Олово и свинец, сплав: свойства и название. Оловянный припой
Лучший припой для звука какой припой выбрать Часть - 5
Серебрано-оловянный и медно-оловянный припои
Серебряно-оловянный припой
В большинстве случаев паяю свинцово серебряно-оловянным припоем Radiel-Fondam: 62 % олова, 2 % серебра, 36 % свинца. Звуком данного припоя особо не заморачивался и специальных исследований не проводил. Но начитавшись Пехтерева и Аббаса решил попробовать безсвинцовый припой как альтернативу своему любимому Радиель-Фондам со свинцом. Попробовал сначала вариант олово-серебро, затем олово-медь. Сначала расскажу про серебряно-оловянный припой Radiel-Fondam содержащий 4% серебра и 96 % олова.
Физические свойства: Лудит он не хуже обычного ПОС 60/40 и ложится довольно аккуратно, образуя при застывании красивые морозные узоры. У него есть еще одно интересное свойство – фазовый переход происходит очень резко, если обычный оловянно-свинцовый застывает плавно, то серебряно-оловянный делает это почти мгновенно: жидкий... бам - твердый. Хоть я и читал, что серебро в припой добавляют не для улучшения проводимости, а чтобы не происходило резкого перехода при кристаллизации между жидкой и твердой фазами. Иначе - момент, возникающий в результате внутренних напряжений может развернуть паяемые SMD компоненты, ну и для выравнивания электрохимического потенциала. И еще один плюс, у серебряно-оловянного припоя сопротивление в два раза ниже, чем у оловянно-свинцового, что важно для контактов с большим проходящим током. То есть теоретически, он круче чем мой постоянный: серебряно-оловянно-свинцовый.
Звук: Для эксперимента запаял им с десяток соединений в такой последовательности: входные разъемы, галетный переключатель входов, регулятор громкости, входные цепи первой лампы усилителя (монтаж навесной). Пайки получились матовым, а вот - звук, вопреки ожиданиям (если сравнивать с припоем, содержащим свинец), как-то не очень. Спаял им входные цепи одного канала (второго – обычным, с содержанием свинца), так что для парного сравнения - мог быстро переключаться. Не буду описывать нюансы, но в целом - он мне не понравился (ниже напишу про звук припоя, который понравился). Мучать усилитель не стал, заменил без свинцовый припой на свой обычный, тонально все выровнялось, и так и оставил.
Медно-оловянный припой
Потом сделал эксперимент с припоем той же фирмы Radiel-Fondam, но с медной присадкой - марка F99U10B13. Содержание олова 99 %, меди 1 %. Этот конкретный медно-оловянный припой очень чистый с малым количество примесей, как про него написано «припой первой плавки». Похожие по составу на Radiel-Fondam припои азиатского происхождения намного грязнее т.к. в них в качестве сырья традиционно применяются материалы вторичной переработки.
Спаял им плату ЦАП на TDA 1541 c ламповым клоком от Аббаса. Плата, правда была не залуженная, а покрыта тонким слоем никеля и сверху золотом (такую заказывал у своих знакомых). Как и говорилось ранее, смачиваемость хуже, чем у серебряно-оловянного ли ПОС-а, но не настолько, чтобы плеваться. В отдельных местах внутреннего флюса для пайки не хватало и добавлял обычный спирто-канифольный, с ним смачиваемость заметно улучалась. С температурой мучился, не смог подобрать, чтобы пайки были блестящими, на этот раз вся плата получилась с матовыми.
Звук: В качестве контрольных кабелей у меня есть межблочники от Аббаса, распаянные кстати медно-оловянным припоем, но не фирменным, а его собственного приготовления. Первые час-полтора у меня еще был энтузиазм сравнить разные варианты получения звука с компьютера (новый цап/старый цап, новый/старый кабель, коаксиал/USB-кабель, Linux/Windows), но в общем-то результат стал понятен быстро довольно, поэтому свернул "исследования", загрузил OS Xubuntu, и до позднего вечера просто слушал любимых исполнителей (компьютер был подключен к новому DAC через кабель Аббаса).
Эмоции и восторги были вполне натуральными, и в большом количестве, описывать я их не умею. Могу просто резюмировать, что моей системе новый ЦАП, распаянный медным припоем, добавил очень много разнообразных плюсов:
- У DAC-а очень ровный тональный баланс
- Увеличилась ясность, появилась тонкая проработка интонаций (особо впечатляет это на вокале)
- Появилась рельефность образов и аналоговость звука
- Стало понятно где проблемы с тональным балансом у моего прежнего DAC-а
- Переживаний у слушателя намного больше, особенно, если слушатель женщина. Тут прям до слез…
Физические свойства: Как рабочий инструмент, имею паяльную станцию Weller WECP-20. Ей собственно и экспериментирую с разными припоями. А здесь выяснилось, что паять медно-оловянный припой нужно обычным паяльником с медным жалом, а не многослойным, как в моем или Ersa, иначе - рискуете угробить дорогое жало. У меня одно прогорело и для дальнейших экспериментов перешел с рабочей станции на обычный паяльник 220 В с регулятором температуры. Мне кажется, что медная присадка служит для выравнивания разницы потенциалов жало-припой, иначе при пайке чисто оловянным припоем жало выгорает за несколько часов (тоже пробовал). Да и допустимый процент меди в припое 0,7 – 1 % иначе смачиваемость падает очень сильно. Мне кажется, что медно-оловянный припой изначально предназначен для пайки чего-то другого, но не электронных компонентов. У него завышенная температура плавления и смачиваемость явно хуже, чем у серебряно-оловянного и оловянно-свинцового. Ну и медно-оловянный припой не подвержен «оловянной чуме», как чистое олово и более стабилен во времени.
Эссе в защиту медно-оловянного припоя
Кстати, на форумах те, кто пробовал медно-оловянный припой (без свинца) клянут его почем зря и в каждом посте норовят про него написать какую-нибудь гадость. По идее припой должен электрически соединять два или несколько элементов, привнося как можно меньше электрохимических возмущений. Обычно при пайке соединяется медь с медью или медь с железом (ножки многих радиоэлементов магнитятся и сделаны явно не из меди). Без олова в припое обойтись нельзя, потому как до сих пор другой основы не изобретено. Но олово в чистом виде для пайки электронных схем не применяется, т.к. химически неустойчиво (подвержено оловянной чуме на морозе и т.д.) и ему нужны стабилизирующие добавки. Добавки еще и снижают температуру плавления припоя, т.к. чистое олово имеет высокую температуру плавления, что большинству полупроводниковых радиоэлементов - противопоказано. В качестве стабилизирующей добавки очень удобен свинец, сплав делается просто сливанием двух жидких фаз. Но свинец, по идее, для паянного соединения – лишний. Чем разнообразнее добавляемые в припой элементы, тем сложнее получается электрохимический коктейль, и хуже кристаллическая структура в месте пайки.
