Обзор инверторов с функцией аргонно-дуговой сварки. Сварочные аппараты tig
Сварочный инвертор аргонно дуговой сварки
Если раньше для сваривания цветных металлов или нержавеющей стали нужно было искать мастера с соответствующим оборудованием, то сегодня сварочный инвертор аргонно-дуговой сварки стал доступным более широкому кругу населения.
Давайте рассмотрим, какие существуют виды этих приборов, их ценовую политику и основные правила в использовании.
Зачем нужна аргонно-дуговая сварка
Для сварочного соединения деталей из стали можно использовать любой из доступных аппаратов трансформаторного или инверторного типа. Но для варки цветных металлов и нержавейки применяется другая технология.
Алюминий, медь, бронза или нержавеющая сталь при сварке их плавящимся электродом не образуют качественное соединение вследствие контакта с атмосферным кислородом. Швы окисляются и быстро приходят в негодность.
Для этого используют защитный газ аргон (гелий и пр.), который не допускает попадание кислорода в сварочную ванну. А для этого нужно использовать другое оборудование, например, инвертор аргонно-дуговой сварки.
Виды инверторов
Инверторные сварочные аппараты для сварки аргоном могут быть трех основных видов по принципу работы.
- Ручные. Наиболее распространенный вид. Весь сварочный процесс осуществляется вручную работником, который контролирует дугу и подачу присадочных материалов. Чаще всего для этого вида сварки используют горелку с подачей газа и неплавящийся вольфрамовый электрод.
- Полуавтоматы. Сваривание происходит за счет расплавления деталей и проволоки, которая подается механизмом в аппарате. Однако и здесь обязателен контроль сварщика над всем процессом.
- Автоматы. Сварка также обеспечивается подачей проволоки, но все технологические манипуляции контролируются самим оборудованием.
В домашних мастерских наиболее распространены первые два вида, которые, в свою очередь, имеют разновидности в зависимости от дополнительных функций.
- Ручные ММА аппараты. Это инверторы для электродуговой сварки, которые можно использовать для сварки разных металлов. Для работы с ними нужно использовать специальную горелку с вольфрамом и подачей газа.
- Ручные TIG аппараты. Это именно инвертор с функцией аргонодуговой сварки. С помощью такого оборудования можно осуществлять сварку разных типов материалов: стали, нержавейки и цветных металлов и их сплавов.
- Полуавтоматы MIG/MAG. Это инверторный аргонный сварочный аппарат, который осуществляет сваривание за счет плавления проволоки. Такая сварка чаще всего используется для соединения тонкостенных деталей, при этом можно подключать оборудование подачи аргона, что позволит варить цветные металлы и нержавейку.
- Универсальные инверторы. Аппараты, которые включают в себя все функции ручной и полуавтоматической сварки, в том числе и в аргоновой среде.
TIG аппараты
Это наиболее распространенный инвертор сварочный с аргоном. В расшифровке и переводе аббревиатура обозначает возможность использования неплавящегося вольфрамового электрода с оборудованием по подаче защитного инертного газа.
Для сварки различных металлов такой прибор может переключаться с переменного тока на постоянный.
Чаще всего инверторы с такой функцией используют, чтобы варить алюминий и нержавейку. Но также можно сваривать детали и стали как углеродистой, так и низколегированной. При этом швы получаются качественней даже, чем при обычной электродуговой сварке.
Преимущество такого аппарата в том, что он позволяет работать в любом положении (горизонтальные, вертикальные и даже потолочные швы), а само соединение выходит ровным и без брызг металла и шлака.
Полуавтоматы MIG/MAG
Такие приборы обеспечивают соединение металлов за счет плавящейся проволоки, подающейся в полуавтоматическом режиме (нажатием клавиши на держателе).
Что значит маркировка MIG/MAG? Разница — используется ли защитный газ или нет. Если подключается подача аргона, этот процесс называют MIG пайкой, без защиты (активный режим) — MAG.
Полуавтоматический инверторный аппарат не требует использования дополнительной присадки в виде прутка. Проволока, которая используется для сваривания, уже имеет в своем составе все необходимые добавки.
При использовании полуавтомата с подачей аргона возрастает качество сварного шва за счет защитной среды и отсутствия разбрызгивания расплава из ванны.
Очень удобен такой аппарат при сварке тонкостенных деталей, а в совокупности с газовым оборудованием можно сваривать нержавеющую сталь и различные цветные металлы.
ММА аппараты
Инверторы ручной дуговой сварки также часто используют для соединения различных видов металла. Для того, чтобы использовать такой прибор при сваривании, например, алюминия, потребуется дополнительно оборудование в виде горелки с вольфрамовым электродом и подачей аргона. Также инвертор должен переключатся на постоянный ток.
Если вы планируете работать с различными видами металлов (сталей, нержавейки или цветных), то можно приобрести многофункциональный прибор со всеми вышеперечисленными возможностями. Но такие инверторы стоят дороже и насколько целесообразным будет его приобретение зависит от личных предпочтений.
Ведущие производители оборудования
Как выбрать инверторные сварочные аппараты из множества производителей, представленных на выбор?
Конечно, можно приобрести прибор для сварки аргоном китайского производства, но лучше тогда покупать инвертор, выпускаемый под известной маркой.
Многие западноевропейские производители сегодня выносят свои заводы именно в Китай. И по относительно невысокой цене можно купить довольно качественный образец для аргонной сварки.
Распространенные производители сварочного оборудования такие.
- ESAB.
- TESLA.
- KAISER.
- RESANTA.
- Сварог
Оборудование для сварки от шведской компании ESAB,  наверное, одно из самых известных. Можно приобрести различные модели инверторов с функцией аргонно-дугового сваривания. Такие аппараты тиг имеют встроенный осциллятор, что обеспечивает бесконтактный поджог дуги в аргоновой среде. Стоит обратить внимание на следующие модели: ESAB BuddyTig 160 HF, ESAB BuddyArc 200 или полуавтомат ESAB CaddyMig C200i.
наверное, одно из самых известных. Можно приобрести различные модели инверторов с функцией аргонно-дугового сваривания. Такие аппараты тиг имеют встроенный осциллятор, что обеспечивает бесконтактный поджог дуги в аргоновой среде. Стоит обратить внимание на следующие модели: ESAB BuddyTig 160 HF, ESAB BuddyArc 200 или полуавтомат ESAB CaddyMig C200i.
Ценовая политика таких моделей инверторов начинается от 300 долларов.
