
Как повысить надежность китайского сварочного инвертора
Есть несколько вопросов по поводу улучшения рабочих показателей при продолжительной работе. Так как в большей степени силовые транзисторы и остальные силовые элементы находящиеся в самом аппарате не предназначены для продолжительной работы что в крайне мере снижает полезную производительность.
Замечено что в большей степени силовые элементы в основном стоят FGh50N60SFDTU
где с такими же параметрами но характеристики др, хмм, смутные сомнения получаются не китайцы нас дурят
FGh50N60SFD ( G40N60 SFD ) Основные параметры: 40A, 600V, 116W (100 °C ), Uкэ нас.=2.3V
По поводу альтернативы, обнаружено что имеются как бы с высоким номиналом на 160Ампер такие вот силовые элементы как SGL160N60UFD ( G160N60 UFD ) где ток у них на 160А
Какие будут соображения.
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа. В сварочном инверторе очень важную роль играет трансформатор, который преобразует входящее напряжение, повышая его значение до необходимого уровня. Доработка сварочного инвертора с данной информацией превратится в самое настоящее удовольствие.
В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа. В сварочном инверторе очень важную роль играет трансформатор, который преобразует входящее напряжение, повышая его значение до необходимого уровня. Доработка сварочного инвертора с данной информацией превратится в самое настоящее удовольствие.
Схема устройства сварочного инвертора.
Если хорошо посмотреть на сварочный аппарат данного типа, то сразу бросается его простота. Система представляет собой простейший преобразователь напряжения. Первичная обмотка силового трансформатора достаточно проста. Она рассчитана на входное напряжение 220/400 Вольт.
Разумеется, имеется здесь тепловая защита от перегрева и вентилятор охлаждения. Все эти детали являются неотъемлемой частью инвертора. Именно здесь и кроется возможность доработки. В основном подобную схему имеют практически все инверторы. Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью. В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.
В основном подобную схему имеют практически все инверторы. Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью. В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.
Предпосылки к модернизации
Таблица требуемых технических характеристик для сварочного инвертора.
Существует несколько основных предпосылок, которые заставляют людей переходить к доработке сварочного трансформатора. Во-первых, если данный агрегат используется в том месте, где нестабильно напряжение. Он рассчитан на стабильное потребление от 220 до 400 Вольт, но этого добиться можно не всегда. В некоторых случаях напряжение питания может падать куда ниже критической отметки. К примеру, если оно опустится до 170 Вольт, то велика вероятность того, что трансформатор не будет работать, а соответственно, и инвертор. Аппараты подобного типа не предназначены для художественной сварки. Они скорее могут использоваться для работы с крупногабаритными деталями. Если нужна художественная сварка, то придется также переходить к доработке сварочного трансформатора.
Аппараты подобного типа не предназначены для художественной сварки. Они скорее могут использоваться для работы с крупногабаритными деталями. Если нужна художественная сварка, то придется также переходить к доработке сварочного трансформатора.
Подобный аппарат даже при номинальных значениях напряжения не всегда позволяет зажечь дугу. Выходной каскад трансформатора не всегда выдает нужное высокое его значение. Если говорить о пониженных значениях, то тут может случиться беда. Именно поэтому при возникновении подобных проблем можно смело переходить к доработке.
Вся работа в данном случае сводится к установке диодного моста для выпрямления тока, что позволит получить на выходе более стабильную дугу и приведет к увеличению значения выходного напряжения трансформатора, чтобы розжиг можно было производить даже при недостаточном питании. Это очень полезные решения, которые каждый человек может реализовать самостоятельно.
Процесс выполнения работы
Функциональные возможности сварочного инвертора.
Вся работа сводится к тому, что в схему добавляется перемычка, состоящая из выпрямительного моста с фильтром низкой частоты. В результате получается выпрямительное устройство, на выходе которого при холостом ходе получается значение удвоенного напряжения. Можно более подробно рассмотреть сам процесс работы схемы с перемычкой. Сначала полуволна напряжения поступает на первый вентиль, пройдя через который, она поступает на фильтр.
В результате выпрямленное напряжение поступает на обмотку трансформатора. Происходит полная зарядка конденсатора в схеме. Далее вторая полуволна поступает на второй диод, проходя через который, она поступает на второй конденсатор. Соответственно, он тоже заряжается до максимума.
В результате получается, что по схеме напряжения от обоих элементов складываются между собой, что приводит к удвоению значения этого параметра на выходе. Именно этого и нужно было добиться, чтобы трансформатор позволял без каких-либо затруднений производить розжиг дуги. Итак, можно считать, что первая проблема полностью решена.
Итак, можно считать, что первая проблема полностью решена.
Схема источника питания инверторного сварочного аппарата.
Стоит еще отметить тот факт, что третий и четвертый выпрямители при отсутствии нагрузки в схеме никак не работают, то есть они не участвуют в рабочем процессе. Измененная схема выпрямительного моста позволяет сохранить стабильные показатели напряжения на выходе, в то время как стандартная принципиалка не позволяет работать с максимальным качеством дуги.
Это связано с тем, что при касании электрода рабочей поверхности происходит резкий разряд конденсатора, а это приводит к микровзрыву. В подобной ситуации не стоит рассчитывать на качественное сваривание поверхностей. Итак, модифицированный мост позволит получить на выходе действительно потрясающий результат. Он позволяет работать уже не только с толстыми металлами, но и выполнять ювелирную работу.
Несколько слов о самих деталях
Схема дросселя сварочного инвертора.
Теперь стоит поговорить о том, какие детали необходимо включить в схему, чтобы на выходе получить весьма неплохой результат. Ничего сверхъестественного использоваться не будет. Все детали можно без каких-либо проблем приобрести в специализированных магазинах.
Ничего сверхъестественного использоваться не будет. Все детали можно без каких-либо проблем приобрести в специализированных магазинах.
Что касается выпрямительных диодов, то лучше всего использовать модель Д161 со стандартными радиаторами охлаждения, которые на них устанавливаются. Можно составить смешанную схему, в которой будут использоваться выпрямители предыдущей марки, а также модели В200. В этой ситуации устройство получается более компактным, так как радиаторы у каждой модели имеют различные габариты. Их проще соединить с помощью специальной шпильки.
В качестве конденсаторов можно использовать практически любые модели этих элементов, но лучше перестраховать себя и установить МБГО, которые не имеют полярности.
Для стабильной работы аппарата придется подбирать емкость каждого элемента.
Для этого используется либо метод тыка, либо математика. В большинстве случаев можно обойтись 400 мкФ.
Токовый дроссель наматывается на сердечник трансформатора. Для этого должен использоваться достаточно крупный провод. В большинстве случаев можно обойтись шнурком диаметром 10 квадратных миллиметров. Мотать нужно до тех пор, пока окно не заполнится. В результате должно получиться пространство без каких-либо щелей. Между половинами сердечника стоит уложить текстолит. Он используется в качестве изолятора.
Для этого должен использоваться достаточно крупный провод. В большинстве случаев можно обойтись шнурком диаметром 10 квадратных миллиметров. Мотать нужно до тех пор, пока окно не заполнится. В результате должно получиться пространство без каких-либо щелей. Между половинами сердечника стоит уложить текстолит. Он используется в качестве изолятора.
В результате получается инвертор со стабильными показателями работы дуги и со стабильным розжигом. Этого и стоило добиваться.
Повышение экономичности: рекомендации
Схема работы сварочного инвертора.
Сварочный инвертор – это весьма мощный агрегат, который потребляет огромное количество электроэнергии. Разумеется, с этим явлением можно бороться различными методами. Один из них будет предложен прямо сейчас. Трансформатор в значительной степени влияет на подсадку напряжения в сети. Если работы будут вестись постоянно, то можно быть уверенными, что свет дома будет гореть слабо. Это приводит к дискомфорту всех окружающих. Нужно искать правильный выход из ситуации.
Нужно искать правильный выход из ситуации.
Сам процесс понижения напряжения предельно прост. Придется внедрить еще одну доработку в сварочный инвертор. Делается дополнительный вывод со вторичной обмотки, то есть уменьшается количество ее витков. Разумеется, каждый может начать спорить, ведь значительно ухудшится качество горения при этом, но на самом деле здесь также имеется одна хитрость, которая позволит сохранить стабильное горение дуги.
Нужно сделать плавным входящее напряжение, то есть у него полностью должны отсутствовать какие-либо скачки. Для этого используются, разумеется, конденсаторы. В подобной ситуации достаточно одного мощного устройства, которое будет сделано из бумаги. Его емкость должна при этом составлять приблизительно 15 тысяч мкФ. Этого будет вполне достаточно. Разумеется, для каждого конкретного аппарата это значение может изменяться, но в большинстве случаев оно варьируется от 10 до 18 тысяч мкФ. На это и стоит ориентироваться.
Итак, теперь каждый читатель знает о том, как можно доработать сварочный инвертор, чтобы на выходе иметь оптимальную дугу, которая позволит работать даже с самыми прихотливыми и тонкими материалами.
Рекомендованные сообщения
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Похожие публикации
Собрал себе сварочный инвертор для дома, гаража и т.д. Содержит всего один силовой транзистор! Идея такого инвертора не нова, но должного развития почему то не получила. Теоретическая основа изложена тут: Odnotakt.zip
Наиболее известная реализация идеи в «железе» была выложена здесь: valvolodin.narod.ru/articles/fiksatyi.html
Схема:
Схема в sPlan:схема. rar
rar
В основе схемы лежит прямоходовый преобразователь с «размагничивающей» обмоткой и «фиксирующим» конденсатором.
Плата имеет небольшой размер (20 х 13см) и односторонний монтаж, что облегчает её изготовление в домашних условиях обычным «лазерно-утюжным» способом:
Плата в Lay: на3конденсатора.rar
Для любителей моделировать, есть свежая модель в LTspice: модэль моего фикса.rar
Можно убедится что схема работает .Аппарат получился весом в 3.5 кг. ( «шланги» 2 х 2 м. ещё 1.5 кг.) Стоимость комплектующих составила немногим более 1000р. При правильной сборке работает сразу. Дополнительных настроек почти не требует. Максимальный выходной ток 120. 160А. (зависит от трансформатора и ёмкости электролитов).Радиаторы использованы от компьютерных кулеров. Силовой ключ и выходные диоды без прокладок. Диоды ТО-220 VD7,VD9 с фольги,( можно припаять). Выходной дроссель намотан на 2-х «строчниках» сложенных в Н. Намотан «литцем»(петля размагнитки от телека) в 3 слоя по 5 витков. Затем пропитан лаком.Корпус почти весь сделан из БП АТХ.
Затем пропитан лаком.Корпус почти весь сделан из БП АТХ.
Несколько фоток:
Проволоки усиления дорожек, как можно теснее прижимайте к выводам силового трансформатора и выводам силовых элементов в соответствующих местах. Не полагайтесь на проводимость припоя! Она у него плохая.
Ребята выкладывайте фотографии Ваших самодельных сварочных инверторов, именно самодельных, а не готовых промышленных. Так же приветствуется фотографии в хорошем качестве , показывающие внутренний конструктив. Ведь наверняка многим будет интересно увидеть и зачастую взять на заметку конструкции других авторов , а так же поделиться своими наработками в этом плане.
Так же хочу попросить выкладывать фотографии с разрешением не более 1280*1024 , такая картинка не урезается и не растягивается за экран , а значит более удобна к восприятию.Было бы не плохо выкладывать так же и схемы по которым эти аппараты собирались, либо давать ссылку на тему. А касаемо роликов с демонстрацией работы или процесса сборки Ваших устройств, то было бы вообще отлично.
Для начала закину парочку своих самодельных аппаратов, а Вы уже подтягивайтесь, думаю многим понравится такой формат. Желаю Вам удачи и новых достижений в сваркостроении.
Сварочный инвертор с фиксирующей обмоткой *самый простой сварочный инвертор, он же Фиксатый*
Сварочный инвертор по схеме Липина
50%, что логично. DC на эмиттерах транзюков держится на 70-75%, на базах транзюков DC совпадает с DC на ногах 9 и 10. К сожалению посмотреть осциллографом нет возможности :(.
По проблеме 1 – нужна стабильная частота во всем диапазоне питающего напряжения, по 2 проблеме – нельзя допускать перекрытия импульсов на затворах мосфетов. Резисторы R5 и R13 вроде бы итак не сильно большие, т.е. заряд-разряд должен быть быстрым,.
Пробовал менять транзюки на пару 2N5551 и 2n5401, ставил другую TL-ку – ничего не меняется, эти же проблемы. Допустим проблему 1 решить можно стабилизировав напряжение при помощи LM7812, но вторая проблема меня вводит в ступор. Теоретически так не должно, но фактически так есть.
Заметил еще одну странность – генерация на ногах 9 и 10 продолжается даже если снизить входное напряжение ниже 5В (. ) и до 3,8В – это как, заводится тоже с 3,8В?!
Замечание: на схеме у тразюков BD139 и 140 нумерация указана не верная (при разводке не учел тот факт, что база у этих транзюков не по центру, решил при пайке просто погнув нужным образом ножки самих транзюков). Сами TL-ки, транзюки и мосфеты брал в ЧИП_и_ДИПе.
Перспективная схемотехника сварочных инверторов — Домашнее Радио
В статье представлен обзор публикаций, посвященных разработке силовой части мощных ключевых преобразователей, которые применяются для построения сварочных инверторов.
1.Однотактные сварочные инверторы
2.Двухтактные сварочные инверторы
3.Резонансные сварочные инверторы
4.Сварочные инверторы с коррекцией коэффициента мощности
5.Заключение
6.Литература
Под сварочным инвертором понимается источник сварочного тока инверторного типа (ИИСТ) -мощный ключевой преобразователь, работающий на частотах 20. ..100кГц с МОП- либо IGBT транзисторами в качестве ключевых элементов. Силовую часть ИИСТ можно рассматривать безотносительно конкретной технологии сварочного процесса, т.к. основная ее задача — обеспечить необходимый уровень мощности, подводимой к сварочной дуге, а формирование нагрузочной характеристики, алгоритмов «поведения» ИИСТ и сервисных функций осуществляется блоком управления. Схемотехнические решения силовой части промышленных сварочных инверторов на примерах продукции известных в этой области производителей были проанализированы в [1]. Описанные ниже схемы силовой части ИИСТ могут найти применение в сварочных инверторах для любого типа сварочного процесса из числа наиболее распространённых на практике: ручная дуговая сварка штучным электродом (ММЛ), полуавтоматическая сварка в среде защитного газа (MIG/MAG) и сварка неплавящимся вольфрамовым электродом в защитном газе (WIG/TIG).
..100кГц с МОП- либо IGBT транзисторами в качестве ключевых элементов. Силовую часть ИИСТ можно рассматривать безотносительно конкретной технологии сварочного процесса, т.к. основная ее задача — обеспечить необходимый уровень мощности, подводимой к сварочной дуге, а формирование нагрузочной характеристики, алгоритмов «поведения» ИИСТ и сервисных функций осуществляется блоком управления. Схемотехнические решения силовой части промышленных сварочных инверторов на примерах продукции известных в этой области производителей были проанализированы в [1]. Описанные ниже схемы силовой части ИИСТ могут найти применение в сварочных инверторах для любого типа сварочного процесса из числа наиболее распространённых на практике: ручная дуговая сварка штучным электродом (ММЛ), полуавтоматическая сварка в среде защитного газа (MIG/MAG) и сварка неплавящимся вольфрамовым электродом в защитном газе (WIG/TIG).
