
Пайка металлов. Способы, материалы, припои, флюсы для пайки металлов
Использование пайки известно с древнейших времен. В гробнице вавилонской царицы (III тыс . лет до н. э.), в засыпанной пеплом Везувия Помпее (79 г. до н.э.), во время других раскопок в Египте, Риме и Греции — всюду археологи находили паяные металлические изделия. Припои древних римлян церарий и аргентарий по своему химическому составу близки к существующим в настоящее время ПОС-30 и ПОС-50.
В истории использования пайки можно выделить три периода, которые связаны с развитием источников нагрева и особенностями применяемой техники. Первый период начался в бронзовом веке, когда человечество начало изготавливать изделия из бронзы и источником нагрева служило твердое топливо. Второй период (конец XIX ст.) характеризуется началом применения для нагрева электрической энергии. Третий период начался в 1930–1940-х годах и связан с созданием техники из новых металлов и их сплавов — циркония, вольфрама, алюминиевых, титановых, высокопрочных и жаропрочных сталей и сплавов. Это привело во второй половине ХХ ст. к разработке принципиально новых способов пайки. В настоящее время технические возможности пайки значительно расширились. Во многих случаях пайка является единственно возможной технологией неразъемного соединения новых материалов.
Это привело во второй половине ХХ ст. к разработке принципиально новых способов пайки. В настоящее время технические возможности пайки значительно расширились. Во многих случаях пайка является единственно возможной технологией неразъемного соединения новых материалов.
Пайка — процесс получения неразъемного соединения металлов, находящихся в твердом состоянии, расплавленным припоем. Припоем является материал с температурой плавления ниже температуры плавления паяемых материалов. При пайке (в отличие от сварки) плавится только присадочный сплав — припой, а между паяемым материалом и припоем протекает процесс взаимного растворения компонентов.
Требования, предъявляемые к паяному соединению и характеризующие условия его эксплуатации, определяются служебными свойствами изделия в целом: механическими свойствами, герметичностью, вакуум-плотностью, электросопротивлением, коррозионной стойкостью, стойкостью против термоударов, перегрузок и др.
В процессе пайки расплавленный припой вводится в зазор между нагретыми соединяемыми деталями. Припой смачивает поверхности деталей, растекается и заполняет зазор между ними. Взаимодействие припоя с материалом сопровождается растворением основного металла в жидком припое с образованием эвтектик и твердых растворов, взаимной диффузией компонентов припоя в сторону основного металла и компонентов основного металла в сторону припоя с последующей кристаллизацией жидкой прослойки.
Припой смачивает поверхности деталей, растекается и заполняет зазор между ними. Взаимодействие припоя с материалом сопровождается растворением основного металла в жидком припое с образованием эвтектик и твердых растворов, взаимной диффузией компонентов припоя в сторону основного металла и компонентов основного металла в сторону припоя с последующей кристаллизацией жидкой прослойки.
Формирование прочного и надежного соединения зависит от химического состава взаимодействующих металлов, температуры и продолжительности пайки, определяющих физико-химические и диффузионные процессы, протекающие между припоем и основным металлом. Чем выше температура процесса и его длительность, тем больше степень взаимной диффузии между расплавленным припоем и основным металлом и тем выше механическая прочность соединяемых деталей. Кроме того, прочность пайки зависит от величины зазора между паяемыми деталями. Так, при малых зазорах улучшается затекание припоя под действием капиллярных сил, вследствие чего значение временного сопротивления паяного соединения больше значения временного сопротивления самого припоя.
Припой прочно соединяется с поверхностью изделия только тогда, когда хорошо смачивает ее. Для этого поверхность должна быть тщательно очищена от загрязнений. Кроме этого, для удаления пленок оксидов с поверхностей паяемого материала и припоя и для предотвращения их образования при пайке используют паяльные флюсы. Флюсы, кроме того, способствуют лучшему затеканию припоя в зазор между соединяемыми деталями и растеканию по их поверхности. Некоторые припои, содержащие эффективные раскислители (бор, кремний, барий, щелочные металлы
иудтр.) мог ные пленки.
сами выполнять роль флюсов, переводя в шлак оксидКачество паяных соединений зависит от правильного выбора способа пайки, используемых основных и вспомогательных материалов, технологического процесса пайки.
Способы пайки. Современные способы пайки принято классифицировать по следующим признакам: механизмам удаления оксидной пленки с поверхности паяемого материала, видам процессов образования припоя в зазоре, условиям заполнения зазора припоем, температурным и временным режимами кристаллизации паяного шва, температуре пайки и используемым источникам нагрева, наличию или отсутствию давления на паяемые деталив, роедмнеонности и очередности выполнения паяных соединений (рис. 3.76).
3.76).
По механизмам удаления оксидной пленки способы пайки делятся на флюсовые и бесфлюсовые.
Флюсовая пайка — пайка с применением флюса. При этом флюс может также участвовать в образовании самого припоя путем выделения компонентов, плавящихся при пайке.
Бесфлюсовая пайка — пайка без применения флюса, когда удаление оксидных пленок осуществляется в восстановительной или инертной газовой среде, вакууме, а также за счет применения ультразвука.
В первом случае удаление оксидов происходит при высоких температурах за счет их восстановления или самопроизвольного распада (диссоциации), а при ультразвуковой пайке их разрушение осуществляется за счет ультразвуковых колебаний, создаваемых в расплавленном припое, наносимом на соединяемый металл специальным паяльником.
По видам процессов образования припоя в зазоре способы пайки подразделяются на пайку готовым припоем, контактно-реактивную и реактивно-флюсовую.
Рис. 3.76. Классификация способов пайки
3.76. Классификация способов пайки
Пайка готовым припоем — способ пайки, при котором используется заранее приготовленный припой. В качестве припоя может использоваться металлический (полностью расплавляемый) или композиционный припой. В композиционном припое помимо металлической основы содержится тугоплавкий наполнитель (порошки, волокна, сетки), который сам не плавится, а при плавлении металла припоя образует разветвленную сеть капилляров, удерживающих под действием капиллярных сил его жидкую часть в зазоре между соединяемыми деталями.
Контактно-реактивная пайка — способ пайки, при котором жидкий припой образуется в результате межфазного взаимодействия и последующего контактного плавления соединяемых материалов или соединяемых материалов и прослойки промежуточного металла. К этому способу пайки относится сваркопайка. Сваркопайка — пайка разнородных материалов, при которой более легкоплавкий материал локально нагревается до температуры, превышающей температуру его плавления, и выполняет роль припоя.
Реактивно-флюсовая пайка — способ пайки, при котором припой образуется в результате химических реакций между основным металлом и флюсом. Например, при пайке алюминия с использованием флюса ZnCl3 в результате химической реакции восстановления
3ZnCl3 + 2Al ↔2AlCl3 + 3Zn
образуется цинк, который служит припоем.
По условиям заполнения зазора припоем пайку можно разделить на капиллярную (ширина зазора
При капиллярной пайке припой заполняет зазор между соединяемыми поверхностями и удерживается в нем за счет капиллярных сил. Соединение образуется в результате растворения металла основы в жидком припое и последующей кристаллизации раствора. Некапиллярная пайка — способ пайки, при котором припой заполняет зазор под действием силы тяжести или прилагаемых извне сил (магнитных, электромагнитных и др.). К этому способу пайки относится пайкосварка. При пайкосварке форма кромок соединяемых заготовок подобна форме кромок при сварке плавлением. Соединение деталей осуществляется приемами, характерными для сварки, а в качестве присадочного металла используется припой,
Соединение деталей осуществляется приемами, характерными для сварки, а в качестве присадочного металла используется припой,
который под действием силы тяжести заполняет зазор.
Способы пайки по температурным и временным режимам кристаллизации паяного шва подразделяются на пайку с кристаллизацией при охлаждении и кристаллизацией при выдержке (диффузионная).
Температурный режим пайки с кристаллизацией при охлаждении состоит из нагрева припоя до температуры на 50…100 °С выше
температуры его плавления и последующего охлаждения соединения. Этот способ из-за относительно быстрого охлаждения характеризуется отсутствием диффузии в объеме взаимодействующих металлов.
Пайка с кристаллизацией при выдержке (диффузионная пайка) — способ пайки с изотермической выдержкой, при которой образование соединения сопровождается взаимной диффузией припоя и паяемого материала. Для диффузионной пайки характерна продолжительная выдержка при температуре образования паяного шва, а после завершения процесса — при температуре ниже солидуса припоя. В результате диффузии в шве образуются твердые растворы, что обеспечивает более однородный состав паяного шва и позволяет повысить его прочность и пластичность.
В результате диффузии в шве образуются твердые растворы, что обеспечивает более однородный состав паяного шва и позволяет повысить его прочность и пластичность.
В зависимости от температуры пайки различают низкои высокотемпературную пайку. При низкотемпературной пайке температура плавления припоя tплtпл ≥ 450 ° С. Целесообразность такого деления обусловлена тем, что используемые основные и вспомогательные материалы существенно отличаются по своим свойствам в зависимости от температуры процесса.
Способы пайки в зависимости от используемых источников нагрева разделяют на пайку в печах, индукционную, погружением, газопламенную, плазменную и паяльниками.
При пайке в печах соединяемые заготовки нагревают в специальных печах: электросопротивления, с индукционным нагревом, газопламенных и газовых. Припой заранее закладывают в шов собранного узла, на место пайки наносят флюс и затем изделие помещают в печь, где его нагревают до температуры пайки.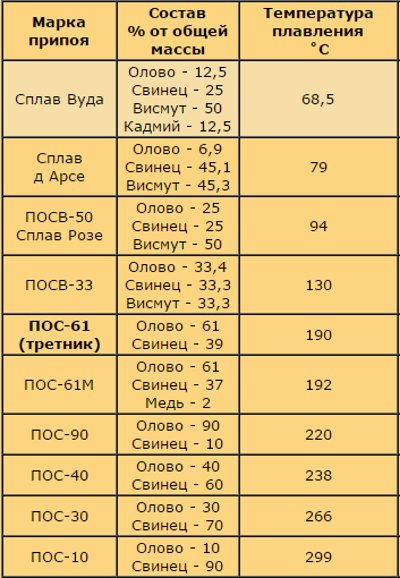 Этот способ обеспечивает равномерный нагрев соединяемых деталей без заметной их деформации.
Этот способ обеспечивает равномерный нагрев соединяемых деталей без заметной их деформации.
При индукционной пайке паяемый участок нагревают в индукторе токами высокой частоты. Для предохранения от окисления изделие нагревают в вакууме или в защитной среде с применением флюсов.
Пайку погружением выполняют в ваннах с расплавленными солями или припоями. Соляная смесь обычно состоит из 55 % K Сl и 45 % НС1. Температура ванны — 700…800 °С. При пайке погружением в ванну с расплавленным припоем покрытые флюсом детали предварительно нагревают до температуры 550 ° С. Пайку погружением в расплавленный припой используют для соединения деталей из стальных, медных и алюминиевых сплавов.
При газопламенной пайке заготовки нагревают и припой расплавляют горелками для газовой сварки. В качестве горючих газов используют ацетилен, природные газы, водород, пары керосина и т. п.
При плазменной пайке плазмотроном, обеспечивающим более высокую температуру нагрева, паяют тугоплавкие металлы — вольфрам, тантал, молибден, ниобий и т. п.
п.
При пайке паяльниками основной металл нагревают, а припой расплавляют за счет теплоты, аккумулированной в массе металла паяльника. Для низкотемпературной пайки применяют паяльники с периодическим и непрерывным нагревом и ультразвуковые. Паяльник с периодическим нагревом в процессе работы периодически подогревают посторонним источником теплоты. Для непрерывного нагрева используют электропаяльники. Паяльники с периодическим и непрерывным нагревом чаще используют для флюсовой пайки черных и цветных металлов легкоплавкими припоями с температурой плавления ниже 300…350 °С. Ультразвуковые паяльники применяют для бесфлюсовой пайки на воздухе и пайки алюминия. В этом случае оксидные пленки разрушаются за счет колебаний ультразвуковой частоты.
По наличию или отсутствию давления на паяемые детали способы пайки подразделяются на пайку без давления и пайку под давлением (прессовая пайка). Прессовая пайка используется в тех случаях, когда необходимо обеспечить четкую фиксацию взаимного положения деталей и требуемую величину зазора. Для сжатия деталей с требуемым усилием применяют специальные приспособления — механические зажимы. При высоких температурах этот способ нередко является единственно возможным.
Для сжатия деталей с требуемым усилием применяют специальные приспособления — механические зажимы. При высоких температурах этот способ нередко является единственно возможным.
По одновременности выполнения паяных соединений способы пайки делятся на одновременную пайку и ступенчатую. При одновременной пайке за один цикл нагрева в одном изделии (узле) выполняют несколько паяных соединений, а при ступенчатой — каждое последующее соединение выполняют после предыдущего.
Материалы, применяемые при пайке. Материалы, применяемые при пайке, делятся на основные и вспомогательные. К основным материалам относятся припои, а к вспомогательным — паяльные флюсы, восстановительные, инертные газовые среды и вакуум.
Классификация припоев осуществляется по многим признакам, основными из которых являются химический состав и температура плавления. Классификация по химическому составу осуществляется по основным химическим элементам, входящим в их состав (оловянно-свинцовые, оловянные, свинцовые, медно-цинковые, серебряные, медные, палладиевые и др. ).
).
По температуре плавления все припои подразделяют на припои для низкотемпературной пайки (tплtпл ≤ 145 °С) и легкоплавкие (145 ° С tплtпл ≥ 450 °С): среднеплавкие (450 °С ≤ tпл ≤ 1 100 °С), высокоплавкие (1 100 °С tпл ≤ 1 850 °С) и тугоплавкие (tпл ≥ 1 850 °С). Припои для низкотемпературной пайки используют в промышленности и в быту для пайки изделий, которые не подвергаются воздействию высоких температур и значительных механических нагрузок. Припои для высокотемпературной пайки применяют тогда, когда требуется высокая прочность и (или) работоспособность при больших температурах.
Припои для низкотемпературной пайки. К особо легкоплавким припоям с температурой плавления 45…145 °С относятся сплавы эвтектического состава, содержащие висмут, свинец, олово, кадмий. К таким сплавам относятся, например, сплавы Гутри (tпл = 45 °С), Вуда (tпл = 60,5 °С), Липовица (tпл = 70 °С), Д’Арсенваля (tпл = 79 °С), Розе (tпл = 93,7 °С), Ньютона (tпл = 96 °С), ПОСВ 33 ( tпл = 130 °С), ПОСК 50-18 (tпл = 145 °С).
Особолегкоплавкие припои находят применение, когда опасен перегрев не только паяемого материала, но и материала деталей изделия, не подвергаемых пайке. Такие припои широко применяются в электронике, электротехнике, в частности, при изготовлении приборов противопожарного назначения. Припой ПОСВ 33 применяется для пайки плавких сигнальных предохранителей, а ПОСК 50-18 — для деталей из меди и ее сплавов, не допускающих местного перегрева, в частности, полупроводниковых приборов.
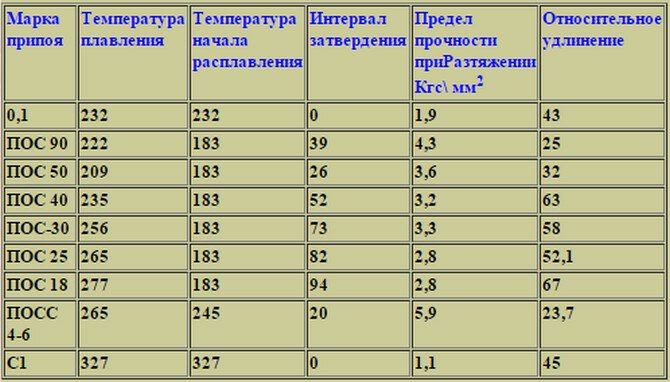
Наиболее распространенными легкоплавкими припоями являются оловянно-свинцовые.