Широкое разнообразие моделей инверторов с функцией Tig сварки предлагает и чешская компания TESLA. Из конкретных аппаратов можно рассмотреть: TESLA TIG 250 Z MOSFET, TIG 200 Z MOSFET, TESLA TIG/MMA 250 IGBT. Их цена от 200 долларов и более за универсальные приборы.
Также довольно известны на рынке инверторы от компании KAISER. Для домашней мастерской вполне подойдут такие модели аргонодуговой сварки, как Kaiser TIG-200 с функцией 2 в 1 (то есть сварка в аргоновой среде и электродуговая покрытыми электродами). Цена 200-300 долларов.
Компания RESANTA (Рига) производит свое оборудование в Китае. Можно обратить свой выбор на такой вариант как Ресанта САИ 230 АД. Инвертор может работать при перепадах напряжения, а также в режимах электросварки и с использованием аргона.
Не стоит обходить своим вниманием такие аппараты, как Сварог. Модели Сварог TIG 250, Сварог PRO ARC 160, Сварог TECH ARC 205B имеют функцию сваривания в аргоне. Цена за такие аппараты начинается от 150 долларов.
Также можно выбрать различные модели сварочных инверторов таких марок, как Intertool, GYS, ТехАС, Jasic и прочие.
Выбирая инвертор с возможностью варки металлов в аргоновой среде обращайте внимание на переключение переменного тока на постоянный. Такие приборы более универсальны и позволят варит различные виды металла.
Рекомендации по эксплуатации
Перед началом эксплуатации лучше всего прочесть инструкцию по использованию прибора.
Во-первых, нужно соблюдать технику безопасности. Сварочный инвертор с тиг функционалом стоит использовать в помещениях с хорошей вентиляцией. В тесных пространствах аргон может заместить воздух, что приведет к удушью и гибели.
Во-вторых, нужно правильно подключить все оборудование.
- Электропитание должно соответствовать конкретной модели инвертора.
- Разъемы горелки и массы вставляются в соответствующие гнезда (соблюдайте правила полярности при сварке разных типов металла).
- Газовый шланг подключается к штуцеру, находящемуся на панели аппарата.
В третьих, если есть защита от перегрева, то прибор выключится при достижении определенного показателя, а когда температура спадет снова — включиться.
Также возможны случаи, когда при сварке аппарат быстро перегревается, разбрызгивает металл из ванны или выдает недостаточную мощность. Такие проблемы могут возникать при неправильном подключении инвертора, отсутствия подачи аргона или слишком толстого вольфрамового электрода. При слишком коротком цикле работы нужно убедиться в исправности вентилятора охлаждения и нормального доступа воздуха к аппарату.
Обязательно нужно хранить такие инверторы в отапливаемых и не сырых помещениях. Перепады температуры могут образовывать конденсат внутри аппарата, что приведет к быстрой порче деталей.
Перед покупкой аргонно-дугового сварочного инвертора подумайте, насколько целесообразно его приобретение для вашей мастерской. Ведь, кроме самого прибора, понадобиться покупка расходных материалов газа и вольфрам, а это также стоит денег. Возможно, Вам будет достаточно обычного инвертора с ММА функцией.
Если Вы можете посоветовать конкретные модели инверторов с возможностью аргонно-дуговой сварки, то поделитесь опытом в блоке комментариев к этой статье. Какими моделями вы пользуетесь и какой сварочный инвертор с функцией аргонной сварки лучше для домашнего использования.
wikimetall.ru
Сварка аргоном ТИГ - обзор технологии и оборудования
Сварка аргоном ТИГ представляет собой обособленную разновидность технологии аргоновой сварки и, согласно техническому переводу аббревиатуры Tungsten Insert Gas (TIG), обозначает ее как методику ручной электродуговой сварки в среде инертного газа аргона неплавящимся электродом из вольфрама.
Стоит обратить внимание! Иногда в технических описаниях и названиях сварочных аппаратов можно встретить и такое сокращенное название технологии аргоновой сварки неплавящимся вольфрамовым электродом как WIG, что в переводе с немецкого Wolfram Inert Gas полностью соответствует обозначению TIG.
Технология тиг сварки аргоном
В основе метода сварки аргоном TIG лежит электрическая плазменная дуга, которая является источником высокотемпературного тепла, необходимого для расплавления свариваемого металла в среде инертного газа аргона, но с неподвижным вольфрамовым электродом. По своей сути является гибридом электродуговой сварки в среде инертного газа в части нагрева и газопламенной сварки в части подачи сварочного материала.
Сварочные аппараты простой аргоновой сварки и сварки TIG по принципам работы являются практически одинаковыми, поэтому первые можно вполне считать универсальными. Различие этих аппаратов и методик лежит в устройстве сварочной горелки (уместней было бы здесь употреблять слово держатель, но так уже принято). В случае с TIG сваркой вольфрамовый электрод закреплен в конструкции горелки неподвижно, имея возможность лишь для регулировки, что связано с его прогоранием от высокотемпературной дуги в процессе сварки.
Сам процесс аргоновой TIG сварки основан на высокотемпературной плазме, которая образуется за счет прохождения больших электротоков между электродом и свариваемым металлом, образуя так называемую сварочную ванну. Для образования шва в сварочной ванне вполне хватает кромок основного материала в случае достаточной толщины или при наложении листов металла друг на друга. А вот для сваривания тонкостенных деталей и особенно встык необходимо дополнительно вводить присадочную проволоку, как правило, полностью идентичного состава свариваемому металлу.
Для того, чтобы такой процесс электросварки проходил без осложнений, используют среду инертных газов. Хотя в названии и звучит слово аргон, но вполне возможно применение и других инертных газов или специальных смесей. Так, для сварки вертикальных поверхностей и материалов толщиной более 5 мм рекомендуют применять смесь аргона и гелия. А вот в «домашних» условиях нередко используют более дешевые, так называемые активные смеси газов. Например, углекислый газ или азот, правда это уже существенно влияет на качество сварного шва.
И так же, как и для простой аргоновой сварки, так и для ТИГ метода, необходимо тщательно подготавливать свариваемые поверхности путем механической зачистки и обезжиривания. Здесь можно порекомендовать использовать в процессе подготовки различные фирменные антипригарные жидкие составы типа спреев или травильных кислот.
Области применения
Благодаря своей технологичности и высокому качеству — сварка TIG значительно потеснила традиционные методики сварки. Она нашла широкое применение в таких отраслях, как химическая, теплоэнергетическая, нефтеперерабатывающая, а для отдельных видов промышленности, к которым относятся авиационно-космическая, пищевая и автомобилестроительная, стала основной технологией сварки.