В интернете встречал статью, в которой автор, связанный с этой тематикой доказывал, что лишних металлов лучше в припой не мешать. Основное, что он рассматривал, это строение кристаллической структуры пайки в месте контакта. Он утверждал, что кристаллы плохо друг с другом контактируют и образуют электрохимические пары, не плотно сопрягаются и т.д. на бытовом уровне для меня это понятно, а влезать с головой в металловедение я не хочу.
Вот ровно по этой причине самый эзотерически правильный припой для пайки медных (в основном) контактов звуковых цепей как раз медно-оловянный, потому как в нем нет лишних элементов. Этот сплав сливанием не сделать, и из-за применения для его производства приемов порошковой металлургии он получается дороже обычного оловянно-свинцового.
Резюме: хоть и намучился я с этим медно-оловянным припоем изрядно, рекомендую всем заинтересованным в правильном звуке его применять вместо обычных оловянно-свинцовых и серебряно-оловянных. По звуку он (этот конкретный) очень мягкий и правильный, по крайней мере мой эксперимент это показал. В припое должен быть или в большом объеме - свинец, или небольшая добавка меди, а серебро, хоть и осветляет звук, но по сравнению с медью (ИМХО) играет значительно – хуже.
А Веб = Аббас никогда из своего медно оловяного припоя не делал тайны и публиковал методику изготовления этого припоя у себя на форуме. Только он брал старинные монеты из чистой меди или старинную немецкую проволоку, а у меня, такой возможности не было. У себя на даче я залез в старую трансформаторную подстанцию времён СССР, полуразрушенную и выломал оттуда, чудом сохранившиеся медные контакты-коннекторы. На даче у меня есть мастерская, зажал контакты в тисах и напилил мелким надфилем медных опилок приличное количество (конкретную рецептуру, Аббас не давал). Взял магазинный припой ПОС-61, канифоль кусковую светлую и начал на газовой плите варить в чугунке припой с переменным добавлением канифоли в расплав, добавлял медные опилки, размешивая всё стеклянной палочкой, до полного расплавления опилок и появления у смеси чуть красноватого цвета. Перемешать нужно всё очень тщательно, чтобы смесь была однородной, а потом разлил всё в формочки из керамики, в которую спирали кладут в электроплитках и получились прутки-колбаски. Этим припоем постоянно пользуюсь при пайке звуковых схем, но перед монтажом нужно тщательно зачистить скальпелем все спаиваемые поверхности и что очень важно - облудить этим же, медьсодержащим припоем. Прирост в качестве звучания, обнаруживается сразу.
Мой опыт применения медно-оловянного припоя
Я такой припой брал в Аудиомании. Он с чистой не активированной канифолью. Запах при пайке обычный, приятно канифольный. Смачивает довольно хорошо. Получается довольно качественная пайка, но не сильно блестящая (скорее матовая, чем блестящая). И, что самое интересное "на звук выходит" быстро, за 2-3 дня, даже в выключенном состоянии, против 12-15 дней для припоя Asahi 60/40. Станция Ersa Digital 2000. У этого медно-оловянного припоя есть минус - довольно сильно лачит жало.
С припоем Асахи грязь в звуке держится намного дольше. С Асахи звук улучшается не плавно, а скачкообразно, в первые 10-12 дней улучшения практически нет, а в последующие несколько происходит резкое изменение в лучшую сторону. У медно-оловянного Radiel-Fondam звук проявляется сразу, и через два дня окончательно стабилизируется. Через какое-то время разница во влиянии припоев на звучание аппарата практически нивелируется. Я только с одним медно-оловянно-серябряным припоем не смог подружиться - Radiel Sn96.5Ag3Cu0.5 FXN. Грязнит звук даже после длительного прогрева.
Опишу два случая:
Приятель попробовал на звук, вырезанную из оловянной кружки ленту - по звуку она оказалась лучше фирменных медных кабелей, тех, что были у него в наличии. Кружка была, возможно, старая, возраст неизвестен. Олово из той кружки звучит очень хорошо, с очень высокой прозрачностью и небольшим акцентом на нижней середине. Но это ему даже в плюс, у него система на ШП динамике в открытом ящике и там мидбаса явно не хватает. Потом ту кружку сдали на химический анализ и выяснилось, что в ней 68 % свинца, 26 % олова, 2,5 % кадмия, 1 % железа и 2,5 % меди. Результат очень удивил! Оказалось, что оловянная кружка сделана в основном из свинца. После этого попробовали ее нагреть паяльником… Расплавилась! Ну и приятель пустил ее на припой для своего лампового усилителя, говорит, что звучит он – фантастика! Никакой фирменный супер дорогой припой и рядом не стоял.
В Днепропетровске мой знакомый сделал припой на оловянно-свинцовой основе, с добавками меди, золота, церия и тория-232 (по его словам конечно). Последний видимо в микро дозах – счетчик радиации "Припять" на него не реагирует. Паяется чем угодно, мягкий - как масло. Обычный сетевой "момент" на 40 Вт прекрасно расплавляет довольно толстую колбаску. Отлично прилипает к контактам без всякого флюса. Пробовали с друзьями на слух:
- У свежезапаянного звук совершенно – никакой, разобранный, напоминает заседания Верховной Рады в Украине: все орут, всех много, а толку никакого.
- После недельного прогона - уже лучше, что-то начинает прорезаться.
- После месяца круглосуточной работы - вот тут начинает работать на полную. Словами точно описать не могу, но как говорят - "все поет". Не будучи скрипачом - ловлю себя на мысли, что тянет взять скрипку.
- После отпаивания разъемов от кабелей и замены его «радиоактивного» припоя на базарный ПОС, получается какая-то хрень, петь перестает точно.
P.S. В шестой части статьи короткие примеры применения разных припоев и их звуковые свойства, чем промывать паянные соединения, чтобы не ухудшилось звучание и где брать действительно звучащий припой, если его нет в магазине.