ОДНОТАКТНЫЕ СВАРОЧНЫЕ ИНВЕРТОРЫ
Утверждается [2], что в серийных ИИСТ применяются, и основном, две топологии силовой части: однотактный прямоходовой мостовой конвертер (ОПМК; в зарубежной литературе за этим типом преобразователя закрепились названия double-ended forward converter и asymmetric half-bridge) и конвертер мостового тина с ШИМ или с ШИМ и фазовым сдвигом (ШИМ-ФС).
Авторы также считают, что по совокупности свойств ОПМК является оптимальным типом преобразователя для построения ИИСТ на ток до 200 А (известны промышленные ИИСТ с топологией ОПМК на ток до 250 А). Авторы разработали ИИСТ с топологией ОПМК па ток до 150 А, особенностью которого является применение бездиссипативного демпфера, снижающего коммутационные потери при выключении силовых транзисторов. Схема этого ИИСТ приведена на рисунке 1.
Рис. 1. Силовая часть сварочного инвертора из работы [2]
Рабочая частота 40 кГц
Собственно бездиссипативный демпфер [3] состоит из элементов Ls, Cs, VDsl, YDs2. Принцип работы демпфера проиллюстрирован диаграммами на рисунке 2.
Рис. 2. Диаграммы напряжении и токов в ОПМК с бездиссипативным демпфером [2]
Рассмотрим работу схемы в установившемся режиме. В течение интервала времени t0…t1 транзисторы VT1 и VT2 находятся в проводящем состоянии (Vge1, Vge2 — напряжения на затворах VT1 и VT2). Через VT1 (VT2) течёт ток первичной обмотки Iр плюс ток намагничивания Im. Ток коллектора VT1 (VT2) нарастает со скоростью:
Через VT1 (VT2) течёт ток первичной обмотки Iр плюс ток намагничивания Im. Ток коллектора VT1 (VT2) нарастает со скоростью:
где n — коэффициент трансформации силового трансформатора Т1 (под n понимается отношение числа витков первичной обмотки к числу витков вторичной). Vd — напряжение питания (Vd = 320 В), Vo — выходное напряжение инвертора, Lo — индуктивность выходного дросселя, LLk — индуктивность рассеивания силового трансформатора, приведённая к первичной обмотке, Lm — индуктивность намагничивания Т1. Авторы использовали трансформатор Т1 со следующими параметрами: LLk = 6.6 мкГн. Lm = 1,1 мГн и n = 2,8. Ток в обмотке выходного дросселя Lo на этом временном интервале нарастает со скоростью:
В момент времени tI выключаются транзисторы VT1, VT2 и демпферный конденсатор Cs заряжается током:
где ICmax — мгновенное значение тока коллектора силового транзистора в момент t1, при этом считается, что в течение короткого интервала t = t2 — t1 ток ICmax остаётся неизменным; Iµmax — максимальное значение тока намагничивания. Таким образом, демпфер работает только на интервале t1…t2, когда при выключении транзисторов открывается диод VDs1 и конденсатор Cs оказывается подключенным параллельно первичной обмотке W1.1. За время t2 — t1 демпферный конденсатор, заряжаясь, поглощает заряд Q = 2CSVd что приводит к снижению скорости изменения напряжения на первичной обмотке и, следовательно, к затягиванию фронта напряжения коллектор-эмиттер транзисторов VT1 и VT2. Скорость нарастания напряжения на конденсаторе Cs равна:
Таким образом, демпфер работает только на интервале t1…t2, когда при выключении транзисторов открывается диод VDs1 и конденсатор Cs оказывается подключенным параллельно первичной обмотке W1.1. За время t2 — t1 демпферный конденсатор, заряжаясь, поглощает заряд Q = 2CSVd что приводит к снижению скорости изменения напряжения на первичной обмотке и, следовательно, к затягиванию фронта напряжения коллектор-эмиттер транзисторов VT1 и VT2. Скорость нарастания напряжения на конденсаторе Cs равна:
Номинал Cs, необходимый для эффективной работы демпфера, можно оценить из соотношения:
где tf — время выключения силового транзистора, a VIO — величина напряжения на коллекторе транзистора при его выключении к тому моменту, когда ток коллектора спадёт до нуля. Обычно выбирается VIO = 0,5Vd.
На интервале времени t2..t3 транзисторы закрыты, конденсатор Cs заряжен до напряжения питания Уд и ток намагничивания Т1 спадает до нуля. Ток выходного дросселя уменьшается со скоростью:
В момент времени t3 снова включаются транзисторы VT1 и VT2, причём скорость нарастания тока коллектора ограничена индуктивностью рассеивания LLk которая играет роль демпфера «на включение» транзисторов. Конденсатор Cs перезаряжается через открытые приборы VT2, VDs2 с напряжения +Vd до -Vd и передаёт накопленную в предыдущем такте энергию в индуктивность Ls. Напряжение на демпферном конденсаторе изменяется по закону:
Конденсатор Cs перезаряжается через открытые приборы VT2, VDs2 с напряжения +Vd до -Vd и передаёт накопленную в предыдущем такте энергию в индуктивность Ls. Напряжение на демпферном конденсаторе изменяется по закону:
где — собственная резонансная частота контура, образованного элементами демпфера Ls и Cs. Выбор номинала индуктивности производится, исходя из соотношения:
где Vdmax — максимально возможное напряжение питания, ILSmax — выбранная при расчёте демпфера амплитуда импульса тока через индуктивность Ls. Амплитуда этого импульса тока равна:
где — характеристическое сопротивление колебательного контура LsCs. Поскольку диод VDs2 не позволяет току в контуре совершить полный период колебания, импульсы перезаряда Cs будут иметь форму полусинусоиды с длительностью:
К моменту времени t4 конденсатор Cs заряжен до напряжения -Vd и подготовлен к следующему такту выключения транзисторов.
Следует обратить внимание на то, что выбор номиналов Ls и Cs на практике осуществляется на основе компромисса. Выбор затрудняется тем, что при коротком замыкании нагрузки, что является штатным режимом работы сварочного инвертора, блок управления силовой частью формирует короткие им пульсы с типичной длительностью порядка 1 мкс. Длительность этих импульсов должна быть не менее длительности импульса тока перезаряда конденсатора Cs. В противном случае Cs перезаряжается не полностью, и эффективность демпфера падает, причём происходит это в «тяжёлом» для транзисторов режиме. Фактически разработчику приходится сначала выбирать значение ёмкости Cs, исходя из параметров быстродействия применённых транзисторов, а затем, зная минимальную длительность проводящего состояния транзисторов tONmin, рассчитывать индуктивность Ls в соответствии с уравнением (10), соблюдая условие tLS
Выбор затрудняется тем, что при коротком замыкании нагрузки, что является штатным режимом работы сварочного инвертора, блок управления силовой частью формирует короткие им пульсы с типичной длительностью порядка 1 мкс. Длительность этих импульсов должна быть не менее длительности импульса тока перезаряда конденсатора Cs. В противном случае Cs перезаряжается не полностью, и эффективность демпфера падает, причём происходит это в «тяжёлом» для транзисторов режиме. Фактически разработчику приходится сначала выбирать значение ёмкости Cs, исходя из параметров быстродействия применённых транзисторов, а затем, зная минимальную длительность проводящего состояния транзисторов tONmin, рассчитывать индуктивность Ls в соответствии с уравнением (10), соблюдая условие tLS
При использовании «медленных» транзисторов потребуется относительно большая ёмкость конденсатора Cs и, следовательно, небольшая индуктивность Ls, что приведёт к тому, что амплитуда импульса тока перезаряда демпферного конденсатора может составлять десятки ампер. Невозможность независимого выбора номиналов Cs и Ls является общим недостатком демпферных цепей подобного типа. Наличие интервала времени, необходимого для перезаряда Cs, ограничивает частоту преобразования.
Невозможность независимого выбора номиналов Cs и Ls является общим недостатком демпферных цепей подобного типа. Наличие интервала времени, необходимого для перезаряда Cs, ограничивает частоту преобразования.
К интересным особенностям обсуждаемой схемы ОПМК можно отнести способ управления шунтирующим тиристором Ту. При включении инвертора в сеть 220…230 В конденсатор фильтра Cf заряжается через токоограничивающий резистор R1. После окончания этого процесса запускается силовая часть, и на управляющий электрод тиристора Ту подаётся необходимое для его включения напряжение е дополнительной обмотки силового трансформатора W1.2 (такое решение применяет в своих инверторах фирма ESAB).
Это напряжение подаётся с задержкой, величина которой определяется элементами C1, R3, VD6. Но в режиме короткого замыкания напряжение на W1.2 падает ниже необходимого для управления тиристором уровня, и для решения этой проблемы авторы работы [2] применили дополнительный трансформатор тока Т2, включенный в цепь первичной обмотки трансформатора Т1. При коротком замыкании напряжение на вторичной обмотке Т2 максимально и достаточно для поддержания тиристора Ту в открытом состоянии.
При коротком замыкании напряжение на вторичной обмотке Т2 максимально и достаточно для поддержания тиристора Ту в открытом состоянии.
Блок управления инвертором построен на базе микросхемы ШИМ-контроллера UC3846 фирмы Texas Instruments; управление силовыми транзисторами осуществляется драйвером, состоящим из микросхемы UC3706 и трансформатора гальванической развязки. Блок управления работает с двух-петлевой ООС: с датчика тока CS1 снимается сигнал, пропорциональный мгновенному току первичной обмотки, а с датчика тока CS2 — сигнал, пропорциональный мгновенному значению тока нагрузки. Авторы отмечают хорошую динамику регулирования — среднее значение заданного тока нагрузки устанавливается за время порядка 2 мс. Эффективность инвертора при токе нагрузки до 120 А составила около 90%.
Рис. 3. Однотактный прямоходовои преобразователь с фиксирующей обмоткой {W1.1=W1.2)[4]
Рассмотрим ещё один прототип сварочного инвертора, построенный по однотактной топологии: однотактный однотранзисторный прямоходовой преобразователь с фиксирующей обмоткой (ООПП) [4]. Структурная схема силовой части преобразователя показана на рисунке 3. В данной топологии обмотка wl.2 не является размагничивающей, как в традиционной схеме однотактного прямоходового преобразователя с одним транзистором и размагничивающей обмоткой, а служит для перезаряда конденсатора С1 при включенном состоянии VT1. При закрытом транзисторе VT1 энергия, накопленная в индуктивностях рассеивания и намагничивания в предыдущем такте, возвращается в конденсатор С1 и затем в источник питания. Если ёмкость этого конденсатора выбрана достаточно большой, среднее значение напряжения на «поперечном» конденсаторе С1 равно напряжению питания Vd, а напряжение на коллекторе VT1 фиксировано на уровне 2Vd. Схема, показанная на рисунке 3, отличается от ранее известных схем ограничения напряжения на силовом транзисторе в ООПП наличием дополнительного диода VD2. В работе [5] описаны примеры использования подобных цепей ограничения напряжения (со структурой без VD2) в составе других известных топологий однотактных однотранзисторных преобразователей: SEPIC, ZETA, Cuk и Flyback.
Структурная схема силовой части преобразователя показана на рисунке 3. В данной топологии обмотка wl.2 не является размагничивающей, как в традиционной схеме однотактного прямоходового преобразователя с одним транзистором и размагничивающей обмоткой, а служит для перезаряда конденсатора С1 при включенном состоянии VT1. При закрытом транзисторе VT1 энергия, накопленная в индуктивностях рассеивания и намагничивания в предыдущем такте, возвращается в конденсатор С1 и затем в источник питания. Если ёмкость этого конденсатора выбрана достаточно большой, среднее значение напряжения на «поперечном» конденсаторе С1 равно напряжению питания Vd, а напряжение на коллекторе VT1 фиксировано на уровне 2Vd. Схема, показанная на рисунке 3, отличается от ранее известных схем ограничения напряжения на силовом транзисторе в ООПП наличием дополнительного диода VD2. В работе [5] описаны примеры использования подобных цепей ограничения напряжения (со структурой без VD2) в составе других известных топологий однотактных однотранзисторных преобразователей: SEPIC, ZETA, Cuk и Flyback. Кроме того, описаны [6] полезные модификации данной схемы ограничения напряжения, расширяющие её возможности и область применения.
Кроме того, описаны [6] полезные модификации данной схемы ограничения напряжения, расширяющие её возможности и область применения.
Рис. 4. Улучшенный вариант ООПП с функцией демпфирования коллекторного напряжения W1.2 = W1.3 = 0,5W1.1
На рисунке 4 показан улучшенный вариант первоначальной схемы ООПП, в котором обеспечивается «мягкое» выключение транзистора VT1 за счёт введения демпфирующих конденсаторов С2, СЗ и разделения вспомогательной первичной обмотки на две равные части — wl.2 и w1.3. Авторами был изготовлен макетный образец сварочного инвертора по схеме, изображённой на рисунке 4 и получена мощность на нагрузке 3,9 кВт при напряжении 26 В и частоте преобразования 20 кГц.
С целью проверки эффективности демпфирования напряжения на коллекторе VT1 и его фиксации автором данной статьи была разработана модель преобразователя по схеме рис. 4 в программе Micro-CAP 8. Моделирование работы схемы показало, что включение силового транзистора происходит «мягко» благодаря наличию индуктивности рассеивания, напряжение на коллекторе VT1 ограничено на требуемом уровне, и отсутствуют индуктивные выбросы. При этом выявился ряд недостатков схемы:
При этом выявился ряд недостатков схемы:
демпфирование фронта напряжения на коллекторе VT1 происходит менее эффективно, чем в ОПМК (см. рис. 1), при одинаковых номиналах демпфирующих конденсаторов из-за индуктивности рассеивания, включенной последовательно с конденсаторами С2, СЗ- Кроме того, на фронте тока коллектора появляется импульс перезаряда указанных конденсаторов, амплитуда которого ограничена только значением индуктивности рассеивания. В переходных режимах (резкие изменения нагрузки, включение или выключение питания) возможен режим работы магнитопровода трансформатора в области насыщения. Последний недостаток можно устранить введением немагнитного зазора. По мнению автора, схема рис. 4 требует дополнительного изучения, и, возможно, оптимальным вариантом было бы использование ООПП аналогично схеме рис. 3, но с дополнительным бездиссипа-тивным демпфером любого известного типа.
Двухтактные сварочные инверторы
Рассмотрим силовую часть ИИСТ, предложенную в [7] и показанную на рисунке 5. Она представляет собой мостовой конвертер с переключением силовых транзисторов при нулевом токе и напряжении, управляемый методом «ШИМ с регулируемым фазовым сдвигом» — между сигналами управления полумостовыми «стойками» (Phase-shifted ZVZCS full bridge converter или PS-ZVZCS-FB). В отличие от обычного мостового конвертера с ШИМ-ФС (PS-ZVS-FB), в данной топологии добавлены элементы СЬ и Ls, а вместо четырёх демпфирующих конденсаторов, устанавливаемых параллельно силовым транзисторам, в данной схеме достаточно двух.
Она представляет собой мостовой конвертер с переключением силовых транзисторов при нулевом токе и напряжении, управляемый методом «ШИМ с регулируемым фазовым сдвигом» — между сигналами управления полумостовыми «стойками» (Phase-shifted ZVZCS full bridge converter или PS-ZVZCS-FB). В отличие от обычного мостового конвертера с ШИМ-ФС (PS-ZVS-FB), в данной топологии добавлены элементы СЬ и Ls, а вместо четырёх демпфирующих конденсаторов, устанавливаемых параллельно силовым транзисторам, в данной схеме достаточно двух.