Аргоновую сварку TIG применяют для практически всех видов металлов и их сплавов, но чаще всего используют для соединения деталей и узлов:
- высокоуглеродистых легированных сталей,
- нержавеющих сталей,
- меди,
- латуни,
- бронзы,
- титана,
- алюминия и его сплавов.
А также технология TIG незаменима для сваривания деталей, состоящих из разных металлов или сплавов путем наплавления более «мягкого» материала на более тугоплавкий.
Преимущества и недостатки TIG технологии
К ярко выраженным достоинствам применения сварки ТИГ можно отнести:
- сварку всех марок сталей, цветных металлов и их сплавов;
- высокую устойчивость электродуги, вне зависимости от опыта сварщика;
- возможность получения сварного шва как с применением присадочной проволоки, так и полностью без нее, т. е. с долей основного материала от 0 до 1;
- возможность изменения свойств и геометрических параметров сварного шва за счет угла наклона горелки и скорости подачи или профиля и марки присадочной проволоки;
- отсутствие пор и трещин в структуре свариваемого металла;
- способность сваривать различные по составу металлы, добиваясь при этом высокого качества соединения.
При всех своих преимуществах TIG технология имеет и ряд существенных недостатков:
- небольшая скорость сварки, низкая энергоэффективность и невысокий кпд;
- высокая относительная стоимость единицы сварного шва;
- необходимость применения дополнительных устройств для начального возбуждения сварочной дуги;
- качество сварки очень чувствительно к сквозняку или ветру;
- при большой толщине свариваемого металла или при продолжительной работе горелка аппарата требует дополнительного охлаждения.
Оборудование для тиг сварки
При выборе конкретного аппарата аргоновой TIG/WIG сварки прежде всего необходимо четко определиться с такими критериями, как:
- финансовые возможности, так как модели сварочного оборудования такого типа далеко не из дешевых;
- вид сварочных работ и их периодичность;
- вид и толщина свариваемого металла;
- тип источника электроэнергии напряжением в 200В или 380В.
Для  выполнения сварочных работ в небольших объемах для домашнего использования хорошо подойдут универсальные эффективные аппараты TIGER 170 DC и TIGER 210 AC/DC, которые, обладая одними из самых маленьких размеров в своем классе, впечатляют при этом своей практически полной функциональностью. При весе всего в 5,4 и 8,4 кг эти аппараты соответственно способны выдавать сварочные токи в 170 А постоянного тока (DC) и 210 А AC/DC.
выполнения сварочных работ в небольших объемах для домашнего использования хорошо подойдут универсальные эффективные аппараты TIGER 170 DC и TIGER 210 AC/DC, которые, обладая одними из самых маленьких размеров в своем классе, впечатляют при этом своей практически полной функциональностью. При весе всего в 5,4 и 8,4 кг эти аппараты соответственно способны выдавать сварочные токи в 170 А постоянного тока (DC) и 210 А AC/DC.
Программируемая электроника высокопроизводительного инвертора данных моделей с частотой преобразователя в 100 кГц и 230В подойдет не только для простого механического использования, но и способна работать в составе автоматизированных или роботизированных производственных линий.
Следующим уровнем технологического оборудования для ТИГ сварки являются модели аппаратов INVERTIG.PRO 240-450 DC + AC/DC или Барс Profi TIG 317 DP AC/DC, работающие от промышленного напряжения в 380 В. Они уже предназначаются для небольших производств и способны сваривать все марки черных и цветных металлов практически любой толщины. А также они отличаются более впечатляющими техническими характеристиками.
Этот уровень сварочного оборудования обладает максимальной энергоэффективностью инверторной технологии, способной работать на 200 кГц, поэтому они лучше всего подходят для использования на автоматическом или роботизированном производстве.
Основными расходными материалами, которые потребуются при использовании в работе сварочных аппаратов ТИГ технологии, будут съемные элементы конструкции горелок, такие как керамическое сопло, цанга, держатель цанги.
Хотя при сварочных работах неплавящимся электродом он по идее не должен расходоваться, но все же постепенно, пусть и очень медленно, но он «тает». Это происходит за счет постоянного испарения частиц вольфрама при воздействии высокотемпературной электродуги, а вот интенсивность процесса его износа напрямую зависит от силы установленного тока и толщины свариваемого металла.
Если вы знаете какие-то особые нюансы при использовании ТИГ сварки, которые мы не раскрыли в статье, то поделитесь ими в блоке комментариев.
wikimetall.ru
Сварка TIG - что это, технология,видео
Среди разнообразия видов сваривания двух металлических изделий выделяется сварка TIG. Она применяется на различных производствах и автосервисах. Этот вид идеально подходит как для аккуратных тонких швов, так и для надежного проплавления стыков толстых изделий. Что такое TIG сварка? Каковы ее преимущества и недостатки? Как выполняется процесс ведения дуги, и какое используется оборудование?

Аргонодуговая сварка TIG — что это?
Аббревиатура, используемая для обозначения данного вида сваривания металлических элементов, имеет перевод с английского как «вольфрам и инертный газ». Это отражает суть сварочного процесса — электрическая дуга горит в среде инертного газа.
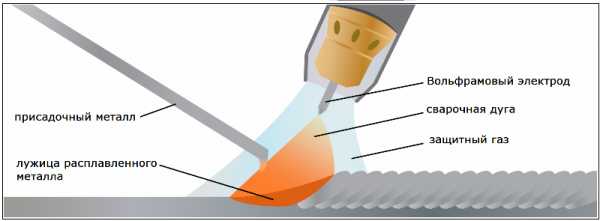
Основным элементом является вольфрамовый электрод. Его температура плавления немногим меньше 4000°C. Благодаря этому возможна работа практически со всеми видами стали. Электрод является не плавящимся, а лишь требует периодической заточки для точной и аккуратной работы ведения шва. Вольфрамовый элемент помещается в специальную цангу и фиксируется в горелке. Лишняя длина электрода, незадействованная в процессе выполнения шва, находится в специальном колпаке, для предотвращения замыканий об массу.
На конце горелки имеется керамическое сопло, по центру которого расположен электрод, а по окружности подается инертный газ. Роль последнего выполняет аргон. Без его участия в сварочную ванну попадает окружающий воздух и это приводит к выделению водорода и пористости шва при кристаллизации затвердевающего металла. Подобные явления можно увидеть на видео в интернете. Кнопка на горелке запускает подачу газа и напряжения.