Маркировка оловянно-свинцовых припоев состоит из букв, обозначающих: П — припой, ОС — оловянно-свинцовый, Су — легированный сурьмой, и цифр, следующих после букв через дефис и обозначающих соответственно содержание олова и сурьмы. Буква М в марке припоя ПОС 61М обозначает легирующий элемент Cu
(1,2…2 %). Содержание свинца в марке не указывается и определяется по разности. Например, ПОССу 10-2: П — припой, ОС — оловянно-свинцовый, 10 % Sn, 2 % Sb, остальное — Pb.
Оловянно-свинцовые припои (ПОС 90, ПОС 61, ПОС 40, ПОС 18, ПОС 10 и др.) обладают высокими технологическими свойствами и весьма пластичны. Пайку этими припоями проводят обычно при нагреве паяльником. Минимальную температуру плавления (tпл = 190 °C) и лучшие технологические свойства имеет припой ПОС 61. Его состав близок к эвтектическому в системе «олово – свинец». Наиболее тугоплавким является припой ПОС 10 (tпл = 299 °C). Такие оловянно-свинцовые припои применяются для пайки электрои радиоаппаратуры (контактные поверхности электрических аппаратов, приборов, реле), точных приборов с высокогерметичными швами, где недопустим перегрев.
Для повышения прочности в оловянно-свинцовые припои вводят сурьму (ПОССу 61-0,5, ПОССу 25-0,5, ПОССу 9-2, ПОССу 10-2,
ПОССу 4-4, ПОССу 4-6 и др.). Малосурьмянистые припои, содержащие 0,2…0,5 % Sb и обладающие повышенной пластичностью, обеспечивают получение герметичных швов и применяются для пайки оцинкованных и цинковых деталей. Такие припои применяются для пайки электроаппаратуры, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре, свинцовых кабельных оболочек электротехнических изделий неответственного назначения, радиаторов, теплообменников и др. Сурьмянистые припои, содержащие 2…6 % Sb, широко используются в различных отраслях техники, требующих повышенной прочности паяных соединений. Такие припои применяются для пайки холодильных устройств, деталей автомобилестроения, деталей с клепаными швами из латуни и меди и др.
Такие припои применяются для пайки электроаппаратуры, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре, свинцовых кабельных оболочек электротехнических изделий неответственного назначения, радиаторов, теплообменников и др. Сурьмянистые припои, содержащие 2…6 % Sb, широко используются в различных отраслях техники, требующих повышенной прочности паяных соединений. Такие припои применяются для пайки холодильных устройств, деталей автомобилестроения, деталей с клепаными швами из латуни и меди и др.
Для уменьшения склонности меди к химической эрозии при пайке используют оловянно-свинцовый припой ПОС 61М, легированный медью в количестве (1,2…2 %), близком к его предельной растворимости при температуре пайки, но не ухудшающим технологических и специальных свойств припоя и паяных соединений. Припой ПОС 61М применяется для пайки тонких (толщиной менее 0,2 мм) медных проволок, фольги, проводников в кабельной, электрои радиоэлектронной промышленности.
К легкоплавким припоям также относятся серебряные припои
(ПСрО 10-90, ПСрОСу 8, ПСрМО 5, ПСрОС 3,5-95, ПСр 3,
ПСр 3Кд, ПСр 2 и др.), содержащие серебро в незначительных количествах (1…10 %), а также олово, свинец или кадмий. В качестве легирующих элементов легкоплавких серебряных припоев выступают сурьма, медь или цинк. Максимальная температура плавления этих припоев составляет от 183 до 342 °С.
Легкоплавкие серебряные припои применяются для пайки меди, никеля и медных и медно-никелевых сплавов с посеребренной керамикой, проводов, работающих во всех климатических условиях без защиты соединений лакокрасочными покрытиями, стальных и серебряных изделий.
Припои для высокотемпературной пайки. Припои для высокотемпературной пайки обеспечивают более прочные соединения, чем припои для низкотемпературной, т. к. вследствие высокой температуры нагрева более интенсивно происходит взаимная диффузия элементов основного металла и припоя. Однако переходное электросопротивление таких припоев ниже, чем низкотемпературных.
К среднеплавким припоям с температурой до 1 100 °С относятся серебряные и меднок-цоивные припои.
К среднеплавким серебряным припоям относятся припои, в состав которых помимо серебра (10…70 %) в значительных количествах входят медь (ПСр 72, ПСр 50 и др.) или медь и цинк (ПСр 70, ПСр 45 и др.). Широкое применение находит припой ПСр 72, имеющий эвтектический состав с очень хорошими технологическими свойствами. Припои ПСр 45, ПСр 50, ПСр 70, ПСр 72 отличаются высокой пластичностью и технологичны. Такие припои применяются для пайки меди, медных и медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз, а также железоникелевых сплавов с посеребренными деталями из стали, титана и титановых сплавов с нержавеющей сталью и т. п.
Некоторые припои, помимо этих элементов, содержатикйадм (ПСрКдМ 50-34-16 и др.), олово (ПСр 62 и др.), марганец (ПСр 37,5), фосфор (ПСр 25Ф) и др. Припои с кадмием применяются для пайки цветных металлов и стали, с марганцем — меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями, с фосфором (самофлюсующиеся припои) — меди с бронзой,
меди с медью, бонрозонйзы с бр
и т. п.
п.
Медно-цинковые припои (ПМЦ 36, ПМЦ 48, ПМЦ 54) используются для пайки меди, медных сплавов и сталей. Маркировка медно-цинковых припоев состоит из букв: П — припой, МЦ — медно-цинковый, и цифр, показывающих процентное содержание меди, остальное — цинк.
К высокоплавким припоям с температурой плавления более
1 100 °С относятся припои на основе меди и палладия.
Чистая раскисленная медь М0, M1 весьма широко применяется для пайки углеродистых и легированных сталей, никеля и его сплавов. Она хорошо смачивает сталь и растекается по ней, имеет более высокую прочность, чем среднеплавкие припои, высокую пластичность и менее дефицитна, чем серебро. Температура пайки медью находится в интервале 1 100…1 200 °С.
Особенности взаимодействия меди с другими элементами позволяют создавать припои на ее основе с широким диапазоном температур пайки (700…1 200 ° С). Например, легирование меди палладием и никелем вызывает непрерывное повышение температуры плавления медного припоя.
Для пайки деталей, работающих при высоких температурах, особенно подвергающихся трению (вентили и т. п.), используют медные припои, содержащие 2,5…10 % Fe, с температурой ликвидуса 1 180…1 230 °С или содержащие 20…30 % Fe, с температурой ликвидуса 1 200…1 230 ° С. Припой, содержащий 75 % Сu и 25 % Ni (tпл = 1 205 °С), используется для пайки вольфрама и молибдена. Припои с палладием, несмотря на их дороговизну и дефицитность, в последнее время находят широкое применение. Палладий, во-первых, менее дефицитен, чем другие металлы платиновой группы, во-вторых, образует непрерывный ряд твердых растворов
со многими металлами (Ag, Cu, Au, Fe, Co, Ni и др.).
Использование палладия в качестве основы или в качестве легирующего элемента позволяет получать припои с температурой ликвидуса от 810 °С до температуры плавления палладия (1 552 °С).
Припои на основе палладия и никеля, легированные хромом, имеют высокую жаростойкость. Наименьшая температура ликвидуса таких сплавов 1 250 ° С. Припой состава: 24 % Pd, 33 % Сr, 39 % Ni и 4 % Si используется для пайки жаропрочных сплавов.
Припой состава: 24 % Pd, 33 % Сr, 39 % Ni и 4 % Si используется для пайки жаропрочных сплавов.
Палладиевые припои применяют также для пайки керамики и графита со сталью и тугоплавкими металлами. Припой состава:
60 % Pd, 40 % Ni, легированный литием и бором, применяют для пайки графита с графитом или с тугоплавкими металлами — Mo, W или их сплавами. Паяные соединения, полученные с помощью таких припоев, работают в условиях нейтронного облучения в ядерных реакторах.
Припои на основе палладия и титана имеют температуру солидуса 1 440 °С, а соединения, паянные такими припоями, могут работать при температуре до 1 640 °С.
К тугоплавким припоям с температурой плавления более 1 850 °С относятся припои на основе тугоплавких металлов. Так, для диффузионной пайки сплава тантала с содержанием 1 % W в качестве припоя применяют чистый титан. Припой в виде фольги укладывается в места соединений, а пайку производят в вакуумной печи при температуре 1 900 ºС и выдержкой 10 мин. Для капиллярной пайки применяют припой на основе Та с 40 % Hf. Пайку выполняют при температуре 2 205 º С с выдержкой 1 мин . Также для пайки тантала применяется припой, содержащий 20 % Та, 5 % Nb, 3 % W, остальное — Ti.
Для капиллярной пайки применяют припой на основе Та с 40 % Hf. Пайку выполняют при температуре 2 205 º С с выдержкой 1 мин . Также для пайки тантала применяется припой, содержащий 20 % Та, 5 % Nb, 3 % W, остальное — Ti.
Для высокотемпературной пайки вольфрама используют припои с температурой плавления до 3 000 °С, в том числе чистые металлы (Ta, Nb, Ni, Cu) и сплавы (Ni–Ti, Ni–Cu, Mn–Ni–Co, Мо–В и др.).
Флюсы. Классификация флюсов осуществляется по нескольким признакам, основными из которых являются температура пайки и природа активатора.
В зависимости от температурного интервала активности паяльные флюсы подразделяются на флюсы для низкотемпературной (
Флюсы для низкотемпературной пайки по природе активатора подразделяются на канифольные, галогенидные, гидразиновые, анилиновые и др.
В качестве флюса применяют чистую канифоль. В ее составе преобладают смоляные кислоты (80…95 %), имеющие общую формулу C19H29COOH. Канифоль удаляет оксиды таких металлов, как медь, серебро, олово, и широко используется для пайки соединений, в том случае когда промыть изделие после пайки нельзя (остатки канифоли не вызывают коррозии). Кроме того, в качестве флюса используют раствор канифоли в спирте, а также с добавками хлоридов (ZnCl2 и др.), анилина С6H5NH2 и органических веществ,
Кроме того, в качестве флюса используют раствор канифоли в спирте, а также с добавками хлоридов (ZnCl2 и др.), анилина С6H5NH2 и органических веществ,
например, гидразина N2H4, глицерина НОСН2–СНОН–СН2ОН и др. С их помощью можно паять не только медные сплавы, но также стали, оцинкованное железо, никелированное железо, конструкционные и коррозионно-стойкие сплавы.
Галогенидные флюсы используют для низкотемпературной пайки почти всех черных и цветных металлов. Чаще всего применяют хлористый аммоний NH4Cl и хлористый цинк ZnCl2, а также смеси, содержащие эти и другие хлориды.
Широкое применение находят флюсы на основе солянокислого гидразина N2H4·2HCl и анилина C6H5NH2, а также других органических веществ. Соли гидразина при нагреве разлагаются с выделением водорода и хлористого водорода HCl, создающими защитную и восстановительную атмосферы. Анилин обладает высокой флюсующей активностью, причем образующийся после пайки остаток защищает шов от коррозии.
Анилин обладает высокой флюсующей активностью, причем образующийся после пайки остаток защищает шов от коррозии.
Флюсы для высокотемпературной пайки по природе активатора определяющего действия подразделяются на боридно-углекислые, галогенидные, фторборатные и др.
При пайке углеродистых сталей, чугуна и медных сплавов медно-цинковыми и серебряными припоями в качестве флюса используют борную кислоту H3BO3 и буру Na 2B4O7 в различных сочетаниях. При пайке легированных сталей и жаропрочных сплавов флюсующего действия буры и борной кислоты недостаточно, поэтому в состав флюса вводят галогениды. Чаще всего вводят фториды натрия NaF, калия KF, лития LiF и кальция CaF 2, а также фторбораты натрия NaBF4 и калия KBF4.
Флюсы для высокотемпературной пайки алюминиевых, магниевых и титановых сплавов состоят из различных хлоридов (ZnCl 2, NH4Cl и др.) и фторидов (NaF, KF и др. ).
).
К вспомогательным материалам для пайки также относятся стоп-материалы, используемые при подготовке паяемой поверхности и наносимые на места, где нежелательно смачивание паяемого металла жидким припоем. Такие вещества подразделяют на стоппасты и покрытия, наносимые, например, гальваническим методом или распылением.
Технологический процесс пайки. Технологический процесс пайки изделия состоит из ряда операций и переходов, посредством которых он может быть осуществлен в определенном порядке. Помимо основной операции пайки он включает ряд подготовительных и финишных операций, обеспечивающих требуемые геометрические, механические и коррозионные характеристики паяных соединений и изделий.
К предварительным операциям пайки относится подготовка паяных поверхностей, включающая, во-первых, удаление жиров, масел, грязи, окалины и толстых неметаллических, в том числе оксидных пленок, образовавшихся в процессе химикотермической обработки, которые не могут быть удалены при пайке с помощью флюсов или газовых сред, во-вторых, обеспечение требуемой степени шероховатости паяемых участков и оптимального направления рисок, образующихся при этом, необходимых для лучшего растекания и затекания припоя в зазор, в-третьих, правильное закрепление припоя и соединяемых деталей, внесение флюса.
К финишным операциям относятся удаление остатков флюсов, зачистка соединения от наплывов припоя, обработка изделия резанием, термообработка и контроль качества паяных соединений.
Паяное соединение и его типы. Паяное соединение — элемент паяной конструкции, полученной пайкой. Паяное соединение состоит из паяного шва 1 и диффузионных зон 2 (рис. 3.77). Паяный шов — часть паяного соединения, закристаллизовавшаяся при пайке. Диффузионная зона — часть паяного соединения с измененным химическим составом паяемого материала в результате взаимной диффузии компонентов припоя и паяемого материала.
Рис. 3.77. Паяное соединение: а — схема; б — внешний вид; 1 — паяный шов; 2 — диффузионная зона; 3 — зона термического влияния; 4 — спай; 5 — паяемый материал
К паяному соединению примыкает зона термического влияния 3 — часть паяемого материала 5 с измененными под влиянием нагрева при пайке структурой и свойствами.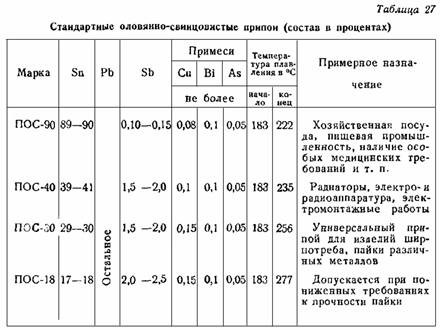 Пограничный слой между паяным материалом и швом в сечении паяного соединения называется зоной сплавления (спаем) 4.
Пограничный слой между паяным материалом и швом в сечении паяного соединения называется зоной сплавления (спаем) 4.
Тип паяного соединения определяется взаимным расположением и формой паяемых элементов. Основными типами паяных соединений являются нахлесточное, стыковое, угловое, тавровое, соприкасающееся и комбинированное (рис. 3.78).
