
сварочная порошковая и другая проволока, правила выбора и применение
Лидером в производстве сварочных аппаратов, технологий и комплектующих к данному процессу является компания ESAB – Elektriska Svetsnings-Aktiebolaget. В 1904 году был изобретён и разработан электрод – главный компонент для сварки, после чего и началась история развития компании с мировым именем.
Особенности
Поговорим об одной из важнейших составляющих производства — проволоке. Рассмотрим виды и особенности проволоки для сварки фирмы ESAB.
Ее важной особенностью является качественная продукция, которая подходит для любой работы. Компания использует технологию NT для получения чистой и качественной проволоки для сварки.
Это необходимо, чтобы обеспечить легкую работу без больших затрат на сварку и устранение микрочастиц, из-за которых приходится заменять детали сварочного аппарата.

Ассортимент
Проволока фирмы ESAB бывает разных видов, рассмотрим наиболее популярные.
- Spoolarc – позволяет свести к минимуму разбрызгивание в процессе сварки. Покрытие не блестит, обеспечивает высокое качество по характеристикам сварки. Если покрытие блестящее, значит, содержит медь, что понижает сроки эксплуатации произведённых деталей. Проволоки Spoolarc положительно влияют на срок износа наконечника на сварочном аппарате. Особенно при подаче сильного тока и повышенной скорости подачи проволоки, что приводит к экономии запчастей к сварочным аппаратам и уменьшению стоимости работы.


- Порошковая проволока Stoody имеет свойство наплавки. Применяется при необходимости исправить после износа детали, произвести дополнительное покрытие или заменить его. Проволока Stoody бывает нескольких образцов, отличающихся своими свойствами. Температура эксплуатации до 482 градусов. Разновидности порошковых проволок Stoody отмечаются дополнительными цифрами, маркировкой. Отличаются наплавкой, на какую из сталей могут применяться: марганцевую, углеродистую или низколегированную.
- Stoodite (подвид Stoody). Основа проволоки — кобальтовый сплав. Имеет повышенную стойкость к воздействиям химических веществ и широкий диапазон температур. Относится к категории — газозащитная (порошковая), производится из нержавеющей стали. Содержит 22% кремния и 12% никеля и используется для процесса сварки в горизонтальном виде при сварке мягкой и углеродистой стали.

- Ok Tubrod. Универсальная проволока, по типу — рутиловая (порошковая). Используется при сварке деталей в аргоновой смеси. Рекомендуется для сварки и облицовки магистральных конструкций трубопроводов. Производится диаметрами 1,2 и 1,6 мм.
- Shield-Bright. По типу — рутиловая. Возможна сварка разных позиций. Имеет пониженное содержание углерода. Обладает двойным назначением: варка в углекислоте и аргоновой смеси (хромоникелевой). Температура использования деталей до 1000 С, хотя хрупкость может появляться уже после нагрева до 650 градусов.

- Nikore. Проволока для чугуна, является металлопорошковой. Предназначена для исправления дефектов изделия и соединения чугуна со сталью. Для сварки используется газ аргон.
Сферы применения
Использование проволоки возможно в частных условиях, автосервисах.
Проволока для сварки бывает — алюминиевая, медная, нержавеющая, стальная, стальная с покрытием меди и порошковая.
Основные размеры проволоки на полуавтоматическую сварку – 0,8 мм и 0,6 мм. От 1 до 2 мм — рассчитаны на более сложную, производственную сварку. Проволока жёлтого цвета не означает, что она медная, она просто сверху покрыта этим металлом. Покрытие медью предохраняет сталь от ржавчины, в то время, пока она не эксплуатируется. В зависимости от толщины проволоки носик от сварочного аппарата должен иметь внутри соответствующее отверстие, чтобы вставить данную проволоку и тоже должен быть покрыт медью. Если в сварочном аппарате напряжение ниже стандарта — не 220, 230 вольт, а 180 вольт, тут удобно использовать проволоку размером 0,6 мм для того, чтобы сварочный аппарат мог справиться с задачей, и сварочный шов был ровным.
В зависимости от толщины проволоки носик от сварочного аппарата должен иметь внутри соответствующее отверстие, чтобы вставить данную проволоку и тоже должен быть покрыт медью. Если в сварочном аппарате напряжение ниже стандарта — не 220, 230 вольт, а 180 вольт, тут удобно использовать проволоку размером 0,6 мм для того, чтобы сварочный аппарат мог справиться с задачей, и сварочный шов был ровным.
Порошковая проволока — сама по себе гораздо дороже стальной, для сварки такой проволокой не нужна кислота.
По мнение бывалых сварщиков, порошковые материалы используются в быту редко, для мелких прихваток деталей. По их мнению, сварочный аппарат портится из-за того, что носик не успевает остывать от нагрева и происходит запаивание. Чтобы уберечь аппарат, предотвратить прилипание окалин и забивание носика, можно использовать силиконовый спрей.
Его можно распылить в носик после остывания аппарата, также силикон очень удобен для смазки деталей, они не замерзают и не ржавеют.

Как выбрать?
Отправляясь в магазин, следует учесть некоторые нюансы.
- При выборе нужно обратить внимание на упаковку. Там есть обозначение – для каких металлов предназначена та или иная марка.
- Следует обратить внимание на диаметр, этот показатель будет зависеть от толщины деталей, которые предстоит сваривать.
- Не менее важным фактором может стать и количество проволоки в упаковке. Обычно это катушки по 1 кг или 5 кг для бытовых нужд, для производственного назначения это 15 кг и 18 кг.
- Внешний вид должен внушать доверие. Никакой ржавчины или вмятин.
Применение порошковой проволоки ESAB представлено в видео далее.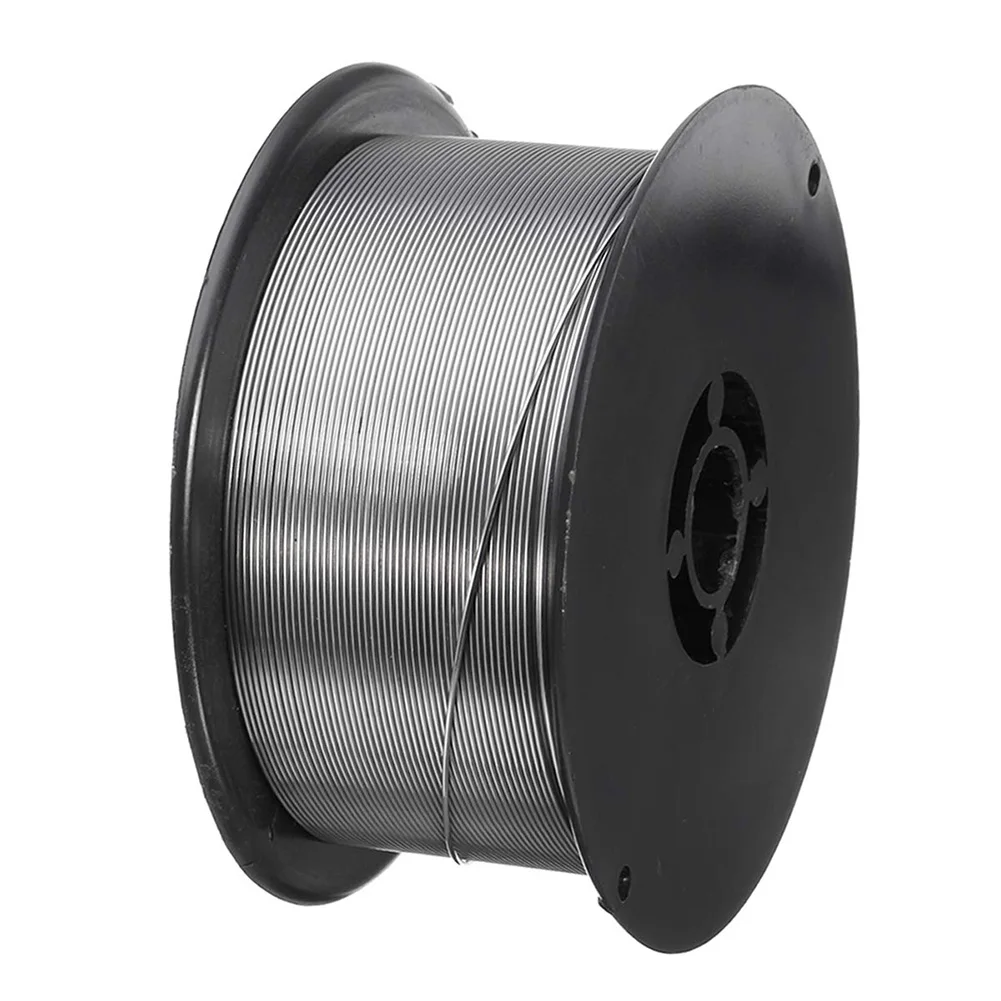
Порошковая сварка в среде защитных газов и с применением самозащитной проволоки
Каждая технология проведения сварочных работ имеет свою специфику, достоинства и недостатки. Зачастую для конкретного ее вида может подходить лишь определенный способ сварки. Довольно популярным на текущий момент методом сварки считается дуговая сварка порошковой проволокой.
Требования к проволоке
Порошковая проволока исполняется в виде трубки. Внутрь нее укладывается сварочный флюс с добавлением металлического порошка. Она классифицируется в зависимости от предназначения, варианта применяемой защиты, механических характеристик и положения при проведении сварочных работ.
Подавляющее большинство порошковой проволоки пригодно для осуществления работ с низколегированной или менее прочной низкоуглеродистой сталью.
Среди основных требований к ней можно выделить:
- стабильность в нагреве электрической дугой и легкость, с которой дуга возникает;
- равномерность при плавлении проволоки, отсутствие больших разбрызгиваний;
- шлак, возникающий в процессе порошковой сварки на месте шва, должен без труда счищаться после остывания и обеспечивать равномерное покрытие всей поверхности шва;
- шов не должен иметь никаких изъянов.
Применение различного наполнителя, а также изменение конструкции оболочки позволяет улучшить характеристики порошковой проволоки и применять ее для конкретных целей.