Ссылки по теме
aovox.com
Оловянно-свинцовый припой - Большая Энциклопедия Нефти и Газа, статья, страница 1
Оловянно-свинцовый припой
Cтраница 1
Оловянно-свинцовый припой не удовлетворяет требованию нагревостойкости. [1]
Оловянно-свинцовые припои обозначаются буквами ПОС; следующая за буквами цифра указывает содержание в процентах олова, например припой ПОС 30 имеет в сплаве 30 % олова, 1 5 - 2 % сурьмы и остальное свинец. [2]
Оловянно-свинцовые припои относятся к низкотемпературным. [3]
Оловянно-свинцовые припои приготовляют в электротиглях в электрических печах. Сначала расплавляют олово или оставшийся старый припой, затем в расплавленное олово вводят небольшими порциями ( кусками) свинец, причем каждую новую порцию свинца опускают в олово лишь после того, как расплавится предыдущий кусок. При расплавлении свинца в олове жидкий сплав размешивают. Плавление осуществляют под защитным слоем истолченного древесного угля, который хорошо предохраняет расплавленный припой от выгорания. [4]
Оловянно-свинцовые припои, содержащие сурьму, непригодны для пайки цинка и его сплавов, так как при этом образуется очень хрупкое интерметаллидное соединение. Применение сурьмы в припоях позволяет использовать вторичные олово и свинец. [5]
Оловянно-свинцовые припои ( рис. 5) широко применяют во всех отраслях промышленности. [6]
Оловянно-свинцовые припои в чушках ( ГОСТ 21S30 - 76) применяют для лужения и пайки. Внутренние размеры форм для отливки чушек припоев всех марок, кроме марки ПОС 10, должны соответствовать указанным на рис. 13, а. [7]
Оловянно-свинцовые припои и чистое олово при температуре выше 183 С быстро растворяют золото с образованием хрупкого интерметаллического соединения AuSn4, снижающего прочность и пластичность паяного соединения. На растворение золота и образование хрупких фаз влияет температура и длительность пайки. Для того чтобы уменьшить диффузию золота, в припой добавляют кадмий, цинк или индий. Припои следующих составов: 50Pd - 50In; 80Pb - 20In; 58Bi - 42Sn; 80Au - 20Sn; 88Au - 12Ge имеют низкую температуру плавления ( 138 - 356 С), благодаря чему затрудняется образование интерметаллических фаз. [8]
Оловянно-свинцовые припои ( табл. 10) выпускают в виде чушек, круглых и трехгранных прутков, проволоки, ленты, а также в виде круглых трубок, заполненных флюсом. Согласно ГОСТу 8190 - 56 выпускается четыре марки припоев на свинцовой основе с содержанием серебра от 1 3 до 3 3 / с и имеющих температуру плавления 270 - 305 С. [9]
Оловянно-свинцовые припои приведенных в таблице марок, хорошо соединяются с большинством металлов ( медью, латунью и др.), обладают низкой температурой плавления и обеспечивают достаточно высокую механическую прочность, а также хорошую электрическую проводимость паяных швов. Припои, содержащие менее 15 % олова, применяют в тех случаях, когда не требуется высокая механическая прочность соединения, выполненного пайкой. [11]
Оловянно-свинцовые припои ( ПОС) представляют собой сплавы олова и свинца с присадкой 0 15 - 2 5 % сурьмы. Механическая прочность припоев повышается с увеличением содержания олова. Прочность паяного соединения не всегда соответствует прочности применяемого припоя, так как при малых зазорах шов заполняется не припоем, а сплавом припоя с основным металлом, который естественно обладает иными механическими свойствами. Величины механической прочности паяных соединений при нормальной температуре приведены в табл. 1, из которой видно, что прочность соединений встык выше, чем внахлестку. [12]
Оловянно-свинцовые припои применяют в различных отраслях промышленности при низкотемпературной пайке сталей, никеля, меди и ее сплавов. Они обладают высокими технологическими свойствами, пластичны и при выполнении пайки не требуют дорогостоящего оборудования и сложных способов пайки. Пайку оловянно-свинцовыми припоями производят обычно при нагреве паяльником. Минимальной температуры плавления ( 183 3 С) достигают при содержании в сплаве 61 9 % Sn. Этот припой имеет эвтектическую структуру, весьма пластичен, обладает высокими технологическими свойствами. [13]
Оловянно-свинцовые припои, применяемые для пайки монтажных соединений, представляют собой сплавы олова и свинца. Чистое олово при пайке не применяется из-за явления оловянной чумы, наблюдающегося при длительном воздействии температуры ниже 5 С, а также из-за хрупкости соединений и дефицитности олова. Кроме того, жидкотекучесть чистого олова ниже, чем сплава, что весьма важно для получения качественной пайки. [14]
Страницы: 1 2 3 4
www.ngpedia.ru
чем лучше паять чистым оловом или припоем
припоем пос-60, температура у него ниже чем в олово! говорю как монтажник РЭА .. я учился на него!!! и кислоту для пайки незабудь, сначала капни на деталь кислоты, потом паяльником на том месте полуди, так называется, а потом припаивай!!!!
Пищевую посуду - только чистым оловом.
Смотря что и зачем. У олова температура плавления выше, чем у смеси олова и свинца, поэтому работать сложнее.
по-настоящему чистое олово- очень дорого стоит.
Оловом только пищевое оборудование, самовары там. От холода чистое олово рассыпаться может.
Каким "припоем"? Если вопрос чем паять - чистым оловом или оловянно-свинцовым припоем, то, если речь идет не о чем то, связанном с пищей, то лучше ПОСом (оловянно=свинцовым припоем). Потому что: 1. Лучше текучесть. 2. Лучше пластичность (не та ломается в твердом виде) 3. Ниже температура плавления. 4. Нет явления "оловянной чумы" (Олово при отрицательных температурах превращается в серый порошок). 5. Нет "усов" при нагреве-охлаждении места пайки. Поэтому чистым оловом паяли раньше в основном самовары. Сегодня оно для пайки в чистом виде не применяется. Для замены применяют так называемые "безсвинцовые припои", но при всей своей экологичности они по технологическим свойствам отличаются от оловянно-свинцовых как айфон, от леново.: -) Действительно ответственные детали и всякое-разное, что длительно контактирует с телом человека или что контактирует с пищей, - лучше паять припоем. Но только припоем ТВЕРДЫМ. Медным или серебряным.
Никакого чистого олова! Радиодетали, электронику паяют ПРИПОЕМ! Припой это сплав. Оловянно-свинцовый. Чистым оловом не паяют, а сплав со свинцом имеет более низкую температуру плавления и лучшие механические характеристики как припоя. Самый удобный во всех смыслах слова припой - ПОС-61 . Достаточно мягкий, эластичный, легко паяется. Вот его и используй. Он же самый распространенный, им всю жизнь паяли.