Зажженная дуга начинает плавить кромки свариваемого металла. Если две части изделия расположены вплотную друг к другу, то для получения герметичного шва достаточно только этого металла. Если между пластинами имеется зазор, или требуется крепкий шов для сопротивления на разрыв и излом, то дополнительно используется присадочная проволока. Она подается в зону плавления свободной рукой сварщика.
Применение
TIG сварка широко используется ввиду высокой температуры горения дуги. Это позволяет применять ее как для сваривания обычной углеродистой стали, так и для работы с цветными металлами: медью, чугуном, титаном, алюминием и драгоценными сплавами. Очень красивые швы получаются при аргоновой сварке нержавеющей стали. В отличии от сварки MMA, требующей очистки от шлака и выполняющейся на меньшей скорости, ТИГ сразу оставляет чистый шов.
В качестве присадочной проволоки используется тот же вид материала, что и свариваемые стороны. Кроме предотвращения пористости, ТИГ сварка делает возможным сварочный процесс для соединения алюминия. Без инертного газа этот расплавленный металл, при взаимодействии с кислородом, сильно окисляется. Образуется пленка не позволяющая создать жидкую сварочную ванну и вести шов. Но благодаря защитной среде, как можно увидеть на соответствующих видео в сети, происходит равномерное расплавление алюминия и формирование шва.
Эти преимущества TIG сварки находят применение в:
- машиностроении;
- изготовлении посуды для пищевой промышленности;
- изготовлении емкостей для химической и нефтеперерабатывающей отрасли;
- производстве полотенцесушителей;
- автосервисах.
Преимущества аргоновой TIG сварки
Применение вольфрамового электрода и защитного газа имеет определенные плюсы по сравнению с иными видами сварки. Среди них:
- небольшая зона прогрева свариваемого изделия, что позволяет избежать значительных деформаций;
- полное вытеснение внешнего воздуха из сварочной ванны за счет подачи аргона, который тяжелее, чем кислород;
- высокая скорость проведения работ;
- несложный метод обучения процессу;
- аккуратный шов, не требующий механической обработки, как при ММА;
- разнообразие свариваемых металлов;
- меньше выбросов в атмосферу вредных веществ.
Технология выполнения и параметры
Существует много видео сваривания металлов в различных режимах TIG. Для начала необходимо очистить кромки от ржавчины, масла или краски. Выбирается величина сварочного тока, толщина электрода и давление в подаче аргона.
Электрод затачивается так, чтобы риски оставались параллельно оси стержня. Чем они будут меньше, тем качественнее будет шов. После наждачного круга рекомендуется полировка кончика электрода. Когда предстоит сварка тонких металлов, выбираются соответствующие электроды и производится острая заточка их кончика. При работе с толстыми свариваемыми частыми, угол заточки можно увеличивать.
Сила тока напрямую влияет на степень проплавки и ширину шва. Вот несколько рекомендаций для основных ситуаций:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1 | 45-55 | 1,5 |
| 2 | 80-90 | 2 |
| 3 | 120-150 | 3,2 |
| 4 | 170-190 | 5 |
Среди видов розжига дуги выделяется три способа:
- проведение иглой по металлу;
- точечное касание, называемое Lift TIG;
- бесконтактный розжиг.
Первый способ довольно проблематичный, поскольку ведет к частому прилипанию электрода и его быстрому притуплению. Вид розжига дуги лифт относится к аппаратам средней ценовой категории. Последний способ наиболее комфортный, но им оснащаются только дорогие устройства.
Ведение дуги производится по-разному, в зависимости от требуемого результата. Для получения тонкого и ровного шва необходимо соблюдать зазор между иглой и поверхностью в 3 мм. Увеличение этого расстояния приведет к расширению сварочной ванны, и уменьшению степени проплавки. Шов выполняется справа налево, без колебательных движений. Эта технология применяется для соединения тонких частей.
Когда работа ведется с толстыми пластинами, то выполняется разделка кромок под 45°. Корневой шов ведется ровно. Заполняющий и накладной швы выполняются поперечно-колебательными движениями с дополнительной присадкой проволоки. Вылет иглы при стыковых соединениях должен быть 5 мм. Для угловых выставляется индивидуально, исходя из диаметра сопла и доступности к зоне сварки. Соответственно необходимо увеличить подачу аргона, чтобы защитить сварочную ванну.
Недостатки режима TIG
Аргоновая сварка очень универсальна, но не лишена недостатков. Распространенными минусами могут быть:
- Вытеснение инертного газа ветром при работе на улице. Для предотвращения этого необходимо выставлять специальные щиты, закрывающие рабочее место и увеличивать подачу аргона, что ведет к перерасходу газа.
- Предварительная очистка поверхности. В отличии от MMA, TIG требует тщательной зачистки свариваемых кромок от масла и ржавчины, а также краски. Без этого гарантированы поры в структуре шва.
- Сопло и колпачок на горелке могут мешать вести шов в труднодоступных местах. Это относится к угловым соединением с малым градусом или к работе внутри небольших пространств для руки. В первом случае увеличивают вылет иглы, что приводит к ее перегреву, а во втором — переставляют малый колпачок, но для этого приходится обрезать вольфрамовый электрод.
- TIG lift, при розжиге вне зоны шва, может оставить небольшой след на поверхности, требующий зачистки в случае если это лицевая сторона изделия.
Комплектация для TIG
Чтобы выполнять работы этим видом сварки необходим аппарат, поддерживающий различные режимы TIG, кабель для крепления на массу, газовый баллон и редуктор. Важным элементом является горелка, которая бывает двух видов: №1 и №2. Первая применяется при работе с металлом до 3мм толщины. Максимальная сила тока не очень велика, поэтому горелка остывает естественным путем. Вторая, используется для сваривания материалов от 3 мм и выше. В ручку встроено водоохлаждение, циркулирующее через весь кабель канал от аппарата к горелке. В составе жидкости применяется дисциплинированная вода и этиловый спирт, для предотвращения замерзания.
Аргоновая сварка является востребованным способом соединения большинства видов металла в промышленности. Высокая производительность, аккуратный вид шва, и хорошие показатели на прочность, делают ее выбором многих специалистов. Применяя изложенные в статье рекомендации, можно успешно выполнять необходимые сварочные работы.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Инверторы TIG | СВАРКА
 TIG (Tungsten Inert Gas) ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа. Поскольку чаще всего в качестве материала для неплавящихся электродов используется вольфрам, в немецкоязычной литературе используют сокращение WIG (Wolfram Inert Gas). Иногда встречается обозначение GTA (Gas Tungsten Arc). Сварка методом TIG vожет осуществляться с ручной или автоматической подачей присадочной проволоки или без нее. Так как в качестве защитного газа чаще всего применяется аргон, то за этим методом закрепилось название "аргонодуговая сварка". При маркировке источников для сварки методом TIG обычно упоминанают род тока сварки: DC (Direct Current) - постоянный ток, или AC/DC (Alternating Current/Direct Current) - переменный/постоянный ток. Инверторы TIG AC/DC называют еще универсальными.
