилы, на найденном расстоянии плюс 2…4 мм.
4. Зачистите оголенную часть жилы до металлического блеска наждачной бумагой, покройте ее сразу же после зачистки слоем чистой кварцевазелиновой пасты, равномерно распределив ее по всей зачищенной части жилы.
5. В ответвительных коробках, имеющих зажимы с контактными винта ми, изогните с помощью клещей КУ-1 или круглогубцев подготовленный конец жилы для подсоединения под контактный винт.
Плотно прижмите подготовленное кольцо к пластине винтом через огра ничивающую «звездочку» или скобу и пружинящую шайбу с помощью отвертки (см. рис. 25.6). Если одним винтом присоединяете два провода, то между ними проложите шайбу. Загнутые края скобы или «звездочек», наде тые на кольца, не должны давать им разойтись в стороны.
Загнутые края скобы или «звездочек», наде тые на кольца, не должны давать им разойтись в стороны.
6. В коробках для безвинтового соединения проводов введите подготов ленный конец жилы под скобу, на которую давит пружина.
7. В коробках, в которых зажимы расположены на выемной шайбе, уложите смонтированную шайбу на дно и закройте крышкой.
Соединение проводов в ответвительной коробке, не содержащей зажимов
1. Удалите подпрессовки в пластмассовых стенках ответвительной короб ки и введите в нее провод. Запас проводов при вводе в коробку оставьте не менее 50 мм.
2. Снимите изоляцию клещами или монтерским ножом на расстоянии 25…30 мм (рис. 25.8).
3. Зачистите концы жил стеклянной шкуркой.
4. Скрутите плотно жилы плоскогубцами или пассатижами.
5. Покройте скрутку проводов раствором канифоли и пропаяйте с помо щью паяльника.
Покройте скрутку проводов раствором канифоли и пропаяйте с помо щью паяльника.
6. Изолируйте пайку двумя-тремя слоями липкой изоляционной ленты.
7. Покройте соединения влагостойким лаком (изолировать пайку можно также с помощью специального пластмассового колпачка).
8. Уложите изолированные концы в коробку и закройте крышкой.
Трудовые действия | Подготовка инструментов и приборов для пайки к работе |
Подготовка проводов, кабелей и внутриблочных жгутов к монтажу в несущих конструкциях второго уровня | |
Оконцевание проводов и кабелей для их монтажа в несущих конструкциях второго уровня | |
Оконцевание внутриблочных жгутов | |
Опрессовка контактов коммутационных элементов несущих конструкций второго уровня | |
Сборка простых разъемов | |
Монтаж каналов для прокладки проводов, кабелей, внутриблочных жгутов в несущих конструкциях второго уровня | |
Монтаж крепежных изделий для закрепления проводов и кабелей на несущих конструкциях первого уровня | |
Монтаж крепежных изделий для закрепления проводов, кабелей и внутриблочных жгутов в несущих конструкциях второго уровня | |
Прокладка проводов, кабелей и внутриблочных жгутов в несущих конструкциях второго уровня | |
Припаивание проводов, кабелей и внутриблочных жгутов к коммутационным элементам, разъемам электронных устройств | |
конструктивной сложности второго уровня | |
Накрутка проводов на штыревые контакты | |
Маркировка проводов, кабелей и жгутов | |
Контроль качества паяных соединений | |
Необходимые умения | Читать конструкторскую и технологическую документацию |
Выбирать паяльник для монтажных работ | |
Выбирать марки припоев, флюсов | |
Разделывать провода и кабели | |
Зачищать провода и кабели | |
Флюсовать провода и кабели | |
Лудить провода и кабели | |
Изготавливать внутриблочные жгуты с применением плоских и объемных шаблонов | |
Паять паяльником провода, кабели, коммутационные элементы, разъемы | |
Монтировать провода на контакты коммутационных элементов накруткой | |
Очищать паяльный инструмент | |
Проверять качество паяных соединений | |
Необходимые знания | Терминология и правила чтения конструкторской и технологической документации |
Технические требования, предъявляемые к проводам, кабелям и внутриблочным жгутам, подлежащим монтажу | |
Типы коммутационных элементов | |
Виды разъемов | |
Марки и характеристики проводов и кабелей | |
Марки и характеристики флюсов и припоев | |
Способы формирования и крепления внутриблочных жгутов | |
Способ монтажа проводов накруткой | |
Последовательность выполнения работ по монтажу проводов, кабелей, внутриблочных жгутов | |
Последовательность процесса пайки проводов, кабелей, коммутационных элементов и разъемов | |
Устройство, принцип действия инструментов для разделки и зачистки проводов, кабелей, правила работы с ними | |
Устройство, принцип действия инструментов и приборов для пайки, правила работы с ними | |
Устройство, принцип действия инструментов, приспособлений и оборудования для изготовления внутриблочных жгутов, правила работы с ними | |
Устройство, принцип действия инструментов для накрутки проводов, правила работы с ними | |
Правила маркировки проводов, кабелей, жгутов | |
Требования, предъявляемые к паяным соединениям | |
Виды дефектов при пайке проводов, кабелей, жгутов, коммутационных элементов, разъемов, их причины, способы предупреждения и исправления | |
Виды дефектов при накрутке проводов, их причины, способы предупреждения и исправления | |
Требования к организации рабочего места при выполнении работ | |
Опасные и вредные производственные факторы при выполнении работ | |
Правила производственной санитарии | |
Виды и правила применения средств индивидуальной и коллективной защиты при выполнении работ | |
Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
Другие характеристики | — |
Что такое заделка провода?
Оконечная нагрузка — это работа, выполняемая на конце провода, которая позволяет ему подключаться к устройству (соединителю, переключателю, клемме и т. Д.). В авиастроении существует множество типов оконечных устройств, но мы можем разделить их на две основные категории: обжимные и паяные.
Д.). В авиастроении существует множество типов оконечных устройств, но мы можем разделить их на две основные категории: обжимные и паяные.
Обжимная заделка выполняется, когда устройству требуется контакт или клемма. Изоляция провода зачищается, и контакт или клемма прикрепляется к проводу с помощью обжимного инструмента.Инструмент прижимает контакт или клемму к проводнику. Этот тип оконечной нагрузки чаще всего используется в жгутах проводов самолетов и панелях автоматических выключателей, которые InterConnect производит для различных самолетов, включая F-15, C-130 и UH-60, и это лишь некоторые из них.
Заделка пайкой выполняется, когда проводники присоединяются непосредственно к устройству. Это требует снятия изоляции с провода и нанесения флюса и припоя для соединения провода с устройством. J-STD-001 (Требования к паяным электрическим и электронным узлам) дает подробные сведения о том, как правильно паять.
InterConnect имеет очень строгую программу обучения для всех наших сборщиков, чтобы научиться обжимать контакты и клеммы, а также паять. Каждый год сборщики проходят повторное обучение тому, как заделывать провода в соответствии с J-STD-001, IPC-A-610 и IPC-A-620. Кроме того, здесь, в InterConnect, мы создаем специальные программы обучения в соответствии с указанными спецификациями. нашими клиентами. Так, например, для жгутов проводов и панелей F-16 Lockheed Martin называет 16PR145 и 16PR8817.Поэтому у нас есть учебная программа по заделке проводов и выполнению других процессов сборки на основе этих двух спецификаций для этой конкретной платформы (F-16) для этого конкретного клиента (Lockheed Martin).
Каждый год сборщики проходят повторное обучение тому, как заделывать провода в соответствии с J-STD-001, IPC-A-610 и IPC-A-620. Кроме того, здесь, в InterConnect, мы создаем специальные программы обучения в соответствии с указанными спецификациями. нашими клиентами. Так, например, для жгутов проводов и панелей F-16 Lockheed Martin называет 16PR145 и 16PR8817.Поэтому у нас есть учебная программа по заделке проводов и выполнению других процессов сборки на основе этих двух спецификаций для этой конкретной платформы (F-16) для этого конкретного клиента (Lockheed Martin).