Дык сейчас всю массовую электронику "бессвинцовм" припоем паяют (благодарите экологов!) - почти оловом... Вот потому-то всё время там что-нибудь отваливается!
touch.otvet.mail.ru
Припой свинцово-оловянный - Справочник химика 21
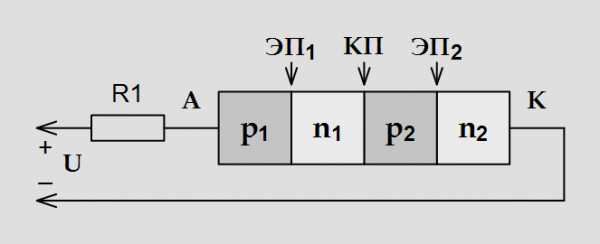
I — цинк 2 — олово 3 — вольфрам 4 — молибден 5 — свинец (усредненные данные по трем сплавам) 6 — свинцово-оловянный припой [c.410]При исследовании полупроводниковых электродов важно получить металлические контакты, которые не обладали бы выпрямляющими свойства.ми. Существенной характеристикой омического контакта является наличие области сильных нарушений у перехода металл — полупроводник, где любые избыточные носители стремятся очень быстро рекомбинировать, что приводит тем самым к восстановлению нормального распределения дырок и электронов. Это достигается путем зачистки того участка полупроводника, к которому прикрепляется контакт, и присоединения после этого контакта с помощью припоя, обогащенного тем видом примеси, которая содержится в полупроводнике. Так, припой, содержащий индий, пригоден для образца р-типа, а припой, обогащенный оловом, подходит для образца п-типа. Однако установлено, что низкотемпературный свинцово-оловянный припой дает на германии хорошие омические контакты (как -типа, так и р-типа). [c.442]
Приведенные указания пригодны и для определения сурьмы в олове и свинцово-оловянном припое с помощью родамина Б после экстракции изопропиловым эфиром [c.243]Полярность припоя может зависеть от условий. Свинцово-оловянный припой будет катодным по отношению к стали во многих водопроводных водах, но, возможно, будет анодным во многих фруктовых соках, так как органические кислоты образуют с оловом комплексные ионы, в результате чего концентрация катионов олова в растворе мала и значение потенциала смещается в отрицательную сторону поскольку коррозия припоя может привести к накоплению в жидкости ядовитых свинцовых соединений, необходимо обращать серьезное внимание на конструкцию консервных банок [46]. [c.200]
Добавки индия с сурьмой в свинцово-оловянный припой РЬ—(25— 45% 5п-1,5% 1п-(1-5) % 5Ь (может быть [c.90]
Благородные металлы, например золото, платина, палладий и родий, и такие коррозионно-стойкие металлы, как хром, никель, олово, свинцово-оловянный припой и титан, не требуют никакой обработки, кроме очистки. [c.366]
Оловянно-свинцовый припой. Паяют железо, латунь, медь и цинк при помощи сплавов олова и свинца. В главе 3, 4, указаны составы и способы изготовления таких сплавов и отливки из них палочек (рис. 76 и 140). Каждый из сплавов, указанных в таблице (см. стр. 102), предназначен для пайки определенных металлов, однако в условиях школы как универсальным припоем можно пользоваться сплавом из 6 частей свинца и 4 частей олова или же сплавом третник , состоящим из 2 частей свинца и 1 части олова. [c.174]
Пайка алюминия. Алюминий паяют теми же способами, которые описаны в 3—6. Однако, безусловно, перед пайкой необходимо прежде всего удалить окислы (скобля ножом). При пайке следует пользоваться следующим припоем олово (30%) и цинк (70%), так как оловянно-свинцовый припой непригоден ( 2). При пайке электрических проводов в качестве флюса необходима канифоль (гл. 3, 2). [c.185]
Важным требованием для достижения высокого качества пайки является соблюдение оптимальных размеров зазоров в зоне паяного шва между соединяемыми деталями. Полезный капиллярный эффект, обеспечивающий засасывание припоя и заполнение им зазоров в шве, может протекать только в ограниченном интервале зазоров в пределах 0,1—0,3 мм. Очень узкие зазоры опасны тем, что припой в них не затечет и останутся пустоты Для оловянно-свинцовых припоев (ПОС) оптимальный зазор составляет 0,1 мм, при этом прочность шва на срез около 4 кг/мм . Излишки припоя не способствуют увеличению прочности паяного шва и опасны тем, что могут скрыть раковины и пустоты в зазорах. Форма паяных соединений должна быть рельефной, повторяющей поверхность пропаянного шва, с вогнутыми галтелями припоя по шву и без избытка припоя (рис. 2, 3). [c.23]
ПОС — припой оловянно-свинцовый [c.574]
Для паяния применяется преимущественно оловянно-свинцовый припой (третник), так как твердые припои — медные, латунные и т. п. — требуют высоких температур и предварительно значительного прогрева металла (до 800—900°), что вызывало бы его деформацию и затрудняло бы монтировку. Паяние можно заменять специальной электросваркой с местным нагревом. [c.116]
Еще один метод соединения частей в металлической вакуумной системе заключается в их спаивании. Оловянно-свинцовые припои могут быть использованы при комнатной температуре. Для более высоких температур или при необходимости получения соединения, более устойчивого к механическим воздействиям, применяют серебряный припой. Большинство подобных припоев содержит цинк или кадмий оба этих металла обладают высокой упругостью пара (соответственно 10 и 5-10 мм рт. ст. при 300°). Поэтому такие припои не могут быть использованы внутри высоковакуумных систем. Естественно, как и в случае резины, они могут применяться при обеспечении малого соприкосновения их поверхностей с вакуумной системой. Эвтектические медносеребряные сплавы могут использоваться для всех вакуумных работ до высоких температур. Температура плавления этих сплавов равна 779° они применялись для получения разъемных соединений [1373]. Низкие пластические характеристики затрудняют получение из них вакуумных уплотнений. [c.154]
Все соединения обечаек теплообменника, соединения трубок с коллекторами и прокладками выполняют на мягком оловянно-свинцовом припое ПОС-ЗО и ПОС-40. Трубки высокого давления соединяют в раструб твердым медно-цинковым припоем ПМЦ-51. [c.189]
Свинец, олово и их сплавы. К ним относятся баббиты, припой, типографский. металл и т. п. Цвет их при большом содержании РЬ приближается к цвету самого свинца при большом содержании олова он серебристо-белый. Удельный вес свинцовых и оловянных сплавов велик (8,,5—11.,5), [c.242]
Оловянно-свинцовый припой. ...... [c.104]
В таких случаях можно применять меднение для защиты от растворения в оловянно-свинцовом припое, так как серебро легко растворяется в олове. [c.34]
Для пайки непосредственно к слою применяют модифицированный оловянно-свинцовый припой ПОС-30, в который за счет свинца [c.34]