Сварочная проволока, которая имеет флюсовый сердечник, служит для того, чтобы обеспечить сварку низкоуглеродистых сталей с повышенной степенью наплавлений.
Ее применяют при монтаже низколегированных сталей, а также при проведении сварки в различных, порой неудобных, положениях. Порошковой проволокой варят чугун и оцинкованную сталь.
Порошковой проволокой варят чугун и оцинкованную сталь.
Основные виды проволоки
В зависимости от способа использования и метода защиты от внешних воздействий, проволока для порошковой сварки бывает газозащитной и самозащитной.
Газозащитый вид
Газозащитную проволоку применяют тогда, когда сварку проводят с использованием полуавтоматических и автоматических аппаратов для низколегированных и углеродистых сталей.
В процессе принимает участие углекислый газа или его смесь с аргоном. Газ поступает извне. Порошковый наполнитель можно подобрать так, чтобы сделать параметры сварки лучше. Например, можно увеличить скорость вертикальной сварки или прочно соединять трудносвариваемую сталь.
Данная технология используется при необходимости создания нахлестов, при работе в местах стыков и на углах конструкций, как для автомата, так и для полуавтомата. Применение подобной технологии обеспечивает постоянство струи, пониженный уровень разбрызгивания, а также стойкость к образованию пор и шлака.
Материал, который применяется в процессе сварочных работ, обладает повышенным коэффициентом наплавления, имеет низкий уровень дымления и позволяет качественно выполнять швы.
Самозащитный вид
Самозащитная порошковая проволока изготавливается в виде специального «вывернутого» электрод (он словно вывернут наизнанку). Использование такого типа сварки позволяет проводить работы при различных температурных условиях (даже экстремальных), при сильных порывах ветра и тому подобное.
Основными компонентами сердечника являются различные присадки (диоксидирующие, шлакообразующие и защитные), что позволяет проводить сварку без использования газа.
Самозащитная сварочная проволока имеет ряд положительных особенностей, среди которых можно выделить:
- возможность проводить сварочные работы в различных положениях;
- за счет открытости дуги имеется возможность аккуратно передвигать наплавляемый металл;
- специальный тип покрытия проволоки обеспечивает ее устойчивость к давлению, оказываемому роликами;
- за счет контроля химического состава появляется возможность получить вполне конкретный состав шлака.

В монтажных условиях механизированная порошковая сварка становится все более распространенной. Хотя многие жалуются на высокую стоимость расходного материала, эффективность порошковой сварки ощутимо выше, надо только выбрать правильную марку проволоки.
Преимущества порошкового метода
Большое количество достоинств обусловило популярность порошковой дуговой сварочной технологии. При работах с флюсом осложняется точность попадания электрода в нужную точку, появляются затруднения в контроле шва.
При полуавтоматической сварке проблемы возникают с потоком защитного газа. Потоки воздуха могут его сдувать, а сопла могут забрызгиваться.
Применение порошковой проволоки для полуавтомата решает подобные проблемы. Не требуется флюса, баллона с газом и всех сопутствующих инструментов. Порошковая сварка собрала в себе преимущества открытых электродов и автоматического способа сваривания.
Достаточно будет только четко определять направленность электрода в желаемую точку, и контролировать процесс образования сварочного шва. Это позволяет добиваться наплавлений именно так, как было задумано в процессе изготовления расходного материала. Сварщику надо лишь подобрать нужную марку проволоки, изучив ее характеристики и рекомендации производителя.
Это позволяет добиваться наплавлений именно так, как было задумано в процессе изготовления расходного материала. Сварщику надо лишь подобрать нужную марку проволоки, изучив ее характеристики и рекомендации производителя.
Наполнение и внешняя оболочка
Сама наружная часть порошковой проволоки выполнена из холоднокатаной ленты, имеющей особый уровень мягкости. Назначение проволоки определяется химическими свойствами ее сердцевины.
Основой для нее служат диэлектрические компоненты, среди которых железный порошок рутилового и флюоритового концентрата, добавки для увеличения качества шва, органические и карбонатные присадки для выделения защитных газов.
Порошковая сварка таким методом имеет аналогичную специфику с работами, выполняемыми с применением электродов. Защитный слой подвергается плавлению под воздействием сварочного тока, а сам сердечник плавится за счет наличия электродуги и под влиянием температуры раскаленного металла.
Если имеется необходимость нанести несколько слоев сварки, то проводится очистка рабочей поверхности от шлака, образовавшегося на предыдущем слое.
Где применяют метод без защитных газов
Зачастую, проводить сварочные работы с использованием обыкновенных электродов неудобно, так как местоположение свариваемых поверхностей мешает их подвести. Чтобы обеспечить удобные условия и был разработан специальный расходный материал.
Он дает возможность проводить сварочные работы в любом положении и при отсутствии газовой среды. Проволока специального назначения обеспечивает принудительное формирование швов, позволяет производить сварку под водой, а также выполнять автоматическую сварку.
Варить можно как в нижнем положении, так и вертикально (для некоторых случаев) благодаря тому, что ванны для сварки имеют соответствующий разъем. Тип применяемого материала выбирается на основании его характеристик и специфики предстоящей работы.
Порошковая проволока считается наиболее оптимальным вариантом, когда работы проводятся на открытой местности.
Ветер и сквозняки не оказывают практически никакого воздействия на качество сварных швов, однако их параметры несколько уступают тем характеристикам, которые обеспечивает газовая или электродная сварки.
Выбирается порошковая проволока не только на основании ее технических особенностей, но еще и руководствуясь необходимостью в конкретном диаметре для данной сварки.
Диаметр не должен быть меньше, чем 2,3 мм. Проволоку меньшего сечения применяют только при проведении сварки на металлических конструкциях с наиболее маленькой толщиной.
При осуществлении сварочных работ пользуются специальным шланговым автоматическим или полуавтоматическим сварочным аппаратом, в котором имеется отдел для расположения мотка проволоки.
Она крепится за счет фиксатора в рукоятке, а ее подача происходит посредством специального шланга, что обеспечивает стабильность дуги и позволяет полностью расплавить сердечник. На полуавтоматах для применения порошковой флюсовой проволоки обычно присутствует режим «No Gas», что дает возможность изменять полярность.
Сварочные работы с применением защитных газов
Сварка в среде защитных газов предусматривает подачу газовой струи в область плавления при помощи горелки. Либо же порошковая сварка производится в специальных камерах, внутри которых содержится газ.
Либо же порошковая сварка производится в специальных камерах, внутри которых содержится газ.
Самой распространенной является струйная защита. Ее качество определяется габаритами и конструктивным исполнением сопла, а также дистанцией между срезом сопла и поверхностью свариваемого материала. Наиболее эффективная защита достигается при использовании стационарных камер, внутри которых находится газ. Туда помещают изделие при проведении работ.
Полуавтоматическая сварка в углекислом газе производится с применением специального оборудования, которое обеспечивает отличное качество сварочного шва, узкую зону термического воздействия, высокую скорость расплавления проволоки. Все это повышает производительность процесса и увеличивает надежность готовой конструкции.
Порошковая проволока для полуавтомата — свойства, выбор и правильное применение + Видео
Порошковая проволока для полуавтомата представляет собой трубочку, заполненную флюсом и металлическим порошком (пыльцой). Изготавливается она из металлической ленты, методом холодного формования. Трубка, заполненная порошковым составом и флюсом, растягивается до необходимого размера.
Изготавливается она из металлической ленты, методом холодного формования. Трубка, заполненная порошковым составом и флюсом, растягивается до необходимого размера.
1 Основные требования
Порошковая наплавочная проволока, применяемая в газовой среде, используется в качестве флюса.
Важно: при проведении сварочных работ с помощью полуавтомата, следует тщательно выбирать присадочную проволоку. По составу она должна отвечать характеристикам соединяемых материалов. Важно правильно выбирать диаметр проволоки, так как в соответствии с ним выбирается режим сварки.
Сварочные работы с помощью полуавтомата
Порошковая проволока должна соответствовать основным требованиям:
- стабильность нагрева и легкость возбуждения дуги;
- равномерность плавления и минимальное разбрызгивание;
- равномерное шлаковое покрытие швов;
- легкость отделения шлака от охлажденного шва;
- аккуратный и бездефектный сварочный шов.
Порошковый материал классифицируется по таким параметрам:
- назначение;
- само- или вспомогательная защита;
- возможность сварки в любых пространственных местоположениях;
- обеспечение требуемого комплекса механических свойств.

2 Технология сварки порошковым расходным материалом
Сваривание порошковыми электродами — механизированный способ соединения деталей, включающий защиту и легирование выполняемых швов порошком, помещенным внутрь электродной трубки.
Сварка порошковой проволокой имеет функциональную схожесть с флюсовой сваркой и со сваркой штучными электродами. В первом (химикатном) способе шов покрывается слоем шлака, а сам процесс механизирован. Сварку проводят автоматом или полуавтоматом.
Сварка полуавтоматом
Схожесть с электродным методом сваривания состоит в возможности добавки в состав к металлическим порошкам элементов, входящих в обмазку электродов, что позволяет выполнять легирование расплавленного металла шва и осуществлять его защиту. Эти процессы практически невыполнимы при работе под флюсом и в газовой среде.
Улучшение легирующих свойств проволоки получают добавкой в порошковый состав ферросплавов, например, никеля. Проволоки с измененным содержанием шихты требуется в ходе сваривания дополнительно защищать специальными химикатами или СО₂.
Полуавтоматическая сварка порошковыми проволоками может заменить ручную дуговую сварку.
Полуавтоматическое сваривание порошковой проволокой
Сварка порошковой проволокой характеризуется простотой ведения процесса, так как нет необходимости в специальном механизме для подачи флюса. Сваривание можно вести в допускаемых пространственных положениях и при любых погодных условиях. Этот метод сварки отличается высокой производительностью.
Сварка проволокой обладает рядом недостатков, отрицательно сказывающихся на применении ее в заводских условиях. К ним относятся:
- необходимость в обеспечении жестких условий напряжения, силы тока, вылета электрода;
- потребность в дополнительной защите;
- повышенный уровень выделяемых вредных веществ.