Крайне важно, чтобы все соединения проводов были выполнены правильно. Вы можете доверить InterConnect Wiring изготовление жгутов электропроводки вашего самолета, релейных панелей, черных ящиков и мультиплексоров в точном соответствии с вашими спецификациями. Чтобы узнать больше о оконечных проводах и конструкции жгутов проводов самолета, загрузите бесплатную копию нашей электронной книги.
Связанные
Кабельные наконечники и соединители
Если вам нужно заделать провода и / или соединить их вместе, вы попали в нужное место.
В нашем ассортименте проводных соединителей есть множество вариантов, включая крылатые и незакрытые, поворотные, вставные и даже прозрачные соединители для проверки после подключения.
У нас также есть металлические наконечники для сжатия и заземления.И, конечно же, наши оконечные устройства соответствуют строгим стандартам UL и CSA.
С этими инструментами для заделки кабеля просто называйте себя терминатором
Все хорошее должно заканчиваться, в том числе и провода.
Вы не можете просто оставить провод висящим без надлежащей заделки кабеля или соединения, поэтому у нас есть инструменты, необходимые для соединения, подключения или заделки проводов, когда это необходимо.
У нас их так много, что мы разделили их на четыре отдельные категории:
Поворотные соединители
Соединители Twist on Wire используются для соединения двух или более электрических проводов.Они доступны во многих стилях, размерах и формах и обычно сделаны из пластика, в то время как соединение обычно представляет собой металлическую вставку, которая накручивается на провода и удерживает их вместе.
У нас есть много вариантов, в том числе огнестойкие, отвечающие конкретным требованиям, основанные на ваших потребностях, и варианты для различного количества проводов, с пружинами, повышенным комфортом и захватом.
Соединители для стыков
Соединители избавляют от необходимости зачищать провода с помощью технологии смещения изоляции.Они супер-восточны в использовании и сэкономят вам много времени. Они предназначены для поддержки как многожильных, так и одножильных проводов и устанавливаются почти в два раза быстрее, чем традиционные сварочные аппараты.
Проще говоря, стыковые соединители — это просто, быстро и надежно.
Проушины
Проушина — это еще один электрический соединитель, обеспечивающий качественное электрическое соединение.
У нас есть множество различных: от простых, которые совместимы как с медными, так и с алюминиевыми проводниками, до тех, которые специально разработаны для работы в воде и вокруг нее.
Нажимные соединители
Вставные соединители для проводов предназначены для соединения двух или более проводов и изоляции соединений.
Мы предлагаем варианты с цветовой кодировкой для облегчения идентификации, которые поддерживают электропроводку на 600 В и осветительные приборы или вывески до 1000 В.
В любом случае они, безусловно, безопасны и удобны.
Как и во всем остальном, все сводится к выяснению того, с какими проводами и электричеством вы работаете и какой вариант лучше всего подходит для вас.Найдите время, чтобы просмотреть четыре категории, и если вам нужна дополнительная информация об одном из наших продуктов, наши специалисты по продуктам всегда готовы помочь!
Tec-Alert Newsletter
Основные этапы и подходящие инструменты для медных IDC, оконечных устройств коаксиального кабеля и оптоволокна: Часть 1
Концевая заделка кабеля — это подключение провода или волокна к устройству, например оборудованию, панелям или розетке, которое позволяет подключать кабель к другим кабелям или устройствам. Мы обсудим три основных области: терминация, используемая в телекоммуникациях, сетях передачи данных и оптоволоконной связи. Это включает в себя организацию кабелей по назначению, формирование и перевязку кабелей, а также надлежащую маркировку, а также создание соединения с медным или оптоволоконным проводником.
Это включает в себя организацию кабелей по назначению, формирование и перевязку кабелей, а также надлежащую маркировку, а также создание соединения с медным или оптоволоконным проводником.
Для начала необходимо провести планирование. Подготовьтесь к заделке, разработав стратегию начала и конца кабеля, убедившись, что у вас есть необходимые инструменты для выполнения работы. Помните, что кабельное соединение не будет завершено, пока все заделки не будут должным образом идентифицированы и промаркированы!
Подготовка:
Тщательная подготовка перед заделкой кабеля обеспечит правильное выполнение работы и сэкономит ваше время и деньги с самого начала.
Начните с определения, где находится конечная точка. Если неизвестно, убедитесь, что каждый кабель доходит до самой дальней точки коммутационного шкафа или аппаратной. Затем проложите кабели к этой области, убедившись, что длина кабеля правильная, а также маркируйте каждый кабель по ходу движения, чтобы вы могли идентифицировать его позже. Затем сформируйте и закрепите кабель, убедившись, что все кабели параллельны друг другу, сформируйте их в аккуратные жгуты с помощью стяжек для кабелей, затянутых вручную, или оберток с липучкой. Если кабель слишком длинный, обязательно отметьте новый конец так же, как и раньше.После того, как зона заделки настроена, используйте соответствующее оборудование для управления кабелями, которое будет служить опорой и разгрузкой. Это важно, поскольку некоторые кабели предъявляют особые требования к минимальному радиусу изгиба. Знание этого защитит целостность устанавливаемого кабеля.
Затем сформируйте и закрепите кабель, убедившись, что все кабели параллельны друг другу, сформируйте их в аккуратные жгуты с помощью стяжек для кабелей, затянутых вручную, или оберток с липучкой. Если кабель слишком длинный, обязательно отметьте новый конец так же, как и раньше.После того, как зона заделки настроена, используйте соответствующее оборудование для управления кабелями, которое будет служить опорой и разгрузкой. Это важно, поскольку некоторые кабели предъявляют особые требования к минимальному радиусу изгиба. Знание этого защитит целостность устанавливаемого кабеля.
Теперь вы готовы к работе!
ЧАСТЬ 1: Медный IDC и оконечное устройство коаксиального кабеля
Медное оконечное устройство IDC: оконечное устройство с изоляционным смещением (IDC)
— это рекомендуемый метод заделки медных кабелей, признанный ANSI / TIA / EIA-568-A для оконцевания кабеля UTP.
Ключевые шаги:
Шаг 1: Определите метод и длину удаления оболочки. При удалении оболочки можно выбрать один из нескольких типов инструментов. Инструмент, который вы используете, будет зависеть от ваших личных предпочтений, вашего бюджета, типов кабелей, которые вы используете, и т. Д. Мы выделим некоторые параметры в разделе инструментов.
Инструмент, который вы используете, будет зависеть от ваших личных предпочтений, вашего бюджета, типов кабелей, которые вы используете, и т. Д. Мы выделим некоторые параметры в разделе инструментов.
Шаг 2: Удалите только ту часть оболочки, которая необходима для заделки пар кабелей и убедитесь, что скручивание пар сохраняется. В зависимости от блока, типа, размера медного кабеля и типа производителя оконечного оборудования IDC требования будут различаться для удаления правильной длины.
Шаг 3. Разделите, определите и закрепите группы подшивок. Это относится к кабелям с числом пар 50 и более. Если каждая группа связующих будет отделена и привязана, это поможет при заделке и упростит уборку.
Шаг 4: Разверните веером и сформируйте пары кабелей из каждой связующей группы. Пары не должны пересекаться или мешать другим парам. Кроме того, пары проводов должны быть параллельны, без натяжения в точке соединения и с одинаковым натяжением на всех соединениях.
Шаг 5: Теперь вы готовы закрепить клеммную колодку (a) или обжать модульную вилку (b).
Шаг 5a: Оконечные блоки — это оборудование, предназначенное для размещения кабеля, в основном, для приложений Telecom и Datacom. Несмотря на то, что существует много типов оконечных блоков, наиболее распространенными оконечными блоками являются 66- или 110-стили. Блок 66 в основном используется для голосовых приложений в УАТС, ключевых телефонных системах и некоторых локальных сетях. Блок 110 используется в кабелях для передачи голоса и данных. Используя 66-блок, витые пары разветвляются одна за другой и пробиваются на блок для завершения.Используя блок 110, провода проходят через центр и разветвляются, пробиваясь вниз в каждый слот блока для оконечной нагрузки.