Рис. 3.77. Типы паяных соединений: а — нахлесточное; б — телескопическое; в — стыковое; г — косостыковое; д — угловое; е — тавровое; ж — соприкасающееся; з — комбинированное
Нахлесточное паяное соединение (рис. 3.78, а) является наиболее удобным для выполнения и обеспечивает наибольшую прочность. Увеличение длины нахлестки в сочетании с пластичными высокотемпературными припоями почти всегда позволяет достичь равнопрочности соединения с основным металлом. Разновидностью нахлесточного является телескопическое паяное соединение — соединение труб или трубы с прутком (рис.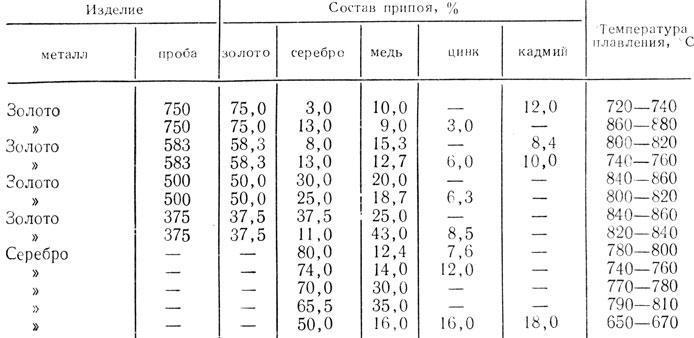 3.78, б). В практике телескопические паяные соединения получили наиболее широкое применение для соединения фланцев или втулок с трубами, втулок со стержнем, труб с заглушками, компенсаторов и т. д.
3.78, б). В практике телескопические паяные соединения получили наиболее широкое применение для соединения фланцев или втулок с трубами, втулок со стержнем, труб с заглушками, компенсаторов и т. д.
Стыковые соединения (рис. 3.78, в) при пайке используют реже, т. к. они не обеспечивают равнопрочность всего соединения. Для повышения прочности стыкового соединения его выполняют косостыковым (рис. 3.78, г). При таком соединении прочность стыка повышается и нередко достигается равнопрочность с основным металлом.
Угловое и тавровое паяные соединения (рис. 3.78, д, е) применяют сравнительно редко, т. к. их прочность в значительной степени зависит от пластичности паяного шва, модуля упругости паяемого металла и формы поверхности шва.
Соприкасающееся паяное соединение — соединение, в котором паяемые элементы различной геометрической формы соединены по линии или в точках (рис. 3.78, ж). Такие соединения допустимы при конструировании изделий, швы которых работают на сжатие или при небольших нагрузках.
Комбинированное паяное соединение — соединение, представляющее собой различные комбинации паяных соединений: нахлесточного, стыкового, косостыкового, таврового, телескопического, соприкасающегося (рис. 3.78, з).
Пайка по сравнению со сваркой имеет следующие преимущества:
1) она позволяет соединять всевозможные сплавы, в том числе плохо сваривающиеся, однородные и разнородные, а также соединять металл со стеклом, керамикой, графитом, полупроводниками;
2) за один прием можно получить протяженное соединение или сварить узел из множества заготовок. Последнее важно при массовом производстве и, кроме того, позволяет изготавливать сложные по конструкции узлы, которые невозможно сделать другими способами;
3) кромки деталей не оплавляются, поэтому при пайке можно сохранить размеры и форму деталей и паяного узла в целом;
4) многие паяные соединения можно распаивать, что важно при монтаже и ремонте в приборостроении.
Процесс пайки дешев, легко поддается механизации и автоматизации, особенно при массовом производстве. Все это обеспечило широкое применение пайки для изготовления сложных, тяжело нагруженных деталей в разных областях машиностроения (при производстве радиаторов автомобилей и тракторов, камер сгорания жидкостных реактивных двигателей, лопаток турбин, топливных и масляных трубопроводов и др.). В ремонтном производстве пайку используют для соединения или закрепления тонкостенных деталей и деталей из разнородных металлов, уплотнения резьбовых соединений, устранения пористости сварных швов чугунных и бронзовых отливок, заделки свищей, трещин и т. д.
Все это обеспечило широкое применение пайки для изготовления сложных, тяжело нагруженных деталей в разных областях машиностроения (при производстве радиаторов автомобилей и тракторов, камер сгорания жидкостных реактивных двигателей, лопаток турбин, топливных и масляных трубопроводов и др.). В ремонтном производстве пайку используют для соединения или закрепления тонкостенных деталей и деталей из разнородных металлов, уплотнения резьбовых соединений, устранения пористости сварных швов чугунных и бронзовых отливок, заделки свищей, трещин и т. д.
что это такое, температура плавления, с канифолью, бессвинцовый, ПОС, сплав, оловянный, РОЗЕ – Оборудование для пайки на Svarka.guru
При изготовлении и ремонте электротехники постоянно требуются навыки обращения с паяльником, а для спайки используют припой и канифоль, в середине прошлого века для этих целей использовалось олово, но не в чистом виде, т. к. это весьма дорогое удовольствие, а сплавы с другими легкоплавкими металлами.
Какие встречаются?
Что же такое припой и как надо правильно его выбирать — на практике они могут быть мягкими или твёрдыми. Монтаж любой радиоэлектронной аппаратуры происходит с применением легкоплавких вариантов.
Компоненты неизвестного происхождения отличается по следующим признакам:
- Насыщенный блеск среза говорит о высоком присутствии олова.
- Преобладание свинца гарантирует субстанции тускло-серый цвет и матовую поверхность.
- При повышенном содержании свинца изделие становится пластичным, например, проволока сечением в 6 мм без видимого услия сгибается руками.
Иногда для качественной пайки применяется уже готовая смесь — это припой в виде проволоки, а флюс запаян внутри. Производители изготавливают аналогичные субстанции с допуском флюса в пределах 1—3% от общего веса, что благоприятно сказывается на процессе пайки и увеличивает производительность труда, т. к. отпадает необходимость постоянно макать жало паяльника в баночку с флюсом.
По консистенции выпускаются двух видов: мягкий или твердый припой, а по температуре плавления различают обыкновенные и тугоплавкие типы.
Основные свойства
Смачиваемость пайки
Такой термин означает сцепление молекул жидкого расплава с твёрдой поверхностью, от степени которой зависит текучесть пайки. Для хорошей пайки жидкий припой качественно смачивает поверхность, где происходит пайка, а граница его образует острый угол.
Высохший флюс удаляется только при помощи механической зачистки, потому что появился дополнительный сплав. Если капля расплавленного вещества образует тупой угол с поверхностью, то это указывает на неудовлетворительное качество смачивания, которому противодействуют загрязнения, жировые пятна или оксидная плёнка металла.
Варианты смачиваемости поверхности пайки расплавленным флюсом.
Температура плавления
Основной критерий выбора качественных сплавов заключается в том, что они должны приходить в жидкое состояние раньше, чем соединяемые структуры, при этом температура плавления припоя существенно отличается от аналогичного показателя другого вида, например, имеющего в составе примеси свинца.
Наличие разных примесей влияет на способность плавиться при одинаковой температуре, например, ПОС-40 расплавляется при достижении 238 0С, но встречаются тугоплавкие припои и для их плавления применяются специальные приспособления.
Низкотемпературные варианты
На первом месте находится сплав ВУДА с составом: по 10% Sn и Cd, по 40% Pb и Bi, начало расплава — 65—72 0C. Вторую позицию занимает припой под названием РОЗЕ, которых начинает плавиться при 90—94 0C. Состоит: по 25% олова и свинца, а остальные 50% занимает висмут. Вышеперечисленные сплавы относятся к дорогим припоям.
Третье место среди низкотемпературных изделий занимает ПОСК-50-18, с температурой 142—145 0С. В состав этого припоя входит 50% олова, 32% свинца и 18% кадмия, что усиливает сопротивляемость коррозии, но добавляет ему токсичность.
Большую популярность у радиолюбителей имеет второй номинант (под названием РОЗЕ), но в отечественной радиоэлектронике его маркировка — ПОСВ-50, где цифры — это процент висмута. Применяется для монтажа/демонтажа и лужения чувствительных к перегреву дорожек из меди на печатных платах.
Применяется для монтажа/демонтажа и лужения чувствительных к перегреву дорожек из меди на печатных платах.
Марки мягкого вида
Припой для пайки из этой категории применяется с уже готовым флюсом, находящимся внутри проволоки, поэтому расплавление происходит одновременно. Большое распространение получило изделие с названием Третник, потому что в нём содержится треть свинца от общей величины состава. Олово, входящее в состав сплава для пайки, отличается чистой в плане экологии, поэтому разрешается применение этого вида в пищевой промышленности.
Мягкие виды припоев применяются для пайки деталей, боящихся перегрева, например: транзисторов или предохранителей. Сплав ВУДА из-за токсичности применяется в ограниченных сферах человеческой деятельности.
Отечественные сплавы маркируются аббревиатурой ПОС, но при наличии других веществ в конце добавляется буква, соответствующая названию, например, ПОСВ-33 — этот припой содержит равные части олова, свинца и висмута.
Основные технические параметры
Материалы для пайки разделяют по таким параметрам:
- Проводимость, например, припои с содержанием алюминия обладают лучшими аналогичными значениями, нежели с маркировкой ПОС.
- Прочность на усилие растяжения, единица измерения кг/мм. Этот параметр напрямую зависит от процентного содержания олова.
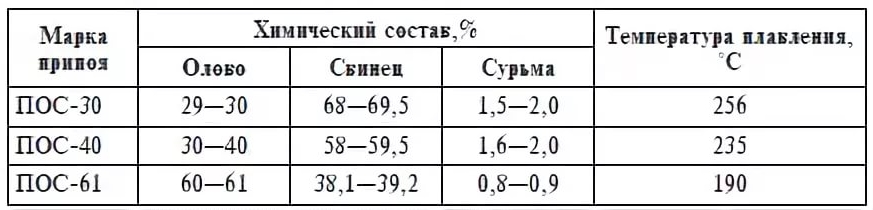
- Температура плавления, которая зависит химического состава.
Таблица зависимости температуры и применения от химического состава припоя.
Флюс
В продаже распространён припой с канифолью в виде полой проволоки, свитой кольцами. Аналогичного состава флюс производится из хвойных деревьев, такая субстанция приходит в мягкое состояние при нагревании до 50 °С, а при 250 °C — начинает кипеть с частичным испарением. Канифоль нужно обязательно удалять после окончания работ, иначе произойдёт окисление, а субстанция, впитывая влагу из воздуха, начнёт препятствовать исправной работе приборов.
Популярные составы
Существуют три основных категории:
- Светлого цвета канифоль применяют при соединении меди и других мягких цветных металлов; спиртовой раствор с концентрацией один к пяти применяют в труднодоступном месте спайки; а смесь глицерина и канифоли применяют для герметичной пайки.
- Флюсы, включающие спирт, вазелин или хлористый цинк, используются для прочного соединения цветных и драгоценных металлов. Применение пасты оправдано тем, что её удобнее наносить в требуемом количестве на изделие.
- Кислотно активные вещества производятся в жидком виде, например, ортофосфорная кислота, имеющая плотность 1,7.
[stextbox id=’alert’]Хранить жидкие флюсы надо в герметически закрывающихся ёмкостях, для исключения испарения.[/stextbox]
Пастообразные
Большое распространение получила паста Тиноль, которая применяется для пайки разных изделий в труднодоступных местах. Наносится лопаткой, с последующим активным нагреванием паяльником или другим, более мощным электрическим инструментом. Часто используется неопытными исполнителями, у которых нет навыков в работе с оловом и канифолью.
Часто используется неопытными исполнителями, у которых нет навыков в работе с оловом и канифолью.
Использование ПОС
Первооткрыватели этого сплава были приятно удивлены, что он превращается в расплавленное состояние при меньшей температуре, а эвтектическая смесь способна играть роль растворителя для добавленного металла. Так и были разработаны самые первые марки припоев ПОС.
Свинцовые варианты
Такие смеси с содержанием свинца, отличаются мягкостью, быстрым расплавлением и лёгкой обработкой, поэтому получили название свинецсодержащие припои. Они вредны, поэтому были запрещены для использования во время спайки элементов электрических приборов по всему миру. Процент содержание кадмия, ртути, а также аналогичных вредоносных компонентов в оборудовании строго регламентировано и проверяется соответствующими организациями.
Без содержания свинца
Бессвинцовый припой не должен содержать вредного металла и считается экологически чистым, не причиняющим вреда окружающей среде и исполнителям работ по пайке.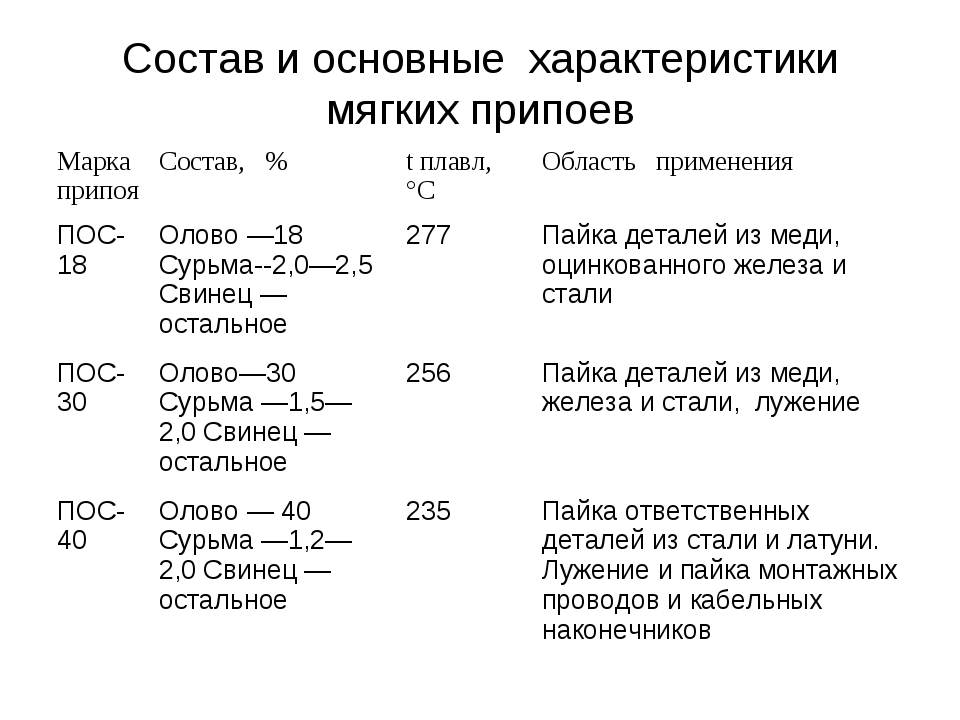 Простейшим примером служит припой оловянный, который содержит чистое олово, имеет повышенную смачиваемость и высокую электропроводность. Для борьбы с недостатками, в них добавляют медь, серебро и золото, что помогает сделать субстанцию более твёрдой.
Простейшим примером служит припой оловянный, который содержит чистое олово, имеет повышенную смачиваемость и высокую электропроводность. Для борьбы с недостатками, в них добавляют медь, серебро и золото, что помогает сделать субстанцию более твёрдой.
У такого изделия повышается температура расплавления, но найти полную альтернативу стандартным видам припоя пока что не удаётся, но основным показателем является безвредность. Олово занимает главное место в химическом составе, поэтому присущие ему свойства оказывают большое влияние на припой, из-за этого температура плавления у бессвинцового припоя ниже, а материал получается более мягким.
[stextbox id=’info’]В. И. Блинов, образование ПТУ, специальность сварщик шестого разряда, допуск от НАКС к НГДО и ГО, опыт работы с 2004 года: «При отсутствии подходящего по всем параметрам варианта, во время пайки используйте марку ПСР-45, в которой содержание вредного свинца минимальное и составляет не более 0,5% от общего веса». [/stextbox]
[/stextbox]
Колофонская смола
Именно так называется общеизвестная канифоль — аморфное вещество с характерным изломом и стеклянным блеском сколов. Кроме того, что она обладает природным свойством диэлектрика, известны и такие особенности:
- хорошо растворяется в бензине, спирте, эфире и ацетоне, но остаётся безразличной к воздействию воды;
- температура плавления варьируется в пределах 50—70 градусов, но иногда повышается до 130 0C;
- в химическом составе присутствует до 90% смоляных кислот, основой является абиетиновая кислота;
- легко разрушается при незначительном механическом воздействии.
Цвет изменяется от светло-жёлтого до тёмно-бурого оттенков, что зависит от степени очистки и указывает на количество посторонних примесей. Отличные электроизоляционные свойства принадлежат смоле с лимонным окрасом.