TIG (Tungsten Inert Gas) ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа. Поскольку чаще всего в качестве материала для неплавящихся электродов используется вольфрам, в немецкоязычной литературе используют сокращение WIG (Wolfram Inert Gas). Иногда встречается обозначение GTA (Gas Tungsten Arc). Сварка методом TIG vожет осуществляться с ручной или автоматической подачей присадочной проволоки или без нее. Так как в качестве защитного газа чаще всего применяется аргон, то за этим методом закрепилось название "аргонодуговая сварка". При маркировке источников для сварки методом TIG обычно упоминанают род тока сварки: DC (Direct Current) - постоянный ток, или AC/DC (Alternating Current/Direct Current) - переменный/постоянный ток. Инверторы TIG AC/DC называют еще универсальными.
АРГОНОВАЯ СВАРКА TIG
Аргоновая сварка применяется в тех случаях, когда требуется максимальное качество сварного шва. В этом способе применяются недешёвые защитные инертные газы – чистый аргон или гелий. В качестве оборудования чаще всего используется ручной сварочный аппарат постоянного тока для аргонно-дуговой сварки. Способ уступает другим по скорости сварки: он медленнее, чем MMA в 1,5-2раза и в 2-4 раза, чем MIG\MAG, если сравнивать коэффициенты наплавки. Однако при изготовлении изделий из сложно свариваемых материалов и при повышенной ответственности изделия он незаменим.
Устройство сварочных аппаратов для сварки в аргоне сложнее, чем оборудования для ручной сварки. В общем случае, такой аппарат обязан иметь газовый клапан для подачи защитного газа в горелку, и осциллятор, для высокочастотного (ВЧ, HF) возбуждения дуги при начале процесса сварки. Естественно и электронная его часть несколько сложнее и дороже. Однако купить аргоновый сварочный аппарат для дома под бытовое питание в 220В за невысокую цену это совершенно реальная задача.
Обычный инверторный аргоновый аппарат, как правило, имеет и возможность использования в качестве источника для ручной сварки, что очень удобно в практике, - многие простые работы можно делать без использования баллонного хозяйства, а просто, подварив деталь покрытыми электродами. Для домашнего мастера это просто находка – один источник и два вида сварки!
Для клиентов, задачи которых никогда не включают ручную сварку, у некоторых производителей существуют ещё более дешёвые серии (например, аппарат TIG 205S (J88)), источники которых способны варить ТОЛЬКО АРГОНОДУГОВОЙ сваркой. Все остальные аппараты TIG имеют возможность сварки в режиме ручной сварки покрытыми электродами.
Продажа сварочных аппаратов в Москве и большинстве крупных городов России предостваляет большое разнообразие ассортимента, поэтому подобрать аппарат можно точно по существующим задачам.
ИМПУЛЬСНАЯ АРГОНОВАЯ СВАРКА TIG PULSE
Среди сварочных аппаратов инверторного типа предназначенных для аргоновой сварки, выделяется подкласс инверторов TIG имеющих импульсные режимы. В маркировке моделей они чаще всего обозначены латинской буквой «P» от английского «PULSE» что в данном контексте означает «импульс».
Импульсные режимы являются естественным продолжением желания иметь в течение сварки максимальное управление параметрами процесса. С помощью импульсов можно эффективно влиять на тепловложение и соответственно более точно контролировать условия, в которых формируется сварочная ванна. В простых и недорогих моделях этой серии импульсы зашиты в небольшое количество готовых режимов, в а более развитых моделях сварочные инверторы TIG PULSE имеют возможность регулировать и настраивать такие параметры импульсов, как длительность и величину, причём делать это плавно. Эта возможность, при правильном её использовании, существенно влияет на качество сварки, - выверенный режим не прожигает тонколистовые детали и позволяет стабильно варить весь спектр деталей в любых пространственных положениях.
Цены на инверторные сварочные аппараты серии TIG PULSE вполне доступны, а если учесть дороговизну материалов (нержавейка, медь, бронзы, титан, высоколегированные специальные стали и т.д.), свариваемых этим способом, то вполне логично подготовиться, в смысле качества сварки, по максимуму и купить именно такой аппарат.
Для сварки алюминия и его сплавов требуется переменный ток, т.е. необходим инвертор TIG AC/DC.
УНИВЕРСАЛЬНЫЕ АППАРАТЫ ДЛЯ АРГОНОВОЙ СВАРКИ TIG AC/DC
Самыми сложными из инверторных сварочных аппаратов TIG являются сварочные инверторы TIG AC\DC, которые ещё называют УНИВЕРСАЛЬНЫМИ аргоновыми аппаратами. Они позволяют осуществлять сварку TIG, как в режимах постоянного, так и на переменном сварочных токах. Переменный контур внедрён в схему аппарата для сварки алюминия и его сплавов. Эти конструкционные материалы всё больше завоёвывают популярность из-за своих особых свойств, таких как стойкость к атмосферной коррозии и некоторым химически активным материалам, лёгкость конструкций при относительной прочности, хорошие литейные свойства и т. д. Но сварка аргоном алюминия и его сплавов на постоянном сварочном токе даёт неприемлемо низкое качество швов из-за наличия оксидной тугоплавкой плёнки на поверхности сплава. При использовании переменного тока за счёт процессов, происходящих в дуговом промежутке, оксидная плёнка разрушается, и качество сварки возрастает.
Отличается от сталей и динамика поведения сварочной ванны, которая требует от сварщика более чётких и быстрых действий из-за большей скорости формирования шва.
Все эти технологические сложности в итоге привели к созданию инверторных сварочных аппаратов, имеющих импульсные режимы для возможности дозировании тепловложения и чёткого контроля параметров сварки. В маркировке такие аппараты имеют обозначение TIG P AC\DC, где P (pulse) говорит о наличие в аппарате импульсных режимов, а AC\DC указывает на его универсальность и возможность использовать режимы переменного и постоянного тока. При этом все аргоновые аппараты этой серии имеют возможность ручной сварки MMA, что удобно в рабочей практике использования источника.