Шаг 5b: При подключении к модульным разъемам, таким как RJ11, RJ45 и Cat5, вы просто вставляете провода витой пары в разъем, удерживая каждый провод параллельно следующему, избегая перекрытия. Используя обжимной инструмент с храповым механизмом и подходящую обжимную матрицу, вы просто сжимаете ручку, пока не получите надежный обжим.
ПРИМЕЧАНИЕ: Tecra Tools настоятельно рекомендует использовать обжимные клещи с трещоткой для всех заделок разъемов! Это поможет обеспечить единообразие, исключит чрезмерную или недостаточную обжимку и снизит нагрузку на руки.
Инструменты для кабелей с витой парой:
Инструменты для резки кабеля
В зависимости от размера кабеля, с которым вы работаете, вам потребуются различные инструменты для резки кабеля. Для небольших кабелей лучше всего подходят диагональный резак заподлицо или резак для круглого кабеля. Для кабелей большего размера требуется режущий инструмент с большим рычагом или даже кабельный резак с храповым механизмом.
Инструменты для снятия оболочки
Инструмент для звона, ножницы для электриков и инструмент для резки — все это позволяет удалить оболочку с кабеля UTP, но каждый по-своему.Инструмент для кольцевания является наиболее надежным, поскольку он предварительно настроен на разрезание только тонкой внешней оболочки, не повреждая провода под ней. А ножницы для электриков — необходимый инструмент для обрезки любой работы по окончании работ.
А ножницы для электриков — необходимый инструмент для обрезки любой работы по окончании работ.
Инструменты для перфорации
Выберите высококачественные инструменты для перфорации с лезвиями, подходящими для типа используемого клеммного блока (66, 110, Krone, Bix и т. Д.). Не экономьте на этом инструменте! Вы обнаружите, что используете его постоянно.
Обжимные инструменты
Используйте только обжимную рамку с храповым механизмом с соответствующими обжимными матрицами для используемых вилок: RJ-11, RJ-45, Cat 5 и т. Д.
ПРИМЕЧАНИЕ. Вилки категории 5 часто отличаются от типичных вилок RJ-45 тем, что вилки категории 5 не имеют вторичного углубления для снятия натяжения в корпусе вилки. Это сделано для сохранения скручивания пар проводов при их прохождении через корпус вилки. Если вы используете подобные штекеры категории 5, при обжиме этих штекеров вам необходимо использовать наши обжимные матрицы категории 5. Несоблюдение правил использования матриц категории 5 приведет к раздавливанию корпуса вилки и повреждению разъема.
Концевая заделка коаксиального кабеля:
Коаксиальные кабели состоят из внутреннего проводника (одножильного или многожильного), отделенного диэлектриком (сердечником) от внешнего проводника (одинарная или двойная оплетка) и покрытого внешней оболочкой из ПВХ или пленочного материала. .Этот тип кабеля в основном используется для аудио / видео, но может поддерживать данные. Преобладающие коаксиальные кабели — RG-6, RG-11, RG-58, RG-59 и RG-62.
Ключевые шаги:
Шаг 1. Определите правильный метод и длину удаления оболочки, оплетки, диэлектрика и центрального проводника. Начните с прямого надреза на конце кабеля. Затем наденьте наконечник соединителя на конец кабеля. Отрегулируйте двух- или трехступенчатый инструмент для зачистки коаксиального кабеля в соответствии с желаемым диаметром кабеля и требованиями к зачистке.Вставьте кабель в устройство для снятия изоляции, повернув его на 3-5 полных оборотов. Удалите разорванную оболочку, экранирующий и диэлектрический материал при проверке качества полосы, убедившись, что нет блуждающих жил плетеного экрана, зазубрин центрального проводника или поврежденной изоляции.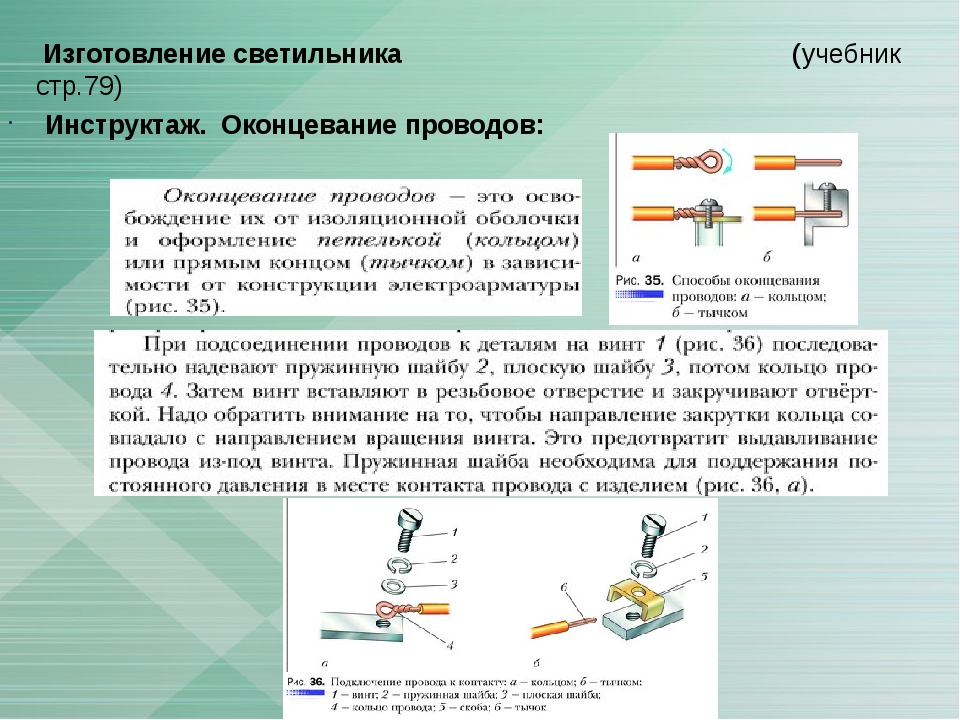
Шаг 2: Завершите кабель, вставив штырь соединительной системы в центральный провод. Обожмите штифт на центральном проводе, используя специальный инструмент для обжима центрального штифта или, что менее желательно, гнездо для штампа небольшого диаметра обжимного инструмента.
Шаг 3: Вставьте муфту и разъем на кабель. Сначала поместите корпус разъема на кабель, выровняв его так, чтобы его вал входил в контакт с центральным проводником и между диэлектриком и экраном оплетки. Сдвиньте наконечник соединителя вверх, чтобы закрыть оголенный экран оплетки. Поместите обжимной инструмент на наконечник соединителя и сжимайте его, пока матрица полностью не закроется. Разъем должен быть плотно затянут, поэтому проверьте соединение на аккуратность и надежность.
ПРИМЕЧАНИЕ: Использование правильного размера обжимной матрицы имеет решающее значение для правильной заделки коаксиального кабеля! Этот размер определяется только типом используемого разъема, а НЕ размером кабеля! При указании подходящей обжимной матрицы см. Рекомендуемый диаметр обжимной гильзы в технических характеристиках производителя разъема.
Рекомендуемый диаметр обжимной гильзы в технических характеристиках производителя разъема.
ПРИМЕЧАНИЕ: Tecra Tools настоятельно рекомендует использовать обжимные клещи с трещоткой для всех заделок разъемов! Это поможет обеспечить единообразие, исключит чрезмерную или недостаточную обжимку и снизит нагрузку на руки.
Инструменты, используемые для заделки коаксиального кабеля:
Режущие инструменты
При прокладке оконечной заделки коаксиального кабеля необходим хороший набор резаков для коаксиального кабеля и плоских резаков. Будьте осторожны, не пытайтесь разрезать стальные центральные проводники инструментом, предназначенным только для резки меди. Мы рекомендуем использовать резак для центрального проводника, специально разработанный для этой цели.
Инструменты для зачистки коаксиального кабеля
Существует множество инструментов для снятия изоляции коаксиального кабеля; предустановленный, регулируемый, двухступенчатый, трехступенчатый и т. д. В большинстве случаев регулируемый трехступенчатый инструмент для зачистки лучше всего подходит для самого широкого диапазона типов кабелей и разъемов.
Коаксиальные обжимные инструменты
Правило 1. Всегда покупайте трещотки!