Секреты выбора
Задача любого исполнителя состоит в создании крепкого и надёжного закрепления на плате радиодеталей, поэтому подбор припоя выполняется согласно следующим параметрам:
- Состав материалов, подвергающихся пайке — здесь надо учитывать характеристики материала, его способность к перегреву и многое другое.

- При пайке проводов или других крупных предметов применяются тугоплавкие припои.
- Иногда нужно применить припой, обладающий высокой способностью к проведению электрического тока, надо учитывать, что сопротивление олова намного меньше, чем у свинца, поэтому для спайки высокочастотных плат применяют дорогостоящие марки припоя.
В каждой конкретной ситуации исполнитель должен чётко знать соответствие припоя и соединяемого изделия, чтобы выбрать оптимальный вариант для качественной пайки.
Выводы
Сегодня в продаже встречается изобилие разных припоев, как говорится, на все случаи жизни, но выбирать следует проверенные образцы, которые помогут спаять изделие качественно и с высокой надёжностью при эксплуатации.
Класси- | Марки | Номер | Номер | Применя- | Паяемый металл | Область | Предприятие- |
Оловянно- | ПОС 63 ПОС 63П | ТУ 48-13-39-89* | ТУ 48-13-39-89* | Медь, никель и их сплавы, | Лужение, пайка (при ручном и | Завод «Рязцветмет», | |
ПОС 61 ПОС 61-П | ГОСТ 21930-76 ГОСТ 21931-76 (проволока; лента; | ГОСТ 21930-76 | |||||
ПОС 61М | Лужение и пайка ручным Применение расплава припоя при лужении и пайке в тиглях и ваннах не | ||||||
ПОС 40 | ГОСТ 21930-76 (чушки) ГОСТ 21931-76 (проволока; лента; | ГОСТ 21930-76 | Медь, никель и их сплавы, | Лужение, пайка деталей и | Завод «Рязцветмет», 390012, | ||
________________ | |||||||
ПОСК 50-18 | ГОСТ 21930-76 (чушки) ГОСТ 21931-76 (проволока; лента; | ГОСТ 21930-76 | Медь, сплав 29 НК, медное, | Лужение и пайка (при ручном и Применение припоя в связи с наличием в его составе кадмия и его | Завод «Рязцветмет», 390012, | ||
Оловянно- | ПОССу 61-0,5 | ГОСТ 21930-76 (чушки) ГОСТ 21931-76 (проволока; лента; | ГОСТ 21930-76 | Медь, никель и их сплавы, | Лужение, пайка (при ручном и | Завод «Рязцветмет», 390012, | |
ПОССу 50-0,5 | Лужение и пайка (при ручном и | ||||||
ПОССу 40-0,5 ПОССу 30-0,5 | ГОСТ 21930-76 (чушки) ГОСТ 21931-76 (проволока; лента; | ГОСТ 21930-76 | Медь, никель и их сплавы, | Лужение, пайка монтажных | Завод «Рязцветмет», 390012, | ||
Оловянно- | ПОССу 40-2 | ГОСТ 21930-76 (чушки) ГОСТ 21931-76 (проволока; лента; | ГОСТ 21930-76 | Медь, никель и их сплавы, | Лужение, пайка корпусов, Применение припоя при механизированных групповых способах пайки не | Завод «Рязцветмет», 390012, | |
Оловянно- | ПОС 61 ПОССу 61-0,5 | ТУ 48-13-28-80 (трубки многоканальные | ГОСТ 21930-76 | Медь, серебряное, оловянное, | Механизированная пайка с | Завод «Рязцветмет», 390012, | |
ПОС 61М | Пайка ручным способом медной | ||||||
Серебряные | ПСр 2,5 ПСр 2 ПСр 1,5 | ГОСТ 19739-74 (полосы) ГОСТ 19746-74 (проволока) | ГОСТ 19738-74 | Медь, никель и их сплавы; | Лужение, пайка моточных Исправление дефектов паяных швов в узлах, подвергающихся Припой ПСр 2,5 применяется также для пайки проводов марок ПЭВТЛ и | Московский завод по обработке | |
ПСрОС 2-58 ПСрОС 3-58 ПСрОСу 8 ПСрОС 3,5-95 ПСрО 3-97 | Пайка, лужение Припой ПСрОС 3-58 применяется также для пайки и лужения Паяное соединение допускает электролитическое покрытие | ||||||
Оловянно- | ПОСВи 36-4 | ТУ 48-13-25-80 (слитки) | ТУ 48-13-25-80 | Медь, серебряное, | Лужение печатных плат, в том | Новосибирский оловянный | |
Висмутовые | Сплав Розе | ТУ 6-09-4065-88 (гранулы) | ТУ 6-09-4065-88 | Медь, серебряное, | Пайка настроечных элементов Пайка конструкционных узлов из металлизированной пластмассы | — | |
Сплав Вуда | ТУ 6-09-4064-87 (гранулы) | ТУ 6-09-4064-87 | Пайка вставок плавких Пайка настроечных элементов | — | |||
Свинцовый | ПСКВи 70 | — | — | Медь и ее сплавы | Исправление дефектов паяных | — | |
Серебряно- | ПСрОСИн 3-56 | ТУ 48-1-337-85 (полосы, ТУ 48-1-338-85 (проволока) | ТУ | Золото, серебро, | Пайка, лужение деталей ячеек и Пайка, лужение с применением ультразвука изделий из феррита и Пайка изделий СВЧ | Московский завод по обработке | |
ПСрИн 3 | — | — | — | ||||
Индиевые | ПОИн 52 | ОСТ 48-132-78 (слитки) | ОСТ 48-132-78 | Золото, серебро, | Пайка, лужение деталей ячеек и Пайка, лужение с применением ультразвука изделий из феррита и Пайка изделий СВЧ | Новосибирский оловянный | |
Ин 2 | ГОСТ 10297-94 (слитки) | ГОСТ 10297-94 | |||||
ПОИн 50 | — | — | — | ||||
ПИнОК 44 | — | — | Пайка полупроводниковых диодов | — | |||
ПСИн 50 | — | — | Медные сплавы с | Пайка, лужение изделий из | — | ||
ПрИОМ-0,3 | — | — | Серебряное, | Пайка корпусов СВЧ микросборок | — | ||
Оловянные | ПОЦ 55 (АВИА) | — | — | Алюминий и его сплавы; Припой ПОЦ 55 применятся для пайки алюминиевого покрытия на ситалле | Пайка, лужение, том числе с Пайка медных проводов к галетным трансформаторам. Паяные соединения, полученные с помощью припоев ПОЦ 80 и ПОЦ 10, | — | |
ПОЦ 80 (П250А) | — | — | |||||
ПОЦ 10 (П200А) | ОСТ 48-132-78 (слитки) | ОСТ 48-132-78 | Алюминий и его сплавы; Припой ПОЦ 55 применятся для пайки алюминиевого покрытия на ситалле | Пайка, лужение, том числе с Пайка медных проводов к галетным трансформаторам. Паяные соединения, полученные с помощью припоев ПОЦ 80 и ПОЦ 10, | Новосибирский оловянный | ||
Оловянно- | ПОЦГ 10-1 (П200Г) | ОСТ 48-126-77* (слитки) | ОСТ 48-126-77* | Припой ПОЦГ 10-1 применяется в | |||
________________ | |||||||
Галлиевые | ПГлМ 65 | — | — | Медное, золотое, серебряное, | Ручная бесфлюсовая пайка | — | |
ПГлН 54 | — | — | |||||
ДОПП М325 ДОПП М354 | ТУ 1768-001-07518266-2009 | ТУ 1768-001-07518266-2009 | Припои ДОПП М325 и ДОПП М354 | ОАО «Авангард», 195271, | |||
Класси- | Марки | Номер | Номер | При- | Паяемый металл | Область | Предприятие- |
Серебряные | ПСрЛНМ 72 | ТУ 48-1-338-85 (проволока) ТУ 48-1-337-85 (полосы, фольга) | ТУ 48-1-338-85 | Нержавеющие стали, медь и | Пайка волноводных и | Московский завод по обработке | |
ПСр 70 | ГОСТ 19739-74 (полосы) ГОСТ 19746-74 (проволока) | ГОСТ 19738-74 | Медь и ее сплавы с нержавеющей | Газопламенная и индукционная | |||
ПСр 72 ПСр 62 | Медь и ее сплавы, сплав 29НК, | Пайка конструкционных узлов | |||||
ПСр 45 ПСр 40* ПСр 25 ПСр 25Ф | Медь и ее сплавы, сплав 29НК, | Газопламенная, индукционная и | |||||
ПСр 10 | |||||||
 XII.78 г.  N
XII.78 г.  N 054.317-84, ОСТ
054.317-84, ОСТ В
В
 1
1 Рязань
Рязань Рязань
Рязань
 Рязань
Рязань Рязань
Рязань Рязань
Рязань
Флюс для пайки меди: характеристики, разновидности
Пайка позволяет соединить трубы и другие детали при температурах значительно ниже сварки без расплавления основного материала и образования переходных зон прочности. Использование флюса при пайке меди гарантирует получение качественного и прочного шва. Он очищает поверхность от окислов и защищает готовый шов от контакта с воздухом.
Требования к прочности определяют температурный режим пайки. В зависимости от этого берутся компоненты. Флюс всегда должен соответствовать припою по температуре плавления и составу.
Флюс для пайки меди
Особенности пайки с флюсом
При соединении медных труб с применением флюса можно производить пайку с температурой до 450⁰. При низкотемпературной пайке основной металл не деформируется, шов получается ровный и однородный, поскольку флюс хорошо смачивает поверхность, проникает в капилляры. Благодаря ему припой распределяется равномерно, в шве отсутствуют поры и шлаковые включения.
В процессе пайки высокотемпературных соединений флюс растекается по шву и закрывает его от контакта с воздухом, предотвращая окисление.
Флюс следует подбирать по припою. Он должен расплавляться раньше, чем сам припой, и обеспечивать хорошее соединение на капиллярном уровне.
Какими характеристиками должен обладать флюс для пайки медных труб
На качество шва и прочность спаивания медных труб влияют характеристики флюса и их правильный подбор с учетом состава припоя и, следовательно, температуры его плавления. Флюсы представляют собой вещества, активно вступающие в химические реакции с окислами, и инертные к элементам, составляющим припой. Их температура плавления ниже, чем у меди.
Положительные качества флюса для пайки медных труб:
- легко наносится на поверхность;
- имеет однородную консистенцию;
- хорошо смачивает поверхность;
- очищает от оксидов;
- имеет вязкость меньше, чем у припоя;
- не разрушается при нагреве;
- после пайки равномерно растекается по поверхности шва;
- не взаимодействует с медью;
- не образовывает соединения с припоем.
Расплавленный флюс всплывает наружу, не оставаясь в шве. Он соединяется с припоем, покрывая зону пайки и защищая шов от окисления до полного остывания. Он должен равномерно ложиться на трубу в холодном состоянии и очищать ее при нагреве от окислов, не образуя поры.
Разновидности флюса
По степени активности и температуре плавления выделяют следующие разновидности флюса:
- некоррозионноактивные;
- слабокоррозионноактивные;
- корозионноактивные.
Некоррозионные составы проявляют слабую активность при удалении окислов и используются ограничено. Применяется флюс для пайки медных труб и при реставрации изделий, покрытых серебром и патированных оловом и медью. Плавится при температуре до 300⁰. Основу некоррозионных флюсов составляют:
- канифоль и другие смолы растительного происхождения;
- воск;
- вазелин.
Температура плавления большинства из них ниже 300⁰.
Для соединения деталей из сплавов меди применяют слабокоррозионные флюсы. Они способны удалить окисную пленку, имеют температуру плавления в пределах 450⁰. Основной состав — минеральные масла и жиры, кислоты. Получают флюсы химическим способом. Канифоль добавляют в состав для ослабления антикоррозионной реакции. При нагреве постепенно испаряются. Применяются для труднодоступных соединений, где сложно очищать поверхность от флюса.
Коррозионноактивные составы изготавливаются из неорганических кислот, хлористых и фтористых соединений. Используются для высокотемпературной пайки меди, стали, цветных металлов.
Вазелин
Каким припоем паять медные трубы
Припой для пайки выбирают в зависимости от его консистенции:
- мягкий;
- твердый.
Легкоплавкие материалы составляют основу мягких припоев, с ними работают при нагреве до 450⁰C. В их основе легкоплавкие металлы — олово и свинец. Для пайки мягкого соединения выпускаются припои, изготовленные из металла, вступающего в реакцию с оловом:
- цинка;
- свинца;
- кадмия.
А также составы из легкоплавких веществ:
- свинцово-серебряные;
- индиевые;
- висмутовые.
Процесс пайки происходит при низких температурах. Недостаток в относительно низкой прочности соединения.
Соединение труб водопровода и деталей ответственных конструкций выполняется твердыми флюсами, имеющими температуру плавления выше 450⁰C, в основном в пределах 700–900⁰C. В основе состава медь и серебро с добавлением фосфора:
- медно-фосфорные;
- медно-цинковые;
- серебряные.
При плавлении они хорошо затекают в зазор, проникают в поры и соединяют детали на молекулярном уровне.
При высокотемпературной пайке с тугоплавкими припоями применяются флюсы, в состав которых входит бура (борат натрия), борная кислота. В качестве дополнительных компонентов применяются фториды и хлориды. Бура плавится при 743⁰C, но она гигроскопична. Перед использованием вещество необходимо прогреть — высушить, чтобы удалить кристаллы воды. Температура в печи должна быть в пределах 450⁰, время выдержки 40 – 60 мин. При добавлении к буре борной кислоты, ее также просушивают, все компоненты смешивают и перетирают в порошок. Хранить нужно в закрытой таре, без доступа воздуха и влаги.
Медная труба с припоем
Особенности самостоятельного изготовления флюса
Самостоятельно можно изготовить только флюсы для низкотемпературной пайки методом растворения или смешивания при подогреве. Остальные составы производятся химическим путем, требуют специального оборудования.
Для изготовления пастообразного флюса к 100 г сосновой канифоли добавляются кислоты:
- олеиновая — 45 г;
- стеариновая — 30 г;
- пальмитиновая — 25 г.
Состав нагревается на паровой бане, поскольку выше 100⁰ может начаться химический процесс, и перемешивается, пока канифоль полностью не растворится в кислотах.
Флюс СКФ продается в магазинах. Он рассчитан на холодную пайку в диапазоне температур 250 – 280⁰. Его легко изготовить самостоятельно:
- Измельчить канифоль.
- Высыпать в емкость.
- Залить спиртом.
В теплом месте канифоль растворится. Изменить консистенцию состава можно добавлением канифоли или спирта. В случае образования осадка его можно удалить фильтрованием. На качество пайки созданного флюса это не влияет.
Этапы пайки медных труб
Для соединения элементов медного трубопровода применяют пайку, используют газовое оборудование для подогрева. Последовательность действий:
- Аккуратно обрезать трубу. Для этого необходимо использовать специальный труборез.
- Очистить губкой или салфеткой соединяемые детали от грязи, масла, пыли.
- С помощью грубой ткани или «металлической шерсти» снять с поверхности трубы и внутренней части фитинга окисную пленку.
- Нанести на трубу тонким ровным слоем флюс.
- Надеть фитинг.
- Греть горелкой до изменения медью цвета в зоне контакта с пламенем.
- Внести в зону пайки необходимое количество припоя.
Качество шва во многом зависит от равномерного прогрева деталей. Теплопроводность меди высокая, достаточно равномерно прогревать горелкой место стыка, водить ее по окружности, не держать долго на одном месте.
Для соединения двух труб можно обойтись без фитинга, достаточно расширить конец одной трубы специальным приспособлением и после нанесения флюса на обе спаиваемые поверхности, одеть ее на вторую.