Электрическое соединение получают за счет того, что затвердевший припой удовлетворительно проводит электрический ток (электропроводность оловянно-свинцовых припоев составляет 10% от электропроводности меди) и обеспечивает низкое переходное контактное сопротивление в месте касания припоя и проводника. [c.139]
Опыт нескольких десятилетий показал, что наилучшим припоем для монтажных работ в производстве радиотехнической аппаратуры является оловянно-свинцовый эвтектический припой ПОС-61, содержащий 61% 5п и 39% РЬ. [c.141]
Оловянно-свинцовый припой. .................+0,25 [c.217]
Оловянно-свинцовый припой 0,08 0,01 0,07 10,0 [c.225]
Оловянно-свинцовый припой 0.11 0.02 0,13 3,2 [c.225]
К свинцу, идущему на изготовление ружейной дроби, добавляют мышьяк (приблизительно 0,3%), что делает его более текучим и легко разбиваемым на капли в расплавленном состоянии и более твердым после затвердевания. Из других сплавов свинца следует назвать металл для отливки типографского шрифта (гарт), содержащий 70—90% свинца,, сурьму и часто также олово и третник или мягкий припой. Это легкоплавкие сплавы свинца и олова. Наиболее низкой температурой плавления (181°) обладает сплав 64% олова и 36% свинца. Однако часто применяют более богатый свинцом припой для запаивания тары, служащей для хранения пищевых продуктов, например консервных банок, следует употреблять припои с содержанием свинца не более 10%. О содержащих свинец металлах для заливки подшипников было уже сказано в разделе об олове. Свинцовые металлы, для заливки подшипников содержат свинец как главную составную часть, к которой для увеличения твердости добавляют либо сурьму (и часто наряду с ней также некоторые количества олова, меди, мышьяка и т. д.), либо незначительные количества щелочных и щелочноземельных металлов. Ко второй группе относится дорожный металл , широко применяемый в настоящее время при изготовлении подшипников для коленчатых валов. Он состоит из свинца и примерно 0,7% кальция, 0,6% натрия и 0,04% лития и при температурах ниже 65° превосходит оловянные металлы для заливки подшипников. Свинцово-сурьмяные металлы для заливки подшипников содержат обычно 60—80% свинца, наряду с ним сурьму или сурьму и олово в равных количествах. Свинцово-сурьмяные-сплавы называют твердым свинцом, а в противоположность им обычный чистый свинец — мягким свинцом. [c.526]
Свинец сур ямистый химический > теллуристый Свинцово-оловянный припой Магний МЬА А231В [c.405]
При попытках исключить из ингибированных смесей хроматы исследователи стараются изыскивать эмульгирующие растворимые масла, применять борнитритные смеси, молибдаты, комплексные соединения бора с органическими веществами, смеси нитрита натрия с бензоатом натрия и т. д. Однако многие из этих ингибиторов, хорошо защищая черные сплавы, из-за щелочности средств вызывают коррозию алюминиевых сплавов и слабо защищают свинцово-оловянный припой. [c.271]
Припоями называют сплавы, используемые при пайке металлов высокой проводимости. Для получения хорошего соединения припой должен иметь температуру плавления ниже, чем у металла, хорошо смачивать поверхность в расплавленном состоянии, иметь небольшое сопротивление контакта. Температурные коэффициенты линейного расширения металла и припоя должны быть близки друг к другу. Применяют припои оловянно-свинцовые (например ПОС-61, содержащий 61% олова, а остальное— свинец), оловяно-цинковые (ПОЦ-90 имеет температуру плавления 199 °С и используется для пайки алюминия и его сплавов), сплавы висмута со свинцом, оловом, кадмием (для температур нагрева меньше, чем 100 °С) и др. [c.637]
Жало готового к работе паяльника должно быть равномерно залужено применяемым для пайки припоем ПОС-30 (ГОСТ 1499—70). Правильно подготовленный к работе паяльник имеет бестящее жало без черных участкон окислов. Паяльником набирается припой. Пайку бокового шва и донышка производят при вращении вокруг своей оси оправки с надетой согнутой заготовкой и вставленным донышком. Нельзя пользоваться во время пайки оправками, изготовленными из железа, меди и ее сплавов, так как в случае протекания оловянно-свинцового припоя на внутреннюю-поверхность спаиваемого цинкового стакана возможно прочное соединение материала оправки с цинковым электродом. На рис. 124 изображены места пайки швов цинковых стаканов. Швы после пайки должны быть герметичными. Герметичность всех корпусов проверяется работницей просмотром на свету. В местах пайки не должно быть наростов выступов припоя, а внутри цинкового стакана— крошки припоя. Внутренняя поверхность электрода должна быть блестящей без следов юкисления. Размеры спаянных цинковых электродов проверяются штангенциркулем или специально предназначенным шаблоном. [c.168]
Для определения 0,012—0,26% Аи в свинцовых и оловянных припоях применяют фотометрический метод [856], а 0,1—50% Аи в золотом припое определяют рентгенофлуоресцентным методом [1092]. В покрытиях по молибдену > 0,01 мкг/мл Аи определяют каталитически, а 0,22—1,03% Аи — полярографически [535, 667] в покрытиях по вольфраму золото определяют фотометрически при помощи вариаминового синего (см. главу 6 ) [633] и и полярографически [535, 667] (0,22—l,03%Au). В кеках золото определяют экстракционно-фотометрически при помощи диантипирилпропилметана [72] (см. главу 6) и полярографически [51] (0,13—1,86% Аи). Известны методы анализа прочих продуктов известковой щебенки, хвостов флотации, штейнов [197], силикатного кирпича [939], промежуточных продуктов свинцовоцинкового производства [110] (см. главу 6) огарков, хвостов [35], сырья с высоким содержанием сурьмы и таллия [449], (см. главу 6) веркблея, штейна [1177], пробирных корточек [180], рубинового стекла [1141], эмульсий фотослоев [4], монет [895, 1532], эптаксиальных пленок [131], продуктов нефтепереработки [874], ацетилцеллюлозы [308], полиэтилена [1414]. [c.204]