Правило 2: Приобретите щипцы для обжима со сменными матрицами. Не покупайте совершенно новый инструмент каждый раз, когда вам нужно обжать разъем нового типа!
Правило 3. Обожмите центральный штифт специальным приспособлением для обжима центрального штифта.Не используйте маленькое гнездо для обжима обжимного устройства для обжимной гильзы! Он просто не сможет обеспечить надежность обжима с 8-точечным или 12-точечным обжимом.
Правило 4. Знайте правильный диаметр обжимной гильзы для вашего разъема и используйте соответствующую матрицу. Излишне или недостаточно обжатые разъемы — это неисправности, которые только и ждут своего часа!
Щелкните здесь, чтобы увидеть Часть 2 нашей серии по заделке кабелей: заделка оптоволоконных кабелей.
Вернуться к Tec Alert
Вернуться к началу страницы
Розетки, зажимы для троса и соединения
Как монтажник или конечный пользователь троса, важно понимать типы заделки или лечения, которые можно использовать на концах отрезка троса. Эти заделки обычно выполняются путем формирования проушины или крепления фитинга и предназначены для постоянного заделывания троса в том месте, где он соединяется с нагрузкой.
Эти заделки обычно выполняются путем формирования проушины или крепления фитинга и предназначены для постоянного заделывания троса в том месте, где он соединяется с нагрузкой.
Трос — чрезвычайно универсальное механическое устройство, которое можно использовать для поддержки и перемещения объекта или груза. В подъемной и такелажной промышленности трос прикрепляется к крану или подъемнику и снабжен вертлюгами, скобами или крюками для прикрепления к грузу и перемещения его в контролируемых условиях. Его также можно использовать для подъема и опускания лифтов или в качестве опоры для подвесных мостов или башен.
В этой статье мы объясним, что означают некоторые из следующих терминов и как их можно использовать для заделки конца троса:
- Гнезда для троса — гнезда для спелтера, обжимные гнезда и клин розетки
- Зажимы для троса — Зажимы для троса с U-образным болтом и зажимы для троса с двойным седлом
- Сращивания с проушиной — механические (фламандские) и ручные сращивания
- Эффективность заделки концов троса
Когда Если вы понимаете конструкцию и характеристики необходимого вам каната, а также нужный тип концевого заделывания, вы сможете выбрать наиболее эффективный и долговечный канат для выполняемой работы.
Типы концевых заделок троса
По существу, есть два метода, которые можно использовать для создания заделки на отрезке троса или кабеля:
- В тросе можно сформировать проушину или петлю
- Вы можете прикрепить фитинг к концу троса
На одном конце отрезка троса можно создать проушины или петли с помощью механического соединения с обжимной втулкой, заправленного вручную соединения или проволоки веревочные зажимы.
Фитинги могут быть прикреплены к тросу путем обжатия, заливки расплавленного цинка или смолы, которая связывается с проволокой, или с помощью заклинивания.
Типы тросовых розеток
Розетка — это процесс прикрепления концевой муфты к концу тросового кабеля.
Гнездо может быть прикреплено к концу троса различными способами, в том числе:
- Гидравлическое давление
- Заливка расплавленного или эпоксидного материала
- Использование механического клина
При рассмотрении заливки или заливки обжатое гнездо, обратите внимание, что оба типа доступны в открытом или закрытом исполнении.
Открытые розетки и закрытые розетки
Открытые розетки имеют штифт или болт, с помощью которых узел троса можно прикрепить к другому типу фитинга или, возможно, к блоку крюка.
Закрытый фитинг с гнездом имеет отверстие, предназначенное для установки штифта или болта
Обжимные гнезда
Обжимной патрубок прикладывается к концу троса и затем вставляется на место с помощью специальных штампов и фиксатора. Гидравлическая машина называлась чугунной. При правильном применении с фитингом правильного размера обжатые гнезда имеют рейтинг эффективности 100% прочности каната на разрыв.
Обжимные фитинги более устойчивы к усталости провода в месте соединения кабеля и розетки.
Однако обжимные гнезда не рекомендуются для использования на кабелях с оптоволоконным сердечником или многожильном канатном кабеле.
Спелтерные / заливные розетки
Наливные розетки, обычно называемые розетками для спелтеров, прикрепляют концевой фитинг к концу троса кабеля путем заливки расплавленного цинка или смолы в розетку, которая затем затвердевает и удерживает фитинг на конец кабеля.
Литые муфты — один из наиболее эффективных типов концевых устройств каната, обеспечивающий 100% -ную эффективность прочности каната на разрыв.
Из-за жесткости этого типа концевой заделки, проволока каната подвержена усталости в месте входа проволоки в розетку, если заливная муфта подвергается постоянной вибрации.
Клиновые гнезда
Клиновидные гнезда прикрепляют трос к концевой насадке, пропуская его вокруг клиновидной стальной детали с канавками и потянув ее вниз под нагрузкой в чашу приспособления.
Клиновые муфты популярны, потому что их можно устанавливать и настраивать в полевых условиях, что обеспечивает 80% эффективности прочности каната на разрыв. Клиновые патрубки популярны там, где канат может подвергаться неправильному обращению и истиранию, особенно в строительстве и горнодобывающей промышленности.
Клиновые розетки позволяют конечному пользователю регулировать длину троса, если точные и согласованные наборы крановых тросов недоступны.
Зажимы для троса
Зажимы для троса можно использовать для формирования проушины, несущей нагрузку на конце кабеля или троса, или для соединения двух кабелей с помощью соединения внахлест.Зажимы для троса популярны, потому что их можно устанавливать в полевых условиях, и они обеспечивают 80% -ный коэффициент прочности троса на разрыв.
Однако использование зажимов для троса строго регламентировано ASME B30.26 Rigging Hardware. При использовании зажимов для троса конечный пользователь должен учитывать следующее:
- При использовании зажимов для троса с U-образным болтом седло должно быть размещено на токоведущем конце троса, а U-образный болт — на мертвом. торцевая сторона — НИКОГДА НЕ СЕДЛАЙТЕ МЕРТВУЮ ЛОШАДЬ!
- Используйте по крайней мере минимальное количество зажимов, рекомендованное производителем или квалифицированным лицом
- Все зажимы для троса должны быть затянуты с указанием крутящего момента, рекомендованным производителем или квалифицированным лицом
- После установки соединение должно быть нагружено как минимум на ожидаемую рабочую нагрузку. После разгрузки зажимы троса должны быть повторно затянуты до крутящего момента, указанного производителем или квалифицированным лицом.
 После разгрузки зажимы троса должны быть повторно затянуты до крутящего момента, указанного производителем или квалифицированным лицом.
После разгрузки зажимы троса должны быть повторно затянуты до крутящего момента, указанного производителем или квалифицированным лицом.U-образный болт Зажимы для троса
Этот тип зажима для троса по сути представляет собой U-образный болт, две гайки и металлическое основание (седло), которое может быть изготовлено из кованой стали или чугуна. Особое внимание следует уделить способу установки зажимов для троса с U-образным болтом.
Кованые зажимы для троса
Основание зажима для троса изготовлено из кованой стали.Кованые зажимы нагреваются и забиваются молотком до нужной формы, что приводит к однородной зернистой структуре стали. Кованые зажимы для троса используются для ответственных, сверхмощных, подвесных нагрузок, таких как тросы лебедки, подъемные тросы кранов, опорные тросы, оттяжки, буксирные тросы, стяжки, подмости и т. Д.
Зажимы для гибких тросов
Гибкая проволока канатные зажимы используются для изготовления узлов концевых проушин только с правильным канатом обычной свивки и только для легких условий эксплуатации с небольшими приложенными нагрузками, таких как поручни, ограждения, ограждения и т. д.Основание зажимов для троса изготовлено из ковкого чугуна, который может сломаться при интенсивном использовании и не имеет желаемых металлических свойств стали или полезной зернистой структуры, которую имеет кованая основа.
д.Основание зажимов для троса изготовлено из ковкого чугуна, который может сломаться при интенсивном использовании и не имеет желаемых металлических свойств стали или полезной зернистой структуры, которую имеет кованая основа.