Низкотемпературным способом можно паять медную проволоку и микросхемы. Для этого нужно очистить от грязи место соединения. Нанести флюс. Разогретые концы провода можно просто опустить в порошкообразную канифоль. После этого поднести припой и расплавить его. Вместо горелки используется паяльник.
Припои и их разновидности
Припой
состоит большей частью из олова с
добавлением различных материалов. В
структуру припоя могут входить следующие
компоненты:
Олово (Sn) –
представляет собой мягкий металл с
температурой плавления + 231,9 С градусов.
Олово растворяется в соляной и серной
кислоте. Большая часть органических
кислот на него не действуют. При
воздействии комнатных температур олово
не подвергается окислению, однако при
ее снижении ниже +18 С и особенно ниже
-50 С происходит разрушение кристаллической
решетки металла, в результате чего олово
приобретает серый оттенок.
Свинец (Pb)
– очень популярный металл в изготовлении
припоя за счет легкоплавкости. В чистом
виде металл очень мягкий, легко
обрабатываемый. У свинца окисляется
только верхняя часть, контактируемая
с воздухом. Металл легко растворяется
в щелочи и кислотах, содержащих азот и
органику.
Кадмий (Cd)
– применяется для изготовления
легкоплавких припоев в малых дозах
совместно с оловом, висмутом или свинцом.
В чистом виде – токсичен, температура
его плавления + 321 С. Зачастую кадмий
применяется в антикоррозийных целях.
Висмут (Bi)
– один из самых легкоплавких металлов
при использовании его в составе припоя
с температурой плавления + 271 С. Висмут
хорошо растворим в азотной кислоте, а
так же в подогретом растворе серной
кислоты.
Сурьма (Sb)
– тугоплавкий металл с температурой
плавления + 630,5 С. Не подвержен воздействию
воздуха. Не окисляется. В припое дает
эффект глянца. Металл токсичен.
Цинк (Zn) –
хрупкий металл синевато-серого цвета
с температурой плавления + 419 С. Быстро
окисляется на воздухе. Используется в
припоях аппаратуры, работающей во
влажных условиях, за счет того, что
покрывает под воздействием влаги пленкой
окиси, защищающей места пайки. Цинк
легко растворим в кислотах. Цинк вместе
с медью применяется для твердых припоев,
а так же кислотных флюсов.
Медь (Cu) –
металл с самой высокой температурой
плавления в изготовлении припоя + 1083 С.
Не поддается воздействию воздуха, однако
верхним слоем окисляется при попадании
влаги. Медь применяется в тугоплавких
припоях.
Припои
разделяют на легкоплавкие и тугоплавкие.
Легкоплавкие припои
нашли широкое применение при конструировании
радиоаппаратуры и пайке радиоэлектронных
компонентов, а так же при лужении дорожек
радиомонтажных плат. Температура
плавления легкоплавких припоев не выше
+ 450 С. В основу таких припоев обычно
входит олово, свинец, кадмий, висмут или
цинк. В радиоэлектронике большое
применение получили припои с температурой
плавления до + 145 С градусов. В процессе
лужения обезжиренных и очищенных плат
применяется сплав Розе или сплав Вуда.
Температура плавления этих сплавов 70
– 95 градусов, поэтому они равномерно
залуживают плату, опущенную в кипящую
воду. В отечественной промышленности
список легкоплавких материалов большей
частью составляют припои оловянно-свинцовые
или ПОС. В случае добавления в припой
кадмия или висмута к окончанию добавляются
буквы К или В. Цифра в окончании маркировки
соответствует процентному содержанию
олова в припое по отношению к свинцу
(большей частью) и сурьме (в мелких
количествах). Чем меньше цифра, тем
припой более тугоплавкий но и более
прочный. Буква Ф означает, что в состав
припоя включен флюс. В последнее время
из-за европейских экологических
стандартов в фирменной аппаратуре
применяется в основном бессвинцовый
припой с относительно высокой для
радиокомпонентов температурой плавления
+ 220 градусов. Ниже приведен список
распространенных отечественных припоев:
ПОС-18 –
состоит из олова (17 – 18%), сурьмы (2 –
2,5%) и свинца (79 – 81%). Применяется при
низких требованиях прочности пайки, в
основном для лужения металлов. Температура
плавления +183 +270 градусов (начало плавления
/ растекаемость).
ПОС-30 –
состоит из олова (29 – 30 %), сурьмы (1,5 –
2%), свинца (68 – 70%). Лужения и пайка меди,
стали и их сплавов. Температура плавления
+183 +250 градусов.
ПОС-50 –
олово 49 – 50%, сурьма 0,8%, свинец 49 – 50%.
Применяется для качественного спаивания
различных металлов, в том числе и в
радиоэлектронике. Плавление +183 +230
градуса.
ПОС-90 –
олово 89 – 90%, сурьма 0,15%, свинец 10 – 11%.
Высокопрочный припой с температурой
плавки +18 + 222 градуса, применяемый в
лужении деталей с последующим золочением
и серебрением. Не применяется в установках
с повышенной рабочей температурой.
Припои
ПОС-40 и ПОС-60 в радиоэлектронике наиболее
популярны. Для спаивания латуни или
пластин для экранирования стоит применять
ПОС-30. При поверхностном лужении дорожек
на платах лучше всего использовать
припои с содержанием кадмия или висмута
ПОСК-50 или ПОСВ-33. Припои с флюсами и без
их содержания для монтажа радиодеталей
выпускаются в виде проволоки с толщиной
1 мм для пайки SMD элементов до 3 мм. для
радиокомпонентов в обыкновенном корпусе.
Для пайки металлов из стали или пайки
крупных площадей, припои идут без флюса
в трубках диаметром 5 мм. В импортной
промышленности так же выпускают
свинцово-оловянные шарики диаметром
от 0,2 до 0,8 мм., предназначенные для пайки
BGA чипов.
Тугоплавкие припои
большей частью используются в промышленной
пайке твердых металлов. Их температура
плавления от + 450 до + 800 С. В состав таких
припоев входят медь, серебро, никель
или магний. Отличительной особенностью
этих припоев является их прочность.
Из-за высокой температуры плавления
тугоплавкие припои в бытовых условиях
для радиомонтажных работ не используются.
Большей частью они используются для
спаивания латуни, стали, меди, бронзы,
чугуна и других металлов с высокой
температурой плавления. Припои марки
ПМЦ (припой медно-цинковый) применяется
для спаивания латуни с содержанием меди
(ПМЦ-42), бронзы и меди (ПМЦ-52). Данный
припой выпускается в виде слитков
определенных форм.
ПМЦ-42 –
состоит из меди (40 – 45%), цинка (52 – 57%).
Также в его состав входят сурьма, свинец,
олово и железо. Его температура плавления
+ 830 градусов.
ПМЦ-53 –
медь 49 – 53%, цинк 44 – 49%. Температура
плавления +870 градусов.
В производстве
припоев особое место занимают, пожалуй,
самые дорогие тугоплавкие припои, основу
которых составляет медь с добавлением
серебра. Маркируются они как ПСР. Припои
с серебром обладают высокой прочностью.
Место пайки гибко и легко обрабатываемо.
Температура таких припоев от +720 до +830
градусов. Высокотемпературные припои
ПСР-10 и 12 используют для спаивания
сплавов латуни и меди, ПСР-25 и 45 необходимы
для работы с медью, бронзой и латунью.
ПСР-70 – припой с максимальным содержанием
серебра применяют в пайке высокочастотных
элементов: волноводов, защитных контуров
и т.д.
Существуют
припои, применяемые для пайки алюминия
на основе олова, цинка и кадмия. Главная
проблема пайки алюминия заключается в
его быстром окислении на воздухе, поэтому
алюминий паяют в масле с использованием
ультразвуковых паяльников.
Флюсы
От правильно
выбранного флюса довольно сильно зависит
качество пайки, ровность шва и его
аккуратность. Флюс при нагреве должен
образовывать тонкую растекающуюся
пленку на поверхности припоя, которая
усиливает сцепление припоя с металлом.
Чем меньше температура плавления флюса,
тем качество пайки лучше. Так же
температура его плавления должна быть
ниже температурных режимов плавки
припоя. Промышленность сегодня изготовляет
флюсы двух типов.
— Химически
активные флюсы, в состав которых входит,
как правило, кислотосодержащие реагенты
(ортофосфорная и соляная кислоты,
хлористый цинк, хлористый аммоний).
Данные флюсы прекрасно справляются с
жирными налетами и окислами, однако,
недостаточная промывка места пайки со
временем приводит к «выеданию» металла
и его коррозии, где остался кислотосодержащий
флюс. На практике кислотосодержащие
флюсы стараются в быту использовать
как можно реже, особенно в радиоэлектронике,
поскольку они ведут к разрушению
текстолита, к тому же, при попадании на
кожу человека такие флюсы вызывают
ожоги, а их пары при вдыхании человеком
особо токсичны. К наиболее популярным
активным флюсам относится паяльная
кислота, ортофосфорная кислота, хлористый
цинк, бура, нашатырь, представляющий
собой хлористый аммоний.
— Химически
пассивные флюсы помогают удалить жировые
отложения, а так же в меньшей степени
удаляют окислы. Примером может быть
канифоль, стеарин, воск. Сами по себе
это органические вещества, не вызывающие
коррозии, которые служат не только
важной сост авляющей при пайке
радиокомпонентов, но и выполняют защитную
функцию от окисления. Новомодной
тенденцией стало использование флюсов
ЛТИ, для пайки легкоплавкими припоями.
С их помощью можно осуществлять пайку
оцинкованных контактов, свинец, очищенное
железо, нержавеющую сталь и т.д. В их
состав входит спирт, канифоль, малая
доза кислоты, триэтаноламин. Для подобной
пайки применяют ЛТИ флюс совместно с
паяльной пастой. Единственный их минус
заключается том, что под действием
температуры в месте спайки остаются
темные пятна. Пары флюса вредны для
человека. Исключение только составляет
флюс ЛТИ-120, который не содержит
нежелательных компонентов: солянокислотного
анилина и метафенилениамина.
Наименования
флюсов и их применение
Канифоль
сосновая – самый простой, дешевый и
доступный вид флюса с низким током
утечки. Относится к классу химически
пассивных флюсов. На рынке она доступна
в свободной продаже из-за популярности.
Применяется практически широком спектре
радиомотажных работ. Умеренно растворяется
в спирте с добавлением глицерина,
благодаря чему стали популярны среди
радиолюбителей спирто-канифольные
флюсы.
Ортофосфорная
и паяльная кислота – опасные химически
активные флюсы. Применяется при паке
сильно окисленных металлов, низколегированных
сталей, никеля, а так же их сплавов. После
пайки обязательным условием является
очистка места спаивания 5% раствором
соды, чтобы погасить кислотную активность
и выедание металла. Паяльная кислота
особо эффективна при температуре 270 –
330 градусов.
Паяльная
кислота ПЭТ – оптимальная температура
процесса пайки с ее применением 150 –
320 градусов. Применяется при спаивании
углеродистых сталей, латуни, меди,
никеля.
Паяльный
жир – существует в двух видах: активный
и нейтральный. Применяется для окисленных
деталей, состоящих из черного или
цветного металла. Активный паяльный
жир в радиоконструировании не применяется.
Нейтральный паяльный жир не содержит
активных компонентов, поэтомуможет
использоваться для пайки радиодеталей.
БУРА –
необходима при высокотемпературной
пайке высокоулеродитсых металлов:
чугуна, меди, стали и т.д.
ТАГС – флюс
на глицериновой основе для радиомонтажа.
Из-за остаточного сопротивления нуждается
в отмывке спиртом.
Флюсы ЗИЛ
– хорошо подходят спаивания стали,
латуни, меди легкоплавкими припоями на
основе висмута.
Ф-38Н ПЭТ –
сильно химически активный флюс.
Применяется для пайки быстро окисляемых
на воздухе металлов при температуре
выше 300 градусов. Им паяют нихром,
манганин, бронзу. Обязательное применение
при его использовании средств
индивидуальной защиты. Промывка щелочью
так же обязательна
Активные
флюсы ФИМ — пайка окисленного серебра,
платины. Требует отмывки водном раствором
с содержанием соды. В составе флюса
фосфорная кислота.
ФКДТ и ФКТ
ПЭТ – популярный неактивный флюс
широкого применения для лужения проводов
и медных контактов в РЭА.
ФТС –
бесканифольный пассивный флюс без дыма.
Предназначен для пайки радиодеталей.
Паяльная
паста «Тиноль» — специальный химический
флюс для пайки SMD радиодеталей термофеном
паяльной станции.
Флюс-гель
ТТ – флюс с индикатором химической
активности красноватого оттенка для
широкого спектра пайки. При воздействии
температурой обесцвечивается, указывая
на отсутствие активных компонентов. Не
требует отмывки.
СТ-61 –
паяльная паста пассивная. А – температура
плавления +200 градусов, В – для компьютерных
и мобильных радио запчастей, С – канифоль.
Импортные
флюсы
IF 8001 Interflux
– один из лучших флюсов для бессвинцовой
пайки SMD компонентов, в том числе и работы
с BGA чипами. Довольно дорогой. Не требует
смывания.
IF 8300 BGA
Interflux (30cc) – для пайки корпусов BGA.
Представляет собой гель. Без вредного
галогена.
IF 9007 Interflux
BGA – паяльная безотмывочная паста для
пайки свинцовым припоем. После работы
оставляет едва заметный слой флюса с
высоким удельным сопротивлением.
FMKANC32-005 –
крем слабоактивированный безотмывочный.
Показывает хорошие результаты при пайке
BGA чипов и работе с инфракрасными
паяльными станциями.
Классификация
импортных флюсов
Нередко в
маркировке импортных флюсов можно
встретить маркировочные символы.
Рассмотрим ниже их обозначение.
«R» — канифоль,
которая идет либо в чистом виде, либо в
виде раствора (спирто-канифоль). Химически
пассивный флюс, поэтому перед применением
требует ручной зачистки поверхности
спаиваемых компонентов от окислов.
После окончания работ требует отмывки
спиртом или ацетоном.
«RMA» — флюс
на основе канифоли с небольшим добавлением
активаторов (органических кислот и их
соединениями). При термической обработке
кислотосодержащие активаторы испаряются.
Для их применения необходима вытяжка.
Оптимальная пайка достигается с
использованием горячего воздуха.
«RA» —
активированная канифоль. По заверению
производителей из-за низкой активности
кислот не оказывает коррозийных процессов
на место пайки, поэтому не требует
отмывки. Мы бы все таки рекомендовали
после работы с ним использовать слабый
раствор щелочи или спирт для отмывки,
если речь не идет о BGA пайке!
«SRA» —
кислотные флюсы активного действия для
пайки нержавеющей стали, никеля. В
электронике практически не используются
из-за разрушающего действия кислот.
После пайки таким флюсом изделие
нуждается в тщательной отмывке спиртом
или ацетоном.
Так же
нередко к импортным флюсам к названию
добавляют надпись «no clean», которая
означает, что данный флюс не требует
смывки. Такие флюсы нередко применяют
при пайке радиокомпонентов, где очистка
после пайки деталей затруднена физически.
Например, при пайке BGA микросхем.
Какие
существуют паяльники. В каких случаях
их применяют [Советы начинающему
радиолюбителю, Радиоприемники и их
ремонт, Самоучитель игры на паяльнике]
Пая́льник —
ручной инструмент, применяемый
при луженииипайкедля
нагрева деталей,флюса,
расплавленияприпояи
внесения его в место контакта спаиваемых
деталей. Рабочая часть паяльника, обычно
называемая жалом, нагревается пламенем
(например, отпаяльной
лампы) илиэлектрическим
током.
Мощность электрического паяльника для
монтажа электронных и радиотехнических
устройств обычно составляет 30 — 40 Вт.