3 Виды проволоки и расходного материала
В работе с полуавтоматами применяют проволоку 2 видов.
- Электродная проволока с применением в качестве защиты углекислого газа.
- Самозащитная электродная проволока без газа.

К достоинствам первого вида проволоки относят:
- сваривание угловых деталей и соединение внахлест и встык одним проходом;
- низкая степень разбрызгивания;
- легкость отделения слоя шлаков;
- низкая склонность к пористости и наличию шлаковых включений;
- стабильность характера переноса электродного металла.
Электродная проволока для работы в защитных газах
Газозащитная наплавная проволока производится следующих типов:
- с наполнителем из флюса, характеризующаяся высокой степенью наплавки, для малоуглеродистой стали;
- с флюсовым наполнителем для сваривания низкоуглеродистого металла в любом пространственном местоположении;
- с наполнителем из флюса, для низколегированной стали;
- с наполнителем из металлической шихты, для низколегированного металла;
- с наполнителем из металлической шихты, для низкоуглеродистого металла.
Самозащитный расходный материал бывает для сварки в стандартных условиях и специального назначения.
Порошковый материал специального назначения:
- для принудительного создания шва;
- для сваривания под водой;
- для сварки арматуры;
- для автоматической сварки.
4 Как вести сварочный процесс сварочным полуавтоматом?
Ответ на вопрос как варить сварочным полуавтоматом, может дать специалист, обладающий достаточным уровнем знаний в данной сфере и имеющий навыки ведения сварочного процесса. Сварщику необходимо:
- знать основы выполнения сварочных процессов;
- иметь навыки подготовки металла и свариваемых деталей;
- правильно подбирать режимы сварки;
- уметь устанавливать на полуавтомате выбранные режимы;
- иметь навыки ведения пробного сваривания;
- уметь правильно оценить результат работы;
- знать конструкцию полуавтомата и его технологические особенности;
- знать все достоинства аппаратуры и особенно ее недостатки;
- применять имеющиеся знания на практике.
5 Техника сваривания электродной проволокой
Порошковые электроды используют в шланговых полуавтоматах. Это позволяет сварщику иметь постоянно перед глазами сварочный шов, легко вести сваривание стыков и углов.
Это позволяет сварщику иметь постоянно перед глазами сварочный шов, легко вести сваривание стыков и углов.
Так как порошковые электроды имеют невысокую прочность, то для их автоматической подачи необходимо применять механизм с ограничителем усилия сжатия на подающих роликах.
Порошковые электроды диаметром 2,6 мм используются только в нижнем положении, так как для непрерывного горения необходимо применять дугу с повышенным током. Образования пор в сварочном шве и вкраплений шлака можно избежать, применяя при сварке углекислый газ в качестве защиты.
применение, характеристики, особенности, плюсы и минусы
Сварочная проволока – это важная часть любых работ, связанных с металлообработкой. Если речь идет о сварке полуавтоматом, тогда без этого аксессуара сварка невозможна.
Чтобы улучшить качество работ, есть несколько видов проволоки. Она нужна многих видов металла. Проволоку изготавливают из меди, алюминия или стали.
Порошковый значительно выделяется среди остальных. Возможно работать, не используя газ. При этом возможна металлообработка в разных локациях.
В нашей статье поговорим о том, какими могут быть провода на основе порошка. Пойдет речь о том, в чем преимущество работы с таким материалом при металлообработке.
Содержание статьиПоказать
Общие данные
Порошковый кабель считается пустым тоннелем, который выпускают из металла. Внутри неё может быть флюс, который соединен с порошком из металла. С этим видом проводов можно работать, если речь идет о полуавтоматике без использования газа.
С этим видом проводов можно работать, если речь идет о полуавтоматике без использования газа.
Если проволока изготовлена в странах СНГ, она нужна для определённой стали. Речь идет о прочном черном металле и низкоуглеродистой вариантах. Остальных видов меньше.
Кабель может иметь специфику работы, либо быть обыкновенным. Проволока – это примесная материя. С ними можно работать, когда есть металлообработка при любых мастерских видах сварки. Общие провода применяют на заводе и для повседневных целей.
Порошковая проволока работает так, что арка зажигается легко и горит стабильно. При этом кабели плавятся медленно и не происходит их разбрызгивания.
Отделение шлака происходит во внутренней части проволоки. Он легко отделяется, когда нужно очистить поверхность. Для этого важно снизить температуру детали. Соединение получится ровным, если у вас уже был опыт работы со сварочным инвертором.
Плюсы работы
В первую очередь нужно знать, что вы можете работать с полуавтоматом, не работая с газом. Баллон, работающий на газовой установке, не нужен. Проволока предназначена для металлообработки без газа.
Баллон, работающий на газовой установке, не нужен. Проволока предназначена для металлообработки без газа.
Она содержит флюсы в своей внутренней части. Во время сгорания проволоки, он выходит во внешнюю часть аппарата. При этом появляется облако, которое имеет характеристики газовых соединений.
При этой технологии возможна металлообработка в любых локациях, даже в труднодоступных. Не стоит перевозить тяжёлые баллоны. Единственное, что нужно сделать – это заправить проволоку в аппарат и подать его самостоятельно в сварочную ванну.
Вторая рука вам нужна, чтобы направить горелку. Соединение будет видно. Вы сможете наблюдать, как оно формируется.
Самозащитные провода, предназначенные для металлообработки, применяют в промышленности в целях наплавки. Использование порошковых проводов помогает в получении металла с аналогичным составом деталей.
Нужно купить проволоку, которая состоит из флюса и порошка из металла. Проволока подбирается исходя из того, какой металл применяется при работе.
Минусы работы
Порошковая проволока имеет недостатки. Они могут быть как важными, так и второстепенными при металлообработке. Но всё же на них нужно обращать внимание.
Мастера отмечают хрупкость проволоки, которая предназначена для арочной металлообработки. Речь идет именно о порошковых видах. Если она заправится в механизм и при этом совершится большое усилие, то она может сломаться.
Еще одним минусом при работе считается ограниченность в размещении. Вы можете проводить металлообработку по вертикали или снизу.
Такое положение вещей объясняется относительным показателем размера ванны при металлообработке. В верхней части металла будет появляться шлак, который собирает свою негативную роль в этом деле.
Вертикальная металлообработка может быть затруднительной. Вопрос не решится даже тогда, если вы уменьшите показатели силы тока.
Это связано с диаметром порошковых проводов и их выпуском от 2,5 мм. Для того, чтобы такая проволока функционировала правильно, нужно применять высокие показатели тока. Кабель при этом будет расплавляться бесперебойно.
Кабель при этом будет расплавляться бесперебойно.
Мастера также говорят о том, что соединения получаются низкого качества. Порошковые кабели имеют пустоту внутри. Флюс невозможно поместить внутрь так, чтобы он пролегал к конструкции плотно.
При есть большие поры. Новички, не имеющие большого опыта в сварочном деле, сталкиваются со значительными трудностями.
Как применять порошковую проволоку
Если вы однажды работали с естественной сваркой при помощи электродов, то новый метод не принесёт для вас трудностей. Присадка из порошка похожа на обычную металлообработку при помощи электродов. При этом используется флюс.
Можно работать несколькими способами. Возможна самостоятельная подача проводов, а также удерживание их в руках. Другой вариант состоит в том, что вы помещаете провода в устройство и делаете процесс простым.
В 9 случаях из 10 при работе с порошковыми проводами необходимо использовать статический ток и противоположную полярность. Определенные модели кабеля предполагают использование активного тока.
Определенные модели кабеля предполагают использование активного тока.
Это происходит в редких случаях. Так случается, потому что постоянный ток создает прочные сварочные швы. При этом металл не разбрызгивается.
Нужно следить за тем, как вылетает кабель. Показатель должен быть от полутора до двух сантиметров. Точную цифру вы найдете в инструкции к аппарату.
Нужно помнить о том, что горелка должна соответствовать параметрам. Дыра на выходе должна быть большего диаметра, чем провод. Конец светоча должен быть медным или таким, который состоит из медного сплава.
Когда создается соединение, не делайте никаких резких перемещений горелкой. Всё должно происходить плавно и с использованием небольших колебаний. Помните о том, как должна разжигаться проволока.
Перед тем, как проводить металлообработку, она подогревается в печи или с использованием горелки. Температура на выходе должна быть 250 градусов.
Примесный материал нагревается в течение 120 минут или более. Проволоку не стоит нагревать, если она состоит из органических элементов.
Проволоку не стоит нагревать, если она состоит из органических элементов.
Подведём итоги
Провода, используемые для сварки при помощи полуавтомата, изготавливаются из металла, если речь идет о защитном газе. Они могут быть из флюса, который будет работать по аналогии с газом.
Использование таких проводов приведет к получению некачественных швов. Но иногда порошковые присадки незаменимы в работе.
Во многих случаях у мастера не получается перемещать габаритное устройство. Если металлообработка производится в трудной локации, тогда порошковые кабели будут незаменимыми.
Если металлообработка производится в трудной локации, тогда порошковые кабели будут незаменимыми.
Несмотря на то, что у этой проволоки есть плюсы и минусы в работе, иногда они не сравнимы с другими материалами. Если у вас был опыт работы с такой проволокой, тогда пишите об этом в комментариях. Желаем успехов в работе!
суть технологии, где и зачем применяется, плюсы и минусы
Для новичков часто становиться загадкой, «Для чего существуют столько видов сварки, столько снаряжения и методологий, когда под рукой всегда обычный газовый полуавтомат с проволокой, что справляется со своей работой, по качеству времени и стоимости ?».
На самом деле, что квалифицированные специалисты на крупных заводах, что домашние мастера-любители зачастую пользуются полуавтоматическим оборудование.
Ведь оно оптимальное по качеству сварки, аккуратности шва, и главное, долговечности.
Содержание статьиПоказать
Актуальность
Также нам не нужно без конца бегать с целью поменять снова закончившийся электрод на новый, если предстоять запаять длинный шов. Ведь в полуавтоматических установках проволока поступает самостоятельно и равномерно.
Ведь в полуавтоматических установках проволока поступает самостоятельно и равномерно.
И качество конечного результата совсем иное, нежели при роботе с электродами. Но конечно всегда есть оговорка.