Рис. 5. Мостовой преобразователь с ШИМ-ФС и коммутацией при нулевом напряжении и токе ключей [7]
Особенность заключается в реализации алгоритма управления силовыми транзисторами таким образом, чтобы одно плечо моста коммутировалось при нулевом напряжении на транзисторах, а второе — при нулевом токе через транзисторы. На рисунке 6 приведены диаграммы токов и напряжений в характерных точках преобразователя PS-ZVZCS-FB. Предполагается, что все элементы схемы идеальные, пульсации тока нагрузки равны нулю и индуктивность насыщающегося дросселя Ls много больше индуктивности рассеивания силового трансформатора LLk, приведённой к первичной обмотке. Можно выделить семь характерных временных интервалов в работе схемы.
Можно выделить семь характерных временных интервалов в работе схемы.
В момент времени t0 включается транзистор VT4, при этом VT1 уже находится в открытом состоянии. Дроссель Ls, пока ещё не насыщенный, ограничивает скорость нарастания тока коллектора VT4, обеспечивая «мягкое» включение. К моменту времени t1 дроссель Ls насыщается из-за приложенного к нему напряжения.
На интервале времени t1…t2 ток через блокировочный конденсатор СЬ нарастает со скоростью, определяемой индуктивностью рассеивания LLk, до значения тока нагрузки, приведённого к первичной обмотке Т1.
В течение интервала t2…tЗ энергия из источника питания передаётся в нагрузку. Напряжение на конденсаторе Сb линейно возрастает от -VCmax до +VCbmax. Этот конденсатор блокирует постоянную составляющую на первичной обмотке Т1, сохраняя её в виде разности напряжения. В момент времени t3 транзистор VT1 выключается, a VT4 остается включённым.
На интервале t3…t4 демпферный конденсатор Csl разряжается, а Cs2 заряжается током ICb, текущим через блокирующий конденсатор, т. е. током размагничивания индуктивности рассеивания трансформатора Т1. По этой причине фронт напряжения коллектор-эмиттер VT1 затягивается и транзистор «мягко» выключается. Когда напряжение на вторичной обмотке становится меньше напряжения на нагрузке, процесс передачи энергии в нагрузку прекращается. Ток дросселя Lo начинает течь через все диоды выходного выпрямителя, и вторичная обмотка шунтируется. К моменту времени 14 конденсатор Csl заряжается до напряжения питания, a Cs2 полностью разряжается, после чего током дросселя Ls открывается диод VD2.
е. током размагничивания индуктивности рассеивания трансформатора Т1. По этой причине фронт напряжения коллектор-эмиттер VT1 затягивается и транзистор «мягко» выключается. Когда напряжение на вторичной обмотке становится меньше напряжения на нагрузке, процесс передачи энергии в нагрузку прекращается. Ток дросселя Lo начинает течь через все диоды выходного выпрямителя, и вторичная обмотка шунтируется. К моменту времени 14 конденсатор Csl заряжается до напряжения питания, a Cs2 полностью разряжается, после чего током дросселя Ls открывается диод VD2.
В начале интервала времени t4-t5 на коллекторе VT2 из-за открытого диода VD2 удерживается нулевое напряжение, при котором можно включить этот транзистор; после этого напряжение на Сb прикладывается к насыщенному дросселю Ls и индуктивности рассеивания, ток ICb линейно уменьшается, продолжая протекать через диод VD2. К моменту времени t5 этот ток уменьшается до нуля и начинает течь через открытый транзистор VT2 в обратном направлении, а диод VD2 закрывается.
На интервале времени t5…t6 дроссель Ls более не насыщен. По этой причине диагональный ток удерживается на низком уровне и предотвращается разряд блокирующего конденсатора СЬ (собственно, для этого и необходим насыщающийся дроссель). Транзистор VT4 выключается при почти нулевом токе.
Интервал t6…t7 даёт возможность рекомбинировать оставшимся носителям заряда в р-п-переходе внутреннего биполярного транзистора в составе прибора VT4. Транзистор запирается быстрее, чем без использования режима «выключения при нулевом токе».
В данной схеме важен оптимальный выбор номиналов демпферных конденсаторов Cs1 и Cs2 — от этого зависят коммутационные потери транзисторов VT1 и VT2 при выключении. Авторами было установлено, что увеличение ёмкости Csl и Cs2 свыше определённого «критического» значения не приводит к заметному снижению коммутационных потерь. Поэтому оптимально использовать номиналы Cs1 = Cs2 = Cscrit. Для случая Cs > Cscrit мощность коммутационных потерь при выключении транзисторов VT1 и VT2 составляет:
Для случая Cs
Величину Cscrit можно найти из соотношения:
где tf- время спада коллекторного тока, ICb — ток через блокирующий конденсатор, Vd — напряжение питания преобразователя.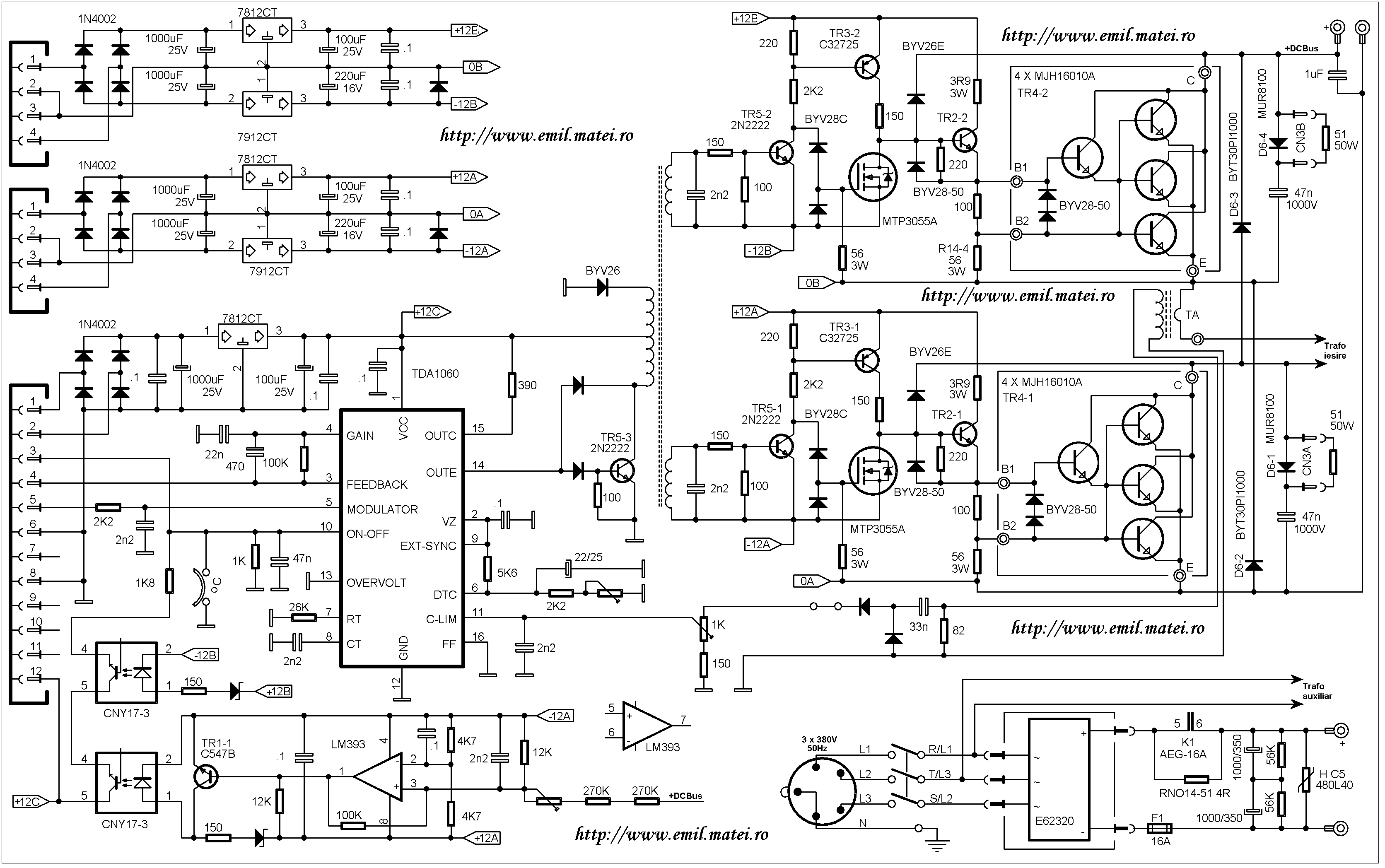
Рис. 6. Диаграммы токов и напряжении мостового преооразователя с ШИМ-ФС
Насыщающийся дроссель Ls необходим для предотвращения разряда блокирующего конденсатора СЬ на интервалах времени t6 + t7 и ограничения тока при включении транзисторов VT3 и VT4. Поэтому насыщение дросселя Ls в течение указанных интервалов времени недопустимо. Параметры дроссели можно оценить из линеаризованных зависимостей напряжения на обмотке дросселя на интервалах t7, t6, t1 (см. рис. 6). Приняты следующие обозначения: t1 = t2 -t1, t6 = t6 -t5 и т.д. Площадь поперечного сечения магнитопровода и число витков дросселя Ls можно найти из выражения:
где BLs_sat ~ индукция насыщения магнитопровода дросселя Ls, Sc -площадь поперечного сечения магнитопровода, NLs — число витков дросселя.
Выбор номинала блокирующего конденсатора производится на основе компромисса между желательным низким напряжением на конденсаторе VCbmax и длительностью времени спада тока диагонали моста t5. По этой причине необходимо максимально уменьшать индуктивность рассеивания трансформатора Т1. Время спада тока, текущего по диагонали моста, зависит от величины индуктивности рассеивания, от времени перекрытия сигналов управления транзисторами на интервалах t3, t4, от ёмкости блокирующего конденсатора и индуктивности дросселя Ls:
По этой причине необходимо максимально уменьшать индуктивность рассеивания трансформатора Т1. Время спада тока, текущего по диагонали моста, зависит от величины индуктивности рассеивания, от времени перекрытия сигналов управления транзисторами на интервалах t3, t4, от ёмкости блокирующего конденсатора и индуктивности дросселя Ls:
Максимальное напряжение на блокирующем конденсаторе пропорционально току нагрузки и равно:
где n — коэффициент трансформации.
Для управления ключевыми транзисторами авторами был разработан адаптивный алгоритм управления, гарантированно обеспечивающий коммутацию силовых транзисторов с низкими потерями во всём диапазоне нагрузок. Транзисторы VT1 и VT2 могут быть включены только после полного разряда конденсаторов Cs1 и Cs2, который производится током нагрузки, приведённым к первичной обмотке трансформатора Т1. Уменьшение тока нагрузки приводит к увеличению времени, необходимого для разряда Csl и Cs2. На холостом ходу разряд этих конденсаторов вообще не происходит, и при очередном включении транзисторов конденсаторы разряжаются прямо через них. Поэтому запасённая в демпферных конденсаторах энергия рассеивается на ключах VT1 и VT2. В результате на транзисторах вьщеляется мощность:
Поэтому запасённая в демпферных конденсаторах энергия рассеивается на ключах VT1 и VT2. В результате на транзисторах вьщеляется мощность:
Для исключения этого вида потерь контролируется напряжение на демпферных конденсаторах и на выходе преобразователя. Импульсы управления транзисторами VT1 и VT2 блокируются до тех пор, пока соответствующий конденсатор Cs1 или Cs2 не разрядится. В режиме холостого хода схема работает как обычный полумост, поскольку конденсаторы Cs1 и Cs2 не разряжаются и транзисторы VT1 и VT2 не включаются. Стабилизация тока дуги производится по сигналу датчика тока, установленного на вторичной стороне силового трансформатора.
Для оценки эффективности преобразователя авторами был изготовлен экспериментальный образец инвертора с питанием от однофазной сети и максимальной выходной мощностью 3,5 кВт. Были рассчитаны и использованы следующие компоненты: Cs1 = Cs2 = 7,5 нФ, Св = 1,32 мкФ (VCBmax = 62 В), LS = 110 мкГн (в насыщенном состоянии 0. 056 мк1н), индуктивность рассеивания 3,7 мкГн, коэффициент трансформации п-4, VT1 — VT4 типа 1RG4PC50U. В диапазоне нагрузок от 24 до 100% экспериментальный образец имел КПД 92% при рабочей частоте 50 кГц. т.е. примерно на 2% больше, чем ОПМК, показанный на рисунке 1. Может сложиться впечатление, что это несущественная разница, однако при разработке ИИСТ идёт борьба за доли процента эффективности.
056 мк1н), индуктивность рассеивания 3,7 мкГн, коэффициент трансформации п-4, VT1 — VT4 типа 1RG4PC50U. В диапазоне нагрузок от 24 до 100% экспериментальный образец имел КПД 92% при рабочей частоте 50 кГц. т.е. примерно на 2% больше, чем ОПМК, показанный на рисунке 1. Может сложиться впечатление, что это несущественная разница, однако при разработке ИИСТ идёт борьба за доли процента эффективности.
Рис. 7. Полумостовой сварочный инвертор с дополнительной коммутацией по шинам питания [8]
Авторы работы обращают внимание на то, что повышению рабочей частоты препятствует индуктивность рассеивания силового трансформатора. Со своей стороны могу добавить, что из-за наличия интервалов времени, в течение которых происходит рекуперация реактивной мощности в демпферной цепи, эффективный коэффициент заполнения снижается. Это является своего рода платой за «мягкую» коммутацию силовых транзисторов и вынуждает уменьшать коэффициент трансформации. Авторы использовали трансформатор с n — 4. в то время как силовые трансформаторы в ИИСТ на основе «традиционного» мостового преобразователя обычно имеют коэффициент трансформации n — 6.
Авторы использовали трансформатор с n — 4. в то время как силовые трансформаторы в ИИСТ на основе «традиционного» мостового преобразователя обычно имеют коэффициент трансформации n — 6.
Обратимся теперь к оригинальному преобразователю, предложенному авторами работы [8]. Это -полумостовой конвертер с дополнительной коммутацией по шинам питания. Схема силовой части преобразователя показана на рисунке 7, где LLk — индуктивность рассеивания силового трансформатора Т1, Cs1и Cs2 — демпферные конденсаторы, VD5 и VD6 — возвратные диоды, VT3 и YT4 — дополнительные транзисторы, коммутирующие напряжение питания плеч полумоста на транзисторах VT1 и VT2. Процессы, протекающие в схеме, поясняются диаграммами на рисунке 8.
Рис. 8. Диаграммы токов и напряжений в конвертере из [8]
Все активные коммутирующие элементы схемы включаются при нулевом токе (режим ZCS) и выключаются при нулевом напряжении (режим ZVS). Транзисторы полумоста VT1, VT2 управляются стандартной ШИМ, а вспомогательные ключи на транзисторах VT3. VT4 выключаются раньше основных (VT1, VT2) на время td. Рассмотрим кратко работу такого преобразователя.
VT4 выключаются раньше основных (VT1, VT2) на время td. Рассмотрим кратко работу такого преобразователя.
Перед моментом времени t0 открыты транзисторы VT1 и VT3, через них течёт ток нагрузки (первичной обмотки), Cs1 заряжен до напряжения питания. Транзисторы VT2 и VT4 закрыты, а конденсатор Cs1 разряжен.
В момент времени t0 выключается транзистор VT3 в режиме ZVS, его ток мгновенно «перехватывается» конденсатором Cs1, который начинает разряжаться током первичной обмотки.