Зажимы для троса с двойным седлом
Зажимы для стального троса с двойным седлом состоят из двух седел, каждое с ножкой, и двух гаек — одна используется сверху, а другая — снизу. Зажимы для троса с двойным седлом можно использовать в любом направлении, поэтому при установке их можно не догадываться при установке на токоведущий конец и тупиковый конец куска троса.
Сращивание троса
Сращивание с ушком может использоваться для завершения свободного конца троса при формировании петли. Пряди на конце троса разматываются, затем проволока изгибается, а развернутые пряди затем вплетаются обратно в трос, образуя петлю.
Существует два типа стыковок, которые можно использовать для образования проушины на конце троса:
Механический (фламандский) стык
Фламандский стык образуется при открытии троса и пряди раскладываются на две части. Две нити скручены в петлю в противоположных направлениях, а затем снова уложены вместе, образуя петлю или петлю на одном конце троса. Затем пряди скручиваются вокруг тела каната, металлический фитинг надевается на стык и обжимается с помощью гидравлического оборудования. Этот метод сращивания обеспечивает наиболее эффективное использование пропускной способности каната и является очень экономичным.
Две нити скручены в петлю в противоположных направлениях, а затем снова уложены вместе, образуя петлю или петлю на одном конце троса. Затем пряди скручиваются вокруг тела каната, металлический фитинг надевается на стык и обжимается с помощью гидравлического оборудования. Этот метод сращивания обеспечивает наиболее эффективное использование пропускной способности каната и является очень экономичным.
Связывание с заправкой вручную
Соединение с заправкой вручную образуется, когда более короткий «мертвый» конец заправляется в более длинный «токоведущий» конец троса, образуя ушко.Эти типы стыков позволяют легко проверять проволоку и жилу троса.
Использование наперстков в проушинах проволочного троса
Когда конец веревки поворачивается назад и превращается в проушину, часто используется наперсток, чтобы сохранить форму проушины, предотвратить раздавливание веревки и удерживать канат не был изогнут на диаметр меньше, чем рекомендовано производителем каната.
Эффективность концевых заделок стального каната
В таблице ниже поясняется эффективность различных типов концевых заделок стального каната как для конфигураций с независимым сердечником троса (IWRC), так и с волоконным сердечником (FC).Эффективность каната описывается как отношение фактической прочности каната на разрыв к совокупной прочности всех отдельных проводов, испытанных отдельно, обычно выражается в процентах.
| IWRC | FC | |
| Сращивание вручную | 80–90% | 80–90% |
| 90–92.4% Зажимы для троса ** | 80% | 80% |
| Клиновые гнезда | 75–90% | 75–90% |
* Гнезда для канатов меньшего размера ( обычно менее 7/16 дюйма) не всегда могут обеспечить 100% -ный КПД и не рекомендуются некоторыми производителями канатов.
** При правильном применении и уходе в соответствии с рекомендациями производителя зажимов.
Обертывание
Когда вам нужно заказать запасной трос, понимание правильного типа концевой заделки поможет вам получить прямую замену троса, чтобы вы могли вернуть свой проект в нужное русло. Мы надеемся, что эта статья поможет вам лучше понять термины, связанные с гнездами, зажимами для троса и сращиваниями проушин, и что вы поймете, какой тип концевой заделки лучше всего подходит для вашего приложения.
В Mazzella мы предлагаем все виды канатов от всех ведущих производителей. Мы продаем такелажные изделия самого высокого качества, как отечественного, так и зарубежного производства, потому что качество продукции и безопасность эксплуатации идут рука об руку. Мы располагаем одним из самых больших и наиболее полных запасов как отечественной, так и зарубежной такелажной и подъемной продукции, отвечающей вашим потребностям в подъеме.
Если вы ищете стандартный или нестандартный трос или кабельную сборку для вашего следующего проекта, обратитесь к специалисту по подъемным работам в ближайшем к вам предприятии Mazzella.
Авторские права 2019. Компании Mazzella.
Amazon.com: Терминальный блок Sewell Ghost Wire, 4 Pack: Industrial & Scientific
Депозит без импортных пошлин и 15 долларов США.72 Доставка в РФ Реквизиты
| Тип разъема | Плоский провод динамика к проводу динамика |
| Тип монтажа | Поверхность |
| Марка | Sewell Direct |
- Убедитесь, что он подходит, введя номер своей модели.
- Обеспечивает соединение от плоского провода динамика к обычному проводу динамика
- Сделано для провода Sewell Ghost
- Включает 4 клеммных колодки. Призрачный провод приобретается отдельно

Варианты заделки
RTU: вставные, с проволочной изоляцией, 66 блоков…
Вы должны каким-то образом подключить («завершить») ваше контролируемое оборудование к вашему RTU, и есть несколько способов сделать это. Потребности вашей сети, а также личные предпочтения помогут вам выбрать, какой метод лучше всего подходит для вас.
Два самых популярных метода:
- Откидная съемная задняя панель
- Откидная кабельная обмотка задняя панель
Оба варианта могут найти применение в сетях телекоммуникационного уровня. Они действительно требуют значительного количества рабочего времени, но они довольно устойчивы к случайным повреждениям (например,кто-то чистит стойку).
Ключ в том, чтобы найти варианты с обмоткой проводов или подключаемыми модулями, которые имеют какую-то функцию «быстрого подключения». Таким образом, если вам по какой-либо причине необходимо заменить RTU, вам никогда не придется повторять работы по электромонтажу.
Быстро и гибко: съемные барьеры
Прекращение сигналов тревоги легко с помощью откидной съемной задней панели для NetGuardian.
Вы прикрепите откидную съемную заднюю панель за NetGuardian RTU, чтобы облегчить отключение сигналов тревоги.Задняя панель состоит из съемных перегородок, которые обеспечивают удобный конечный доступ к дискретным сигналам тревоги, элементам управления и аналоговым входам. Это идеально подходит для случаев, когда пространство в стойке ограничено. Съемная на петлях задняя панель оснащена петлями задней панели, которые открываются для легкого доступа к портам данных (последовательным), локальной сети, телефону и подключениям питания NetGuardian.
Это идеально подходит для случаев, когда пространство в стойке ограничено. Съемная на петлях задняя панель оснащена петлями задней панели, которые открываются для легкого доступа к портам данных (последовательным), локальной сети, телефону и подключениям питания NetGuardian.
Съемные барьеры можно быстро и легко перемещать от порта к порту после их подключения. Однако они несколько менее прочны и надежны по сравнению с проволочной обмоткой (см. Ниже).
Максимальная надежность: кабельное соединение
Задняя панель «Wire Wrap» — еще один простой способ отключения сигнализации.
В качестве альтернативы, задняя панель на петлях с обмоткой проводов также может быть прикреплена за вашим NetGuardian RTU для облегчения прекращения подачи сигнала тревоги. Задняя панель состоит из двух полей для переноса проводов, которые обеспечивают удобный оконечный доступ к отдельным сигналам тревоги и элементам управления. Аналоговые входы имеют специальный заголовок, который подключается непосредственно к аналоговым входам NetGuardian. Поскольку это шарнирная конструкция, доступ к портам по-прежнему остается легким.
Поскольку это шарнирная конструкция, доступ к портам по-прежнему остается легким.
По сравнению со съемными перегородками, обертывание проводов имеет то преимущество, что обеспечивает более безопасное соединение. Каждый колышек квадратный, а круглая проволока наматывается примерно 6 раз. Это обеспечивает как минимум 24 точки стабильного электрического контакта между проводом и штифтами, гарантируя надлежащее отключение каждого сигнала тревоги. Очевидно, что 6 оборотов вокруг стержня также обеспечивают очень безопасное физическое соединение. Обмотка проводов противостоит случайному отключению лучше, чем любой другой вариант.
Выберите окончание сигнала тревоги, которое лучше всего подходит для вашей сети.
Только вы можете решить, какой метод прерывания лучше всего подходит для вашей сети.Самая важная часть — это выбрать производителя, который предоставит вам варианты. Вам также следует выбрать методы терминирования с функциями «быстрого подключения», такие как откидные задние панели для ваших RTU.