Пару слов о материалах. В настоящее время на рынке существует множество предложений по поставкам сварочных материалов. Мы рекомендуем использовать только продукцию от лучших производителей, качество и ответственность которых проверено временем. Использование случайных и непроверенных материалов, особенно когда варится алюминий и его сплавы или титан, может привести к резкому ухудшению качества шва, а то и браку при сварке. Сварка алюминия и сплавов, сварка титана и так достаточно сложны технологически, чтобы закладывать возможные проблемы ещё и с этой стороны. Поверьте, использование высококачественных материалов, хорошего оборудования и уверенные навыки сварщика – залог успешной реализации любого проекта.
Многолетняя практика продаж фирмы показывает, что цена на инверторные сварочные аппараты позволяет купить их не только предприятиям и фирмам, но и в личное пользование, а их универсальность в дальнейшем снимает все вопросы по использованию сварки в практически любых ситуациях.
УНИВЕРСАЛЬНЫЕ АРГОНОВЫЕ АППАРАТЫ – ДОСТУПНОСТЬ ВСЕГО СПЕКТРА СВАРИВАЕМЫХ МАТЕРИАЛОВ
svarka.parkof.ru
основные виды, цена и работа с оборудованием
 Дуговая аргоновая сварка подразумевает процесс образования неразъемной связи с помощью дуговой сварки в инертной газовой среде – аргона. Говоря иначе, это комбинация с помощью сварки электричеством и использование газовой сварки. То есть, во время у сварщика есть возможность выбрать или вольфрамовый неплавящийся электрод, или плавящийся.
Дуговая аргоновая сварка подразумевает процесс образования неразъемной связи с помощью дуговой сварки в инертной газовой среде – аргона. Говоря иначе, это комбинация с помощью сварки электричеством и использование газовой сварки. То есть, во время у сварщика есть возможность выбрать или вольфрамовый неплавящийся электрод, или плавящийся.
Оборудование для дуговой аргоновой сварки
Учитывая уровень механизации, эту сварку можно условно разделить на такие виды:
- Автоматизированная. В данном варианте и перемещение горелки, и подачу проволоки делает машина, которая на дистанции управляется оператором. Также бывают роботизированные сварочные устройства, которые не требуют наличия оператора;
- Ручная. Перемещение горелки и подачу сварочной проволоки делает непосредственно в ручном режиме сварщик. Эти работы происходят с использование вольфрамового электрода, который не подвергается плавлению;
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
Сварочное оборудование можно поделить на специализированное, специальное и универсальное. В последнем случае сварочные устройства аргонодуговой сварки изготавливаются промышленностью серийно и, из-за относительно низкой цены, являются наиболее востребованными. Чаще всего аргонная сварка происходит в условиях промышленности на специально оборудованных рабочих местах, которые также еще называются «сварочными постами». Аппарат аргонодуговой сварки с использованием неплавящегося электрода из вольфрама в среде аргона оборудован такими обязательными элементами:
- Устройство, стабилизирующее дугу переменного тока либо ее активацию;
- Устройство регулировки, которое предназначено для работы с током;
- Источник тока для сварочных работ – переменный или постоянный;
- Устройство для управления циклом сварки и его защитой;
- Горелка или набор горелок, которые используются для сварочных работ с различными напряжениями.
Для того чтобы сделать выше производительность, увеличить диапазон толщины свариваемых деталей, получить неразъемные крепежи соединений, разработчики создали несколько новых способов аргонной сварки, и они уже успешно внедрились за последние пару лет.
Основной из них – это использование пульсирующего тока. Во время того, когда импульс тока попадает на изделие – он плавится, кристаллизуясь при промежутках в паузе. Дуга перемещается или пошагово, или с точной скоростью, синхронизированной с импульсами тока сварочного аппарата. При этом способе обеспечивается качественно проплавление в любых положениях и слабая чувствительность к небольшим погрешностям, которые были допущены во время сборки. Уменьшение поступления напряжения не позволяет изделию перегреться, этим самым понижается вероятность деформации.
Также довольно популярен вариант, когда применяется нагрев присадочной проволоки. В первую очередь данный способ направлен на увеличение производительности. Еще один способ – это использование одновременно нескольких электродов из вольфрама, при этой операции швы выходят без подреза благодаря высокой скорости сваривания изделий. Для перечисленных выше способов можно использовать стандартный аргоновый сварочный аппарат в комбинации с дополнительными устройствами.
Инверторные аппараты для сварки
 Инверторный аппарат для сварочных работ – это самое востребованное оборудование для аргонной сварки, которое используют не только в промышленных целях, но также и в домашних условиях. Он великолепно подойдет для тех, кто пытается узнать, как правильно научиться варить аргоном, выбор этого аппарата для аргоновой сварки будет наиболее оптимальным решением, так как разобраться с принципом его действия сможет даже начинающий в области сварочных работ.
Инверторный аппарат для сварочных работ – это самое востребованное оборудование для аргонной сварки, которое используют не только в промышленных целях, но также и в домашних условиях. Он великолепно подойдет для тех, кто пытается узнать, как правильно научиться варить аргоном, выбор этого аппарата для аргоновой сварки будет наиболее оптимальным решением, так как разобраться с принципом его действия сможет даже начинающий в области сварочных работ.
В цену аппарата для аргонной сварки включена инструкция, которая полностью описывает азы сварки и сможет помочь новичкам познакомиться с основами работ.
Инверторный аппарат для сварки аргоном имеет значительное преимущество. Для начала, это хорошее качество сварного шва, что дает возможность использовать данный аппарат для ремонта автомашин (коробки передач, узлов двигателя, различных деталей кузова). Небольшие габариты позволяют носить этот аппарат с собой. Он прост в работе – вначале процесса необходимо уложить присадочную проволоку и включить сварочное устройство. Подача аргона и проволоки включается в автоматическом режиме. Чаще всего эти современные аппараты оборудованы некоторыми полезными функциями. К примеру, стабилизация дуги, модуляция сварочного тока, ускоренный поджог.
Горелка с вольфрамовым электродом для аргоновой сварки
 Как правило, метод аргонодуговой сварки с помощью неплавящегося электрода применяется для соединений конструкций и изделий, в составе которых есть химически активный металл и его сплавы: нержавейка, титан, магний и алюминий. Данные материалы сильно подвержены окислению при нагреве. Для сварки используется постоянный и переменный ток. Но, как правило, используют постоянный. Процесс сварки бывает ручным или автоматическим. Если толщина металла небольшая, то сварка может проходить без помощи специальной присадки.