Все осведомлены, что сварка с полуавтоматом невозможна без тяжеленного, громоздкого баллона с газов, что вполне может весить как мужчина средней комплекции.
Так что при роботе просто неба вы должны тащить эту железную тушу за собой, ведь варить вы точно не будете на одном квадратном метре. Так что комплект с баллона и полуавтомата сильно усложняет перемещение.
Конечно вы можете использовать шланг, но он стоит далеко не копейки. Так что в такие времена на помощь приходит метод порошковой сварки (FCAW), оно делает роботу подобной к среде защитных газов, но баллон при этом не нужен.
Вам интересно, как это может быть? Действительно ли так можно, и в чем механизм такой сварки. В чем преимущества и недостатки давайте попробуем поговорить об этом?
Общие сведения
Начнем разбираться чем же хорош способ сварки порошковой проволоки без использования газа.
Конечно везде есть свои нюансы, например, когда вы используете этот метод то электрическая дуга делает шов, и вся опасность в том, что может попасть воздуха, а это конечно плохо повлияет на качество и прочность шва.
Но мы может и избежать таких проблем просто защитив участок сварки от не приятного влияния атмосферы. И опять вернемся к нашим баллонам с газом, мы можем их использовать, но это сделает процесс долгим и не удобным.
Для таких ситуаций мы и воспользуемся сваркой с помощью полуавтомата и порошковой проволоки, где нам не будет нужен газ.
Дуговая сварка порошком достаточно отличается от газовой. Содержание такого материала совсем иное, порошковая проволока пустотелая, а изнутри обволакивается этим самым порошком.
Именно такая конструкция делает проволоку хорошим проводником для тока и так же не позволяет ей сминаться. Когда поверхность начинает плавиться то выделяет газовое скопление, это защищает метал от влияния кислорода.
Флюс-так называется порошок, что внутри, непосредственно, проволоки.
Но состав от разных фирм может быть не похожим-это право производителя. Состав определяет специализацию в которой применяют данную проволоку.
К нашему счастью состав никакая не загадка и всегда пишется на упаковке, и абы каким он не будет, он должен соответствовать стандартам ГОСТ.
На рынке можно встретить проволоку с разнообразными размерами, так что вам под силу металл любой толщины.
 Диаметр можно встретить от 0,4 до 3,2 миллиметров.
Диаметр можно встретить от 0,4 до 3,2 миллиметров.Так что вы сможете сварить толстую, тонкую сталь, углеродную сталь, нержавеющие металлы или оцинкованные, а эти может похвастаться не каждый метод сваривания металлов. За вам остаётся подобрать вид флюса и начинать роботу, не забывая про автомат.
Использование
Такая сварка будет вам очень удобна, если предстоит робота в труднодосягаемый зонах. Если, например, варить нужно очень высоко или наоборот где-то под землей.
Но этого будет мало в сложных условиях труда, еще можете купить портативный сварочный аппарат, обычно он немного меньше стандартного.
Его можно закинуть на плече и удобно с ним передвигаться, и немало важно наличие стандартной розетки на 220В.
Но для новичков такой метод покажется не легким, он требует некоторого опыта для работы с металлическими конструкциями, что бы ваша робота была эффективной.
Но конечно никто не запретит вам пробовать и учиться новому, главное не забывайте про технику безопасности.
Преимущества и недостатки
Как любой вид сварки этот имеет свои особенности, все таки порошковая, без газовая сварка достаточно не классический метод. Начнем с хорошего: сварка порошковой проволокой на все сто портативен, нам не нужно тащить за собой тяжёлый баллон.
Туда же ми можем отнести то что он удобен в труднодоступных зонах на высоте или ниже уровня земли. Еще он более производительный, если сравнивать со сваркой электродами. Следующее дуга что образоваться не затухнет от неожиданного ветра.
А теперь о грустном, поскольку у всего есть недостатки и наша сварка есть тому подтверждением. Сварка порошковой проволокой выходит более дорогой нежели газовая сварка. Комплектующие стоят несколько дороже нежели электроды.
Так что если вы думали использовать такую технологию в целях экономии денег на газе, то ваша идея прогорела.
Вы уже поняли, что такой метод достаточно специфичен, так что использовать его в рутинной роботе вам не будет смысла. Этот метод для сложных зон. Но, а если вы находитесь в зоне своего комфорта то перетащите туда газовый баллон и не тратте лишних денег.
Этот метод для сложных зон. Но, а если вы находитесь в зоне своего комфорта то перетащите туда газовый баллон и не тратте лишних денег.
Ну и последний минус-это не очень высокий уровень шва, если ми сравним з газовой сваркой металлов.
Особенности метода
Как ми уже писали ранее, у каждого вида сварки есть свои нюанса, которые нельзя проигнорировать если мы хотим получить хороший результат. Для любителя часто бывает не просто сформировать ровный шов, пока они ещё не научились роботе с дугой.
Для таких случаев мы советуем приспособить на свой аппарат для сварки прямую полярность. Это сделать совсем не сложно, достаточно переключить контакты, что находятся в середине полуавтомата.
Далее вы должны переключить провод, что присоединен к горелке к массе, а кабель что до этого был подключенным к массе переставить к горелке. Ещё вам нужно приспособить особенные ролики, что заниматься подачей проволоки.
Ролики по размеру должны соответствовать диаметру выбранной вами проволоки. Эти ролики идут практически стандартные, то есть один комплект может подойти к нескольким размерам.
Не переживайте, что можете не разобраться, и купить не те, вся информация указана на коробке.
Также помните что проволока внутри пустая, будьте нежны, и не затягивайте ролики сильно, иначе вы помнете проволоку. Если проволока затруднительно протягивается просто снимите наконечник, дело пойдет легче.
Ещё вы можете не использовать сопло, ведь мы работаем без газа. Также у вас может возникнуть проблема с тем, что брызги метала прилипнуть на наконечник.
Также у вас может возникнуть проблема с тем, что брызги метала прилипнуть на наконечник.
Не паникуйте, а просто смажьте его специальной смазкой, которое найдете в любом строительном или хозяйственном магазине.
Следующий нюанс в том, что порошковая сварка с проволокой нужно проводить на не высоком напряжении и на низкой скорости накладки проволоки. Поэтому нам не подойдет очень мощный аппарат, они слишком сильные для порошковой проволоки.
Если вам предстоит сварка металла тоненького до 1,5 сантиметра, то не стоит поднимать напряжение выше 15В, а скорость поступления материала не больше 3 метра в минуту.
Вы подумаете, что такие показатели низкие и не справляются, но качество всегда ценнее нежели время. Советуем поддерживать горелку под наклоном, и направлять ее вперед. Дуга не может быть цельной.
Внимание! Когда вы проводите сварку, начинает появляться шлак, позже он просто липнет на сам шов, и вы уже ничего с ним не сделаете. Так что когда ваш метал немного охладиться, очистите щеткой эти крупицы.
А если вы планируете накрадывать несколько слоев, то удаление шлака необходимо. Что бы вас шов был красивый, удалите шлак, а после красиво зашлифуйте металлической щеткой.

Но что бы вы не делали шов выходит не таким идеальным как при газовой сварке, он толстоват, с наплывами и избытком металла, также часто он выходит кривой. Во всем виновата прерывистая, не стабильная дуга.
Но самое печальное что можно встретить участки которые просто не сварились. Но мы нечего не можем с этим сделать, так что используйте этот метод только в исключительных ситуациях.
Итог
Сварка порошковой проволокой является лучшим, при условии, если нужно проводить работы на сложных участках и если у вас например уже есть все необходимые материалы, поскольку материалы не дешёвые.
Для того, чтобы начать роботу установите прямую полярность на сварке и вперед, все готово к эксплуатации. Конечно приспособиться к такому методу сварки достаточно не просто, тем более если вы любитель, но практика даст свои плоды.
Поскольку владеть таким методом обработки метала крайне полезно.
Плюсы конечно есть и они значительные, вам будет комфортно передвигаться, без тяжелого газового баллона и так же удобно работать к экстремальным условиях например, на высоте, или производить экстренные ремонты металлических конструкций.
Новичкам будет туго, прежде всего через необходимость освоить работу с поведением дуги.
Конечно так же приятно, что этот метод является достаточно инновационным. Да, возможно качество пока что хромает, но наука двигается, и я думаю, что скоро такой метод продемонстрирует себя в полной силе.
Пробуйте, экспериментируйте и, конечно, делитесь своими успехам и неудачами в комментариях, поделитесь опытом и сами почерпните нужных знаний. Покажите нашу статью друзья или семье. Всего хорошего
Покажите нашу статью друзья или семье. Всего хорошего
что это, особенности и требования, видео
В настоящее время разработано много технологий, которые используются для сваривания разных видов металла. Каждая из них обладает преимуществами и недостатками, поэтому невозможно сказать, какая считается самой лучшей. Но иногда бывают ситуации, когда целесообразно использовать определенный вид сварочного процесса, который позволит создать качественный и прочный шов.
Что касается сварки порошковой проволокой, то этот метод пользуется популярностью среди сварщиков. Во время нее присадочный материал подается в непрерывном режиме, в результате этого получается длинное и прочное соединение. Но все же предварительно стоит рассмотреть главные особенности этого вида сварки.
Требования к проволоке
Порошковая проволока имеет вид обычной трубки. Внутрь нее укладывается флюс с добавлением металлического порошка. Проволока имеет классификацию, которая зависит от следующих важных характеристик:
- Предназначения материала;
- Варианта используемой защиты;
- Механических качеств;
- Положения при проведении сварочных работ.

Обычно порошковая сварка используется для работ с низколегированной и менее прочной низкоуглеродистой сталью.
К главным требованиям сварки с использованием порошковой проволоки относят:
- При проведении процесс отмечается стабильность в нагреве электрической дугой.
- Наблюдается легкое возникновение дуги.
- Равномерное плавление проволоки, не возникает сильного разбрызгивания раскаленного металла.
- Шлак, который возникает во время порошковой сварки на области сварного шва, должен с легкостью очищаться после остывания. Также он должен обеспечивать равномерное покрытие всей поверхности соединения.