В качестве флюса при пайке чаще всего применяют травленую кислоту , или хлористый цинк (Zn l), получаемый при реакции между соляной кислотой (НС1, гл. 16, 3) и металлическим цинком. Для этого наливают в стеклянную или фарфоровую баночку 10—20 см соляной кислоты (можно технической) и столько же воды и бросают туда кусочки цинка. После того как реакция прекращается (прекращается выделение водорода), можно считать, что раствор пригоден для употребления. Для хранения хлористого цинка его сливают в стеклянный пузырек и закрывают резиновой пробкой. Удобно пропустить сквозь пробку стеклянную или деревянную палочку, тогда ее концом можно смазывать место спая. Вместо травления кислоты можно также воспользоваться солью — хлористым цинком, растворив 1 часть этой соли в 3 частях воды (гл. 16, 6). Как это видно из приведенной выше таблицы, хлористый цинк в качестве флюса применяют при пайке железа, стали, меди, латуни и их сплавов. Однако применять этот флюс можно только для тех припоев, температура плавления которых меньше 260° С. Поэтому самый тугоплавкий оловянно-свинцовый припой (см. табл. 7 на стр. 102) при флюсе — хлористый цинк, если и спаяет, то плохо. Для таких припоев надо применять флюс, имеющий температуру плавления около 175° С и представляющий собой раствор из 12 частей воды, 3 частей хлористого цинка и 1 части нашатыря. Для школьных [c.176]
Чем ниже температура пайки, чем более щадящими будут условия воздействия при групповой пайке. Поэтому оправдано стремление использовать более низкотемпературные припои, чем припой ПОС-61. При этом необходимо учитывать, что висмут, применяемый в составе оловянно-свинцовых припоев для снижения температуры пайки, относится к дефицитным металлам, и его количество в припое следует ограничивать. Сплавы должны быть эв-тектоидными или близкими к ним по составу, с минимальной крутизной линий ликвидуса у эвтектической точки. [c.27]
Примеси А1 и 2п усиливают вредные окислительные процессы в припое в расплавленном состоянии при пайке волной. Следует учитывать, что в бессурьмяиистых оловянно-свинцовых припоях oтe fe твeннoгo производства, согласно ГОСТ 21931—76, допускается значительное содержание А1 (20-10 ) и 2п (20-10 ), что в четыре раза превышает оговоренный выше предел. [c.28]
Другая больщая область — гальваническая обработка изделий, спаянных мягким припоем. В этом случае к многообразию основных материалов добавляется еще множество мягких припоев, имеющих разнообразнейший состав. Кроме приготовленных на свинцово-оловянистой основе с добавлением сурьмы (оловянный припой по DIN 1707), имеются также припои, приготовленные на цинковой или индиевой основе или припои с большим добавлением кадмия или висмута. Вследствие присутствия разнообразных компонентов в сплавах, химические свойства которых весьма отличаются друг от друга, предварительная обра- [c.386]
Мягкие оловянно-свинцовые припои (ПОС) применяются для пайки почти всех металлов. Припой, содержащий около 35% свинца и около 65% олова, называют третником. Для пайки алюмиииевых и магниевых сплавов используются припои, состоящие из 5п, 2п, А1 и Сс1 или из 5п. 2п и С(1. [c.1092]
Пайка. Чтобы получить качественное вакуумноплотное соединение, поверхности спаиваемых деталей и припоя должны быть предварительно очищены от окислов, воды и загрязнений. Соединения разных типов, полученные пайкой, показаны на рис. 395. Пайке, как правило, подвергают трубы небольшой длины и малого диаметра. В качестве припоев используют оловянно-свинцовый припой — точка плавления 180—200° С оловянносеребряный припой 400° С твердый припой —700° С медно-цинковый припой —875° С. Для получения качественной и прочной пайки рекомен- [c.468]
Примечания. 1. Заменители оловянно-свинцовых припоев свинцово-кадмиевые сплавы (90,5% РЬ, 8% С(1, 1,5% 2п или 96% РЬ, 2%С(1 и 2% 2п) свинцово-цинковые сплавы (99,5—9 % РЬ и 0,6— 2% 2п 96% РЬ, 2% 2п, 2% Сд и др.) сплавы ИОСК Ю-2 и ПОСК 6-5 (заменяют припой П06 30) свинец 02 и СЗ (для горячего свинцевания вместо лужения вкладышей подшипников припоем ПОС 30). [c.91]
Существует несколько методов соединения вакуумных систем. Неразъемные соединения — в металлических системах осуществляются сваркой или пайкой. Пайку можно применять лишь для труб небольшой длины и малого диаметра. В качестве припоев могут применяться оловянно-свинцовый, точка плавления 180—200°С оловянно-серебряный, точка плавления 400°С твердый припой (ПМЦ-54 или Пф-45), точка плавления 700°С медноцинковый, точка плавления 875°С. Для получения качественной пайки следует расточить концы труб так, чтобы они заходили одна в другую, облудить их и соединить в горячем виде, затем произвести пропайку наружного шва паяльником. [c.120]
chem21.info
Оловянный припой - Большая Энциклопедия Нефти и Газа, статья, страница 4
Оловянный припой
Cтраница 4
Кадмий и припой на его основе также вызывают коррозию паяного соединения, но скорость коррозии ниже, чем у соединений, паянных оловянными припоями. Низкой коррозионной стойкостью обладают соединения, выполненные припоями на основе висмута. Поэтому не рекомендуется в качестве припоев для пайки алюминия и его сплавов применять олово, свинец, кадмий, висмут и их сплавы между собой. [46]
По окончании заполнения системы аппендикс расклепывают молотком, обрезают и проверяют в бензиновой ванночке на плотность расклепки, после чего место расклепки пропаивают оловянным припоем с помощью паяльника. Воздух из термосистемы перед заполнением не удаляют. После заполнения систему вставляют в прибор и проверяют шкалу прибора и регулирование его показаний. [48]
Со склонностью олова к глубокой перекристаллизации и к разрушению при низких температурах приходится сталкиваться на практике в северных условиях, когда появляется опасность разрушения оловянных припоев. В литературе имеются указания на то, что присадки висмута уменьшают скорость перехода белого олова в серое. При нагревании выше 161 С белое олово превращается в ромбическую хрупкую у - модификацию. [49]
Обычно соединение термоэлектродов / и 2 в рабочем спае 5 осуществляется электродуговой сваркой, а в термопреобразователях для невысоких температур - пайкой серебряным ил-и оловянным припоем. [51]
Обычно соединение термоэлектродов / и 2 в рабочем спае 3 осуществляется электродуговой сваркой, а в термопреобразователях для невысоких температур - пайкой серебряным или оловянным припоем. [53]