Как правило, метод аргонодуговой сварки с помощью неплавящегося электрода применяется для соединений конструкций и изделий, в составе которых есть химически активный металл и его сплавы: нержавейка, титан, магний и алюминий. Данные материалы сильно подвержены окислению при нагреве. Для сварки используется постоянный и переменный ток. Но, как правило, используют постоянный. Процесс сварки бывает ручным или автоматическим. Если толщина металла небольшая, то сварка может проходить без помощи специальной присадки.
За счет постоянного тока и прямой полярности тепло эффективно расходится полностью по дуге. А это обеспечивает качественный шов на изделии и продолжительное время работы вольфрамового электрода. Такой режим сварки применяют для большинства сплавов из нержавейки. Если речь идет о сварке алюминиевых изделий, то применяют переменный ток. Во время сварки в момент прямой полярности основное изделие начинает быстро расплавляться, а во время обратной образуется катодное распыление поверхности тугоплавкой пленки оксида. Данная пленка препятствует сварке аппарата. Если в нержавейке находятся в составе алюминиевые примеси, то для нее также используют сварку с переменным током.
Сварка с неплавящимся катодом подразумевает наличие таких источников тока, которые бы удовлетворяли высоким требованиям по стабильной работе агрегата при агрессивных условиях. Также источник тока обязан быть наделен большим диапазоном регулировки. Так как в конце работы ток нужно понизить в несколько раз от изначального режима. Иначе в металле может появиться сварочный «кратер».
Способ с неплавящимся электродом обеспечивает долговечные и качественные швы, поддерживает необходимую глубину проплава металла. Этот нюанс важен при работе с тонким металлом, когда доступ аппарата только односторонний. Данный способ широко используется для неповоротных соединений труб и называется – орбитальным.
Если горелка используется с плавящим электродом, то дуга подается непосредственно между металлом и окончанием проволоки. У этого способа тоже есть свои основные преимущества:
- С помощью регулирования состава газа и проволоки можно изменять характеристики шва;
- Узкая сварочная зона – есть возможность варить мелкие детали;
- Большие возможности для организации автоматического процесса, что значительно повышает производительность сваривания изделий.
Аргонная сварка в домашних условиях
Затем, когда вы купили для работы аргонодуговой трансформаторный инвертор или сварочный аппарат для сварки аргоном, то вам для полного комплекта также нужно иметь: клапан газа, баллон с аргоном, редуктор, горелку, сварочную маску. Существуют обязательные правила, которые обязан выполнять любой человек, который взялся за сварочный процесс с помощью аргона.
Правила при сварке аргоном
Если вы хотите установить неплавящийся электрод, то его необходимо удерживать максимально близко к поверхности свариваемой конструкции или детали. Это даст возможность сделать небольшую дугу. Увеличение размера дуги поспособствует повышению ширины шва и уменьшению глубины провала. Это существенно снижает уровень качества соединения. Во время аргонодуговой сварки нужно делать лишь одно передвижение по оси шва, не создавая перпендикулярных движений по шву. Это создает надежное и эстетичное соединение, что качественно отличает этот способ от соединения изделий покрытыми электродами.
Вам необходимо все время следить, чтобы электроды и присадочная проволока не выходили из зоны защиты газа. Проволоку надо плавно подавать, чтобы не допустить разбрызгивание металла. Во время использования электрода из вольфрама необходимо передвигать проволоку вперед горелки, дабы обеспечилось образование эстетичного и надежного шва. После основного процесса работ, заварка кратера происходит с пониженным напряжением, а процесс сварки не должен быть закончен обрывом дуги. Аргонный газ заканчивают подавать лишь через 15 секунд после завершения сварочного процесса. Прежде чем начать работу с аппаратом, плоскость свариваемых изделий необходимо очистить от грязи с помощью жироочистителей.
TIG-сварка
 Кроме дуговой сварки, есть еще и так называемая TIG. Для этого применяются те же аппараты. TIG – это оборудование для сварки вручную, которым происходит крепление материала неплавящимися электродами из вольфрама защищенной в среде газа – аргона. Способ TIG на постоянном потоке тока применяют для стали.
Кроме дуговой сварки, есть еще и так называемая TIG. Для этого применяются те же аппараты. TIG – это оборудование для сварки вручную, которым происходит крепление материала неплавящимися электродами из вольфрама защищенной в среде газа – аргона. Способ TIG на постоянном потоке тока применяют для стали.
Способ TIG на переменном токе – для алюминиевых сплавов. У TIG технологии существуют свои основные преимущества и недостатки. Например, сварочный способ TIG образует аккуратный шов, характеристики дуги проще управляются, при работе отсутствуют брызги. Из недостатков TIG можно выделить наличие громоздкого и тяжелого баллона и низкую производительность.
Варить аргонодуговой сваркой – это довольно кропотливая работа, которая не допускает суету и халатное отношение во время процесса. Потому и цена на оборудование и работу сварщиков, которые являются мастерами в области аргонно-дуговой сварки, относительно высокая. Но процесс не так уж и сложен, вы сможете научиться аргонной сварке и в домашних условиях, все, что вам необходимо – это грамотный самоучитель и нужное оборудование.
Оцените статью: Поделитесь с друзьями!stanok.guru
Аргонно дуговая сварка TIG

Здравствуйте дорогие читатели!
В этой статье понятным языком рассмотрим устройство и процесс сварки TIG.
Когда речь идёт о кузовном ремонте, сварка TIG в основном ассоциируется с ремонтом алюминиевых кузовов транспортных средств. Кроме алюминия такой сваркой можно сваривать любой другой металл, в том числе разные виды металлов можно сварить в одну деталь. Рассмотрим устройство, принцип действия и некоторые подробности применения этого вида сварки.

Сварка TIG представляет собой ручной процесс, который требует от сварщика задействовать обе руки. Что отличает сварку TIG от других видов сварки, так это то, как создаётся дуга и как подаётся присадочный материал. Одной рукой сварщик держит горелку, которая создаёт дугу, а другой подаёт присадочный металл к месту сварочного соединения. Из-за того, что приходится использовать обе руки, эта сварка считается наиболее сложной в усвоении, но также, считается наиболее универсальной, так как может применяться даже при сварке разных металлов. Процесс получается достаточно медленный, но при правильном применении, получается сварочный шов высокого качества. Обычно сварку TIG применяют, если требуется сварить что-то необычное, отличающееся от стали и там, где нужен аккуратный, тонкий шов.
Сварка TIG (Tungsten Inert Gas Welding) переводится как Сварка Вольфрамовым электродом в среде Инертного Газа. Полное и более правильное название сварки TIG – Gas Tungsten Arc Welding (GTAW, Дуговая Сварка Вольфрамовым электродом в среде защитного газа).