- В структуре сварного шва не должно быть повреждений, изъянов, дефектов.
Виды порошковой проволоки
Сварка полуавтоматом порошковой проволокой может выполняться с использованием разных видов расходных материалов. В зависимости от способа применения и метода защита от внешних воздействий порошковый элемент может быть газозащитного и самозащитного вида.
Газозащитный вид
Газозащитную проволоку обычно применяют при проведении полуавтоматической и автоматической сварки для сваривания низколегированных и углеродистых сталей. Она позволяет получить прочный шов с чистой поверхностью без дефектов и изъянов.
Важно! Сварка порошковой проволокой газозащитного вида проводится в среде защитных газов. Часто используется углекислый газ или его смесь с аргоном. Защитный газ поступает извне.
Данную технологию часто применяют для создания нахлестов, она подходит для работы в местах стыков и на углах металлических конструкций. Для ее проведения подходит автоматическое и полуавтоматическое сварное оборудование. Использование этого процесса позволяет добиться постоянство струи, он имеет сниженные показатели разбрызгивания и высокую стойкость к появлению пор и шлака.
Самозащитный вид
Самозащитный материал выполняется в виде «вывернутого» электрода. Сварка самозащитной порошковой проволокой позволяет проводить работы при разных температурных режимах, даже при экстремальных, при сильных порывах ветра и при других неприятных условиях.
Стоит отметить! Самозащитная проволока часто используется для сварки под названием fcaw. Но что это такое сварка fcaw? Данный процесс осуществляется без применения защитных газовых смесей. Во время него не нужно применять большие газовые баллоны, достаточно поднести сварочный аппарат к месту работы.
Самозащитная проволока обладает следующими положительными качествами:
- Она позволяет проводить сварочные работы в разных положениях;
- Дуга находится в открытом состоянии, именно это позволяет аккуратно передвигать наплавляемый металл;
- Проволока обладает специальным типом покрытия, который повышает устойчивость материала к давлению, оказываемому роликами;
- Во время процесса контролируется химический состав, это минимизирует образование шлака.
Особенности сварки без газа
Для сварки порошковой проволокой без газа обычно применяется самозащитный материал. Он выполняет те же задачи, что и флюс. Во время работ используется специальный порошковый состав с содержанием кремниатов и силикатов. Они отторгаются расплавленной металлической основой и приводят к образованию на поверхности защитной пленки, которая затрудняет попадание кислорода в расплавленный металл.
Они отторгаются расплавленной металлической основой и приводят к образованию на поверхности защитной пленки, которая затрудняет попадание кислорода в расплавленный металл.
При проведении сварки полуавтоматом порошковой проволокой без газа многие сварщики используют сварочный материал, который имеет вид трубки из мягкого легкоплавкого металла. Внутри трубка полая. Ее полость внутри обычно заполняется порошком из кремниатов или флюсом, он при плавлении не сгорает, а просыпается на поверхность металла.
Для того чтобы во время процесса дуга смогла успешно войти в сварную ванну и был сформирован правильный шов, требуется выставить прямую полярность при сварке порошковой проволокой. На полуавтоматических устройствах выполняется это переключением контактов внутри аппарата.
Плюсы сварки без газа
Сварка с использованием порошковой проволоки имеет ряд положительных качеств, среди которых стоит выделить:
- Не нужно применять громоздкие баллоны с газом, которые тяжело переносить.
- Обладает беспрепятственным перемещением, работать можно на любой высоте, в труднодоступных местах.
- Высокая производительность труда.
- При проведении процесса используется специальный порошковый состав, который приводит к появлению шлака, защищающего металла от окисления кислородом, что является отличительным признаком дуговой сварки порошковой проволокой от сварочного процесса с использованием защитного газа.
- Дуга не проявляет повышенную чувствительность к ветру.

Сварка с использованием порошковой сварки считается востребованной технологией для работы с низколегированными и углеродистыми сталями. Но все же чтобы процесс был проведен правильно и точно, важно знать его главные особенности и требования.
Для начала стоит рассмотреть виды сварочного материала, который может применяться для сваривания металла. Кроме этого немаловажным будет знание принципов проведения процесса без использования защитного газа.
Интересное видео
 youtube.com/embed/vXYtmYTDKMA?autoplay=0&start=0&rel=0″/>
youtube.com/embed/vXYtmYTDKMA?autoplay=0&start=0&rel=0″/>
Начните с основ: понятие о порошковой проволоке
Обладая базовыми знаниями, вы можете уверенно выбирать и использовать порошковую проволоку для собственных сварочных работ.
Проволока для дуговой сварки порошковой проволокой (FCAW), безусловно, не нова, но, как и в любой части процесса сварки, их понимание может сбивать с толку — без правильной информации. Знакомство с некоторыми основами, включая наиболее подходящие области применения, общие классификации и характеристики, а также преимущества и ограничения порошковых проволок, может дать значительные результаты.Обладая дополнительными знаниями, вы сможете уверенно выбирать и использовать порошковую проволоку для собственных сварочных работ.
Порошковые проволоки используются с 1950-х годов и доступны в двух основных версиях: с газовой защитой и самозащитой. Оба типа состоят из внешней оболочки и заполнены флюсом, составом, представляющим собой смесь сплавов и раскислителей, последние из которых необходимы для защиты сварного шва от загрязнений.
Как следует из названия, порошковая проволока с защитной газовой оболочкой требует внешнего источника защитного газа для защиты сварного шва; самозащитных проводов нет.Флюс в самозащитной проволоке генерирует защитный газ, что делает эту проволоку очень портативной и идеальной для сварки на открытом воздухе, например, для стальных конструкций, судостроения и строительства мостов. Обычные области применения порошковой проволоки с защитным газом включают общее производство, сосуды высокого давления, нефтехимические трубопроводы и производство тяжелого оборудования.
Начните с начала
Порошковая проволока с защитным газом и самозащитой доступна для плоской / горизонтальной или всепозиционной сварки основных материалов от мягкой и низколегированной стали до нержавеющей стали и специальных легированных металлов, таких как хром -молибден.Порошковая проволока также доступна для упрочнения новых деталей, чтобы защитить их от ударов и истирания, а также для восстановления старых или изношенных деталей. Обратите внимание, что проволока для упрочнения не имеет классификации Американского сварочного общества (AWS), в отличие от всех других газопорошковых проволок и самозащитных порошковых проволок.
Обратите внимание, что проволока для упрочнения не имеет классификации Американского сварочного общества (AWS), в отличие от всех других газопорошковых проволок и самозащитных порошковых проволок.
Например, порошковая проволока в среде защитных газов, предназначенная для сварки низкоуглеродистой стали, имеет классификацию AWS E70T-1C. В этой классификации:
- E обозначает электрод
- 7 обозначает предел прочности на разрыв (здесь 70 000 фунтов на квадратный дюйм [PSI])
- 0 обозначает плоское и горизонтальное положение (1 означает, что проволока имеет возможность сварки во всех положениях)
- T обозначает трубчатую (порошковую) проволоку
- 1 обозначает применимость и рабочие характеристики проволоки, включая ее рабочие параметры
- C обозначает, что изделие должно использоваться со 100-процентным CO 2 , только в защитном газе
Для порошковой проволоки с защитным газом требуется либо чистый CO 2 , как в предыдущем примере, либо смесь аргона / CO 2 (обозначена буквой M в конце классификации). Использование CO 2 обеспечивает хорошее проплавление, но может вызвать большее количество брызг и менее стабильную дугу; смесь аргона / CO 2 обеспечивает хорошее качество дуги и меньший уровень разбрызгивания, но обычно обеспечивает меньшее проникновение. Самоэкранированные порошковые проволоки, опять же, не требуют подачи защитного газа извне. См. Рисунок 1 для получения информации о других классификациях и рабочих характеристиках порошковой проволоки.
Использование CO 2 обеспечивает хорошее проплавление, но может вызвать большее количество брызг и менее стабильную дугу; смесь аргона / CO 2 обеспечивает хорошее качество дуги и меньший уровень разбрызгивания, но обычно обеспечивает меньшее проникновение. Самоэкранированные порошковые проволоки, опять же, не требуют подачи защитного газа извне. См. Рисунок 1 для получения информации о других классификациях и рабочих характеристиках порошковой проволоки.
AWS | Защита | Положение при сварке | Ток и полярность | Минимальная прочность на растяжение | |||||
E70T-1C | CO 2 , | Плоское / горизонтальное | DCEP | 70,000 | |||||
| 1C / M | CO 2 или Ar / CO 2 , | Все | DCEP | 70,000 | |||||
E70T-2C / M | CO 2 или Ar / CO 2 , | Плоское / горизонтальное | DCEP | 70,000 | |||||
E70T-3 | Отсутствует | Плоское / горизонтальное | DCEP | 70,000 | |||||
E70T-4 | |||||||||
E70T-4 Нет | Плоское / горизонтальное | DCEP | 70,000 | ||||||
E70T-5C / M | CO 2 или Ar / CO 2 , | Плоское / горизонтальное | DCEP | 70,000 | |||||
E70T-7 | Нет | Плоское / горизонтальное | DCEN | 70,000 | Нет | Все | DCEN | 70,000 | |
E71T-9C / M | CO 2 , или Ar / CO 2 , | Все | DCEP | 70,000 | |||||
E71T-11 | Нет | Все | DCEN | 70,000 | |||||
E71T-12C / M | CO 2 , или Ar / CO 2 , | Все | DCEP | 70 000 |
Рисунок 1
Другими факторами, которые следует учитывать при использовании как газозащитной, так и самозащитной порошковой проволоки, являются их шлаковые системы, которые подразделяются на рутиловые (Т-1) или основные (Т-5). Порошковая проволока с рутиловым шлаком обеспечивает хорошую свариваемость (малое разбрызгивание, хорошее качество дуги и хороший контроль сварочной ванны), но ее механические свойства, как правило, не так хороши, как у проволоки с базовой системой шлака.
Порошковая проволока с рутиловым шлаком обеспечивает хорошую свариваемость (малое разбрызгивание, хорошее качество дуги и хороший контроль сварочной ванны), но ее механические свойства, как правило, не так хороши, как у проволоки с базовой системой шлака.