В практике пайки и напайки с применением припоев, слабо взаимодействующих с основным металлом и поэтому плохо смачивающих их и растекающихся по ним, например при пайке или напайке олова или оловянных припоев на молибден, или вольфрам, предложено предварительно наносить на основной металл его окислы ( МоО3 и WO3) с последующим нагревом и диссоциацией в вакууме или восстановлением их в водороде. Восстановление из окислов молибдена в печах с водородом происходит при температуре 1000 - 1100 С, а вольфрама - при 800 - 1000 С. Восстановленные частицы молибдена или вольфрама образуют каркас с капиллярами, в которые должен затекать припой. [54]
Перед пайкой кончик паяльника нагревают в горне ( на древесном угле) или на газовом пламени, затем быстро зачищают напильником, погружают в травильный флюс или натирают куском нашатыря и прижимают к оловянному припою ( ГОСТ 1499 - 54), который расплавляется и пристает к паяльнику на самом его кончике, образуя каплю припоя. Затем нагретым паяльником натирают очищенный от окислов и покрытый флюсом шов, при этом припой с паяльника затекает в щов. Паяльник не следует нагревать докрасна, чтобы не сгорал слой полуды и паяльник не выходил быстро из строя. Размеры паяльника подбирают в зависимости от величины деталей и размеров спаиваемого шва, чтобы паяльник не остывал до окончания работы. [55]
Преимуществами этого метода являются: значительное упрощение конструкции подогревательных устройств и сокращение тепла, расходуемого на подогрев, возможность оксидировать узлы, имеющие детали из цинковых или алюминиевых сплавов, а также детали, оцинкованные и паянные оловом или оловянными припоями; при щелочном воронении это исключено из-за разрушения олова, цинка и алюминия в щелочи; пленки, получаемые при бесщелочном оксидировании, обладают улучшенной защитной способностью и могут служить подслоем для лакокрасочного покрытия. [56]
Не оговоренные в тексте элементы корпусов акустических головок, изображенных на рис. 2 - 7, следующие: на рис. 2 - 7 а 6 - провод, соединяющий внутреннюю грань пьезопластины с выводом 9 высокочастотного разъема; 8 - внутренняя изоляционная втулка разъема; 5 - прижимающая пружина; на рис. 2 - 7 6 8 - провод, соединяющий внутреннюю грань пьезопластины с выводом высокочастотного разъема; 6-болт для прикрепления разъема 7 к крышке; 9 - оловянный припой, соединяющий наружную грань пьезоэлемента с корпусом головки. [58]
Мягкие ирипоив значительной степени стандарти-зованы. Под названием оловянный припой подразумевают оло-вянносвинцовые сплавы, служащие для пайки тяжелых металлов и их сплавов. Кроме стандартных припоев, известен еще целый ряд специальных припоев, которые изготовляются различными заводами для особых целей. Приведенные ниже данные ( табл. I, 9 - 12) облегчают выбор соответствующего припоя для различных случаев. Эти припои изготовляются в виде листов, пластинок, лент, фольг, стержней, цельной проволоки, полой проволоки с флюсом внутри, порошка, таблеток из порошка, смешанного вместе с флюсом. Некоторые особые сорта мягкого припоя поставляются только лишь в форме одного из указанных видов. [59]
Наиболее распространены оловянные припои, содержащие эвтектику Sn-Pb с Тпл 183 С; введение сурьмы в небольшом количестве сопровождается повышением прочности припоя и уменьшением ползучести под нагрузкой. Температура плавления основных припоев этой группы не превышает 235 С. Удельная проводимость составляет 10 - 11 о по отношению к меди. Эти припои широко используются для пайки различных радиодеталей. [60]
Страницы: 1 2 3 4
www.ngpedia.ru
оловянный припой - это... Что такое оловянный припой?
оловянный припой
оловянный припой —[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999]
Тематики
- электротехника, основные понятия
Справочник технического переводчика. – Интент. 2009-2013.
- оловянный баббит
- ольфактогенетика
Смотреть что такое "оловянный припой" в других словарях:
оловянный припой — alavo lydmetalis statusas T sritis chemija apibrėžtis 4–95% Sn lydinys su kitais metalais (ppr. Pb, Sb, Zn, Ag, Cu). atitikmenys: angl. tin solder rus. оловянный припой … Chemijos terminų aiškinamasis žodynas
свинцово-оловянный припой — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN lead tin solder … Справочник технического переводчика
Паяние* — способ соединять металлические части посредством более легкоплавкого сплава, приставшего в расплавленном состоянии и потом затвердевшего. Геродот свидетельствует, что П. железа было изобретено Главком из Хиоса (около 600 лет до Р. Х.)… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Паяние — способ соединять металлические части посредством более легкоплавкого сплава, приставшего в расплавленном состоянии и потом затвердевшего. Геродот свидетельствует, что П. железа было изобретено Главком из Хиоса (около 600 лет до Р. Х.)… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Серебро — (Silver) Определение серебра, добыча серебра, свойства серебра Информация об определении серебра, добыча серебра, свойства серебра Содержание Содержание История Открытие. Добыча Названия от слова Возможна нехватка серебра и рост История столового … Энциклопедия инвестора
Драгоценные металлы — (Precious metals) Драгоценные металлы это редко встречающиеся металлы, которые отличаются блеском, красотой и стойкостью к коррозии История добычи драгоценных металлов, разновидности, свойства, применение, распространение в природе, сплавы… … Энциклопедия инвестора
РАСПАИВАТЬ — РАСПАИВАТЬ, распаять что, разнять, отделить спаянное, отпаять, расплавить припой. Жестянки не распаяешь, а лучше ее раскрыть взрезом. ся, быть распаяну; | разойтись спайке, развалиться. Ушко отпаялось, не отломалось, а отделилось в спайке.… … Толковый словарь Даля
РАСПАИВАТЬ — РАСПАИВАТЬ, распаять что, разнять, отделить спаянное, отпаять, расплавить припой. Жестянки не распаяешь, а лучше ее раскрыть взрезом. ся, быть распаяну; | разойтись спайке, развалиться. Ушко отпаялось, не отломалось, а отделилось в спайке.… … Толковый словарь Даля
Е174 — Серебро / Argentum (Ag) Атомный номер 47 Внешний вид простого вещества Свойства атома Атомная масса (молярная масса) 107,8682 а. е. м. (г/моль) … Википедия
Серебро — У этого термина существуют и другие значения, см. Серебро (значения). 47 Палладий ← Серебро → Кадмий … Википедия
technical_translator_dictionary.academic.ru
Олово и свинец, сплав: свойства и название
Начать описание данной темы лучше всего с олова и свинца по отдельности. Свинец, олово и сплавы из этого материала обладают определенными свойствами, которые обусловлены их начальным состоянием.