Обмотка проводов и съемные соединения — не единственные варианты, но они являются двумя из самых надежных.
Для более простой установки и небольших RTU существуют более простые варианты, которые при этом обеспечивают хорошую надежность:
В этом видео показано, как винтовые клеммы на NetDog и разъемы «пианино» на TempDefender надежно закрепляют проводку вашей сигнализации.
Чтобы узнать больше о вариантах прерывания, позвоните в DPS по телефону 1-800-693-0351.
Температурные характеристики проводов и клеммы
Многие электротехники могут сказать вам, что путаница с номинальными значениями температуры проводов и требованиями к температуре выводов оборудования приводит к тому, что они отказываются от установки. Информацию по этой теме можно найти в Национальном электротехническом кодексе (NEC), справочниках испытательных агентств, стандартах тестирования продукции и литературе производителей, но многие люди не обращаются к этим источникам, пока не станет слишком поздно.
Почему важны рейтинги температуры?
Проводники имеют определенный температурный диапазон в зависимости от типа изоляции, используемой на проводе. Общие типы изоляции можно найти в Таблице 310-13 NEC, а соответствующие значения силы тока — в Таблице 310-16. Таблица 1 показывает допустимую нагрузку на медный провод 1/0 в зависимости от типа изоляции проводника.
Рис. 1. Согласно таблице допускается использование медного проводника 1/0.Установка будет такой, как показано на рисунке 1, с надлежащим отводом тепла на заделке, а также по длине проводника.
Допустимая нагрузка на провод 1/0 Cu зависит от номинальной температуры изоляции. При той же амплитуде тока можно использовать провод меньшего размера с изоляцией более высокого номинала вместо проводника большего размера с изоляцией более низкого номинала. В результате количество меди и даже количество участков кабелепровода, необходимых для работы, может быть уменьшено.
Одно из наиболее частых случаев неправильного применения номинальных значений температуры проводника происходит, когда игнорируется установленный номинальный диапазон температуры оконечной нагрузки оборудования. Это особенно верно для оборудования, рассчитанного на 600 В и менее, поскольку оборудование испытывается как полная система с использованием проводов, размер которых соответствует правилам NEC. Уменьшение размеров проводников приводит к тому, что система имеет меньшую способность рассеивать тепло и, следовательно, увеличивает рабочую температуру оконечных устройств оборудования. Размер проводников должен быть определен с учетом того, где они будут заканчиваться, и как это заделка рассчитана. Если заделка рассчитана на 75 ° C, максимальная температура на этой заделке составляет 75 ° C, когда оборудование нагружено до предела допустимой нагрузки.Если в этом примере используются изолированные проводники с температурой 60 ° C, дополнительное тепло в соединении выше 60 ° C может привести к нарушению изоляции проводника.
Это особенно верно для оборудования, рассчитанного на 600 В и менее, поскольку оборудование испытывается как полная система с использованием проводов, размер которых соответствует правилам NEC. Уменьшение размеров проводников приводит к тому, что система имеет меньшую способность рассеивать тепло и, следовательно, увеличивает рабочую температуру оконечных устройств оборудования. Размер проводников должен быть определен с учетом того, где они будут заканчиваться, и как это заделка рассчитана. Если заделка рассчитана на 75 ° C, максимальная температура на этой заделке составляет 75 ° C, когда оборудование нагружено до предела допустимой нагрузки.Если в этом примере используются изолированные проводники с температурой 60 ° C, дополнительное тепло в соединении выше 60 ° C может привести к нарушению изоляции проводника.
Рис. 2. Это могло привести к перегреву при отключении или преждевременному размыканию устройства максимального тока из-за меньшего сечения проводника
Когда выбирается проводник для несения определенной нагрузки, пользователь / установщик или проектировщик должен знать номинальные параметры оконечной нагрузки для оборудования в цепи.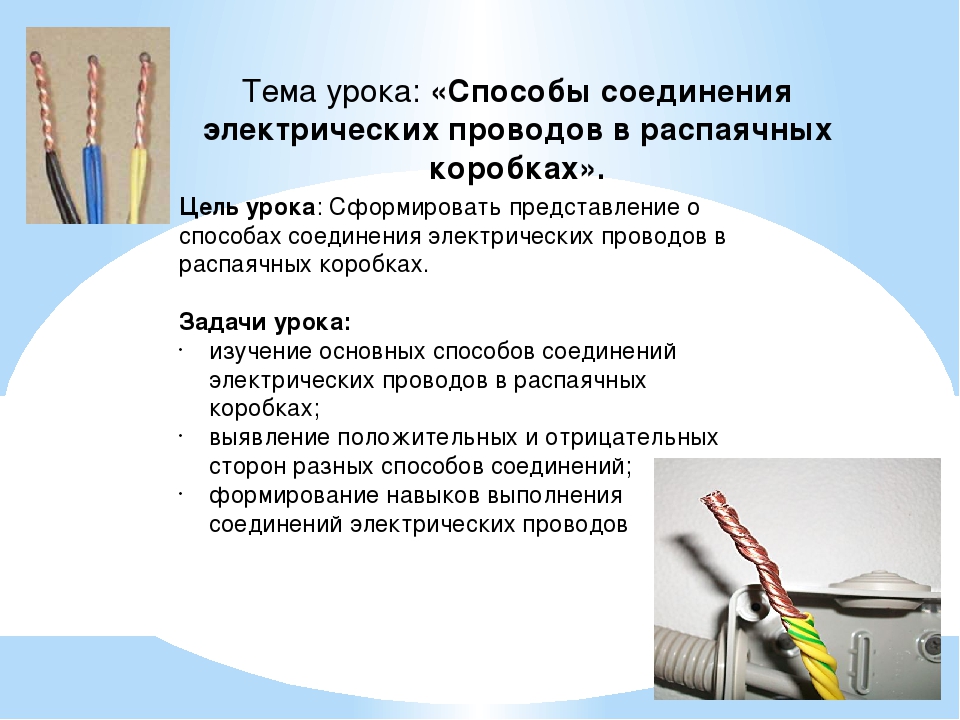 Например, рассмотрим автоматический выключатель с выводами 75 ° C и нагрузкой 150 А.Если для работы выбран проводник THHN (90 ° C), просмотрите Таблицу 310-16 в NEC и найдите провод, который выдержит ток 150A. Несмотря на то, что используется провод 90 ° C, допустимая нагрузка должна выбираться из столбца 75 ° C, поскольку заделка выключателя рассчитана на 75 ° C. Исходя из таблицы, допустима медная жила 1/0. Установка будет такой, как показано на рисунке 1, с надлежащим отводом тепла на заделке, а также по длине проводника. Если бы температурный рейтинг концевой заделки не принимался во внимание, было бы No.Можно выбрать провод 1 AWG, исходя из допустимой токовой нагрузки 90 ° C. Это могло привести к перегреву при отключении или преждевременному размыканию устройства максимального тока из-за меньшего сечения проводника (см. Рисунок 2).
Например, рассмотрим автоматический выключатель с выводами 75 ° C и нагрузкой 150 А.Если для работы выбран проводник THHN (90 ° C), просмотрите Таблицу 310-16 в NEC и найдите провод, который выдержит ток 150A. Несмотря на то, что используется провод 90 ° C, допустимая нагрузка должна выбираться из столбца 75 ° C, поскольку заделка выключателя рассчитана на 75 ° C. Исходя из таблицы, допустима медная жила 1/0. Установка будет такой, как показано на рисунке 1, с надлежащим отводом тепла на заделке, а также по длине проводника. Если бы температурный рейтинг концевой заделки не принимался во внимание, было бы No.Можно выбрать провод 1 AWG, исходя из допустимой токовой нагрузки 90 ° C. Это могло привести к перегреву при отключении или преждевременному размыканию устройства максимального тока из-за меньшего сечения проводника (см. Рисунок 2).
В этом же примере проводник с типом изоляции 75 ° C (THW, RHW, USE и т. Д.) Также будет приемлемым, поскольку заделка рассчитана на 75 ° C. Тип изоляции 60 ° C (TW) неприемлем, поскольку температура на заделке может подняться до значения, превышающего номинал изоляции.