Впервые сварка TIG была представлена в 1940-х годах и применялась с Гелием в качестве защитного газа.
Почему используется Вольфрам для сварки?
Вольфрам очень твёрдый, слабо радиактивный и хрупкий металл. Его применение ограниченно, в сравнении с другими металлами. В сварке TIG Вольфрам применяется в виде неплавящегося электрода, который используется, чтобы создавать дугу. Электрод накаляется до 6000 градусов по Цельсию. Высокая точка плавления и хорошая электрическая проводимость позволяет не сгорать при сварке.
Как работает сварка TIG?
Для сварки TIG требуется три вещи: высокая температура, защитный газ и присадочный металл. Высокая температура достигается за счёт электричества, проходящего через Вольфрамовый электрод и создаёт дугу с металлом. Газ поступает из баллона и течёт к месту сварки, чтобы защитить сварочный шов от воздействия воздуха. Присадочный металл – это проволока, которая подаётся сварщиком в дугу и плавится. Процесс происходит в следующей последовательности: сначала сварщик открывает газ, далее электрод подносится к соединению свариваемых деталей на достаточном расстоянии, чтобы не касаться металла, потом нажимается педаль и образуется сварочная дуга. Начинает происходит плавление металла свариваемых деталей, а сварщик второй рукой начинает просовывать присадочную проволоку в зону сварочной дуги, которая плавится и заполняет сварочное соединение.
Сварка TIG похожа на электродугавую сварку электродами. Рукав с держателем электрода от сварки TIG может быть установлен на сварочный аппарат для электродуговой сварки, и такая конструкция будет работать как сварка TIG.
Сварочная дуга в сварке TIG может образовываться также, как и в электродуговой сварке электродами, но чаще аппараты TIG имеют функцию «высокочастотный старт» (high frequency start). Это позволяет не касаться металла, чтобы создать сварочную дугу. Как только подано электропитание на электрод, сварочная дуга образуется на расстоянии до 2.5 см от металла. Это осуществляется за счёт короткого момента подачи высокого напряжения, которое помогает преодолеть расстояние до металла и создать электрическую дугу. Сразу после образования дуги напряжение падает до значения, которое выставлено на сварочном аппарате. Таким образом, Вольфрамовый электрод не получает физического воздействия и не изнашивается.
Защитный газ для сварки TIG

Защитный газ защищает место сварки от воздуха. Могут применяться Аргон/Ar и Гелий/He. Чаще всего применяется аргон. Так как эти газы являются инертными, они не изменяют характеристики сварочного шва. Реже используются три типа смеси газов. Первая – Аргон и Гидроген, вторая – Аргон и Нитроген, третья – Аргон и Гелий. Аргон, смешанный с Гелием применяется при сварке толстых металлов для лучшего проникновения сварочного шва. Для большинства сварочных работ хорошо подходит чистый Аргон.
Типы Вольфрамовых электродов
Вольфрам является главным ингредиентом, из которого изготовлен электрод для сварки TIG. Иногда добавляют незначительный процент других металлов, для улучшения характеристик сварочной дуги, создаваемой электродом. Добавляются Церий, Лантан, Цирконий.

Электроды бывают разных диаметров и имеют разные формы концов. От формы конца электрода зависят характеристики создаваемой сварочной дуги. Форму концу электрода нужно придавать вручную.
Острый «наконечник» применяется для сварки стали. Такую форму концу электрода можно придать на мелкозернистом точильном круге или специальном заточном приспособлении для Вольфрамовых электродов.

Электрод с закруглённым «наконечником» обычно применяют для сварки алюминия и магния. Чтобы получить такую форму, нужно создать сварочную дугу, по возможности над медью (но можно и другой металл). В качестве защитного газа должен быть Аргон. Сварочный аппарат настраивается определённым образом, так чтобы Вольфрамовый электрод начал плавиться и образовалась капля на его конце. Когда капля сформируется в виде небольшого шара, нужно остановить сварочную дугу.
Подготовка металла для сварки TIG
Подготовка металла особенно важна, когда производится сварка TIG. На металле не должно быть ржавчины, окисления, окалины, остатков краски, масла и прочих загрязнений. Должен быть только чистый металл. Металл должен быть очищен физическими способами, либо химическими кислотными очистителями, в случае сварки алюминия.
Настройка сварочного аппарата TIG
Существует две главных настройки аппарата TIG – изменение силы тока и регулировка потока защитного газа. Настройка величины силы тока зависит от типа металла и его толщины. Поток защитного газа регулируют в зависимости от условий окружающей среды, типа металла и раструба держателя электрода.
Сварка алюминия
Для сварки алюминия применяется электрод из чистого Вольфрама или Вольфрама с добавкой Церкония. Требуется, чтобы наконечник электрода был подготовлен в форме небольшого шара (см. выше). Аппарат должен быть настроен на A/C (переменный ток). Требуется, чтобы сварочная дуга создавалась дистанционно (функция «high frequency start»). В качестве защитного газа применяется 100%-ый Аргон. При правильной настройке сварочного аппарата и выборе подходящего электрода можно сваривать листы алюминия любой толщины. Как видно на фото ниже шов получается с высокими декоративными и прочностными характеристиками.
Процесс сварки TIG
Новичкам лучше учиться варить сваркой TIG, начиная с 2 — 3 мм стали. При сварке TIG необходимо контролировать дистанцию между электродом и привариваемым металлом. Для этого нужно занять устойчивое положение. Электрод располагается примерно на 20 градусах от вертикальной позиции. Расстояние между электродом и металлом должно составлять от 1 до 1.5 диаметра электрода. Если , к примеру, используется электрод диаметром 1.6 мм, то расстояние будет примерно 2 мм. Перед началом сварки нужно медленно провести рукой над поверхностью, контролирую угол положения электрода и расстояние, чтобы понять, что ничего не мешает.
Начните с образования сварочной дуги. Длина сварочной дуги влияет на нагрев в области сварки. Чем больше дуга, тем больше нагрев. Прочувствуйте, как она действует на металл, расплавляя его. Пробуйте сначала варить без присадочного металла. После понимания всего процесса, начинайте добавлять присадочную проволоку в область сварки. Присадочный металл должен правильно подаваться, и плавится под воздействием свариваемого металла, а не сварочной дугой. Он должен подаваться рядом со сварочной дугой и попадать в область действия защитного газа.
В заключение можно сказать, что сварка TIG, не смотря на первоначальную сложность освоения, считается одним из самых универсальных видов сварки, дающая сварной шов высокого качества.
Ещё интересные статьи:
kuzov.info







Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