На отрезке времени t0..t1 напряжение на Cs1 равно:
Из соотношения (18) видно, что время разряда демпферного конденсатора обратно пропорционально току нагрузки, приведённому к первичной обмотке. Очевидно, что время задержки td выключения транзистора VT1 относительно выключения VT3 должно быть не менее времени разряда Cs1. Авторы данной работы оптимизировали время td для случая максимального тока нагрузки, с уменьшением которого конденсатору Cs1 начнёт «не хватать» времени для полного разряда, и эффективность демпфера будет падать. Для устранения этого недостатка либо необходимо увеличивать время задержки (в предположении, что оно имеет фиксированную величину), либо ШИМ-контроллер должен изменять время задержки в зависимости от величины тока первичной обмотки. Первый способ проще, но приводит к уменьшению эффективного коэффициента заполнения, второй вариант предпочтительнее, но усложняет алгоритм управления преобразователем. Конденсатор Cs1 затягивает фронт коллекторного напряжения и VT1HVT3.
Для устранения этого недостатка либо необходимо увеличивать время задержки (в предположении, что оно имеет фиксированную величину), либо ШИМ-контроллер должен изменять время задержки в зависимости от величины тока первичной обмотки. Первый способ проще, но приводит к уменьшению эффективного коэффициента заполнения, второй вариант предпочтительнее, но усложняет алгоритм управления преобразователем. Конденсатор Cs1 затягивает фронт коллекторного напряжения и VT1HVT3.
К моменту времени t1 конденсатор Cs1 полностью разряжается, и можно выключать транзистор VT1. После разряда конденсатора Cs1 ток первичной обмотки «перехватывается» открывшимся диодом VD5. В течение интервала t1…t2 открыты оба выходных диода VD7 и VD8 и, следовательно, обмотки трансформатора замкнуты.
В момент t2 выключается транзистор VT1 в режиме ZVS, поскольку конденсатор Cs2 к этому моменту разряжен в предыдущем полупериоде, а транзистор VT2 выключен (Cs2 выполняет функции демпфера для VT1). Сразу после выключения VT1 открывается диод VD2. и конденсатор Cs2 начинает заряжаться током первичной обмотки. Напряжение на Cs2 достигает величины напряжения питания нижнего плеча полумоста (Vd/2), и если к этому моменту энергия, запасённая в индуктивности рассеивания, возвратилась не полностью, то диод VD4 открывается током первичной обмотки и остаточная энергия индуктивности рассеивания поступает в источник питания. Условие заряда демпферного конденсатора до напряжения питания полумоста определяется соотношением:
и конденсатор Cs2 начинает заряжаться током первичной обмотки. Напряжение на Cs2 достигает величины напряжения питания нижнего плеча полумоста (Vd/2), и если к этому моменту энергия, запасённая в индуктивности рассеивания, возвратилась не полностью, то диод VD4 открывается током первичной обмотки и остаточная энергия индуктивности рассеивания поступает в источник питания. Условие заряда демпферного конденсатора до напряжения питания полумоста определяется соотношением:
где Iw1 — ток первичной обмотки. Ниже будет показано, что при расчёте схемы следует соблюдать условие
CS1,2(0,5Vd)2 чтобы обеспечить включение VT4 в режиме ZVS. На коротком интервале времени t3—t4 диод D4 находится в проводящем состоянии.
На интервале времени t4..t5 все диоды и транзисторы на первичной стороне трансформатора Т1 обесточены. Выходной дроссель L0 питает током нагрузку, оба диода VD7 VD8 остаётся открытым с момента времени t1.
В момент времени t5 включаются одновременно транзисторы VT2 и VT4, причём VT2 включается в режиме ZCS из-за наличия индуктивности рассеивания трансформатора, по той же причине в режиме ZCS включается и VT4. Но из-за того что напряжение на конденсаторе Cs2 равно напряжению питания полумоста, напряжение между коллектором и эмиттером VT4 равно нулю, и транзистор VT4 включается в режимах ZCS и ZVS одновременно.
Но из-за того что напряжение на конденсаторе Cs2 равно напряжению питания полумоста, напряжение между коллектором и эмиттером VT4 равно нулю, и транзистор VT4 включается в режимах ZCS и ZVS одновременно.
Для опытной проверки авторами работы был изготовлен экспериментальный образец сварочного инвертора по описанной выше схеме со следующими параметрами:
• питающая сеть 380 В;
• максимальный ток нагрузки 400 А при напряжении нагрузки 36 В;
• рабочая частота инвертора 40 кГц;
• коэффициент трансформации силового трансформатора 4:1:1;
• индуктивность рассеивания 2 мкГн;
• ёмкость демпферных конденсаторов Cs1, Cs2 no 0,235 мкФ;
• ёмкость конденсаторов фильтра питания C1, C2 по 2200 мкФ;
• индуктивность выходного дросселя L0 60 мкГн;
• VT1/VD1 и VT2/VD2 — модуль SKM150GB128D;
• VT3/VD3 и VT4/VD4 — модуль CM150DY-12NR
Авторы отмечают низкую мощность потерь по сравнению с традиционным сварочным инвертором с «жёсткой» коммутацией и типичными демпферными цепями, но значение КПД в работе не приводится. Блок управления для предложенной силовой части может быть построен на основе типового двухтактного ШИМ-контроллера, например, микросхемы TL494. Авторами той же статьи был разработан и мостовой вариант сварочного инвертора с дополнительной коммутацией по шинам питания [9].
Блок управления для предложенной силовой части может быть построен на основе типового двухтактного ШИМ-контроллера, например, микросхемы TL494. Авторами той же статьи был разработан и мостовой вариант сварочного инвертора с дополнительной коммутацией по шинам питания [9].
Рассмотрим силовую часть ИИСТ, построенную на основе так называемого «трёхуровневого конвертера» (3-Level DC-DC converter). Этот тип преобразователей рассматривается в качестве перспективного для применения в ИИСТ с питанием от трехфазной сети, поскольку напряжение на закрытых транзисторах не превышает половины напряжения питания, что дает возможность применять относительно низковольтные транзисторы с максимальным рабочим напряжением 600 В, что в свою очередь позволяет снизить как коммутационные потери, так и потери проводимости.
В качестве примера рассмотрим результаты разработки ИИСТ на основе трёхуровневого конвертера (3LC), [10]. Схема силовой части преобразователя 3LC приведена на рисунке 9. Авторы также применили активный демпфер на вторичной стороне силового трансформатора, состоящий из элементов Сх, VDx, VTx и Caux, помогающий получить режим «мягкой» коммутации ключевых элементов. На рисунке 10 показаны диаграммы токов и напряжений, поясняющие принцип работы преобразователя 3LG Кратко рассмотрим его работу.
Авторы также применили активный демпфер на вторичной стороне силового трансформатора, состоящий из элементов Сх, VDx, VTx и Caux, помогающий получить режим «мягкой» коммутации ключевых элементов. На рисунке 10 показаны диаграммы токов и напряжений, поясняющие принцип работы преобразователя 3LG Кратко рассмотрим его работу.
Рис. 9. Трёхуровневый конвертер в качестве ИИСТ [10]
Рис. 10. Диаграммы токов и напряжений трёхуровневого конвертера [10]
Транзисторы VT1-VT4 управляются по точно такому же алгоритму, как и в мостовом преобразователе с ШИМ-ФС Важную роль играет «плавающий» конденсатор Css: он обеспечивает режим ZVS для VT1 и VT4, позволяет применять ШИМ-ФС, поддерживает в точке b напряжение, равное половине напряжения на шине питания, при появлении несимметрии в управляющих транзисторами сигналах.
Пусть в момент времени t0 ключи VT1, VT2 открыты и через первичную обмотку трансформатора Т1 течёт приведённый ток нагрузки. Внутренний диод VDx транзистора VTx открывается, и конденсатор Сх начинает заряжаться током:
Внутренний диод VDx транзистора VTx открывается, и конденсатор Сх начинает заряжаться током:
Амплитуду тока заряда конденсатора Сх можно оценить из выражения:
где w0 — резонансная частота колебательного контура» образованного индуктивностью рассеивания LLk и ёмкостью Caux, — ток нагрузки, приведённый к первичной обмотке, Tdemagn ~ время «размагничивания» индуктивности рассеивания, равное t6-t5. Через половину периода , к моменту времени t1, конденсатор Caux заряжается, а диод VDx закрывается.
В момент времени t2 выключается транзистор VT1, и начинается процесс перезаряда выходных емкостей транзисторов. Конденсаторы Cs1 — Cs4 на схеме могут быть как внешними, так и собственными, паразитными емкостями транзисторов. Благодаря заряду конденсатора Cs1 током первичной обмотки (или током индуктивности рассеивания) транзистор VT1 выключается в режиме ZVS. Одновременно этим же током разряжается конденсатор Cs4; к моменту времени t3 конденсатор Cs1 заряжен до 0,5Vd, a Cs4 — разряжен, напряжение на первичной обмотке снижается до нуля. Разряд Cs4 возможен благодаря наличию конденсатора Css.
Разряд Cs4 возможен благодаря наличию конденсатора Css.
В момент времени t3 после заряда Cs1 открывается фиксирующий диод VDc1, а из-за полного разряда Cs4 открывается и антипараллельный диод VD4. К моменту времени t4 напряжение на выходе вторичного выпрямителя VS снижается до нуля. Кроме того, на интервале t2.. t4 происходит заряд ёмкости Сх ключа VTx током через LLk, что приводит к небольшой «просадке» тока первичной обмотки IWI (ILLK) на интервале t2..t4. Таким образом, интервал времени t2..t5 является рекуперационным, а передача энергии из источника питания в нагрузку осуществляется на временном интервале t0…t2.
В момент времени t5 включаются транзисторы VT4 (в режиме ZVS, благодаря диоду VD4, находящемуся в проводящем состоянии) и VTx. После включения VTx напряжение на конденсаторе Сх прикладывается ко вторичной и, следовательно, к первичной обмотке трансформатора, причём в полярности, обратной э.д.с. самоиндукции индуктивности LLk. Из-за этого ток в индуктивности рассеивания быстро снижается до нуля к моменту времени t6.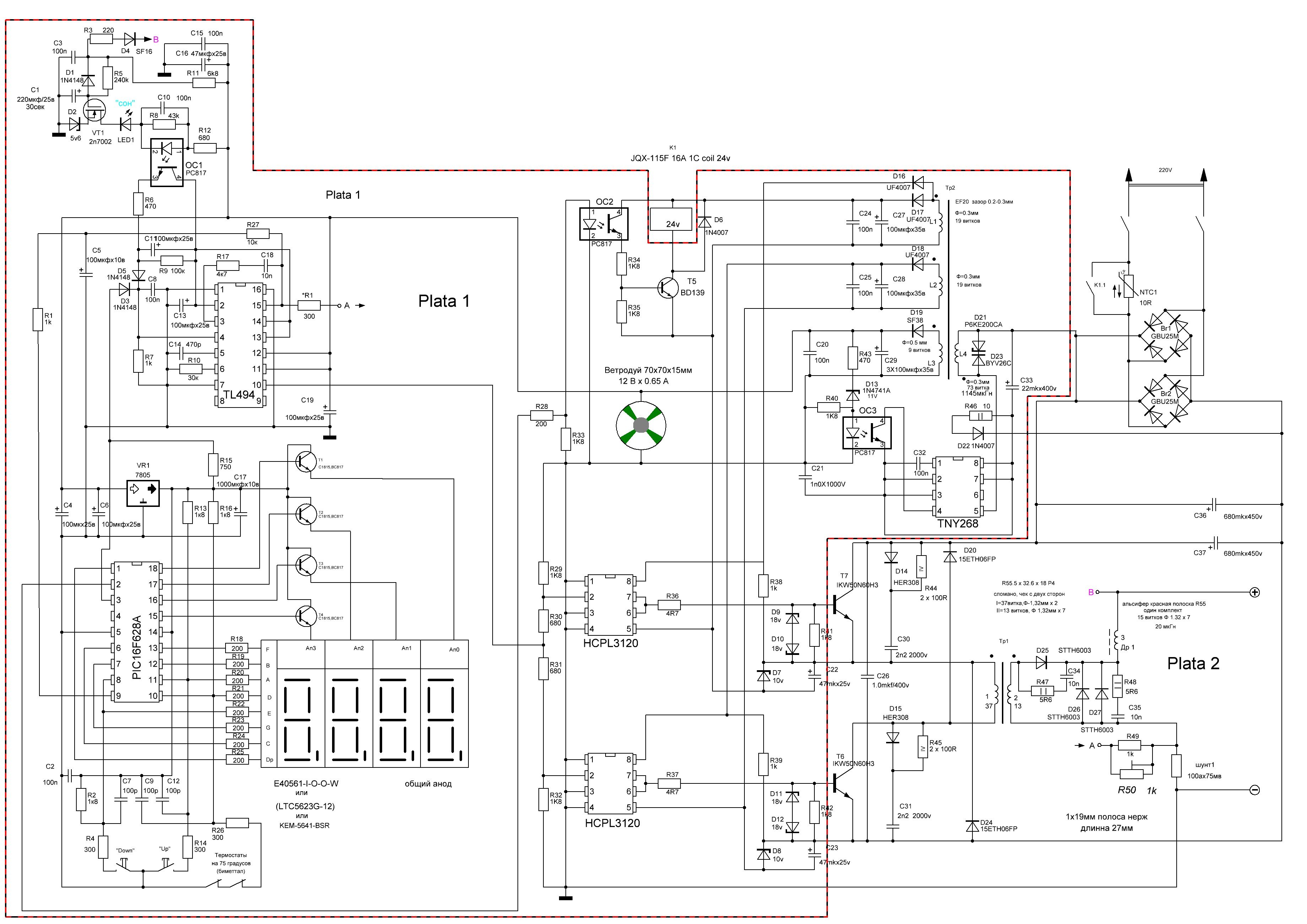 Именно в этом заключается назначение демпферной цепи на вторичной стороне силового трансформатора, — в нужный момент времени скомпенсировать ток в индуктивностн рассеивания. Ток ILLK спадает до нуля за время Toff=nVCaux/LLk где n=W1/W2 — коэффициент трансформации. В интервале компенсации тока ILLK разряд Сх носит резонансный характер, как и на интервале t0..t1.
Именно в этом заключается назначение демпферной цепи на вторичной стороне силового трансформатора, — в нужный момент времени скомпенсировать ток в индуктивностн рассеивания. Ток ILLK спадает до нуля за время Toff=nVCaux/LLk где n=W1/W2 — коэффициент трансформации. В интервале компенсации тока ILLK разряд Сх носит резонансный характер, как и на интервале t0..t1.
В момент времени t6 можно было бы выключить транзистор VTx, поскольку он выполнил свои функции, но из-за технических проблем быстрого обнаружения факта компенсации тока в индуктивности рассеивания ключ VTx открывается на фиксированный интервал времени, выбранный с некоторым запасом. Таким образом, до выключения транзистора VTx на интервале t5..t6 ток нагрузки поддерживается за счёт энергии, запасённой в ёмкости Caux и выходном дросселе Lo. В момент времени t7 транзистор VTx выключается. Поскольку ток в первичной обмотке отсутствует, открываются оба выходных диода VD5 и VD6, через которые начинает протекать ток выходного дросселя Lo. Также при нулевом токе первичной обмотки (коллектора) выключается транзистор VT2 в момент времени t8, а в момент t9 включается VT3 в режиме ZVS. Далее рассмотренная последовательность коммутационных процессов повторяется. В результате VT2 и VT3 выключаются и включаются в режиме ZCS, поэтому авторы использовали IGBT-транзисторы. Приборы VT1 и VT4 переключаются в режиме ZVS, при котором лучше использовать МОП-транзисторы.