Порошковые проволоки с газовой защитой и самозащитой доступны в различных отраслевых стандартах диаметров, в том числе 0,035, 0,045, 0,052, 1/16, 5/64 и 3/32 дюйма, и работают с залипанием проволоки. (также называемый электрическим вылетом или удлинением электрода) в пределах от 1 дюйма.
Несколько примечаний по диаметру проволоки и вылету: во-первых, проволока большего диаметра не обязательно означает больший, лучший сварной шов или, более конкретно, большее наплавление (сколько металла сварного шва помещается за данный промежуток времени) . Следуйте рекомендациям производителя для достижения желаемой наплавки для данной порошковой проволоки и области применения. Во многих случаях проволока меньшего диаметра может обеспечить лучший результат.
Во-вторых, для проволоки меньшего диаметра обычно требуется меньший вылет, но точная классификация данной порошковой проволоки и сила тока, при которой она используется, также определяют длину вылета.
Порошковые проволоки работают от источников постоянного напряжения (CV). В зависимости от состава провода источник питания должен быть настроен на прямую полярность (отрицательный электрод постоянного тока или DCEN) или обратную полярность (положительный электрод постоянного тока или DCEP). Состав проволоки также определяет, можно ли ее использовать для одно- или многопроходной сварки. Лучше всего проконсультироваться с производителем или дистрибьютором присадочного металла и прочитать этикетку на упаковке или лист технических характеристик проволоки, чтобы узнать точные рабочие параметры.
Вы также можете обратиться к этим ресурсам для получения инструкций по хранению и обращению. Однако, как правило, газозащитные и самозащитные порошковые проволоки должны быть хорошо защищены от влаги, так как воздействие влаги может привести к ухудшению сварочных характеристик и, вероятно, к аннулированию гарантии производителя.
Рассмотрим преимущества и недостатки
Как и любая сварочная проволока или сварочный процесс, порошковая проволока (как с защитным газом, так и с самозащитой) имеет преимущества и недостатки.К преимуществам обоих способов относятся более высокая скорость наплавки, чем у сплошной проволоки или стержневого электрода, красивый внешний вид сварного шва и возможность сваривать толстые материалы.
Порошковая проволока также обеспечивает хорошие механические свойства, такие как высокопрочные сварные швы и высокие ударные вязкости, и может быть легирована для соответствия различным основным материалам. Эти проволоки более устойчивы к загрязнениям и прокатной окалине и могут сваривать такие загрязнения с меньшей предварительной очисткой, чем другие типы сварочной проволоки или стержневых электродов.Учтите, однако, что предварительная очистка всегда рекомендуется как лучший способ при сварке. И, наконец, порошковая проволока относительно щадящая, а это означает, что обычно они не требуют от операторов такой же квалификации или хорошей подготовки, как те, которые работают с другими типами присадочных металлов.
Основным недостатком порошковой проволоки является необходимость очистки шва после сварки. Как в газозащитной, так и в самозащитной проволоке образуется шлак, который необходимо удалять путем стружки и / или очистки проволочной щеткой между проходами сварки или после завершения последнего прохода.В некоторых случаях эти провода также могут быть дороже за фунт, чем сплошные провода.
Bottom Line
Перед тем, как выбрать для применения сварочную проволоку с защитным газом или самозащитную порошковую проволоку, обратите внимание на некоторые из этих основных сведений. Или, если сомневаетесь, помните, что дистрибьюторы сварки и производители присадочного металла всегда могут помочь принять обоснованное решение о порошковой проволоке или любой другой части процесса сварки.
Поставщики / поставщики сварочной проволоки для порошковой проволоки в Китае Поиск, закупка, агент по закупкам и услуги у китайских производителей / поставщиков проволоки для порошковой сварки
- Торговый центр MRO Products
- Торговый центр MRO Products / Китай
Страны:
ОАЭ
- Индия
Насчет нас
- Свяжитесь с нами
- Категории
- COVID19 Защитное оборудование
Носить защитный
- Маска для лица
- Костюмы защитные
- Перчатки медицинские
- Шляпа от солнца с маской
Обнаружение вирусов
- Kuang-Chi AI Защитный шлем
- Набор для тестирования на коронавирус
- Термометр
- Робот для дезинфекции
Медицинское оборудование
- УФ-дезинфекция
- Ультразвуковая система
- Машина для изготовления масок
- Вентилятор
- Машинное оборудование
Машинное оборудование
- Инженерная и строительная техника
- Машины землеройные
- Металлургическое оборудование и оборудование
- Промышленное лазерное оборудование
- Деревообрабатывающее оборудование
- Упаковочная машина
Механические детали и услуги по изготовлению
- Насосы и детали
- Клапаны
- Двигатель
- Формы
- Фитинги
- Уплотнения
- Электрооборудование и электронные компоненты
Электрооборудование и материалы
- Разъемы и клеммы
- Аккумуляторы
- Профессиональное аудио, видео и освещение
- Блоки питания
- Генераторы
- Электрические вилки и розетки
Электронные компоненты и принадлежности
- Активные компоненты
- Оптоэлектронные дисплеи
- Пассивные компоненты
- Электронные аксессуары и принадлежности
- Оборудование для производства электроники
- Электронные знаки
Телекоммуникации
- Коммуникационное оборудование
- Телефоны и аксессуары
- Антенны для связи
- Освещение и освещение
Освещение и освещение
- Светодиодное освещение
- Осветительные аксессуары
- Профессиональное освещение
- Внутреннее освещение
- Осветительные лампы и трубки
- Наружное освещение
- Автомобили и мотоциклы, Транспорт
Автомобили и мотоциклы
- Инструменты для транспортных средств
- Автоэлектроника
- Авто Двигатель
- Автомобили
- Транспортное оборудование
- Автоматическая электрическая система
Транспорт
- Морские принадлежности
- Контейнер
- Велосипед
- Электрический велосипед
- Автобус
- Запчасти для грузовиков
- строительство
Строительство и недвижимость
- Двери и окна
- Системы отопления, вентиляции и кондиционирования воздуха и запчасти
- Ванная
- Плитка и аксессуары
- Металлические строительные материалы
- Доски
Минералы и металлургия
- Металлолом
- Магнитные материалы
- Сталь
- Стекло
- Проволочная сетка
- Слитки
Резина и пластмассы
- Пластиковые изделия
- Пластмассовое сырье
- COVID19 Защитное оборудование
Сварка сердечника флюсом
Кликните сюда!
web metal news article 2/2011
Электроснабжение и оборудование
Электроснабжение и оборудование делают возможным этот тип сварочного процесса. Как только вы поймете, какое оборудование используется, внутренняя работа станет простой. Сварочные источники питания
Как только вы поймете, какое оборудование используется, внутренняя работа станет простой. Сварочные источники питания
MIG обозначаются как источники питания CV или «постоянного напряжения» . Этот источник питания производит электрический ток , чтобы создать дугу для сварки металла. Термин CV означает, что параметры нагрева регулируются напряжением. При сварке MIG аппарат всегда настраивается по напряжению, и этот тип источника питания поддерживает напряжение на постоянном уровне.Что происходит, так это то, что сила тока колеблется, но напряжение остается в установленном диапазоне.
Для сварки MIG требуется система подачи проволоки. Система подачи проволоки — это то, что подает электрод или присадочную проволоку к сварному шву. Отсюда и появился термин «сварка проволочного колеса». Подачи проволоки бывают разных форм. Некоторые из них являются частью блока питания, а более дорогие модели поставляются в автономной форме или содержатся в портфеле. Подача проволоки регулируется в дюйм / мин или «дюймов в минуту».Так регулируется и настраивается скорость присадочной проволоки. Система подачи проволоки также управляет защитным газом и всеми сварочными операциями, о которых сигнализирует горелка MIG.
Подача проволоки регулируется в дюйм / мин или «дюймов в минуту».Так регулируется и настраивается скорость присадочной проволоки. Система подачи проволоки также управляет защитным газом и всеми сварочными операциями, о которых сигнализирует горелка MIG.
И, наконец, пистолет МИГ. Пистолет MIG имеет рукоятку с спусковым крючком, который прикреплен к устройству подачи проволоки с помощью кабеля. Пистолет MIG подает присадочную проволоку, защитный газ и электричество к стыку. Как только сварщик нажимает на спусковой крючок, сварочный пистолет MIG защищает зону сварки от воздуха, создает дугу и запускает процесс сварки, подавая проволоку к стыку.
Защитные газы
Защитный газ — это то, что делает возможным процесс сварки MIG. Для сварки MIG используется много типов защитных газов. Поскольку электроды представляют собой сплошную металлическую проволоку, они всегда нуждаются в некоторой защите от воздуха. Газы варьируются от инертных до реактивных. Во многих случаях используемые газы представляют собой комбинацию двух или более газов. Некоторые из наиболее часто используемых газов:
Во многих случаях используемые газы представляют собой комбинацию двух или более газов. Некоторые из наиболее часто используемых газов:
- Аргон
- Двуокись углерода
- Гелий (в редких случаях)
- Кислород (в малых процентах)
Для большинства сварочных работ используется комбинация газов аргона и углекислого газа .Когда дело доходит до сварочных газов, аргон обеспечивает более чистый сварной шов, а углекислый газ помогает сварному шву проникать глубже. Двуокись углерода можно использовать отдельно для более тонких металлов, но при сварке он также выделяет много дыма. Некоторые из наиболее часто используемых газов для сварки низкоуглеродистой стали:
- 100% диоксид углерода
- 25% двуокиси углерода и 75% аргона
- 2% двуокиси углерода и 98% аргона
Смеси обозначаются как C25 и C2. C обозначает двуокись углерода, а число — процент двуокиси углерода в смеси. Предполагается, что остальной газ в смеси — аргон. Для сварки используется сам аргон:
- Алюминий
- Медь
- Никель
- Титан
Как мигрировать Weld.com
Как сваривать тонкий металл с сердечником из флюса?
Привет, я сварщик начинающего уровня.Я прошел два курса по сварке. Я выучил всю основную информацию, чтобы начать сварку.