Однако при монтаже полупроводниковой
аппаратуры такой паяльник может оказаться
чрезмерно мощным, вызовет недопустимый
перегрев транзисторов, поэтому
целесообразно обзавестись также
маломощным паяльником мощностью примерно
15 Вт. Полезно также иметь в комплекте
низковольтный маломощный паяльник,
питаемый от сети через понижающий
разделительный трансформатор с
заземленной вторичной обмоткой.
Такой паяльник не только уменьшает
опасность перегрева полупроводникового
прибора или .печатной платы, но и безопасен
в смысле попадания на корпус его
напряжения сети. Если же окажется
необходимым при .монтаже припаять,
допустим, провод к металлическому
шасси или к другой массивной металлической
поверхности, то для ее прогрева мощности
в 30 — -40 Вт может оказаться недостаточно.
В этих случаях приходится использовать
более мощные паяльники (до 60 Вт и более).
Таким образом, в наборе полезно иметь
несколько паяльников разной мощности,
однако на первый случай можно
ограничиться одним — мощностью 30 — 40
Вт.
Паяльники
с периодическим нагревом
Молотковые и торцевые паяльники
представляют собой массивный рабочий
наконечник, закрепленный на относительно
длинной металлической рукоятке, длина
которой обеспечивает безопасность в
обращении с инструментом. Для выполнения
нестандартных работ паяльники подобного
типа снабжаются фасонными наконечниками.
Нагрев этих паяльников осуществляется
внешними источниками тепла. Это наиболее
старый вид паяльников (известны с
античности).
Дуговой
паяльник — нагрев паяльника
осуществляется электрической
дугой, периодически возбуждаемой
между угольнымэлектродом,
помещенным внутри паяльника и наконечником.
Дуговой паяльник массой 1 кг нагревается
до температуры 500 °C при напряжении
24 В в течение 3 мин, потребляемая мощность
1,5—2,0 кВт.
Паяльники
с постоянным нагревом
Электропаяльники имеют
встроенный электронагревательный
элемент, работающий от электросети, от
понижающего трансформатора либо от
аккумуляторов.
Газовые —
паяльники со встроенной газовой горелкой
(горючий газ подаётся из встроенного
баллончика со сжиженным газом, или,
реже, газ подаётся по шлангу от внешнего
источника).
Паяльники, работающие
на жидком топливе — схожи с газовыми,
но нагрев осуществляется пламенем
сгорающего жидкого топлива.
Термовоздушные —
в них нагрев деталей, расплавление
припоя происходит путем обдува их струёй
горячего воздуха. В этом он напоминает
промышленный фен,
но, в отличие от него, используется
тонкая струя воздуха.
Инфракрасные —
нагревание осуществляется
источником инфракрасного
излучения.
Области
применения
Электропаяльники
малой мощности (5—40 Вт) обычно используются
для пайки электронных
компонентовпри помощи
легкоплавкихоловянно-свинцовыхприпоев;
это основной инструмент электромонтажника
и электромеханика.
Мощные
электропаяльники (100 и более Вт)
используются для пайки и лужения
массивных деталей.
Термостабилизация
жала позволяет использовать паяльники
большой (50—100 Вти
более) мощности и при пайке электронных
компонентов без риска их перегрева —
это полезно при работе с многослойными
печатными платами, а также при демонтаже
многовыводных ИС.
Паяльники
для монтажа и ремонта электронных
устройств часто изготовляются на низкие
рабочие напряжения, от 12 до 36 В.
Питают такой паяльник через понижающий
трансформатор. Пониженное напряжение
значительно снижает вероятность
повреждения полупроводниковых электронных
компонентов ёмкостными наводками,
амплитуда которых на жале обычного
паяльника на 220 В достигает десятков, а
то и 100—150 вольт, даже при отличной
изоляции нагревателя.
Для
максимальной защиты от статического
электричества и электромагнитных
наводок жало паяльника заземляют,
уравнивая потенциалы жала, рабочей
поверхности, монтируемой конструкции
и оператора (для заземления тела человека
используется заземляющий браслет).
Следует
предостеречь против распространенной
ошибки — питания паяльника при работе
с электронными устройствами от
тиристорного регулятора напряжения —
(диммера). Выходное напряжение такого
регулятора имеет несинусоидальную
форму с крутыми фронтами в моменты
открытия тиристора, и следовательно,
имеет большой уровень высокочастотных
гармоник. Это ведёт к появлению импульсов
напряжения большой амплитуды на жале
(ёмкостная наводка через ёмкость
нагреватель — жало), способных вывести
из строя многие полупроводниковые
приборы и микросхемы, особенно это
относится к приборам с изолированным
затвором.
Также
возрастает вероятность пробоя изоляции
между нагревательным элементом паяльника
и жалом, особенно если она слюдяная.
Как
пользоваться мультиметром [Как
пользоваться мультиметром]
Методы
поиска неисправностей [Справочное
пособие по ремонту электрических и
электронных систем]
Припои и флюсы, применяемые при пайке
Страница 53 из 85
6. ПРИПОИ И ФЛЮСЫ, ПРИМЕНЯЕМЫЕ ПРИ ПАЙКЕ ЖИЛ, БРОНИ, СВИНЦОВОЙ И АЛЮМИНИЕВОЙ ОБОЛОЧЕК КАБЕЛЕЙ
Технология изготовления некоторых припоев
Для изготовления припоя марки ПОС-4-6 по табл. 3-9 применяются: свинец марки СО или Cl по ГОСТ 3778-47; олово марок 01, 02, 03 и 04 по ГОСТ 860-41; лигатура свинец — сурьма с содержанием 20% сурьмы, которая готовится следующим образом.
Припои для пайки алюминиевых оболочек и жил кабелей
Примечания: 1. Припои 1—3 могут применяться без флюсов 2. Припои 3 — 5 для пайки заземляющих проводов к тугоплавкие.
Таблица 3-8
Таблица 3-9
Допускаемое количество примесей — см. ГОСТ 1499-54.
Наиболее употребительные оловянисто-свинцовые припои по ГОСТ 1499-54, применяемые при монтаже кабелей для пайки медных жил, свинцовых оболочек и муфт, а также проводов заземления
По технически обоснованному требованию потребителя, оговоренному в заказе, припои марок ПОС-30 и ПОС-40 поставляются с содержанием сурьмы по 0,25%.
Припой не рекомендуется применять для пайки цинковых и оцинкованных изделий. В этих случаях наличие в припое сурьмы препятствует получению прочного шва.
Таблица 3-10
Основные данные по приготовлению припоев для пайки алюминия
В предварительно подогретом до температуры 200—400° С графитовом тигле расплавляется свинец, покрывается слоем древесного угля (толщина слоя 1—2 см) и подогревается до температуры или с простейшим флюсом в виде раствора канифоли в спирте, алюминиевой оболочке кабелей не рекомендуются как наиболее
650—700° С. При этой температуре в жидкий свинец вводится небольшими кусочками сурьма, которая при помешивании жидкой ванны графитным или стальным стержнем быстро растворяется в свинце: после полного растворения сурьмы сплав охлаждается до температуры 350—450°С, с поверхности его снимаются уголь и шлаки и производится разливка лигатуры по изложницам.
Изготовление припоя ПОС-4-6 производится в следующей последовательности: в предварительно подогретый До температуры 200—400°С графитовый тигель загружается свинец; после расплавления свинца при температуре 327—350° С вводится лигатура свинец— сурьма и олово.
После полного расплавления всей шихты поверхность жидкой канны посыпается порошком канифоли, и сплав перемешивается стальным или графитным стержнем. Образовавшиеся на поверхности жидкой ванны окислы удаляются, и сплав при температуре 300— 350° С разливается по изложницам.
Олово, цинк, алюминий и другие входящие в состав припоев компоненты должны иметь минимальное количество примесей согласно соответствующим ГОСТ.
Медь для приготовления припоев марки А и НИИКП по табл. 8 рекомендуются брать в виде фольги или в виде тонкого мягкого волокна.
Для приготовления припоев могут применяться: графитовые по ГОСТ 3782-47 или шамотные тигли с электрическим (например, в тигельных печах) или горновым обогревом, паяльные котелки (чугунные), обмазанные по внутренней поверхности шамотной глиной.
Контроль температуры сплава при приготовлении припоя может осуществляться пирометром, термопарой. О достижении сплавом температуры 650° С можно судить также по оплавлению алюминиевой проволоки диаметром 0,6—1,0 мм, погруженной концом в сплав.
После расплавления первого из компонентов поверхность посыпается слоем 10—15 мм древесного угля с зернами 5—10 мм во избежание окисления сплава в процессе дальнейшего приготовления припоя.
С той же целью рекомендуется: не превышать указанные выше температуры; закрывать тигель или котелок металлической или асбестовой крышкой, открывая ее только при загрузке компонентов и выгрузке припоя, а также в моменты перемешиваний сплава.
Каждый последующий компонент должен вводиться в сплав в несколько приемов. Перед введением каждого нового компонента и после его введения (до момента расплавления) сплав следует перемешивать стальным прутком или лучше деревянной лопаточкой.
Готовый жидкий припой после удаления с его поверхности шлака с целью получения припоя в виде палочек или брусков толщиной 6—7 мм разливается в металлические или другие формы (например, в угловую сталь).
Флюсы, применяемые при пайке
Назначение флюсов — способствовать равномерному и прочному соединению припоя с основным металлом, а именно: растворять и поглощать окислы основного металла до пайки и в процессе пайки; предохранять поверхность металла в месте пайки от окисления до пайки и в процессе пайки.
В качестве флюса при пайке соединений и оконцеваний медных жил, при пайке свинцовых муфт к свинцовой оболочке кабелей, а также для пайки проводников заземления к броне и свинцовой оболочке кабелей наиболее часто применяют так называемый паяльный жир следующего состава: канифоль — 10—15 весовых частей, животный жир (технические отходы производства) или стеарин — 5—6 весовых частей, нашатырь — 2 весовые части, хлористый цинк — 1 весовая часть, вода — 1 весовая часть.
Способ приготовления жира заключается в следующем.
В одном сосуде разогревается до температуры плавления канифоль, после чего в нее добавляется животный жир или стеарин, полученная смесь тщательно перемешивается.
В другом сосуде растворяются нашатырь, хлористый цинк и вода. Полученный в результате этого раствор вливается в подогретую смесь из канифоли, животного жира или стеарина и тщательно перемешивается.
Полученная масса разливается в баночки и охлаждается до температуры окружающей среды.
Для этой же цели применяют и флюс следующего состава: канифоль —30 частей; стеарин —30 частей; хлористый цинк — 25 частей; хлористый аммоний — 5 частей и вода — 10 частей.
Приготовление этого флюса производится следующим образом; тщательно перемешивают между собой предварительно измельченную канифоль и стеарин и нагревают до растворения; отдельно перемешивают хлористый цинк и хлористый аммоний и растворяют их в воде, непрерывно перемешивая и подогревая; смешивают обе массы в нагретом состоянии и получившуюся густую однородную массу разливают по формам, охлаждают в течение 2—3 ч и разрезают на палочки шириной 15—20 мм.
При отсутствии паяльного жира в качестве флюса для указанных выше целей применяют канифоль или стеарин.
При соединении и оконцевании алюминиевых жил пайкой в качестве флюса нашел себе широкое применение состав в виде раствора из 20 весовых частей канифоли и 100 весовых частей денатурированного или чистого винного спирта. Этот состав не требует удаления остатков его по окончании пайки.
Флюсы, применяемые при сварке алюминиевых жил кабелей
Флюс марки КМ-1: 45% хлористого калия; 20% хлористого натрия; 20% хлористого бария; 15% фтористого натрия. Этот флюс характеризуется температурой плавления 600° С; примерно той же гигроскопичностью, что и другие флюсы, хорошими технологическими свойствами; опасностью разрушения места сварки под действием остатков флюса.
Флюс «Красный автоген»: 7—33% хлористого калия; 9—12% хлористого лития; 42—4θ% хлористого натрия; 12—16% фтористого калия. Флюс характеризуется: температурой плавления 500° С, большой гигроскопичностью; наличием повышенной опасности разрушения места сварки под действием остатков флюса.
Флюс «ВАМИ»: 50—55% хлористого калия; 30—35% хлористого натрия; 10—20% криолита марки К-1. Температура плавления флюса 630° С. Он менее активно растворяет пленку окиси, чем предыдущие флюсы, а следовательно, менее опасен в отношении коррозии алюминия. В первой фазе сварки поверхность металла покрывается жидкой пленкой шлака, образующей в дальнейшем твердую корку. Применяется во всех случаях ‘соединения и оконцевания алюминиевых жил путем сварки при условии тщательной защиты мест сварки от доступа влаги.
Флюсы представляют собой механическую смесь составляющих их элементов, предварительно измельченных путем растирания и просеянных через сито с числом отверстий 1 200 на 1 см2.
Флюсы должны храниться в герметически закрываемых, лучше всего стеклянных, банках и обычно употребляться в виде пастообразной смеси из 100 частей порошка флюса и 35 частей воды, приготовляемой в количестве, необходимом для выполнения работы в течение одного дня. Наносятся флюсы волосяной кисточкой тонким слоем (излишнее количество флюса только увеличивает опасность коррозии места сварки в эксплуатации) на свариваемые поверхности жил и на прутки присадочного алюминия непосредственно перед сваркой.
По окончании сварки места соединений и оконцеваний жил очищаются от остатков флюса и шлаков стальной щеткой, затем опиливаются напильником и тщательно промываются бензином.
Сварные соединения жил кабелей в муфтах не требуют специальной защиты от коррозии. Места же оконцевании этих жил, выполненные сваркой с применением флюса, обязательно должны быть обильно покрыты влагостойким лаком, а затем обмотаны изолирующей влагостойкой лентой с лакировкой каждого слоя или так называемой липкой лентой (полихлорвиниловой, из стекловолокна и т. п.).
Точка плавления | Справочник по элементам в KnowledgeDoor
Ссылки (Щелкните рядом со значением выше, чтобы увидеть полную информацию о цитировании для этой записи)
Arblaster, J. W. «Уравнения давления пара для элементов платиновой группы». Platinum Metals Review, том 51, номер 3, 2007 г., стр. 130–135. doi: 10.1595 /
Arblaster, J. W. «Какова истинная точка плавления осмия?» Platinum Metals Review, том 49, номер 4, 2005 г., стр.166–168. DOI: 10.1595 /
Arblaster, J. W. «Термодинамические свойства рения на ITS-90».
Калфад, том 20, номер 3, 1996 г., стр. 343–352. DOI: 10.1016 /
Бедфорд, Р. Э., Г. Боннье, Х. Маас и Ф. Павезе. «Рекомендуемые значения
Температура по Международной температурной шкале 1990 г. для выбранного набора вторичных контрольных точек ». Metrologia, том 33, номер 2, 1996 г., стр. 133–154. Doi: 10.1088/
Чейз, Малкольм В., редактор. Монография JPCRD № 9: Термохимические таблицы NIST-JANAF (Часть I и Часть II). Вудбери, штат Нью-Йорк: Американское химическое общество и Американский институт физики, 1998.
де Подеста, Майкл. Понимание свойств
Дело, 2-е изд. Лондон: Тейлор и Фрэнсис, 2002.
Эмсли, Джон. Строительные блоки природы: руководство по элементам от А до Я. Оксфорд: Издательство Оксфордского университета, 2003.
Еремец, М. И., И. А. Trojan. «Свидетельство максимума на кривой плавления водорода при мегабарных давлениях». Письма в ЖЭТФ, том 89, номер 4, 2009 г., стр. 174–179. DOI: 10.1134 /
Гринвуд, Н. Н. и А. Эрншоу. Химия элементов, 2-е издание. Берлингтон, Массачусетс: Баттерворт-Хайнеманн, 1997.
Гумински К. «Система F-Hg (фтор-ртуть)». Журнал Phase Equilibria, том 22, номер 5, 2001 г.,
С. 578–581.