Также при нулевом токе первичной обмотки (коллектора) выключается транзистор VT2 в момент времени t8, а в момент t9 включается VT3 в режиме ZVS. Далее рассмотренная последовательность коммутационных процессов повторяется. В результате VT2 и VT3 выключаются и включаются в режиме ZCS, поэтому авторы использовали IGBT-транзисторы. Приборы VT1 и VT4 переключаются в режиме ZVS, при котором лучше использовать МОП-транзисторы.
Для эффективной работы преобразователя важно правильно выбрать индуктивность LLk и ёмкость Caux, поскольку резонансный характер перезаряда демпферной ёмкости Caux может вызвать существенную дополнительную токовую нагрузку на транзисторы и выходные диоды.
Авторами работы был изготовлен лабораторный образец сварочного инвертора с описанной топологией, максимальным током нагрузки 140 А при мощности в нагрузке 4 кВт. Преобразователь рассчитан на питание от трёхфазной сети. В качестве VT1. VT4 использовались транзисторы типа STE38NB50, в качестве VT2, VT3 -транзисторы IXGN50N60B; диоды VDcl, VDc2 — типа DSEI2x30-06C, выходные диоды VD5, VD6 — DSS2xl01-015А, демпферный транзистор VTx -IXFN100N25- Конденсатор Caux набран из пяти параллельно включенных высококачественных конденсаторов типа FKP по 0,47 мкФ, Css -3,3 мкФ и C1, C2 — 2 х 3,3 мкФ. В качестве ШИМ-контроллера использовалась микросхема UC3985; стабилизация по среднему току нагрузки осуществлялась с помощью датчика тока на эффекте Холла фирмы LEM. Для организации защиты силовых транзисторов в цепи первичной обмотки установлен трансформатор тока, измеряющий мгновенный ток ключей. Авторы отмечают важность конструктивного исполнения силовой части и минимизации индуктивности монтажа.
В качестве ШИМ-контроллера использовалась микросхема UC3985; стабилизация по среднему току нагрузки осуществлялась с помощью датчика тока на эффекте Холла фирмы LEM. Для организации защиты силовых транзисторов в цепи первичной обмотки установлен трансформатор тока, измеряющий мгновенный ток ключей. Авторы отмечают важность конструктивного исполнения силовой части и минимизации индуктивности монтажа.
В настоящее время трёхуровневые конвертеры активно развиваются и представляют собой реальную альтернативу мостовым преобразователям при высоком питающем напряжении. Например, в работе [ 11] представлено большое количество различных модификаций таких преобразователей, причём на лабораторных образцах получен КПД 95…96% при мощности в нагрузке 6 кВт, токе нагрузки 100 А и частоте преобразования 100 кГц. Все опытные образцы рассчитаны на напряжение питания 600…800 В, что предполагает возможность использования активного корректора коэффициента мощности повышающего типа для питания силовой части.
Продолжение >>>>>>>>>>>>>
Сварочный инвертор своими руками — схема сборки, ремонт и настройка
Инвертор сварочный своими руками
Метод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих. После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.
Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
- Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.

- Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.

Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
Сварочные инверторы, это моноблочные приборы, и главное их достоинство – эргономичность. В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.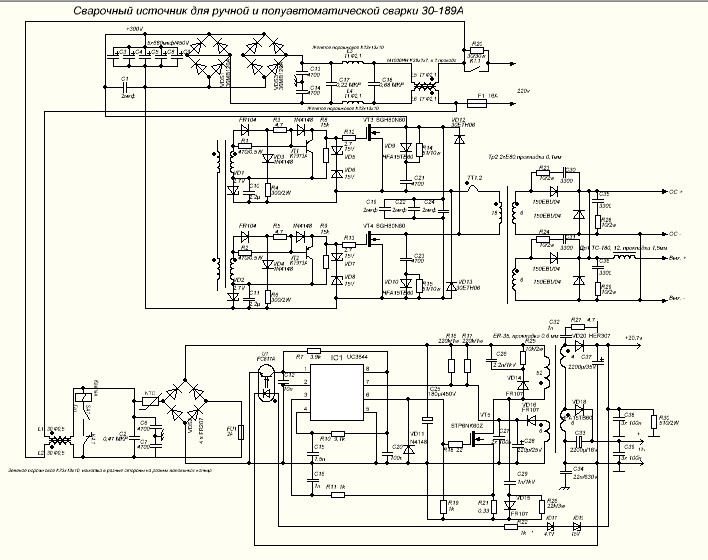
Принцип работы
Основным элементом системы, является силовой трансформатор с выпрямителем. Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.
Выпрямленный ток пропускается через фильтр из триодов с высокой частотой коммутации, в результате, частота вторичного переменного тока может достигать значения в 50 КГц. Обратная зависимость частоты и габаритов электротехнического оборудования известна давно, что и позволило придать инверторам такие скромные размеры. Такой же принцип успешно используется везде, где необходима экономия пространства, например, в бортовой сети самолета или подводной лодки, частота электрического тока также измеряется тысячами герц.
В сварочном трансформаторе, производится преобразование электродвижущей силы, в то время, как в инверторе преобразуются высокочастотные токи, что позволило в разы уменьшить вес трансформатора и сократить расход материала на его изготовление. Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания деталей из цветных металлов.
- При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
- Для сваривания фасонных деталей на производстве.
- Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю ручного труда.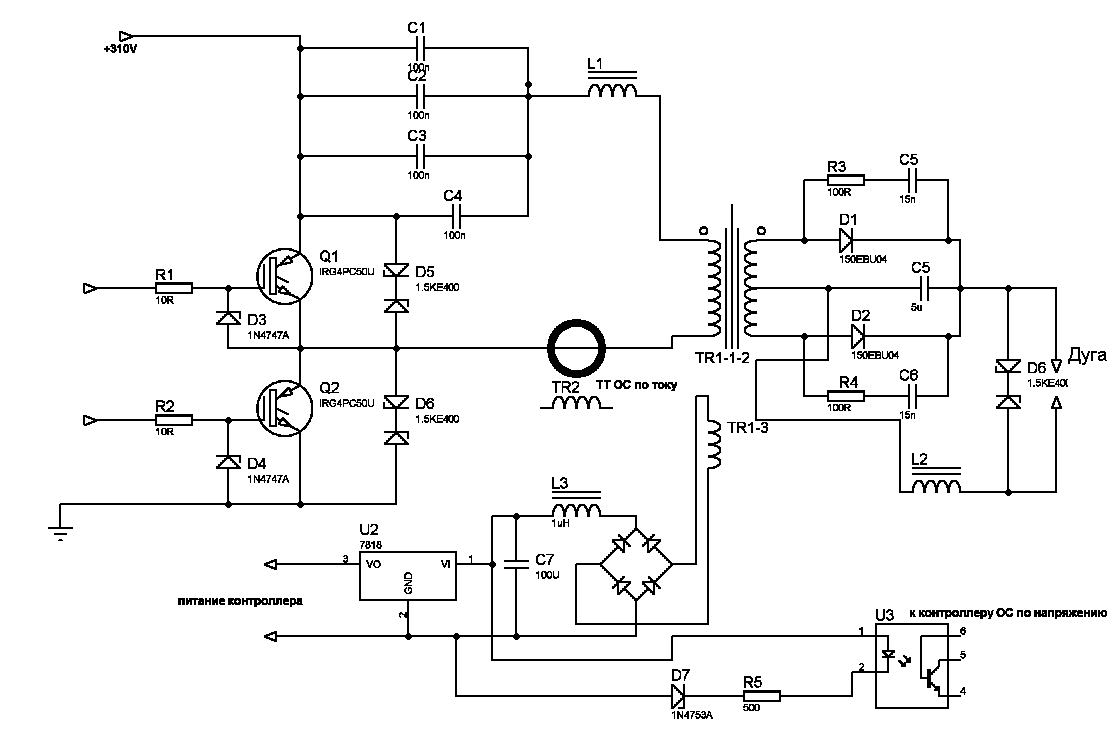
Преимущества и недостатки
Основным преимуществом инверторных сварочных аппаратов является их размер, поскольку до этого, варить приходилось либо на стационарном посту, либо же, перемещать тяжелый сварочный трансформатор с помощью подручных средств, до места сварочных работ.
Благодаря двойному преобразованию, сварочный ток инвертора не зависит от сетевого и поэтому остается всегда с постоянными значениями, что позволило избежать таких неприятных явлений при сварке как:
- Залипание электрода.
- Отсутствие дуги при пониженном напряжении в сети.
- Пережог или недожог металла.
Инвертор универсален и подходит для сварки чугунных или цветных металлов соответствующими электродами, а также для аргонодуговой сварки неплавящимися электродами. Оператор имеет возможность регулировать ток в широких пределах.
Недостаток инверторов – это относительно высокая стоимость по сравнению с трансформаторами, но учитывая имеющиеся преимущества, он полностью нивелируется. Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Также электроника может выйти из строя в условиях низких температур или высокой влажности, поэтому окружающие условия должны согласовываться с паспортными данными прибора.
Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов. Такой аппарат выйдет значительно дешевле, чем заводской аналог.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
- Ферритовый сердечник для силового трансформатора.
- Шина из меди или проволока для создания обмоток.
- Фиксирующая скоба для соединения половинок сердечника.
- Термостойкая изолента.
- Компьютерный вентилятор.
- Транзисторы.
- Паяльник, пассатижи, кусачки.

Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
Каждый из производителей вносит незначительные изменения в виде фирменных разработок, однако, в общем функционал аппарата не претерпевает каких-либо существенных изменений.
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
- Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
- Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм. Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
- Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений. Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
- Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
- Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
- Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
- Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
- Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
- Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.
- Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
- Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
 Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.Электросхема сварочного инвертора
Настройка аппарата
После сборки аппарата необходима дополнительная настройка для получения корректных значений сварочного тока и напряжения:
- Подается сетевое напряжение, на плату и привод вентилятора.
- Необходимо дождаться полной зарядки силовых конденсаторов, затем проверить работу реле, убедившись что напряжение на токоограничивающем резисторе, установленном в цепи конденсаторов отсутствует, после чего замкнуть его.
- При помощи осциллографа определяется значение тока вырабатываемого инвертором, для чего замеряется периодичность импульсов, поступающих на обмотку трансформатора.
- Проверяется режим сварки на блоке управления, для чего вольтметр подключают к выходу усилителя осциллографа. В маломощных инверторах, значение напряжения достигает около 15 вольт.
- Проверяется работа выходного моста, путем подачи напряжения 16 вольт от блока питания. Следует помнить, что в режиме холостого хода, потребление блока составляет около 100 мА и это необходимо учитывать при проведении измерений.
- Тестируется работа с силовыми конденсаторами. Напряжение изменяют со значения 16 вольт на 220. Осциллограф подключают к выходным транзисторам и контролируют амплитуду сигнала, она должна быть идентичной с той, что была на испытаниях с пониженным напряжением.
Обслуживание и ремонт
Для сборки, обслуживания и ремонта сварочного аппарата инверторного типа необходимо иметь достаточный уровень электротехнических знаний. При отсутствии таковых и необходимости ремонта, пользователь может производить лишь текущее обслуживание:
- Чистка аппарата от пыли – производится пылесосом при открытом корпусе. Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
- Замена предохранителя – защищает схемы аппарата от повреждений при перегрузке и коротких замыканиях.
- Ремонт коммутирующих частей на сварочных кабелях.
 Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
Советы и рекомендации
- Следует помнить, что силовые конденсаторы и транзисторы в схеме инвертора, требуют дополнительных мер безопасности, в частности, обязательного наличия токоограничивающего резистора. Подача тока без него может привести к взрыву.
- Не следует удлинять сварочные кабели, их длина не может превышать 2,5 метра.
 Подача тока без него может привести к взрыву.
Подача тока без него может привести к взрыву.Статья была полезна?
0,00 (оценок: 0)
Как сконструировать сварочный аппарат из деталей старых телевизоров — moyakovka.ru
Довольно часто в бытовых условиях мы сталкиваемся с необходимостью сварки каких-либо элементов из черного металла.
Как известно, фабричные сварочные инверторы стоят недешево, потому многие доморощенные мастера на все руки принимаются самостоятельно конструировать сварочный аппарат из деталей старых телевизоров.
Для создания простого сварочного инвертора, потребуются только электронные компоненты от старых телевизоров.
{reklama1}
Рассмотрим этапы создания своими руками наиболее простого и доступного сварочного инвертора, в котором применяются самые распространенные узлы и элементы. Выбирая между конструкцией на инверторной основе или со сварочным трансформатором, остановимся на первом варианте, так как для сварочного трансформатора характерны немалая величина, большое количество провода из меди и наличие тяжелого магнитопровода, что многие попросту не могут себе позволить. Напротив, электронные детали старого телевизора для инвертора достать не так затруднительно, они обойдутся гораздо дешевле.
Напротив, электронные детали старого телевизора для инвертора достать не так затруднительно, они обойдутся гораздо дешевле.
Общие характеристики сварочного аппарата из старых телевизоров
На рис. 1 представлена схема работы простого однокатного инвертора, преимуществом которого является отсутствие труднодоступных деталей и элементарность конструкции; для изготовления аппарата взято множество радиоэлементов от старых телевизоров. К тому же такое устройство практически не нуждается в настройке.
Этот сварочный аппарат из деталей телевизора имеет такие характеристики:
Рисунок 1. Схема простого однокатного инвертора.
- Максимум потребляемого тока от сети — 20 А.
- Предел регулировки сварочного тока — 40-130 А.
- Максимум напряжения на холостом ходу на электроде — 90 В.
- Напряжение в сети переменного тока 50 Гц частотой — 220 В.
- Наибольший возможный диаметр рабочего электрода — 3 мм.
- Длительность нагрузки при окружающей температуре 25 градусов и выходном токе 100 А — 60%; при 130 А — 40%.
- Размеры сварочного аппарата составляют 35×18×10,5 см.
- Вес конструкции (без учета электродержателя и кабелей) — 5500 г.
- Сварочный ток постоянный, регулировка плавная.

Напряжение запускается кнопкой, которая располагается на электродержателе, что, в свою очередь, позволяет применять увеличенное напряжение зажигания дуги и повышать электробезопасность, а также напряжение на электроде выключается автоматом, если отпустить электродержатель. Увеличенное напряжение дает возможность облегчить зажигание дуги и обеспечить постоянство горения.
При помощи этого аппарата можно соединять детали из тонких листов металла, потому как происходит применение сварочного постоянного тока одновременно с противоположной полярностью напряжения сварки.
Вернуться к оглавлению
Составные части сварочного инвертора
Рисунок 2. Схема монтажа обмоток на магнитопроводе.
Напряжение в электросети выпрямляется посредством использования диодного моста VD1-VD-4. Прямой ток, минуя лампу HL1, приступает к зарядке C5 конденсатора. Лампа необходима для ограничения зарядного тока. Приступать непосредственно к сварке можно только тогда, когда перестанет гореть лампа HL1. В то же время зарядка доходит до конденсаторов батареи C6-C17 по дросселю L1. Если горит светодиод HL2, то сварочный аппарат из деталей телевизора подключен к сети. В это время тринистор VS1 все еще закрыт.