Мой отец владеет бизнесом, который включает команду из пятнадцати человек, отправляющихся на кораблекрушение, включая меня.
Идем туда и ищем остатки мебели и шкафов. Теперь наша задача — восстановить товары, которые мы получили от обломков, и продать их в нашем магазине.
В процессе реставрации обычно используются сварочные шкафы и стальные гардеробы.
Сваркой занимаются отец и дядя.Поскольку мой отец стареет, он собирается уйти со сварочной работы.
Итак, вот уже год я прохожу курсы сварки, чтобы отправить его на пенсию. Я использую метод «сердечник из флюса» для сварки тонких металлов, так как шкафы и стальные гардеробы изготавливаются из тонких металлов.
Оборот сердечника из флюса
До 1950 года обычным использованием сварки тонких металлов была дуговая сварка защищенным металлом (SMAW), в середине 1950-х годов была разработана сварка сердечником под флюсом.
Переход от сварки экранированных металлов к порошковой порошковой сварке был значительным. В методе дуги с использованием экранированной металлической дуги используются ненужные стержневые электроды. Это помогло преодолеть многие ограничения, связанные с SMAW по сравнению с FCAW.
Меры безопасности
Работа со сваркой может быть очень опасной, если не соблюдать меры безопасности на рабочем месте.
Недостаточно усилий для обеспечения безопасности может привести к серьезной аварии или даже опасной для жизни.
Выбор правильного оборудования является обязательным, поскольку при сварке образуются частицы, металлы, УФ-излучение. Воздействие на человеческое тело может вызвать смертельные или серьезные травмы наших органов.
Что такое Flux Core?
Сердечник из флюса — это процесс сварки, в котором используется трубчатый электрод с проволокой, заполненной флюсом; ее также называют дуговой сваркой порошковой проволокой (FCAW).
При дуговой сварке порошковой проволокой используются аналогичные или идентичные инструменты, используемые при сварке MIG (в инертном газе).
Однако дуговая сварка порошковой проволокой может выполняться и без защитного газа. Сварка MIG — гораздо менее продуктивный процесс, чем дуговая сварка флюсовым сердечником. Что ж, FCAW считается наиболее производительным процессом ручной сварки.
Как сварить тонкий металл с помощью флюсовой сварки?
В процессе сварки дуга используется для соединения сплошного присадочного металлического электрода с основным материалом.
Проволочный электрод, наполненный флюсом, затем автоматически подается через центр флюсовой пушки, что частично является тем же методом, и оборудование такое же, что и при сварке металлов в инертном газе.
Газовая защита при сварке обеспечивается горелками, защищающими от окисления. Электрод, содержащий флюс, создает шлак (отходы плавки), который покрывает сварной шов и защищает его от воздействия атмосферы.
Преимущества использования сварки сердечником под флюсом
- Сварка сердечника флюсом — увлекательный и простой процесс для начинающих.
- Его можно носить с собой, так как использование защитного газа для сварки не обязательно.
- Доступны варианты, для защитного газа или без защитного газа.
- Очень популярен среди сварщиков; запасные части широко доступны.
- Может сваривать не полностью чистые металлы, а также может проникать в металлы большой толщины.
- с газовой защитой может стать хорошим компромиссом.
- Сварка подходит для любых внешних условий, включая ветер или сильные сквозняки, в отличие от газовой сварки, ее не унесет ветром.
Порошковая проволока
Недостатки Flux Core
- Сложная сварка не может быть выполнена на базовой установке для флюсового сердечника.
- Процесс сварки может быть медленнее, чем сварка металла в инертном газе (MIG).
- По сравнению с другими простыми методами сварки сердечник из флюса может быть немного дороже.
- Создает больше дыма, чем другие сварочные процессы.
- Подача проволоки относительно сложна.
Последние мысли
Жизнь — это не ложе из роз; мы живем по нашему кодексу поведения. Нам должно быть удобно во всех сферах нашей жизни. Так же сварщик должен быть своевременным, экономным по времени и аккуратным в работе.
На мой взгляд, сварка сердечником флюсом — это довольно простая сварка. Чтобы воспользоваться этим навыком, человеку не нужно тратить сотни часов на изучение простого навыка сварки.
Более того, проволока с сердечником из флюса на 10% больше, чем сплошная проволока, более чем на 50% выше, чем при дуговой сварке.
Эффективность порошковой сварки тонкого металла составляет примерно 85–90%, то есть в 1,5–2 раза больше, чем при сварке сплошной проволокой, и в целых 5–8 раз эффективнее, чем при дуговой сварке защищенным металлом.
Итак, после всего анализа я могу с гордостью сказать, что, несмотря на то, что у моего отца есть дорогие сварочные установки, я возвращаюсь к сварке сердечником из флюса из-за ее эффективности.
советов по предотвращению распространенных проблем с порошковой сердцевиной и улучшению сварных швов FCAW
| Сварка порошковой проволокой дает много преимуществ при сварке в строительстве, включая высокую скорость нанесения и хорошие химические и механические свойства. |
Самозащитная порошковая сварка порошковой проволокой (FCAW) уже много лет является жизнеспособным процессом сварки для монтажа стальных конструкций, ремонта тяжелого оборудования, строительства мостов и других подобных применений. Это не удивительно, поскольку он обеспечивает высокую скорость наплавки, отличные химические и механические свойства, а также свариваемость, необходимую для этих работ. Тем не менее, это не означает, что в этом процессе нет проблем. К счастью, обладая некоторыми ноу-хау и небольшой практикой, вы можете предотвратить некоторые из распространенных проблем, связанных с процессом, и добиться необходимого качества сварки.
Совет 1: Избегайте проблем с подачей проволоки
Остановки подачи проволоки и сбои в работе являются распространенными проблемами на многих рабочих площадках и могут вызвать значительное время простоя. Два наиболее распространенных типа проблем с подачей проволоки — возгорание и скопление птиц — имеют тенденцию преждевременно гасить дугу, что, в свою очередь, может привести к дефектам сварки.
Возгорание происходит, когда проволока плавится в шарик на конце контактного наконечника, и чаще всего является результатом слишком низкой скорости подачи проволоки и / или слишком близкого удержания сварочного пистолета к заготовке.Чтобы предотвратить эту проблему, убедитесь, что скорость подачи соответствует вашей области применения, а расстояние от контактного наконечника до рабочего места не должно превышать 1 1/4 дюйма.
Во избежание скопления птиц — путаницы проволоки, мешающей подаче проволоки — во время сварки FCAW всегда используйте приводные ролики с рифленой V- или U-образной канавкой в устройстве подачи проволоки. По сравнению со сплошной сварочной проволокой GMAW (в которой используется приводной ролик с гладкой V-образной канавкой), проволока FCAW намного мягче (из-за ее трубчатой конструкции), и если вы используете неправильный ведущий ролик, он может легко сжать проволоку.
| Предотвратите возгорание, как показано здесь, за счет соответствующей скорости подачи проволоки и расстояния от горелки MIG до обрабатываемой детали. |
Кроме того, установка правильного натяжения приводного ролика может предотвратить сплющивание и запутывание проволоки. Чтобы установить правильное натяжение, сначала ослабьте натяжение приводных роликов. Увеличьте натяжение, подавая проволоку в ладонь сварочной перчатки, и продолжайте увеличивать натяжение на пол-оборота после проскальзывания проволоки.
| Использование правильных приводных роликов и настроек натяжения может предотвратить гнездование птиц. |
Другие причины гнездования птиц включают засорение вкладыша, неправильно обрезанные вкладыши или использование неправильного вкладыша. Незамедлительно замените лайнер, если вы обнаружите засор во время регулярной проверки сварочного пистолета и кабелей, и всегда обрезайте лайнер (используя соответствующие инструменты) в соответствии с рекомендациями производителя.Убедитесь, что лайнер не имеет заусенцев или острых краев, и всегда используйте лайнер правильного размера для вашего диаметра сварочной проволоки.
Совет второй: остановите пористость и отслеживание червяков
Пористость и отслеживание червяков — это распространенные нарушения сплошности сварных швов, которые могут ослабить целостность сварных швов. Пористость возникает, когда газ попадает в металл сварного шва и может появиться в любой конкретной точке сварного шва или по всей его длине. Чтобы предотвратить эту проблему, перед сваркой удалите с основного металла всю ржавчину, жир, краску, покрытия, масло, влагу и грязь.Использование присадочных металлов с добавлением раскислителей также помогает устранить такие загрязнения, но эти продукты никогда не должны заменять надлежащую предварительную очистку. Затем поддерживайте соответствующее удлинение или вылет электрода. Как правило, длина провода не должна превышать 1 1/4 дюйма. за контактным наконечником.
Во избежание прослеживания червяка — следов на поверхности сварного шва, вызванных газом, который создает флюс в сердечнике проволоки — избегайте чрезмерного напряжения для данной настройки подачи проволоки и силы тока.Лучше всего соблюдать параметры, рекомендованные производителем присадочного металла для конкретного диаметра сварочной проволоки. Если отслеживание червяков действительно происходит, уменьшайте напряжение с шагом в полвольта, пока не устраните проблему.
Совет третий: устранение включений шлака
Включения шлака возникают, когда шлак, образующийся расплавленным флюсом в сердечнике проволоки, застревает внутри сварного шва. Существует четыре основных причины появления шлаковых включений, и все они могут быть предотвращены с помощью надлежащих методов сварки.
Во-первых, избегайте неправильного размещения сварных швов, особенно при выполнении нескольких проходов на толстых участках металла, например, необходимых для корневых проходов сварных швов или широких отверстий с V-образной канавкой. Убедитесь, что в сварном шве достаточно места для дополнительных проходов, особенно на стыках, требующих нескольких проходов.
| Чтобы предотвратить отслеживание червя, используйте параметры, рекомендованные производителем для данного диаметра провода, и при необходимости уменьшите значение напряжения. |
Во-вторых, поддерживайте правильный угол и скорость движения. В горизонтальном, горизонтальном и вертикальном положениях угол перетаскивания должен составлять от 15 до 45 градусов. В вертикальном верхнем положении угол перетаскивания должен составлять от 5 до 15 градусов. Если вы видите включения шлака под этими углами, вам следует немного увеличить угол лобового сопротивления. Поддерживайте постоянную скорость движения; если двигаться слишком медленно, сварочная лужа выйдет за дугу и создаст шлаковые включения.