Таблица 1
Правила NEC
Рисунок 3. Проводники с номиналом 60 ° C
Оборудование с номинальным током 100 А или менее — NEC 110-14 (c) (1) (a) — (d)
ПРИМЕЧАНИЕ: Размеры оборудования и допустимая нагрузка, показанные на рисунках, произвольны. Правила применяются к любому оборудованию с номинальным током 100 А или меньше.
Для оборудования с условиями подключения для цепей номиналом 100 А или менее или маркированными для проводов от № 14 AWG до № 1 AWG, NEC разрешает использование проводов на основе следующих четырех условий:
а.Проводники рассчитаны на 60 ° C (см. Рисунок 3).
г. Проводники с более высокими номинальными температурами, при условии, что допустимая нагрузка определяется на основе допустимой нагрузки проводника 60 ° C (см. Рисунок 4).
г. Проводники с более высокими номинальными температурами, при условии, что оборудование указано и идентифицировано для использования с такими проводниками (см.
г. Проводники для специальных двигателей (см. Рисунок 6). Это разрешение относится к двигателям конструкции B, C, D или E, потому что эти двигатели оцениваются по температуре с проводниками на основе допустимой нагрузки 75 ° C в соответствии с NEMA MG-2 (Стандарт безопасности для строительства и Руководство по выбору, установке и использованию Электродвигатели и генераторы).
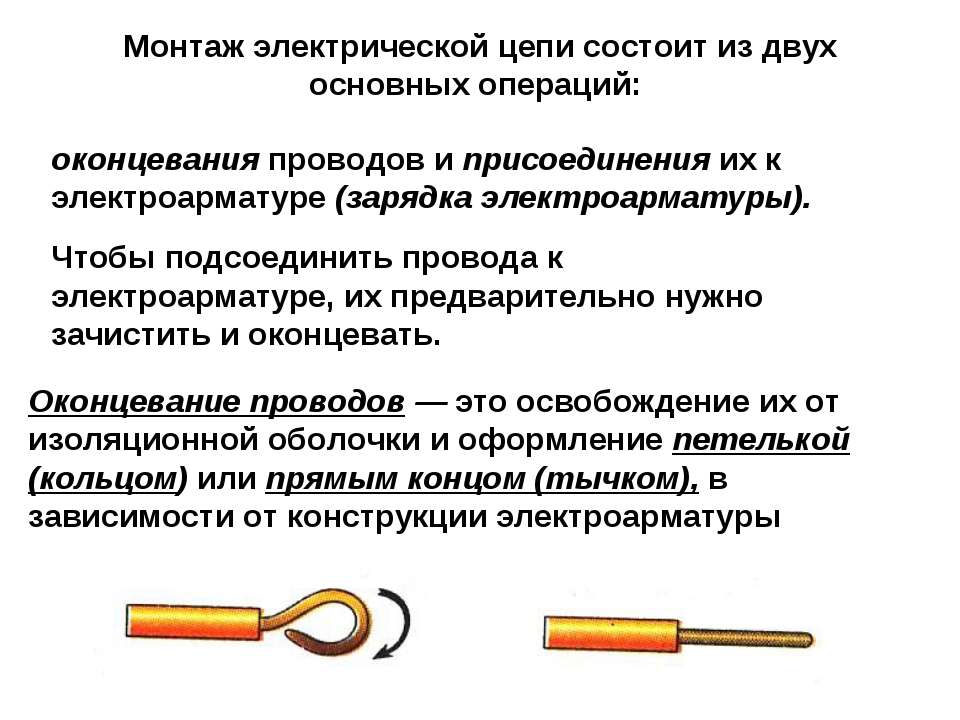 Рисунок 5).
Рисунок 5).Оборудование номиналом выше 100 А — NEC 110-14 (c) (2) (a) и (b)
Рис. 4. Проводники с более высокими номинальными температурами, при условии, что допустимая нагрузка определяется на основе допустимой нагрузки 60 ° C проводника
Для оборудования с условиями подключения для цепей с номиналом выше 100 А или маркированными для проводов сечением более 1 AWG, NEC 110-14 (c) (2) (a) и (b) позволяет использовать проводники при следующих условиях: :
а. Проводники рассчитаны на 75 ° C (см. Рисунок 7).
г. Проводники с номинальным значением выше 75 ° C при условии, что допустимая нагрузка на проводник не превышает допустимую нагрузку на ток 75 ° C для используемого сечения проводника (см.
 Рисунок 8). Это условие также позволяет использовать проводники при токовой нагрузке выше 75 ° C, если оборудование указано в списке и соответствует более высокому номиналу. Однако для оборудования с номинальным напряжением 600 В и ниже в списке нет оборудования с номинальной нагрузкой выше 75 ° C.
Рисунок 8). Это условие также позволяет использовать проводники при токовой нагрузке выше 75 ° C, если оборудование указано в списке и соответствует более высокому номиналу. Однако для оборудования с номинальным напряжением 600 В и ниже в списке нет оборудования с номинальной нагрузкой выше 75 ° C.Характеристики оконечной нагрузки оборудования в зависимости от характеристик изоляции проводника приведены в таблице 2.
Таблица 2. Характеристики оконечной нагрузки оборудования в зависимости от характеристик изоляции проводника приведены в таблице 2.
Осторожно при использовании проушин
Рис. 5. Проводники с более высокими номинальными температурами при условии, что оборудование перечислено и идентифицировано для использования с такими проводниками
Если оконечные устройства находятся внутри оборудования, такого как щитовые панели, центры управления двигателями, распределительные щиты, закрытые автоматические выключатели, предохранительные выключатели и т. Д., Следуйте номинальной температуре, указанной на маркировке оборудования, а не номиналу самого наконечника.Производители обычно используют наконечники, рассчитанные на 90 ° C (т. Е. С маркировкой AL9CU), на оборудовании, рассчитанном только на 60 или 75 ° C. Использование наконечника, рассчитанного на 90 ° C, в этом типе оборудования не позволяет установщику использовать провод 90 ° C при допустимой токовой нагрузке 90 ° C. В Справочнике общей информации по электрическому оборудованию Underwriters Laboratories® говорится следующее о заделках: «Маркировка температуры 75 ° C или 90 ° C на терминале (например, AL7, CU7AL, AL7CU или AL9, CU9AL, AL9CU) сама по себе не указывает на что можно использовать изолированный провод 75 ° C или 90 ° C, если только оборудование, в котором установлены клеммы, не имеет маркировки 75 ° C или 90 ° C.”
Д., Следуйте номинальной температуре, указанной на маркировке оборудования, а не номиналу самого наконечника.Производители обычно используют наконечники, рассчитанные на 90 ° C (т. Е. С маркировкой AL9CU), на оборудовании, рассчитанном только на 60 или 75 ° C. Использование наконечника, рассчитанного на 90 ° C, в этом типе оборудования не позволяет установщику использовать провод 90 ° C при допустимой токовой нагрузке 90 ° C. В Справочнике общей информации по электрическому оборудованию Underwriters Laboratories® говорится следующее о заделках: «Маркировка температуры 75 ° C или 90 ° C на терминале (например, AL7, CU7AL, AL7CU или AL9, CU9AL, AL9CU) сама по себе не указывает на что можно использовать изолированный провод 75 ° C или 90 ° C, если только оборудование, в котором установлены клеммы, не имеет маркировки 75 ° C или 90 ° C.”
Просмотрите маркировку всех устройств и оборудования на предмет рекомендаций по установке и возможных ограничений.
Рис. 6. Проводники для специальных двигателей
Окончание доступного оборудования
Помните, что у проводника два конца, и что необходимо учитывать заделку на каждом конце при применении правил выбора размеров. Например, рассмотрим провод, подключенный к клемме 75 ° C на автоматическом выключателе на одном конце и клемме 60 ° C на розетке на другом конце.Эта цепь должна быть подключена с проводником с номинальной изоляцией не менее 75 ° C (из-за автоматического выключателя) и рассчитанной на допустимую токовую нагрузку 60 ° C (из-за розетки).