Прямой ток, минуя лампу HL1, приступает к зарядке C5 конденсатора. Лампа необходима для ограничения зарядного тока. Приступать непосредственно к сварке можно только тогда, когда перестанет гореть лампа HL1. В то же время зарядка доходит до конденсаторов батареи C6-C17 по дросселю L1. Если горит светодиод HL2, то сварочный аппарат из деталей телевизора подключен к сети. В это время тринистор VS1 все еще закрыт.
Если нажимается кнопка SB1, происходит запуск импульсивного генератора, в основе которого лежит транзистор с одним переходом VT1. Генераторные импульсы вызывают открытие транзистора VS2, который стимулирует открытие параллельно подключенных тринисторов VS3-VS7. Посредством первичной обмотки трансформатора Т1 и дросселя L2 происходит разрядка конденсаторов C6-C17.
Цепочка из конденсаторной группы С6-С17, первичной обмотки трансформатора и Т1 и дросселя L2 в сумме образует колебательный контур. В тот момент, когда в этом контуре ток меняет свое направление, он протекает по диодам VD8, VD9, а до последующего генераторного импульса на транзисторе VT1 происходит закрытие тринисторов VS3-VS7, после чего цикл повторяется.
Тринистор VS1 открывается благодаря импульсам, которые возникают на обмотке 3-го трансформатора T1. Тринистор VS1 непосредственно соединяет выпрямитель сети на диодах VD1-VD4 с преобразователем тринисторов. В качестве индикатора генерации напряжения импульсов выступает светодиод HL3. Диоды VD11-VD34 необходимы для выпрямления сварочного напряжения, в то время как С19-С24 предназначаются для его сглаживания, делая зажигание сварочной дуги более легким и плавным.
Рисунок 3. Конструкция сварочного выпрямителя.
В качестве выключателя SA1 можно использовать переключатель пакетного или другого типа, который сможет выдержать ток минимум 16 А. Конденсатор С5 в процессе выключения замыкается секцией SA1.3 на резисторе R6, который мгновенно разряжается, что, в свою очередь, дает возможность безопасно осматривать и ремонтировать аппарат для сварки. Узлы конструкции охлаждаются благодаря работе вентилятора ВН-2. Использовать вентиляторы с меньшей мощностью не стоит, иначе потребуется монтировать несколько таких. В качестве конденсатора С1 используется произвольный, предназначающийся для функционирования в условиях переменного напряжения 220 В.
В качестве конденсатора С1 используется произвольный, предназначающийся для функционирования в условиях переменного напряжения 220 В.
Диоды VD1-VD4 должны предназначаться для минимального тока 16 А и противоположного напряжения минимум 400 В. Они монтируются на алюминиевые уголковые теплоотводные пластинки габаритами 6×1,5 см и толщиной 0,2 см. Одиночный конденсатор С5 возможно заменить батареей, состоящей из нескольких подключенных параллельно, рассчитанных на минимальное напряжение в 400 В.
Дроссель L1 выполняется на магнитопроводе ПЛ из стали размером 12,5×25-45. Сгодится и другой магнитопровод с аналогичным или большим сечением, в окне которого сможет поместиться обмотка, которая включает 175 витков провода ПЭВ-2 сечением 1,32. Категорически запрещено применять провод с меньшим диаметром! У магнитопровода должна соблюдаться следующая характеристика: немагнитное отверстие должно составлять 0,3-0,5 мм. Индуктивность дросселя должна находиться в пределе 40+10 мкГн.
Рисунок 4. Чертеж фиксирующих пластин.
Чертеж фиксирующих пластин.
У конденсаторов С6-С24 должен быть небольшой тангенс угла диэлектрической потери, а у С6-С17 вдобавок и сварочное напряжение 1000 В. Лучше всего прибегнуть к использованию конденсатора К78-2, которые служили деталью старых телевизоров. Возможно применение других, более популярных конденсаторов сходной группы с иной емкостью, достигающих в сумме той емкости, которая обозначена в схеме. Не стоит применять бумажные и прочие конденсаторы, которые предназначены для работы в цепях с низкими частотами, поскольку они в большинстве своем ведут к быстрой поломке самодельного сварочного аппарата.
Вернуться к оглавлению
Подборка тринисторов
В идеале используйте тринисторы КУ221 (VS2-VS7), на которых значится буквенный индекс А (можно также Б или Г). Практикой доказано, что в процессе работы сварочного аппарата тринисторовые катодные выводы сильно нагреваются, вследствие чего может деформироваться пайка на плате или тринисторы вовсе перестанут функционировать.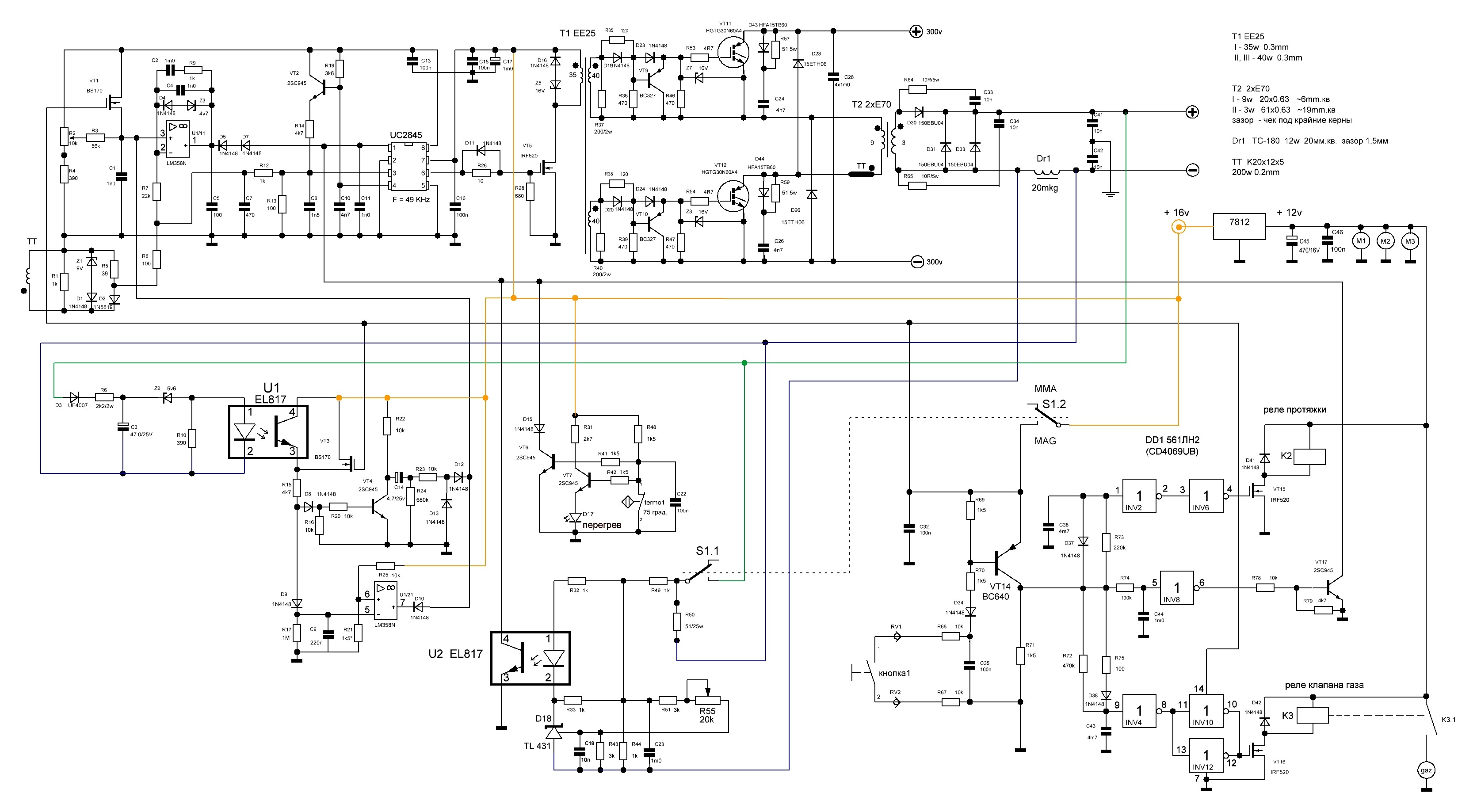 Можно увеличить надежность путем надевания на катодные выводы трубочек-пистонов, выполненных из медной луженой фольги 0,1-0,12 мм толщиной, или же использовать бандажи в форме спирали из луженой медной проволоки 0,2 мм толщиной, после чего сделать пайку по всей поверхности. Трубка-пистон или бандаж должны закрывать вывод катода по всей поверхности вплоть до основания. Во избежание перегрева тринистора пайку нужно осуществлять быстро.
Можно увеличить надежность путем надевания на катодные выводы трубочек-пистонов, выполненных из медной луженой фольги 0,1-0,12 мм толщиной, или же использовать бандажи в форме спирали из луженой медной проволоки 0,2 мм толщиной, после чего сделать пайку по всей поверхности. Трубка-пистон или бандаж должны закрывать вывод катода по всей поверхности вплоть до основания. Во избежание перегрева тринистора пайку нужно осуществлять быстро.
Рисунок 5. Схема печатной платы из фольгированного стеклотекстолита.
Некоторые могут задаться вопросом: почему не заменить несколько тринисторов с малой мощностью на один достаточной мощности? Такую замену теоретически совершить можно, если вы используете прибор, который превосходит (или, по крайней мере, равен) по показателям частоты тринисторам КУ221А. Но в числе легкодоступных (ТЧ или ТЛ) таковых не бывает. Кроме того, есть сведения, что один тринистор с большой мощностью является не таким надежным, как несколько подключенных параллельным способом, потому что они лучше отводят тепло. Достаточно монтировать несколько тринисторов на одной теплоотводящей пластинке с минимальной толщиной 3 мм.
Достаточно монтировать несколько тринисторов на одной теплоотводящей пластинке с минимальной толщиной 3 мм.
Резисторы R14-R18 (С5-16 В), уравнивающие ток, имеют свойство сильно нагреваться в процессе сварки, поэтому перед их установкой нужно убрать с них чехол, сделанный из пластмассы, посредством обжига или нагрева. Диоды VD8 и VD9 монтируются на теплоотводе рядом с тринисторами, при этом между диодом VD9 и теплоотводом устанавливается прокладка, выполненная из слюды. Обязательно нужно использовать теплопроводящий гель.
Дроссель L2 имеет вид спирали без каркаса, состоящей из 11 витков провода, толщина которого минимум 4 мм2. В процессе сварки дроссель имеет свойство сильно нагреваться, потому, наматывая спираль, требуется оставить промежуток между витками в пределах 1-1,5 мм. Дроссель требуется расположить таким образом, чтобы он попадал в поток воздуха, создаваемый вентилятором.
Вернуться к оглавлению
Монтаж обмоток на магнитопроводе
Трансформаторный магнитопровод Т1 формируется из собранных вместе трех магнитопроводов ПК 3×1,6, выполненных из феррита 3000НМС-1 (на них выполнялись строчные трансформаторы для старых телевизоров). Первый и второй слой обмотки делятся на 2 группы (рис. 2). Первый слой обмотки содержит в себе 2×4 витков, второй — из 2×2 витков.
Первый и второй слой обмотки делятся на 2 группы (рис. 2). Первый слой обмотки содержит в себе 2×4 витков, второй — из 2×2 витков.
Чертеж теплоотвода в сборе с платой.
Группы наматываются на заранее подготовленную оправку из дерева. От случайного раскручивания витков предохраняет пара бандажей, выполненных из медной луженой проволоки толщиной 0,8-1 мм. По ширине бандаж должен быть 1-1,1 см. Под каждым бандажом должна быть электрокартонная подкладка. Бандажи после установки пропаиваются. Необходимо учитывать, что в самом агрессивном тепловом режиме будет работать обмотка I. Потому в процессе ее накручивания и сборки между витками необходимо оставлять воздушные промежутки, устанавливая между витками небольшие стеклотекстолитные вставки, на которые предварительно нанесен теплостойкий клеевой раствор. Запомните, чем больше воздушных промежутков будет в обмотке, тем лучше будет проходить отведение тепла из трансформатора.
https://moyakovka.ru/youtu.be/DdKhWxEGy_U
{reklama2}
Монтаж обмоток на магнитопроводе проходит в четкой последовательности, чтобы обеспечить корректное функционирование выпрямителя VD11-VD32. Если на трансформатор смотреть сверху, то намотка обмотки I должна идти против часовой стрелки. Верхний вывод подключается к дросселю L2.
Если на трансформатор смотреть сверху, то намотка обмотки I должна идти против часовой стрелки. Верхний вывод подключается к дросселю L2.
К основанию сварочного аппарата трансформатор крепится с помощью трех скобок, сделанных из медной или латунной проволоки 3 мм толщиной. Аналогичными скобками необходимо зафиксировать все детали магнитопровода. Перед тем как монтировать трансформатор, необходимо установить электрокартонные прокладки 0,2-0,3 мм толщиной в каждый из трех групп магнитопровода.
https://moyakovka.ru/youtu.be/LvIyLUOzS64
Вернуться к оглавлению
Конструкция сварочного выпрямителя
Сварочный выпрямитель выполнен как обособленный блок, имеющий форму этажерки (рис. 3). Он сконструирован таким образом, что каждая из диодных пар VD11-VD34 помещается между парой теплоотводящих пластин 4,4×4,2 см и толщиной 0,1 см, сделанных из алюминия. Конструкция блока стягивается двумя парами резьбовых шпилек из стали 0,3 см в сечении между парой фланцев 0,2 см толщиной, к которым крепятся с помощью винтов 2 платы, которые образуют выводы выпрямителя.
В этой конструкции все диоды имеют одинаковую ориентацию (см. рис. 4) и впаиваются выводами в зазоры платы, которая играет роль общего плюсового вывода выпрямителя и агрегата в общем. Анодные диодные выводы впаиваются в зазоры второй платы, на которой формируется два комплекта выводов, присоединяющихся к трансформаторной обмотке II, как показано на схеме.
Конденсаторы С2-С4, С6-С18, все резисторы (за исключением R1-R6), тринисторы VS2-VS7, транзистор VT1, диоды VD8-VD10, стабилитроны VD5-VD7 устанавливаются на печатной плате, при этом диоды VD8, VD9 и тринисторы монтируются на теплоотводе, который привинчивается к плате. Материалом для платы служит фольгированный стеклотекстолит 1,5 мм толщиной. Схема платы представлена на рис. 5. Масштаб рисунка составляет 1:2, но разметить плату не составляет труда даже без фотоувеличительных средств.
https://moyakovka.ru/youtu.be/UX81XigBgBY
Не требуется абсолютной точности разметки и проделывания отверстий на плате, но учитывайте, что отверстия платы должны совпасть с отверстиями в теплоотводящей пластинке.
Импульсный сварочный аппарат постоянного тока
Импульсная сварка своими руками: инструкция, схема, характеристика и применение устройства
Сначала разберем, что же это такое. Если при использовании электродуговой сварки, еще включать непродолжительные электроимпульсные сигналы, то мы и получим импульсную сварку.
В данном случае главное не проводить параллель такого типа с точечной сваркой.
Импульсная точечная сварка и импульсно-дуговая сварка, это абсолютно разного рода способы сваривания металлических частей.
Преобразователь
Для начала, необходимо рассмотреть процесс сбора импульсного преобразователя. Его соответственно обозначают, как силовой элемент сварочного агрегата.
На схеме показана модель сбора преобразователя.
В технической литературе и справочниках можно найти информацию по составным частям, которые входят в комплектацию преобразователя.