Затем поддерживайте надлежащий подвод тепла при сварке, так как слишком низкое тепловложение при сварке также может привести к включению шлака. Всегда используйте параметры, рекомендуемые производителем для данного диаметра проволоки. Если включения шлака все еще появляются, увеличивайте напряжение, пока включения не исчезнут.
Наконец, не забудьте тщательно очистить между проходами сварки, удаляя весь шлак с помощью молотка, проволочной щетки или шлифовки перед началом следующего прохода сварки.
Совет четвертый: предотвращение подрезов и отсутствия сплавления
Как и другие дефекты сварного шва, подрезы и отсутствие плавления могут влиять на качество сварных швов, а их предотвращение может существенно сократить время простоя и затраты на доработку.
Поднутрение возникает, когда канавка плавится в основном металле рядом с носком сварного шва, но не заполняется металлом сварного шва. Это приводит к более слабой поверхности у носка сварного шва и часто приводит к растрескиванию. Использование правильного сварочного тока и напряжения является ключом к предотвращению недорезов (не забывайте следить за параметрами сварки), как и регулировка правильного угла горелки. Поддерживайте такую скорость движения, которая позволяет металлу сварного шва полностью заполнять расплавленные участки основного металла, или, если вы используете технику плетения, сделайте паузу с каждой стороны сварного шва.
Чтобы предотвратить отсутствие плавления, неспособность металла сварного шва полностью сплавиться с основным металлом (или предыдущим сварным швом в многопроходных приложениях), поддерживайте правильный рабочий угол и подвод тепла. Получите правильный угол, поместив борт стрингера в правильное место в стыке, отрегулировав рабочий угол или расширив канавку для доступа к дну во время сварки по мере необходимости. Держите дугу на задней кромке сварочной ванны и поддерживайте сопротивление горелки от 15 до 45 градусов.Если используется плетение, при сварке на мгновение удерживайте дугу на боковых стенках канавки. Увеличьте диапазон напряжений и / или отрегулируйте скорость подачи проволоки, если необходимо, чтобы добиться полного сплавления. Кроме того, если вы чувствуете, что проволока опережает рабочую лужу, простые регулировки, такие как увеличение скорости движения или использование более высокого сварочного тока, могут предотвратить проблемы.
Наконец, обязательно очистите поверхность основного металла перед сваркой, чтобы удалить загрязнения, чтобы предотвратить отсутствие плавления.
Совет пятый: избегайте чрезмерного проплавления или недостаточного проплавления
Поддержание соответствующего подводимого тепла во время сварки является ключом к предотвращению таких проблем, как чрезмерное проплавление. Чрезмерное проплавление происходит, когда металл сварного шва плавится через основной металл и зависает под сварным швом. Чаще всего это происходит из-за слишком высокой температуры. В случае возникновения проблемы выберите более низкий диапазон напряжения, уменьшите скорость подачи проволоки и увеличьте скорость движения.
И наоборот, выбор более высокой скорости подачи проволоки, более высокого диапазона напряжений и / или уменьшения скорости перемещения может предотвратить такие проблемы, как непровар — неглубокое сплавление металла шва и основного металла.Кроме того, подготовьте соединение таким образом, чтобы обеспечить доступ ко дну канавки, сохраняя при этом надлежащее удлинение сварочной проволоки и характеристики дуги.
Заключительные советы
Самозащищенная FCAW — надежный процесс для многих строительных приложений, но получение с его помощью высококачественных сварных швов — не вопрос удачи. Это результат хорошей техники сварки, правильного выбора параметров и вашей способности предотвращать проблемы или быстро выявлять и устранять их. Помните, что вооружившись некоторой базовой информацией, вы предотвратите наиболее распространенные проблемы, связанные с самозащитной сваркой FCAW, без ущерба для времени или качества.
Статьи по теме
MIG процесс — порошковая сварка порошковой проволокой (FCAW) — Zika Industries Ltd. дуга, возникающая между непрерывно подаваемой расходной присадочной проволокой и заготовкой, расплавляет как присадочную проволоку, так и заготовку в непосредственной близости. Вся область дуги покрыта защитным газом, который защищает расплавленную сварочную ванну от атмосферы.
FCAW — это вариант процесса MIG, и, хотя у этих двух процессов есть много общих черт, есть также несколько фундаментальных различий.
Как и в случае MIG, для подачи сварочного тока обычно используются источники постоянного тока с постоянным выходным напряжением. В случае порошковой проволоки клемма, к которой подключается присадочная проволока, зависит от конкретного используемого продукта (некоторые провода имеют положительный электрод, а другие — отрицательный).Затем возврат работы подключается к противоположному терминалу. Также было обнаружено, что выходные характеристики источника питания могут влиять на качество производимых сварных швов.
Блок подачи проволоки берет присадочную проволоку с катушки и подает ее через сварочный пистолет к дуге с заранее определенной и точно регулируемой скоростью. Обычно для подачи порошковой проволоки и предотвращения раздавливания расходных материалов используются специальные подающие ролики с накаткой.
В отличие от MIG, в котором используется сплошная присадочная проволока, расходные детали, используемые в FCAW, имеют трубчатую конструкцию, причем внешняя металлическая оболочка заполнена флюсом и металлическим порошком.Заполнитель флюса также используется для обеспечения легирования, стабильности дуги, покрытия шлака, деокисления и, в случае некоторых проволок, защиты от газа.
Что касается газовой защиты, есть два различных способа, которыми это может быть достигнуто с помощью процесса FCAW:
- Дополнительная газовая защита, подаваемая от внешнего источника, такого как газовый баллон.
- Производство защитного газа путем разложения флюсующих агентов внутри проволоки (самозащита)
Работа в защитном газе
Многие расходные материалы для порошковой проволоки требуют дополнительной газовой защиты так же, как и расходные материалы для MIG сплошной проволоки.Эти типы проводов обычно называют «газозащитными».
Использование дополнительной газовой защиты позволяет проектировщику проволоки сосредоточиться на рабочих характеристиках, допусках процесса, позиционных возможностях и механических свойствах продуктов.
У порошковой проволоки металлическая оболочка обычно тоньше, чем у самозащитной проволоки. Площадь металлической оболочки, окружающей порошковую проволоку, намного меньше, чем у сплошной проволоки MIG. Это означает, что электрическое сопротивление внутри порошковой проволоки выше, чем у сплошной проволоки MIG, и именно это более высокое электрическое сопротивление придает этому типу проволоки некоторые из ее новых рабочих свойств.
Одним из часто упоминаемых свойств порошковых проволок является их более высокая скорость наплавки по сравнению с сплошными проволоками MIG. Часто не объясняется, как они обеспечивают эти более высокие ценности и можно ли их использовать. Например, если сплошная проволока MIG используется при 250 А, а затем заменяется на порошковую проволоку того же диаметра, а органы управления источником сварочного тока не меняются, то показание тока будет намного меньше 250 А, а, возможно, ниже 220 А. Это из-за закона Ома, который гласит, что по мере увеличения электрического сопротивления (и если напряжение остается стабильным), ток должен падать.
Чтобы вернуть сварочный ток к 250 А, необходимо увеличить скорость подачи проволоки, эффективно увеличивая количество проволоки, проталкиваемой в сварочную ванну для сварки. Именно этот эффект приводит к «более высоким скоростям наплавки», которые производители порошковой проволоки заявляют для этого типа продукции. К сожалению, во многих случаях сварщику трудно использовать эту более высокую скорость подачи проволоки, и он должен либо увеличить скорость сварки, либо увеличить размер сварного шва.Часто в ручных приложениях ни одно из этих изменений не может быть реализовано, и сварщик просто снижает скорость подачи проволоки до прежней, и преимущества теряются. Однако, если процесс каким-то образом автоматизировать, то он может показать повышение производительности.
При дуговой сварке порошковой проволокой обычно используют более длинные расстояния между наконечником и рабочим местом, чем при сварке MIG сплошной проволокой, что приводит к увеличению резистивного нагрева проволоки, что дополнительно усиливает падение сварочного тока.Исследования также показали, что увеличение этого расстояния может привести к увеличению попадания азота и водорода в сварочную ванну, что может повлиять на качество сварного шва.
Дуговая сварка порошковой проволокой имеет более низкую эффективность, чем сварка MIG сплошной проволокой, поскольку часть наполнителя проволоки содержит шлакообразующие агенты. Хотя КПД зависит от типа провода и производителя, он обычно составляет от 75 до 85%.
Дуговая сварка порошковой проволокой, однако, имеет тот же недостаток, что и MIG сплошной проволокой, с точки зрения разрушения газа ветром, а экранирование всегда необходимо для работы на объекте.Это также связано с дополнительными расходами на защитный газ, но это часто перевешивается увеличением производительности.
Самозащитный режим работы
Существуют также самозащитные расходные детали, предназначенные для работы без дополнительной газовой защиты. В продуктах этого типа защита от дуги обеспечивается газами, образующимися при разложении некоторых компонентов внутри флюсового наполнителя. Эти типы проводов называются «самозащитными».
Если внешний газовый экран не требуется, то заполнение флюсом должно обеспечивать достаточное количество газа для защиты ванны расплава, а также для обеспечения деокислителей и нитридообразователей для борьбы с атмосферным загрязнением.Это оставляет меньше возможностей для решения проблем производительности, стабилизации дуги и допусков процесса, поэтому они, как правило, страдают по сравнению с типами с защитой от газа.
КПД провода в этом режиме работы также ниже, примерно на 65%, чем при использовании проводов с газовой защитой. Тем не менее, провода имеют явное преимущество, когда дело доходит до работы на стройплощадке с точки зрения устойчивости к ветру, поскольку нет внешнего газового экрана, который можно было бы нарушить.
При использовании самозащитных проводов внешний подвод газа не требуется, и, следовательно, газовый кожух не требуется.Тем не менее, удлинительное сопло часто используется для поддержки и направления длинных удлинителей электродов, которые необходимы для получения высоких скоростей наплавки.