Например, рассмотрим провод, подключенный к клемме 75 ° C на автоматическом выключателе на одном конце и клемме 60 ° C на розетке на другом конце.Эта цепь должна быть подключена с проводником с номинальной изоляцией не менее 75 ° C (из-за автоматического выключателя) и рассчитанной на допустимую токовую нагрузку 60 ° C (из-за розетки).
Для электрооборудования, рассчитанного на 600 В и менее, заделки обычно рассчитаны на 60 ° C, 75 ° C или 60/75 ° C. Никакое распределительное или вспомогательное оборудование не перечислено и не определено для использования провода 90 ° C при его допустимой токовой нагрузке 90 ° C. Сюда входит распределительное оборудование, электропроводка и даже утилизационное оборудование, такое как HVAC, двигатели и осветительные приборы.Установщики и проектировщики, которые не осознали этого факта, имеют оборудование, которое не соответствует требованиям Национального электротехнического кодекса и которое было отклонено инспектором по электротехнике.
Рис. 7. Проводники с номиналом 75 ° C
7. Проводники с номиналом 75 ° C
В оборудовании с номинальным напряжением более 600 В влияние проводника как теплоотвода сводится к минимуму, и доступны номинальные значения выше 75 ° C. NEC 110-40 признает, что проводники с размерами, основанными на допустимой нагрузке на ток 90 ° C, могут использоваться в установках с напряжением более 600 В.
Пример того, как можно использовать провод 90 ° C при допустимой нагрузке 90 ° C, показан на рисунке 9. Обратите внимание, что провод заканчивается не непосредственно в распределительном оборудовании, а в клеммной коробке или ответвительной коробке с номиналом 90 ° C. прекращения.
Часто производителей спрашивают, когда будет доступно распределительное оборудование с выводами, которые позволят использовать проводники 90 ° C при допустимой нагрузке 90 ° C. Это потребует не только значительного изменения конструкции оборудования (чтобы справиться с дополнительным теплом), но и координации оборудования, расположенного ниже по потоку, где заканчивается другой конец проводника. Также должны произойти существенные изменения в стандартах тестирования / листинга продуктов.
Также должны произойти существенные изменения в стандартах тестирования / листинга продуктов.
Рис. 8. Проводники с номиналом выше 75 ° C при условии, что допустимая нагрузка на проводник не превышает допустимую нагрузку на ток 75 ° C для используемого сечения проводника
Последнее замечание об оборудовании — для некоторого оборудования требуется, чтобы проводники, подключаемые к оборудованию, имели класс изоляции 90 ° C, но допустимую нагрузку на ток, основанный на 75 ° C или 60 ° C. Этот тип оборудования может включать автоматические выключатели со 100-процентным номиналом, люминесцентные осветительные приборы и т. Д., и отмечен, чтобы указать на такое требование. Обратитесь к производителю оборудования, чтобы узнать, нужно ли учитывать какие-либо особые соображения.
А как насчет проводов с более высокими номиналами и коэффициентов снижения номинальных характеристик?
Одно преимущество проводов с более высокими характеристиками изоляции отмечается при применении коэффициентов снижения номинальных характеристик. Это преимущество отмечено в последнем предложении NEC 110-14 (c): «Проводники с номинальными температурами выше, чем указано для оконечной нагрузки, разрешается использовать для регулировки, коррекции или того и другого.«Коэффициенты снижения номинальных характеристик могут потребоваться из-за количества проводников в кабелепроводе, более высоких температур окружающей среды или внутренних проектных требований для объекта. Если начать процесс снижения номинальных значений при допустимой нагрузке на проводник на основе более высокого значения изоляции, вам может не потребоваться увеличить размер проводника для компенсации снижения номинальных характеристик.
Это преимущество отмечено в последнем предложении NEC 110-14 (c): «Проводники с номинальными температурами выше, чем указано для оконечной нагрузки, разрешается использовать для регулировки, коррекции или того и другого.«Коэффициенты снижения номинальных характеристик могут потребоваться из-за количества проводников в кабелепроводе, более высоких температур окружающей среды или внутренних проектных требований для объекта. Если начать процесс снижения номинальных значений при допустимой нагрузке на проводник на основе более высокого значения изоляции, вам может не потребоваться увеличить размер проводника для компенсации снижения номинальных характеристик.
Помните эти моменты, изучая пример процесса снижения номинальных характеристик:
- Значение допустимой токовой нагрузки, определенное после применения коэффициентов снижения номинальных характеристик, должно быть равным или меньше допустимой токовой нагрузки проводника на основании температурных ограничений на его концах.
- Пониженная допустимая токовая нагрузка становится допустимой токовой нагрузкой проводника, и проводник должен быть защищен от перегрузки по току в соответствии с этой допустимой токовой нагрузкой.

Пример процесса снижения номинальных характеристик
Предположим, что у вас есть 3-фазная 4-проводная цепь подачи 480Y / 277 Vac к щиту, обеспечивающая 200A нагрузки прерывистого люминесцентного освещения. Предположим, что проводники будут иметь температуру окружающей среды 40 ° C, а проводники берут начало и заканчиваются в оборудовании с заделкой 75 ° C.
Дополнительная информация для рассмотрения от NEC:
- Поскольку фазный и нейтральный проводники будут находиться в одном кабелепроводе, рассмотрите вопрос заполнения кабелепровода. В NEC 310-15 (b) (4) (c) указано, что нейтраль должна рассматриваться как проводник с током, поскольку основная часть нагрузки является нелинейной нагрузкой (электрическое разрядовое освещение).
- Исходя из этого, четыре токонесущих проводника будут находиться в кабельной канавке. NEC 310-15 (b) (2) (a) требует снижения допустимой нагрузки проводника на 20% при наличии от четырех до шести проводников с током в кабельной канавке.
- В соответствии с поправочными коэффициентами окружающей среды, приведенными в нижней части Таблицы 310-16, необходимо выполнить корректировку 0,88 для 75 ° C и 0,91 для 90 ° C.
 NEC 310-15 (b) (2) (a) требует снижения допустимой нагрузки проводника на 20% при наличии от четырех до шести проводников с током в кабельной канавке.
NEC 310-15 (b) (2) (a) требует снижения допустимой нагрузки проводника на 20% при наличии от четырех до шести проводников с током в кабельной канавке.Рассчитайте, используя провод 75 ° C, например THWN:
Медь 300 тыс. Куб. М / мил имеет допустимую нагрузку на ток при 75 ° C и составляет 285 А.
Используя коэффициенты, указанные ранее: 285A x 0,80 x 0,88 = 201A
Рис. 9. Пример того, как можно использовать провод 90 ° C при допустимой нагрузке 90 ° C
201A теперь является допустимой допустимой токовой нагрузкой для медного проводника 300 кСм / м для этой цепи.Если бы не требовались понижающие коэффициенты для заполнения кабелепровода и окружающей среды, медный провод 3/0 соответствовал бы требованиям для этого применения.
Рассчитайте, используя провод 90 ° C, например THHN:
Медь
250 тыс. Куб. Мил имеет допустимую нагрузку на ток при 90 ° C — 290 А.
Используя коэффициенты, указанные ранее: 290A x 0,80 x 0,91 = 211A
211A меньше допустимой токовой нагрузки 75 ° C для медного проводника 250 км / мил (255A), поэтому теперь 211A будет допустимой допустимой допустимой нагрузкой для проводника 250 тыс. Куб.Если бы расчет привел к числу, превышающему допустимую токовую нагрузку 75 ° C, фактическая допустимая токовая нагрузка 75 ° C использовалась бы в качестве допустимой токовой нагрузки проводника. Это очень важно, поскольку выводы рассчитаны на температуру 75 ° C. Обратите внимание, что размер проводника был уменьшен на один размер (с 300 до 250 км / дюйм), и при этом были учтены все необходимые коэффициенты снижения номинальных характеристик схемы. Это главное преимущество использования проводов 90 ° C.
Следовательно, при использовании провода 90 ° C для снижения номинальных характеристик вы можете начать снижение номинальных значений при допустимой нагрузке на ток 90 ° C.