Гумински, К.«Точки плавления и кипения ртути (Hg)». Журнал Phase Equilibria and Diffusion, том 13, номер 4, 1992, стр. 339. DOI: 10.1007 /
Höhne, G. W. H., W. F. Hemminger, и H.-J. Фламмерсхайм. Дифференциальная сканирующая калориметрия, 2-е издание. Берлин: Springer – Verlag, 2003.
мл., О. Левин Келлер и Гленн Т. Сиборг. «Химия трансактинидных элементов». С. 139–166 в Ежегодном обзоре ядерной науки. Отредактировал Эмилио Сегре. Пало-Альто, Калифорния: Annual Reviews Inc., 1977.
Конингс, Р. Дж. М. «Термохимические и теплофизические свойства кюрия.
и его оксиды. «Journal of Nuclear Materials, volume 298, number 3, 2001, pp. 255–268. doi: 10.1016 /
Konings, Rudy JM, and Ondrej Beneš. «Термодинамические свойства
f-элементы и их соединения. I. Лантаноиды и актиниды металлов ». Журнал физических и химических справочных данных, том 39, номер 4, 2010 г., стр. 043102–1–043102–47.DOI: 10.1063 /
Корпинаров Н., Маринов М., Димова-Малиновская Д., Ничев Х., Константинова М., Васильев Д. «Кремниевые нанопроволоки и усы, полученные дуговым разрядом». Journal of Physics: Conference Series, volume 113, 2008, 012007 (5 стр.). DOI: 10.1088 /
Лангнер, Джереми и Дж. Р. Кахун. «Повышение температуры альфа-гамма-превращения чистого железа при очень быстром нагреве.»Metallurgical and Materials Transactions A, volume 41, number 5, 2010, pp. 1276–1283. Doi: 10.1007 /
Лиде, Дэвид Р., редактор. CRC Handbook of Chemistry and
Физика, 88 издание. Бока-Ратон, Флорида: Taylor & Francis Group, 2008.
Маделунг, О., У. Рёсслер и М. Шульц, редакторы. Нететраэдрически связанные элементы и бинарные соединения I. Берлин: Springer-Verlag, 1998. doi: 10.1007 /
Мукерджи, Гутам Дев и Рейнхард Бёлер.«Кривая плавления азота при высоком давлении и фазовый переход жидкость-жидкость». Physical Review Letters, том 99, номер 22, 2007 г., стр. С 225701–1 до 225701–4. DOI: 10.1103 /
Николас, Дж. В. и Д. Р. Уайт. «Температура». С. 8–41 в Измерение термодинамических свойств одиночных фаз. Под редакцией А. Р. Х. Гудвина, В. А. Уэйкхема и К. Н. Марша. Амстердам: Elsevier Science, 2003.
Пирсон, Хью О. Справочник по углероду, графиту, алмазу и фуллеренам.Park Ridge, NJ: Noyes Publications, 1993.
Preston-Thomas, H. «Международная температурная шкала 1990 года (ITS-90)».
Метрология, том 27, номер 1, 1990 г., стр. 3–10. DOI: 10.1088 /
Савватимский А.И. «Точка плавления графита и жидкого углерода». Успехи физики, том 46, номер 12, 2003 г., стр. 1295–1303. DOI: 10.1070 /
Сиборг, Гленн Т. и Уолтер Д.Любить землю. Элементы, помимо урана. Нью-Йорк: John Wiley & Sons, Inc., 1990.
Steudel, Ralf, and Bodo Eckert. «Аллотропы твердой серы». стр. 1–79 в Элементарная сера и соединения с высоким содержанием серы I. Под редакцией Ральфа Штуделя. Берлин: Springer – Verlag, 2003. doi: 10.1007 /
Стюарт, Ричард Б. и Ричард Т. Якобсен. «Термодинамические свойства
Аргон от тройной точки до 1200 К при давлениях до 1000 МПа ». Журнал физических и химических справочных данных, том 18, номер 2, 1989 г., стр.639–798.
Стюарт, Ричард Б., Ричард Т. Якобсен и В. Вагнер. «Термодинамические свойства
Кислород от тройной точки до 300 К при давлениях до 80 МПа ». Журнал физических и химических справочных данных, том 20, номер 5, 1991, стр. 917–1021.
Свартцендрубер, LJ« Свойства железа ». Фазовые диаграммы сплавов, том 3, номер 2, 1982 г., стр. 224.
Сищенко О., Дэй Дж., Бимиш Дж. «Упругие свойства твердого гелия». Журнал физики: конденсированные вещества, том 21, номер 16, 2009 г., 164204 (6 стр.).DOI: 10.1088 /
Tegeler, Ch., R. Span и W. Wagner. «Новое уравнение состояния аргона, покрывающего жидкую область, для температур от линии плавления до 700 К при давлениях до 1000 МПа». Журнал физических и химических справочных данных, том 28, номер 3, 1999 г.,
С. 779–850.
Тонков Е.Ю., Понятовский Е.Г. Фазовые превращения элементов под высоким давлением. Достижения в металлических сплавах 4.Под редакцией Я. Н. Фридляндер и Д. Г. Эскин. Бока-Ратон, Флорида: CRC Press LLC, 2005.
Вос, В. Л., Дж. А. Схоутен, Д. А. Янг и М. Росс. «Кривая плавления неона при высоком давлении». Журнал химической физики, том 94, номер 5, 1991 г., стр. 3835–3838. DOI: 10.1063 /
Yaws, Карл Л. Справочник по физическим свойствам углеводородов и химикатов Yaws. Хьюстон, Техас: Gulf Publishing Company, 2005.
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
| Срок | Определение
| ||
Термин
| Определение
| ||
| Срок | |||
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ
Механические свойства имеют первостепенное значение в более крупных промышленных применениях металлов, поэтому они требуют большого внимания при их изучении.
Прочность. — Прочность материала — это свойство сопротивления внешним нагрузкам или напряжениям без повреждения конструкции. Термин «предел прочности » относится к удельному напряжению (фунты на квадратный дюйм), развиваемому в материале в результате максимальной медленно прикладываемой нагрузки, которой материал может выдержать без разрушения при испытании на растяжение. Испытание на растяжение чаще всего применяется к металлам, потому что оно говорит об их свойствах гораздо больше, чем любое другое отдельное испытание.В металлургии о разрушении часто говорят как об отказе, разрыве или разрушении; перелом металла — это название, данное поверхности, на которой произошел перелом.
Прочность металлов и сплавов зависит от двух факторов, а именно, прочности кристаллов, из которых они состоят, и прочности сцепления между этими кристаллами. Самое сильное известное вещество — это вольфрамовая проволока электрических ламп накаливания. Чистое железо непрочно, но когда сталь легируется углеродом для получения стали, она может быть прочнее любого из чистых металлов, кроме вольфрама.
Напряжение и деформация. — Напряжение — это сила внутри тела, которая сопротивляется деформации из-за приложенной извне нагрузки. Если эта нагрузка действует на поверхность с единичной площадью, она называется единичной силой, а сопротивление ей — единиц. Таким образом, количественно напряжение — это сила на единицу площади; на европейском континенте он выражается в килограммах на квадратный миллиметр, в Соединенных Штатах — фунтах на квадратный дюйм, в то время как в Англии обычно используются длинные тонны на квадратный дюйм.
Когда внешняя сила действует на эластичный материал, материал деформируется, и деформация пропорциональна нагрузке. Это искажение или деформация составляет деформаций, , а единичная деформация измеряется в США и Англии в дюймах на дюйм, а в Европе — в сантиметрах на сантиметр. Единичная деформация — это отношение расстояний или длин.
Эластичность. — Любой материал, подверженный внешней нагрузке, деформирован или деформирован.Упруго напряженные материалы возвращаются к своим первоначальным размерам при снятии нагрузки, если она не слишком велика. Такое искажение или деформация пропорциональна величине нагрузки до определенной точки, но когда нагрузка слишком велика, материал постоянно деформируется, а при дальнейшем увеличении нагрузки до определенной точки материал разрушается. Свойство восстановления исходных размеров после снятия внешней нагрузки известно как эластичность .
Модуль упругости. — В пределах упругости отношение напряжения к деформации известно как модуль упругости (т.е. мера упругости).
Модуль упругости выражает жесткость материала. Для стали и большинства металлов это постоянное свойство, на которое мало влияет термическая обработка, горячая или холодная обработка или фактический предел прочности металла. Их модули упругости показывают, что, когда стержни из стали и алюминия одинакового размера подвергаются одинаковой нагрузке, возникающая в результате упругая деформация в алюминии будет почти в три раза больше, чем в стальном стержне.
Пропорциональный предел упругости. — Металлы обычно не эластичны во всем диапазоне нагрузок. Предел пропорциональности напряжения к деформации известен как предел пропорциональности . Предел упругости — это наивысшее удельное напряжение, которое испытываемый образец выдержит и все еще вернется к своим исходным размерам после снятия нагрузки. Предел пропорциональности и предел упругости в металлах очень близки друг к другу, настолько, что их часто путают, и теперь принято объединять их в один термин Предел пропорциональной упругости. Это важное свойство, напряжение, которое нельзя превышать при проектировании.
Природа упругости. — Эластичность металлического вещества является функцией сопротивления его атомов разделению, сжатию или вращению друг относительно друга и, таким образом, является фундаментальным свойством материала. Итак, эластичность демонстрируется как функция атомных сил. Это объясняет, почему модуль упругости прочной и хрупкой термообработанной легированной стали точно такой же, как у сравнительно слабой и вязкой отожженной стали.
Предел текучести. — Это точка на кривой «напряжение-деформация», в которой напряжение выравнивается или фактически уменьшается, а напряжение продолжается. Этот термин строго применим только к малоуглеродистым сталям, так как характеристика, которая его определяет, не встречается в других металлах, легированных сталях или даже холоднодеформированных или нормализованных низкоуглеродистых сталях.
Максимальная сила. — Наибольшая нагрузка, которую выдерживает образец, деленная на исходную площадь поперечного сечения, называется пределом прочности на разрыв или пределом прочности детали.
Пластичность. — Пластичность — это способность металла постоянно деформироваться при растяжении без разрушения. В частности, этот термин обозначает емкость, которую нужно тянуть от проволоки большего диаметра к меньшему. Такая операция, очевидно, включает в себя как удлинение, так и уменьшение площади, и значения этих двух характеристик металла, определенные при испытании на растяжение, обычно принимаются в качестве меры пластичности металла.
Прочность. — Вязкость определяется как свойство поглощения значительной энергии до разрушения. Это мера общей способности материала поглощать энергию, включая энергию как упругой, так и пластической деформации при постепенно прикладываемой нагрузке. Одним из наиболее распространенных тестов на ударную вязкость является «испытание на удар», в котором измеряется энергия, поглощенная при разрушении образца при внезапном ударе.
Природа прочности. — Прочность металла определяется степенью скольжения, которая может происходить внутри кристаллов, не приводя к разрыву металла.Возможно, это результат попеременного проскальзывания и расклинивания каждой клиновидной кристаллографической плоскости, удерживаемой до приложения большего напряжения. Хрупкий металл или сплав либо не перестанет скользить после достижения упругой деформации, либо остановится только на короткое время перед разрушением. Очевидно, что последовательная остановка и проскальзывание вызовут деформацию; поэтому вязкие металлы и сплавы часто являются наиболее пластичными и пластичными.
Иногда кристаллы металла могут быть прочными, но границы кристаллов могут содержать примеси, так что наименьшая деформация кристаллической массы может вызвать растрескивание через хрупкий материал границ зерен.Это верно для стали, содержащей значительное количество фосфора, и для меди, содержащей висмут.
Ковкость. — Ковкость — это свойство металла, которое допускает остаточную деформацию при сжатии без разрушения. В частности, это означает способность раскатывать или забивать тонкие листы. Свойство пластичности похоже, но не такое же, как свойство пластичности, и разные металлы не обладают этими двумя свойствами в одинаковой степени: хотя свинец и олово относительно высоки в порядке пластичности, им не хватает необходимой прочности на разрыв. быть втянутым в тонкую проволоку.Большинство металлов обладают повышенной ковкостью и пластичностью при более высоких температурах. Например, железо и никель очень пластичны при ярко-красном огне (1000 ° C).
Хрупкость. — Хрупкость подразумевает внезапный отказ. Это свойство ломаться без предупреждения, то есть без видимой остаточной деформации. Это противоположность ударной вязкости в том смысле, что хрупкое тело имеет небольшое сопротивление разрыву после достижения предела упругости. Хрупкость противоположна пластичности в том смысле, что она предполагает разрыв без значительной деформации.Часто твердые металлы хрупкие, но эти термины не следует путать или использовать как синонимы.
Усталостный отказ. — Если металл подвергается частым повторяющимся нагрузкам, он в конечном итоге разорвется и выйдет из строя.
Чередование стресса приведет к неудаче быстрее, чем повторение стресса. Под «чередованием напряжений» подразумевается попеременное растяжение и сжатие в любом волокне. Разрушение металлов и сплавов под действием повторяющихся или переменных напряжений, слишком малых, чтобы вызвать даже остаточную деформацию при статическом применении, называется усталостным разрушением .
Коррозионная усталость. — Если элемент подвергается также воздействию коррозионных агентов, таких как влажная атмосфера или масло, не очищенное от кислоты, напряжение, необходимое для выхода из строя, намного ниже. Самые прочные стали не выдерживают усталости и коррозии при удельном напряжении волокна не более 24000 фунтов на квадратный дюйм, даже если их предел прочности может указывать на то, что они могут выдерживать гораздо более высокое напряжение. Интересно отметить, что удельное напряжение чрезвычайно прочной термически обработанной легированной стали, подверженной коррозионной усталости, будет не больше, чем у относительно слабой конструкционной стали.Очевидна важность защиты поверхностей усталостных элементов от коррозии с помощью цинкования, гальванизации и т. Д., Если и когда это возможно.
Твердость. — Качество твердости является комплексным, и подробное исследование показало, что оно представляет собой комбинацию ряда физических и механических свойств. Его чаще определяют в терминах метода, используемого для его измерения, и обычно означает сопротивление вещества вдавливанию. Твердость также может быть определена с точки зрения устойчивости к царапинам и, таким образом, связана с износостойкостью.Термин твердость иногда используется для обозначения жесткости или состояния деформируемых изделий, поскольку твердость металла при вдавливании тесно связана с его пределом прочности при растяжении.
В инженерной практике сопротивление металла проникновению твердым инструментом для вдавливания обычно считается определяющим свойством твердости. Был разработан ряд стандартизированных испытательных машин и пенетраторов, наиболее распространенными из которых являются машины Бринелля, Роквелла и Виккерса.
В испытании Бринелля шарик из закаленной стали диаметром 10 мм вдавливается в поверхность испытываемого материала под нагрузкой 500 или 3000 кг и измеряется площадь вдавливания.Затем твердость по Бринеллю выражается как отношение приложенной нагрузки к площади слепка.
В тестах Rockwell используется ряд различных масштабов тестирования с использованием различных пенетраторов и нагрузок. Наиболее часто используемые шкалы — это шкала «C», в которой используется алмазный конусный пенетратор при основной нагрузке 150 кг, и шкала «B», в которой используется закаленный стальной шар диаметром 1/16 дюйма при основной нагрузке 100 кг. кг. В этом испытании в качестве меры твердости принимается разница глубины проникновения между глубиной проникновения малой нагрузки в 10 кг и приложенной основной нагрузкой.
В испытании Виккерса используется квадратный алмазный индентор в форме пирамиды, который может быть нагружен от 1 до 120 кг. Как и в тесте Бринелля, твердость выражается как приложенная нагрузка, деленная на площадь поверхности пирамидального отпечатка.