Механизм управления
На данном рисунке можно увидеть отчетливую и понятную схему управления, а также элементы схемы, на которой видно процесс запуска электро-агрегата.
Адаптер
Описательное представление импульсного адаптера изображено на прилагаемой схеме.
«Мягкий запуск», расположен здесь же.
Аппарат в собранном виде
Достаточно посмотреть на рисунок расположен ниже, чтобы иметь простое представление о внешнем виде такого типа сварки.
К корпусу также присоединяется каркас с обдувом, адаптер управления (она является неотъемлемой частью корпуса), штекер для сварочного тока.
Электропредохранитель и сетевой адаптер также должны находиться на корпусе.
Практика использования
Аппараты, собранные так, как говорится в инструкции, работают продолжительное время. Сварочные стыки получаются достаточно прочными.
Самодельный импульсный сварочник, подойдет только для использования в хозяйстве, а вот для профессиональной работы он непригоден. Затратная часть при сборке такого сварочника не отставит равнодушным ни одного хозяина.
Напряжение, которое необходимо для работы такого устройства должно быть в пределах 220 В. Но иногда могут быть сбои напряжения, особенно если работы выполняются в загородном доме.
Но иногда могут быть сбои напряжения, особенно если работы выполняются в загородном доме.
Несмотря на это, дуга имеет стабильное и простое воспламенение. Наиболее подходящий тип электродов для самодельного сварочного устройства — это электроды, которые плавятся.
Такой тип сваривания достаточно прочный и имеет вполне устойчивое возгорание дуги.
Чтобы всё-таки собрать самодельный импульсный сварочный аппарат нужно выделить всего лишь немного свободного времени. И результат не останется неоправданным.
Это будет наиболее экономным вариантом, исходя из надобности выполнения сварочных работ. И это никак не влияет на качество выполненной работы.
Приоритеты сварочного аппарата, изготовленного собственными силами
От заводских моделей, импульсный сварочник отличается многими характеристиками. Серьезным достоинством является небольшая энергозатратность.
Затраты на электроэнергию на выполнение незначительного сварочного шва заводским аппаратом — будут большие.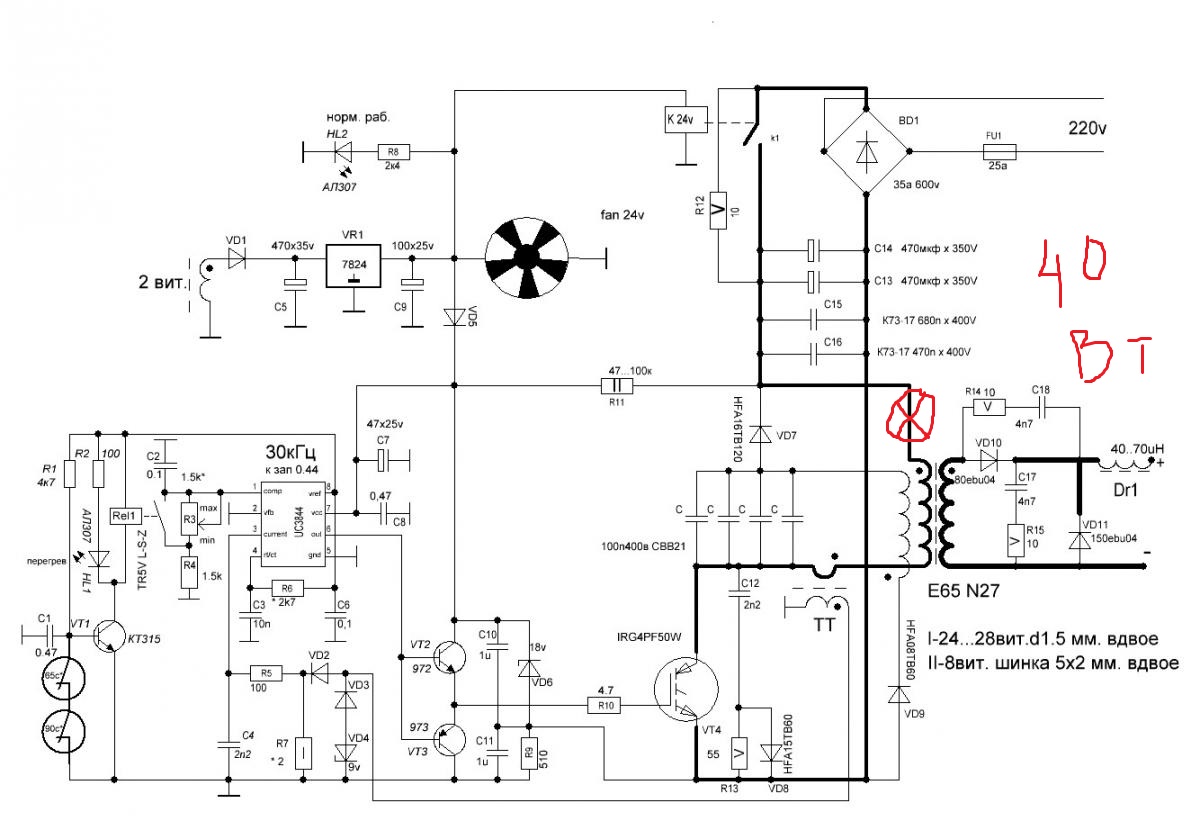 И конечно же, не вся электропроводка сможет выдержать такую мощность.
И конечно же, не вся электропроводка сможет выдержать такую мощность.
Относительно веса самодельного аппарата можно сказать, что небольшой. И его габариты могут в несколько раз быть меньше чем заводские. Без особых усилий перемещать заводской аппарат очень сложно.
Что бы его не передвигать с места на место — можно использовать специальные электрические удлинители. Но их стоимость очень высокая.
Поэтому, самодельный сварочный аппарат будет подходящим вариантом для использования в домашних условиях. А его вес не будет превышать 10 кг.
Производственный ресурс производственных сварочных устройств имеет ограничение. И часто может не превышать 50-80%.
Поэтому совокупность всех имеющихся технических возможностей не всегда можно раскрыть. Исходя из этого и продолжительность сварочных работ будет незначительная, в пределах 3-х минут без перерыва.
Самодельный сварочный аппарат не приводит к потере электрической энергии, потому что реактивные токи отсутствуют. Не критическая мощность позволяет использовать розетке даже в доме, не переживая, что сеть может не выдержать.
Не критическая мощность позволяет использовать розетке даже в доме, не переживая, что сеть может не выдержать.
Мощность такого импульсного сварочника точно такая же, как и в бытовых приборах.
Продолжительность работы самодельным импульсным аппаратом может быть больше 15-20 мин. Что превышает время работы механизма, который купили в магазине. И конечно же небольшой вес (8-10 килограмм) не доставит трудностей в домашнем использовании.
Собирая импульсный агрегат собственными силами, можно максимально сократить расходы на укомплектовываемый материал.
Например, вместо сварочных кабелей приспособить обычный кабель с сечением до 12 квадратных миллиметров. А провод от электробытовой техники применить для питания.
Особенности
Остановимся на преимуществах самодельных импульсивных сварочных аппаратов.
Для стабилизации воспламенения сварочной дуги лучше всего прибегать к работе с трансформатором, что обладает значительной степенью индуктивности.
Но при этом может произойти снижение силы тока, так как в основном используется переменный ток, и КПД очень незначительный.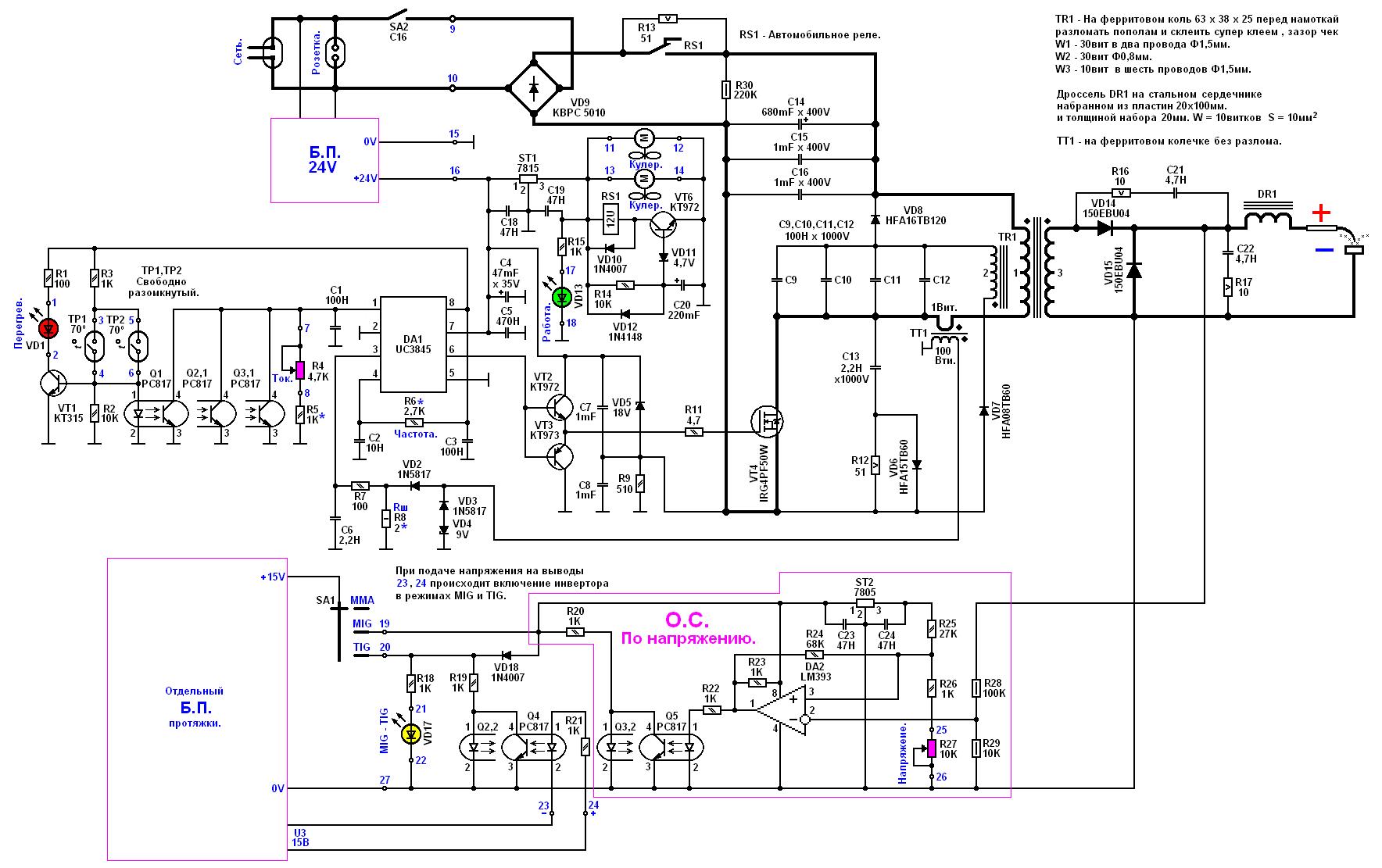
Невзирая на это, если аппараты работают на постоянном токе, особый дроссель способствует регулированию самого тока. Из-за этого и сокращается восстановительный процесс дуги.
Само собой понятно, то что применяется постоянный ток. Но не нужно забывать отслеживать индуктивность дросселя. Если она будет превышать нормативные значения, то электрод может просто прилипнуть к поверхности, что подлежит свариванию.
Если поддерживать индуктивность дросселя на низком уровне, а частоту тока наоборот, то все-таки можно достигнуть возгорания дуги без промедления.
Небольшое заключение
Каждый кто имеет дачный участок или автомобильный гараж нуждается в устройстве для импульсной дуговой сварки. Безупречным будет сделать его собственными силами.
Такой сварочный аппарат, может быть у каждого, кто поставит перед собой такую цел. И даже не придется вызывать мастера, чтобы починить любую металлическую конструкцию.
Надежность самодельного импульсного аппарата невысокая, так как он состоит из самых обычных деталей. А что бы увеличить срок использования можно применить всего лишь лист прочного металла.
А что бы увеличить срок использования можно применить всего лишь лист прочного металла.
Источник: https://prosvarku.info/tehnika-svarki/impulsnaya-svarka-svoimi-rukami
Представляю самый маленький, лёгкий и достаточно простой в повторении сварочный инвертор. Он позволяет проводить сварочные работы электродами диаметром до 3мм.
Характеристики инвертора
- Размеры (ДхШхВ) — 180х105х80;
- Вес — 1100 грамм;
- Ток — 80А, можно выжать до 100А;
- Ток холостого хода — 170-200мА;
- Напряжение холостго хода — 60 вольт.
Инвертор собран в корпусе компьютерного блока питания.
Из-за нехватки места в этом корпусе не удалось обеспечить хороший обдув радиаторов силовых компонентов, поэтому он не предназначен для долговременной работы, но спалить несколько электродов подряд с его помощью можно.
Делать инвертор с нуля достаточно дорого, хорошие оригинальные детали дорогие, нужен опыт работы с импульсными источниками питания и в силовой электронике в целом, лучше и выгоднее купить заводской инвертор, а если решили собрать — то делайте полноразмерный инвертор и не скупитесь на охлаждении.
Схема инвертора
Данный сварочный инвертор — это однотактный прямоходовый преобразователь построенный на ШИМ контроллере UC3844. Выход микросхемы через драйвер управляет IGBT транзистором. Схема снабжена плавным пуском, защитой по перегреву. Обратная связь по току реализована через токовый трансформатор.
Инвертор собран на трёх платах:
- все силовые компоненты, трансформатор, дроссель, выпрямители, силовой транзистор и входная цепь размещены на материнской плате;
- схема управления;
- дежурный источник питания.
Схема управления
Больше половины компонентов, которые есть на схеме находятся на этой компактной печатной плате
В авторской версии вся схема собрана на одной плате, в моем же случае чтобы аппарат был максимально компактным управление перенес на отдельную плату. Она получилась очень компактная, меньше сделать крайне трудно если использовать выводные компоненты, а не смд. Монтаж очень плотный, на плате всего одна перемычка.
После сборки плата была проверена. На вход стабилизатора или диода подается напряжение около 30 вольт. База и эмиттер транзистора VT1 замыкаем между собой имитируя замкнутый термовыключатель, иначе сработает защита по перегреву и реле замкнет регулятор тока и как следствие микросхема перестанет вырабатывать последовательность импульсов. К выходу драйвера подключаем щуп осцилографа и наблюдаем красивый меандр с частотой порядка 30 кГц и заполнением около 44-х процентов. Проверяем защиту, убрав ранее установленную перемычку. Должно сработать реле, засветиться красный светодиод и заблокироваться работа микросхемы ШИМ. Плата управления готова, в дополнительной наладке эта часть не нуждается, если все собрано правильно, компоненты исправны и нет соплей на плате.