Общее описание олова
Здесь важно отметить, что различают два типа этого сырья. Первый тип называют белым оловом, и он является β-модификацией этого вещества. Второй тип - это α-модификация, которая более известна как серое олово. При переходе из одной модификации в другую, а именно из белой в серую, возникает сильное изменение объема вещества, так как происходит такой процесс, как рассыпание металла в порошок. Данное свойство принято называть оловянной чумой. Здесь также важно отметить, что одно из наиболее негативных свойств олова - это его склонность к морозу. Другими словами, при температуре от -20 до +30 градусов по Цельсию может начаться самопроизвольный переход из одного состояние в другое. К тому же переход продолжится, даже если повысить температуру, но уже после того как процесс начался. Из-за этого хранить сырье приходится в местах с довольно высокой температурой.
Свойства олова и свинца
Стоит сказать, что олово, свинец и сплавы из этих материалов имеют довольно мало общих свойств. К примеру, чем чище олово, тем выше шанс того, что оно будет подвержено влиянию чумы. Свинец же, в свою очередь, вовсе не испытывает аллотропических превращений.
Однако стоит также отметить, что для замедления такого рода превращения в олове используют дополнительные вещества. Лучше всего себя проявили такие материалы, как висмут и сурьма. Добавка этих веществ в объеме 0,5 % снизит практически до 0 скорость аллотропического превращения, а значит, белое олово можно считать полностью устойчивым. Здесь же можно отметить, что в меньшей степени, но все же используется сплав олова и свинца с этой же целью.
Если же говорить о свойствах свинца, то он имеет более высокую температуру плавки - 327 градусов по Цельсию, чем олово - 232 градуса. Плотность свинца в условиях комнатной температуры составляет 11,34 г/см3.
Характеристики олова и свинца
Начать стоит с того, что рекристаллизация наклепанных олова свинца и сплавов происходит при температуре, которая считается ниже комнатной. По этой причине процесс их обработки относится к горячему типу.
Общим показателем стала стойкость к коррозии при атмосферных условиях. Однако небольшое отличие кроется в стойкости к коррозии под влиянием второстепенных веществ. К примеру, лучше всего свинец проявляется себя при взаимодействии с концентрированными составами некоторых кислот - серной, фосфорной и т. д. Олово же, в свою очередь, лучше всего противостоит растворам из пищевых кислот. Сфера применения этих веществ по отдельности также отличается. Олово широко используется для лужения жести, в то время как свинец нашел свое применение для футеровки аппаратуры сернокислотного производства.

Системы сплавов
Здесь важно начать с того, что сплав олова со свинцом - это еще более легкоплавкий материал, чем по отдельности. Наиболее широкое распространение такие смеси получили в качестве припоев, для изготовления типографических шрифтов, отливки плавких предохранителей и т. д. Такая система, как "олово - свинец", относится к группе эвтектического типа. Важным свойством всех материалов, принадлежащих к этой категории, является то, что температура их плавки находится в районе от 120 до 190 градусов по Цельсию. К тому же существуют группы тройных эвтектиков. В качестве примера можно привести систему сплава олова, свинца, цинка. Температура плавки таких материалов опускается еще ниже, и ее предел - 92-96 градусов по Цельсию. Если добавить в сплав еще и четвертый компонент, то показатель температуры плавки опустится до отметки в 70 градусов. Если говорить об использовании сплава олова со свинцом в качестве припоя, то чаще всего в их состав вводится до 2 % такого вещества, как сурьма. Это делается для того, чтобы улучшить растекаемость припоя. Здесь стоит отметить, что температуру плавки можно регулировать соотношением "олово/свинец". Наиболее легкоплавкое сырье плавится при показателе в 190 градусов.

Баббиты
С тем, как называется сплав олова и свинца, уже разобрались - это эвтектик. Эта группа веществ с таким составом получила наибольшее распространение при производстве подшипниковых сплавов, которые называются "баббиты". Данный материал применяется в качестве заливки для вкладышей подшипников. Здесь важнее всего правильно подобрать материал, чтобы он смог без труда приработаться к валу. На первый взгляд кажется, что масса сплавов олова и свинца с различными припоями является отличным выходом. Однако на деле это не совсем так. Такие материалы оказались слишком мягкими, а коэффициент трения между валом и таким вкладышем - высоким. Другими словами, во время работы они слишком сильно разогревались, из-за этого легкоплавкие металлы стали "налипать" на вал. Чтобы избежать данного недостатка, начали добавлять небольшое количество более твердых веществ. Таким образом был получен материал, который одновременно является и мягким, и твердым.

Состав вещества
Для того чтобы добиться такого вещества, которое обладает прямо противоположными характеристиками, использовались следующие вещества. Самое важное - это то, что они лежат сразу в двухфазной области α+β. Кристаллы β-фазы обогащаются таким припоем, как сурьма. Они выступают в роли твердых хрупких веществ. Кристаллы α-фазы, в свою очередь, являются мягкой и пластичной основой. Для того чтобы избежать таких недостатков, как расплав твердых кристаллов и их всплытие, в смесь добавляют еще один компонент - медь. Таким образом, из куска сплава свинца и олова с добавлением некоторых других веществ удается создать подшипниковый материал баббит, который сочетает в себе два противоположных качества - твердость и мягкость. Классическим и самым распространенным изделием этой марки стал баббит Б83. Состав этого сплава следующий: 83 % Sn; 11 % Sb; 6 % Cu.
Альтернатива
Стоит сказать о том, что с точки зрения экономии баббиты на основе олова очень невыгодны, так как этот материал стоит довольно много. Кроме того, само по себе олово считается дефицитным веществом. По этим двум причинам были разработаны альтернативные подшипники, в основу которых лег свинец, сурьма и медь. В таком составе кристаллики сурьмы выступают в качестве твердой основы. Мягким же основанием выступает непосредственный сплав из свинца и сурьмы. Медь здесь используется таким же образом, как и свинец в предыдущем составе, то есть для препятствия всплывания кристаллов твердой основы.
Однако здесь же стоит сказать и о недостатках. Эвтектик из свинца и сурьмы не такой пластичный, как фаза с использованием олова. А потому детали, изготовленные таким образом, страдают от быстрого износа. Чтобы нивелировать данный недостаток, все же приходится добавлять некоторое количество олова. Использование тройных эвтектиков сплава цинк-олово-свинец не слишком распространено.
fb.ru






Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