Тест Бринелля обычно используется только для довольно толстых срезов, таких как прутки и поковки, в то время как тест Роквелла обычно используется как для толстых, так и для тонких срезов, таких как полосы и трубки. Поверхностный Роквелл можно использовать для деталей толщиной до 0.010 дюймов. Тестер Виккерса чаще всего используется как лабораторный прибор для очень точных измерений твердости, а не как инструмент производственного контроля.
Склероскоп Шора измеряет упругость, а не твердость, хотя они взаимосвязаны. Склероскоп измеряет отскок падающего молотка от испытательной поверхности, и число твердости выражается как высота отскока в терминах максимального отскока от полностью закаленной высокоуглеродистой стали.
Природа твердости и мягкости. — Сопротивление металла проникновению другим телом, очевидно, частично зависит от силы сопротивления его межатомных связей. На это указывает почти точная параллель порядка твердости металлов и их модулей упругости. Единственное известное исключение — это соотношение магния и алюминия. Магний поцарапает алюминий, хотя его модуль упругости и средняя прочность межатомных связей меньше.
Дата: 24.12.2015; посмотреть: 1276
Аджит Вадакаил: ГРУЗЫ ВЫСОКОЙ ТОЧКИ ПЛАВЛЕНИЯ НА ХИМИЧЕСКИХ ТАНКЕРАХ
ВЫСОКОМПУЛЬСНЫЕ ГРУЗЫ
Высоконадежные грузы нагреваются для уменьшения количества не перекачиваемых веществ и нагрузки на центробежные насосы судов.Их следует мыть при температуре выше MP, удаляя холодную поверхность раздела.
Химические вещества имеют разные термические свойства. Некоторые из них нагреваются очень быстро, в то время как другие потребуют значительного нагрева, прежде чем будет замечено какое-либо повышение температуры. Точно так же грузы, которые быстро нагреваются, имеют тенденцию быстро остывать, тогда как грузы, которые нагреваются медленно, имеют гораздо лучшие свойства удержания тепла.
Цвет тоже имеет значение — белый — плохой поглотитель и плохой радиатор, а черный — хороший поглотитель и хороший радиатор.Эти индивидуальные свойства груза следует учитывать при нагреве грузов в груженом рейсе. Продолжительность рейса также должна быть принята во внимание при принятии решения о графике обогрева, чтобы избежать потери топлива.
Если не указано иное, любое «затвердевающее вещество» следует хранить и выгружать при температуре, по крайней мере, на 10 ° выше его точки плавления, чтобы избежать предварительной стирки.
Укладка грузов с МП> 55 C НЕ должна примыкать к границе раздела холода, чтобы вся переборка не покрылась застывшей толстой пленкой.
Если груз требует этого, нагревательные змеевики могут быть открыты в танк, когда жидкость находится на уровне примерно одного метра. Это может вывести из строя совокупный крен у причала — как для таких грузов, как Tallow.
Если груз, требующий подогрева, считается опасным / токсичным, утекает обратно в машинное отделение, то в соответствии с Кодексом BCH / IBC требуется возвратный бак «Опасный / токсичный».
При погрузке затвердевающих грузов необходимо обращать внимание на то, чтобы линии не замерзли.В любом случае, если это позволяют условия напряжения и крена / обрезки, резервуары, наиболее удаленные от коллектора, должны быть завершены в первую очередь с использованием последовательности работ в направлении наименьшей длины трубы. В коллекторах с соединениями как левый, так и правый борт, как правило, замерзает сторона, противоположная загрузке. Он должен быть разблокирован в море до порта разгрузки.
Политика компании требует, чтобы ни один резервуар не загружался более чем на 98% в любое время. Для таких грузов, как вино, необходимо разрешение химического оператора.
После погрузки грузов с высоким МП оставляют трубопроводы открытыми до полного слива содержимого. Если надлежащие письменные инструкции по нагреванию не получены, Капитан должен записать протест и проинформировать химического оператора.
Если резервуар не заполнен азотом, то седиментация или накопление на дне резервуара должны быть обнаружены с помощью измерительного стержня.
Необходимо соблюдать инструкции фрахтователя по обогреву, и в любом случае повышение температуры не должно превышать 5 ° C в течение 24 часов.
В холодную погоду необходимо регулярно проверять работу предохранительных клапанов. Возможно, что влажный воздух, выходящий из грузового танка, может конденсироваться и замерзать, что затрудняет вентиляцию. Это также возможно для грузов с высокой температурой плавления, таких как фенол, где пары груза могут затвердеть в вентиляционной линии .
Для осажденных грузов / грузов с высоким MP убедитесь, что рабочее колесо глубокого колодца не замерзло, запустив насос до порта прибытия с закрытым нагнетательным клапаном.
При выгрузке однородного нагретого груза крылатые цистерны должны по возможности опорожняться до центральных.
Во время разгрузки несколько цистерн могут быть опорожнены одновременно, однако, когда зондирование груза становится равным примерно 1 метру, слив такой цистерны необходимо временно прекратить. Окончательное опорожнение, зачистка и подметание резервуаров должно происходить по одному резервуару за раз.
Необходимо контролировать температуру в баках и соответственно регулировать нагрев в баках.
Никогда не оставляйте грузы с высоким МП внутри трубопровода даже на короткое время, например, перестановку барж и т. Д. Проверьте, не замерзнет ли общая коллекторная линия.
Когда суда перевозят застывшие продукты, важно, чтобы продукты были при максимальной температуре разгрузки (или немного выше) по крайней мере за одну неделю до прибытия на причал разгрузки. Также в течение этого периода, когда продукт достигает требуемой температуры, необходимо провести зондирование в каждом резервуаре с помощью стержня и линии, чтобы определить, есть ли какие-либо твердые продукты на дне резервуара.
Кроме того, любой балласт в танках с двойным дном под грузовыми танками ДОЛЖЕН быть опущен так, чтобы не было прямого контакта между балластом и грузом в соседних танках.
Обратите внимание на уклон труб нагнетательной платформы насоса в сторону коллектора. Некоторые верфи намеренно наклоняют заднюю часть коллекторных трубопроводов, чтобы избежать установки сверхполосковых линий. При загрузке грузов с высоким МП зимой с барж любая задержка между двумя баржами может заморозить груз внутри трубопроводов.
Если груз опускается ниже паровых змеевиков и инспектор делает замечание, что там нет перекачиваемых паровых змеевиков, то резервуар необходимо снова наполнить, чтобы закрыть паровые змеевики, повторно нагреть и затем снова слить. Получите сертификат сухого резервуара незамедлительно — уведомите инспектора в письменной форме на собрании CCR перед разгрузкой.
После завершения выгрузки грузов с высокой температурой потери текучести лучше промыть обратные трубопроводы горячей водой, если это возможно — сжатый воздух бесполезен. В случае плановой остановки высокопрочного груза в морозную погоду обеспечить рециркуляцию груза.Для рециркуляции береговых линий, которые можно заморозить, обсудить на совещании по предварительной загрузке и согласовать в письменной форме. Или у вас может быть состояние, при котором судно обвиняется в том, что груз заморожен на участках береговых линий без шлака или без теплоизоляции.
Чтобы очистить танк быстрее и эффективнее, капитан всегда должен стараться получить сертификат сухого танка, когда танки опустеют один за другим — особенно для высыхания растительных масел и застывающих грузов, которые заклинивают крыльчатку и замораживают клапаны .. Промывка как можно скорее после получения сертификата о сухости резервуара — и если терминал позволяет это — предотвратит некоторое затвердевание и сэкономит время.
Во время выгрузки температура груза должна быть не менее чем на 10 градусов C выше температуры застывания соответствующего груза.
Если VSL выгружает грузы с высоким МП, инспектор должен присутствовать во время зачистки / зачистки. Если выгрузка грузов с высоким МП останавливается по какой-либо причине (смена берегового резервуара / смена баржи / береговая утечка), соединительные шланги и трубопроводы на палубе должны быть немедленно слиты обратно в резервуар, чтобы избежать блокировки системы коагулированный груз.
Любой ROB, указанный в сертификате, четко помечен и рассматривается всеми сторонами как «неперекачиваемые и недоступные, несвободные отложения / шламы».
После слива растительных масел / пальмовых масел, чтобы предотвратить их высыхание на переборках, переборки необходимо поддерживать во влажном состоянии до начала очистки резервуара. В теплую погоду процесс высыхания происходит быстро, а в холодную / сырую погоду — намного медленнее. Горячий груз в соседних танках приводит к очень быстрому высыханию остатков на переборках.
Вещества с разумной растворимостью (до 0,2%) удаляются водой. Имейте в виду, что растворимость некоторых химикатов увеличивается с температурой. Температура промывочной воды должна быть как минимум на 15 90 489 0 90 4 90 ° C выше точки плавления груза.
Для каустического калия температура кристаллизации составляет 9 ° C, а для каустической соды — от 12 до 15 ° C. В соответствии с кодексом IBC предварительная стирка для веществ с вязкостью, равной или более 50 мПа · с при 20 ° C, должна быть промыта горячей водой (температура не менее 60 ° C), если свойства таких веществ не делают стирку менее эффективный.
MP нескольких грузов в градусах Цельсия: —
Гидрогенизированное кукурузное масло / 28-35
Гидрогенизированное рапсовое масло / 28-38
Некоторые остатки груза имеют очень высокую MP, что затрудняет их эмульгирование. Для очистки таких остатков может потребоваться такой растворитель, как толуол.
Очистку вентиляционных линий фотоэлектрических модулей лучше всего производить острым паром.
Предварительную очистку невысыхающих жиров горячей водой лучше всего производить после первой обработки резервуаров паром.
При впрыскивании Graco с использованием обезжиривающих средств используйте только одну машину. Впрыск Graco обычно составляет 0,1% или один литр на тонну воды. Но для очень грязных резервуаров допустима 0,5%.
Давление и температура стирки должны поддерживаться вместе, и их нельзя регулировать, чтобы компенсировать потерю температуры за счет снижения давления и / или количества машин.Если возникла проблема с потерей тепла, стирку можно продолжить, но время стирки НЕ следует отсчитывать до тех пор, пока снова не будет достигнута требуемая температура.
На этапе предварительного планирования предлагается шкала времени (гистограмма ) должны быть сформулированы, чтобы предупредить об опасности машинное отделение. Старший помощник должен также постараться обеспечить, чтобы после достижения давления и температуры они поддерживались как можно более постоянными без чрезмерных колебаний. Это позволит избежать серьезных колебаний и связанных с ними проблем в машинном отделении.
Температура моющего раствора должна быть на 20 ° C> МПа груза. Температура моющего раствора должна быть 20 C> МПа груза.
Избегайте резких перепадов температуры, особенно в холодную погоду, это может отрицательно сказаться на конструкции корабля.
При перевозке грузов с высоким содержанием парафина необходимо следить за тем, чтобы температура не опускалась ниже температуры флокуляции / осаждения парафина, поскольку парафин не вернется в раствор независимо от того, насколько повышена температура.
Следовательно, если фактическая температура загрузки значительно отличается от указанной температуры загрузки, Капитан должен подать письменный протест. В случае резкого перепада температур Капитан может по своему усмотрению прекратить все погрузочные операции до разрешения проблемы. Держите в курсе химического оператора.
При расчете бункеров, необходимых для подогрева груза, в общее количество бункеров должно быть включено o бункеров для защиты от задержек рейса из-за неблагоприятных погодных или непредвиденных климатических условий.
——- CAPT AJIT VADAKAYIL
Укажите метафору, метонимию и иронию в следующих примерах и укажите их функцию
пара
сапог в 13, два
пары обуви в торговом номере.
5. Pola’s
глаза были темными вселенными, влажными и залитыми слезами.
6.
Толпа на Трафальгарской площади поглотила его.
7. Она
бросилась вниз из парадной двери, затем пнула и пробила ей дорогу
через ожидающих журналистов, отправив нескольких из них, спасаясь
машина штурмовала подъезд.»Милая, тихая девушка», — сказал Мэйл в воскресенье, выбираясь из
снег.
8.
мягкий снег превратил уже замерзшие улицы Манхэттена в серую слякоть и
ледяной декабрьский ветер гнал рождественских покупателей к комфорту их
квартиры и дома.
9. Книжные шкафы.
на одной стене стояла полка с литературой.
10. В
за десять минут до одиннадцати утра небо взорвалось карнавалом
белое конфетти мгновенно покрывало город.
11. Как
Преу слушал, как подвижное лицо перед ним превратилось в почерневший от битвы череп, когда
хотя огнемет прошел над ним, слегка поцеловал и двинулся дальше. В
Череп рассказывал ему о его здоровье,
12. Жизнь
это монета. Вы можете потратить их как хотите, но можете потратить один раз.
13. Она
молниеносно осмотрел остальных. Searat. Сезанн. Гоген,
14. Mr.
Смит сидел с той же стороны, что и стеклянный глаз…
15. The
ветер стонал сквозь кипарисы, разбрасывая дождь по тропинке.
16. Женские
теннис — самая большая огненная буря в спорте,
17.
Я обошел локтем вопля к подножию хвостовой лестницы
и шахта автоматического лифта.
18. Он
был рядом с фронтом, почти до сих пор и зажат между двумя ремнями
блондинки.
19. Она
все еще было много неопрятных каштановых волос, ярко-голубые глаза, румяные щеки
и спелая влажная губа.
20. The
снежинки были более густыми, чем снег, потому что ветер дул яростными порывами,
становится злее с каждой минутой.
21. Остаться
в контакте после того, как свеча романтики потускнела или погасла, только продлевает
больно, я всегда чувствовал.
22. An
час и три речи спустя его желудок начал задаваться вопросом, не
горло было перерезано.
23. Время
была стремительно летящей рекой, у которой не было берегов и границ: времена года
не зима, весна, осень или лето, а дни рождения, и радости, и неприятности, и
боль.
Упражнение 2.
Укажите метафоры и определите основание для сравнения в
следующие примеры.
1. Стада
черно-белых коров, пьющих свои размышления.
2. Ферма
жены расстегивают горох на крыльце.
3 Старые
фермы проваливаются в объятия времени.
4. Пчелы
пылесосить цветы яблони.
5. Океан
швыряет белую швабру на неровную землю.
6. А
прекрасный солнечный день
7.я
{едят волны танца живота над шоссе;
8. Полки
кома машут руками для привлечения внимания /
9. Маленький
мальчик плетет языком рожок мороженого.
10. Сосульки
плач при уходе зимы.
11.
Невыразительные тыквы ждут подтяжки лица.
12. Сломанный
ставни аплодируют смене времен года.
13. Деревья
нашептывая ответ на вопрос о ветре.
14. А
миллион бриллиантов, брошенных зимой, на белый ковер.
Упражнение 3.
Проанализируйте следующие случаи персонификации.
1. Они шли молча
в гостиную, которая, похоже, не особо обрадовалась их встрече.
2. The
утро улыбнулось ему … нет
туман, снег, дождь, но легкая искорка, прикосновение мороза и раннее привидение
солнце.
3.
корабль, в свою очередь, начал думать о выгрузке смешанного груза
4. The
звезды подмигивали своей загадочной морзе, а у него не было ключа к их шифру.
5. Оба
слепые глаза и светящиеся глаза его бесчисленных окон, казалось, отвечали
его пристальный взгляд и сказать ему, что он не имел особого значения не здесь, в Лондоне.
6.
театры и картинные дома кричали ему о своих знаниях о девушках и любви.
7. Это
предательской субботе суждено было нанести ему серию потрясений, самых разных
степени тяжести.
8. Тургис
ничего не сказал, но в этом не было нужды, потому что его лицо отвечало на гудение.
9. Хорошо
лизать до Святого Павла! Это не бросило ему вызов; он просто был там, сохраняя
следят за всем, но никому не мешают.
10. The
темная пасть туннеля под ней открылась и поглотила его
11.
ветер стонал сквозь кипарисы, разбрасывая дождь по тропинке.
12. The
улицы были пустынны, и было очень прохладно, с раздражительным
.