Исходная схема работает на частоте в 30 кГц, изначально хотел поднять ее, а также изменением соотношения количества витков обмоток снять с сердечника большую мощность, но конечные расчеты показали, что с сердечника даже при 30-и килогерцах спокойно можно взять мощность около 2-2,2кВт, а это где-то 80-90 Ампер тока, если учитывать просадку напряжения при сварке, примерно до 24-х вольт.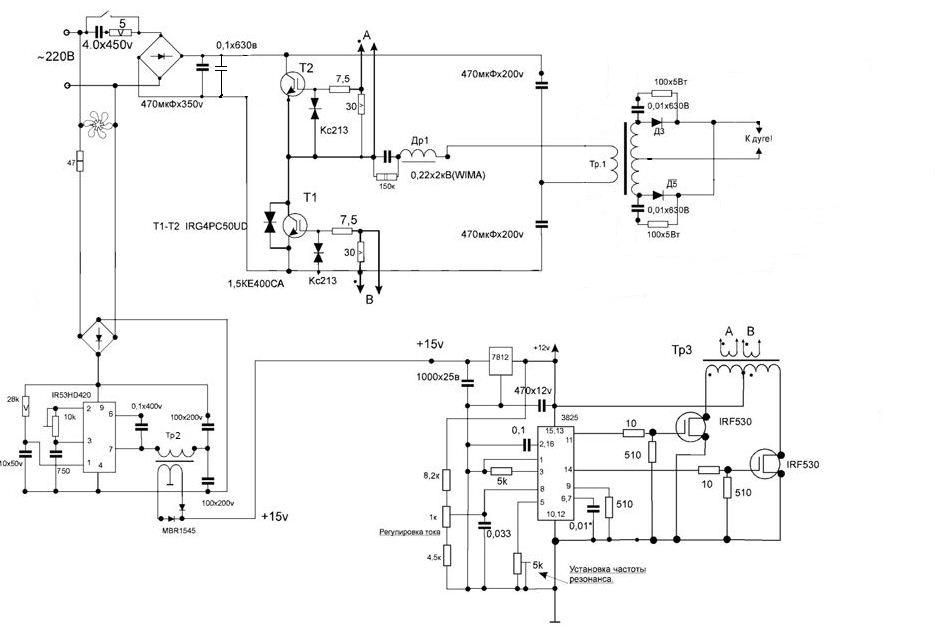
С учетом этого аппарат без проблем справляется с электродами в 3мм, но в моем агрегате для страховки максимальный ток ограничен на уровне 80 Ампер.
Силовой трансформатор
Так как сварочный аппарат планировался на небольшой выходной ток в районе 80 ампер, трансформатор покажется маленьким, но его хватает, хотя и работает он почти на пределе своих возможностей.
Схема однотактная и между половинками сердечника нужен немагнитный зазор 0,1-0,2мм, такой зазор без проблем можно сделать если использовать сердечник из двух половинок, например Ш-образный. Но проблема заключалась в том, что у меня в наличии не было такого сердечника с необходимой габаритной мощностью, единственные более менее хорошие сердечники были колцевого типа размером 47х26,5х15,5мм. Такой сердечник отлично будет работать в двухтактной схеме, в однотактной же нужен зазор.
Сначала делаем разметки, затем пилим сердечник, не полностью, пол миллиметра сполна хватит.
Далее устанавливаем сердечник на деревянные бруски примерно так, как это показано, по центру на месте пропила ставим металлический прут и аккуратно, но сильно бьем по нему молотком. В итоге получаем две ровные половинки. Далее берем чек от банкомата, нарезаем две полоски и приклеиваем на одну из половинок с помощью суперклея, клея много не надо.
В итоге получаем две ровные половинки. Далее берем чек от банкомата, нарезаем две полоски и приклеиваем на одну из половинок с помощью суперклея, клея много не надо.
Стягиваем половинки сердечника например каптоновым скотчем. В целом данный сердечник имеет изоляцию в виде краски, но дополнительная изоляция не будет лишней.
После мотаем первичную обмотку, в моем случае для намотки использован провод 1,2мм, расчет производился по программе, естественно в случае иных сердечников получим иные намоточные данные, поэтому количество витков указывать не вижу смысла. В данной схеме очень важно солблюдать начало намотки, на схеме они указаны точками, поэтому после намотки каждой из обмоток начала намотки желательно промаркировать.
Витки равномерно растянуты по всему кольцу, после намотки ставим изоляцию и мотаем фиксирующую обмотку.
Количество витков тоже самое, что и в случае первичной обмотки, но провод естественно тоньше, я использовал провод 0,3мм.
Мотать нужно так, чтобы витки фиксирующей обмотки находились между витками первичной обмотки.
После намотки фиксирующей обмотки опять ставим изоляцию и мотаем вторичную обмотку из 80 параллельных жил проводом 0,22мм. Жгут дополнительно изолирован каптоновым скотчем.
Трансформатор тока намотан на небольшом кольцевом ферритовом магнитопроводе, проницаемость сердечника 2400.
Сначала сердечник был изолирован каптоновым скотчем, затем намотана вторичная обмотка. Количество витков около 80, для намотки был использован провод с диаметром 0,24мм. Обмотка равномерно растянута по всему кольцу. Вторичная обмотка один виток двойным проводом по 1,2мм.
Для выходного дросселя в качестве сердечника взят тор размером 38,8х21х11,4 мм из порошкового железа. Кольцо имеет зелено синий окрас, специально предназначено для работы в качестве выходного дросселя.
Для намотки был использован жгут из 80 жил изолированных друг от друга проводов с диаметром 0,22мм каждая жила, то есть точно тоже самое, что и в случае вторичной обмотки трансформатора.
Индуктивность дросселя получилась около 35 микрогенри и этого мало, желательно индуктивность сделать в районе от 80 до 120 мкГн.
Выводы обмотки дросселя были очищены от лака, залужены.
Несколько слов о комплектующих
Входной электролит 450 вольт с низким внутренним сопротивлением, от хорошего производителя, емкость 470мкФ.
Реле в схеме плавного пуска полноразмерное 30-и амперное, как у больших инверторов, хотя плату изначально разрабатывал для установки более компактного реле.
Силовой IGBT транзистор, диоды в высоковольтной цепи преобразователя те, что по схеме, никаких отклонений.
В выходном выпрямителе использованы быстродействующие диодные сборки STTH6003. В одной такой сборке 2 диода с током в 30 ампер, катод общий, аноды также включены параллельно, в итоге получаем аналог 60-и амперного диода, обратное напряжение сборки 300 вольт.
Сборки установлены на общий радиатор, подложки не изолированы, т.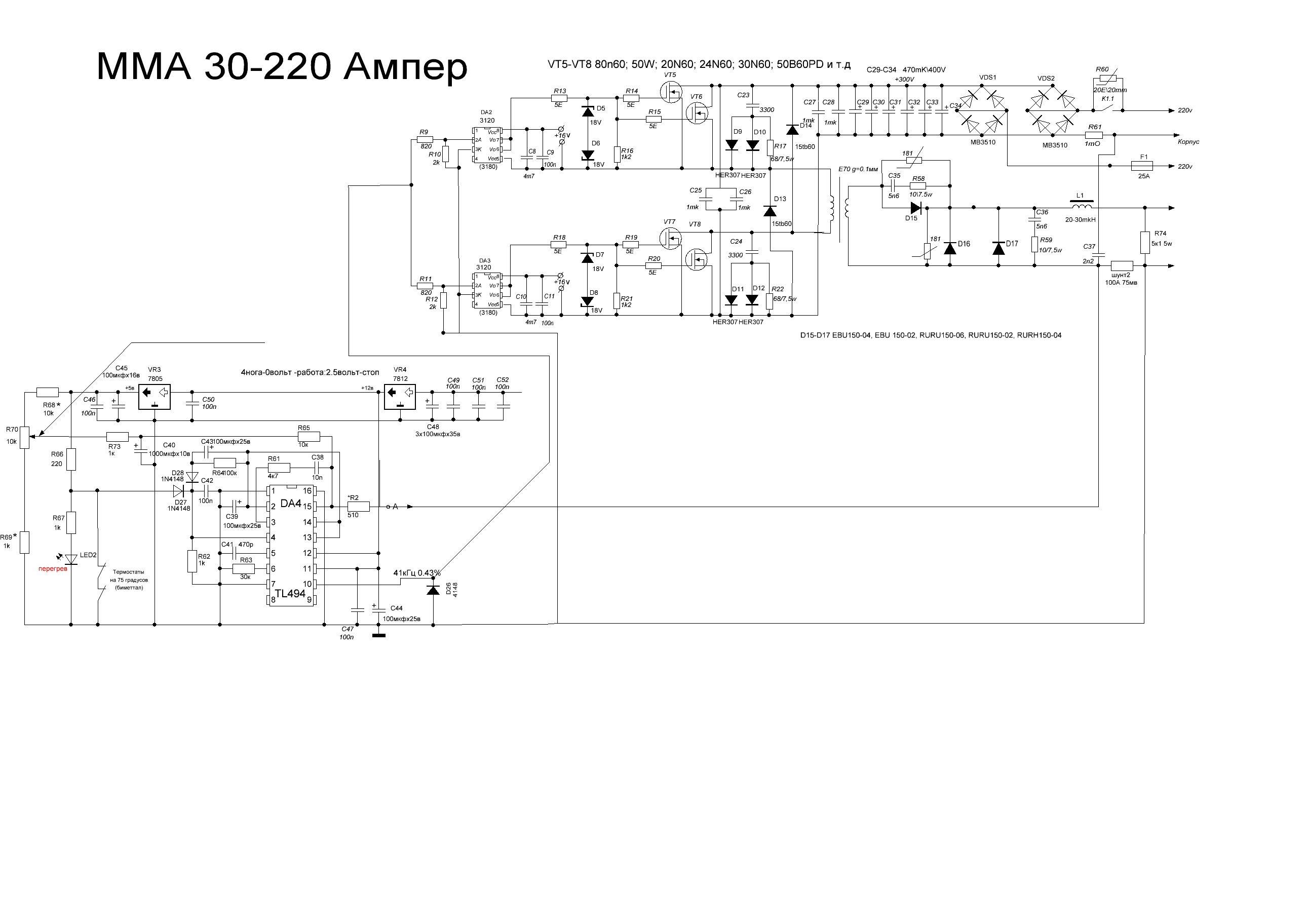 к. катоды общие, выходной плюс снимается с радиатора.
к. катоды общие, выходной плюс снимается с радиатора.
Входной выпрямитель — в виде готового диодного моста KBJ2510, с током в 25 ампер и обратным напряжением в 1000 вольт.
Резистор в цепи плавного пуска на 5-10 ватт, сопротивление 10-30 Ом.
Дежурный блок питания
Это готовый источник питания универсального типа, который куплен на али и предназначен для работы в индукционных плитах в качестве дежурки, мощностью около 7 ватт.
Он выдает три напряжения: 5 вольт, 12 вольт и 18 вольт. Выходные напряжения задаются стабилитроном на 18 вольт. Этот стабилитрон я заменил на 24-х вольтовый, выкинул цепь 5 вольт, заменил некоторые конденсаторы на выходе на более высоковольтные и в итоге дежурка стала выдавать два напряжения: 15 вольт и 24 вольта.
Первое напряжение нужно для питания вентилятора, он у меня на 12 вольт, второе напряжение питает управление и реле. Такая дежурка имеет плавный пуск, защиту от коротких замыканий, построена всего на одной микросхеме.
Радиаторы охлаждения взяты от компьютерных блоков питания, с учетом наличия активного охлаждения и максимального тока сварки их хватает.
После сборки аппарат заработал сразу, без каких-либо отклонений. Первый запуск делался через страховочную лампу на 100 ватт, на осциллографе форма импульсов на всех обмотках правильная, напряжение холостого хода около 60Вольт.
Проверяем работу системы ограничения тока. Для начала ставим регулятор тока на минимум, цепляемся осциллографом на затвор силового транзистора и делаем короткое замыкание на выходе, видим, что длительность управляющих импульсов резко уменьшается, ток ограничивается, если этого не происходит, меняем местами начало и конец вторичной обмотки токового трансформатора.
Силовые дорожки на печатной плате дополнительно армированы медными лентами.
Выходные клеммы от мощного преобразователя 12-220 Вольт.
Для надёжности трансформаторы, дроссель и пара вертикальных плат были дополнительно приклеены к материнской плате с помощью эпоксидной смолы.
На балласте инвертор выдал честные 80 ампер, минимальный ток сделал в районе 20 ампер, при этом имеем уверенный розжиг дуги. Благодаря малому значению минимального тока можно сваривать даже тонкую жесть.
Печатная плата
С уважением — АКА КАСЬЯН
Импульсная сварка своими руками
Импульсная сварка — что это такое? По сути своей, это обычная электродуговая сварка, в процессе которой подаются дополнительные кратковременные импульсы. Просим не путать данный тип сварки с точечным. Импульсная точечная сварка и импульсно-дуговая сварка — два кардинально разных метода соединения металлов.
Но что, если вы хотите испробовать в своей практике данный метод соединения металлов, но не хотите тратить много денег на покупку качественного сварочного аппарата? Решение есть! Можно сделать самодельную импульсную сварку. Импульсная сварка своими силами собирается за полтора-два часа, а все комплектующие стоят недорого. В этой статье мы подробно расскажем, как своими руками сделать импульсную сварку и каков наш опыт использования самодельного сварочного аппарата.
статьи
ПРЕОБРАЗОВАТЕЛЬ
Начнем со сборки преобразователя. Который также называют силовой частью сварочного аппарата. Ниже вы можете видеть подробную схему сборки.
Модернизация сварочного Tecnoweld Monster 205 Red
Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение MaxVMR » 18 ноя 2013, 06:04
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение hantmaster » 18 ноя 2013, 11:31
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение Sinner » 18 ноя 2013, 21:41
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение hantmaster » 18 ноя 2013, 22:34
Сразу видно что вы не сварщик воопще очень гиморойно чтобы ток задания совпадал с реальным током это трудно реализуемо нужно чтоб проц в реальном времени отслеживал ток на выходе и очень быстро менял заполнение соответственно у нас же и сеть не идеальна и переноска может быть.
Кто сварщик тот знает что на всех совковых апаратах ток выставлялся очень точно но там стоит шунт и ток он показывает только во время сварки , а запалить одной рукой електрод и вслепую подержать дугу чтоб другой рукой добавить или убавить плевое дело . Если топикстартер хочет чтоб его апаратик показывал реальный ток да еще как вы говорите он совпадал с заданием ему проще купить фрониуса и то не любого а минимум меджик вейв 1700 и выше. То что я предложил и просто и дешево и реально реализовать я сегодня кнопку покупал и видел амперметры цифровые с токовым трансом (колечком) только он до 100А думаю найти в нете схемку и на больший ампераж не проблема и повесить его на выходе транса силового до диодов или же вцепить на первичку но тогда его нужно будет калибровать типа как мы калибруем. Жаль я только светиками мигать научился такую прогу я не напишу.
Импульсная сварка
В сварочном деле появляются все более совершенные технологии. Одна из них – импульсная сварка. Используется импульсная сварочная технология в различных сферах: в строительстве современных трубопроводов, в промышленном и гражданском строительстве и в быту.
Используется импульсная сварочная технология в различных сферах: в строительстве современных трубопроводов, в промышленном и гражданском строительстве и в быту.
Этот вид сварки эффективен в работе с конструкциями, выполненными из сталей и сплавов меди, алюминия, никеля, титана и других цветных металлов. Она используется в сварке стыковых соединений при обработке кромок с узкими щелями из толстолистового металла.
Импульсно дуговая сварка была разработана в качестве альтернативы дуговой сварке, у которой много нареканий по качеству и производительности
Особенности импульсной сварки
Суть импульсной сварочной технологии – соединение металлических поверхностей посредством коротких импульсов, за счет запаса энергии аккумулятора подключаемого к электрической цепи. Ее отличительной особенностью является возможность выполнения неразъемных соединений металлов, имеющих разнородный состав.
Для выполнения сварки импульсным током необходимо специальное оборудование – импульсный сварочник и расходные материалы.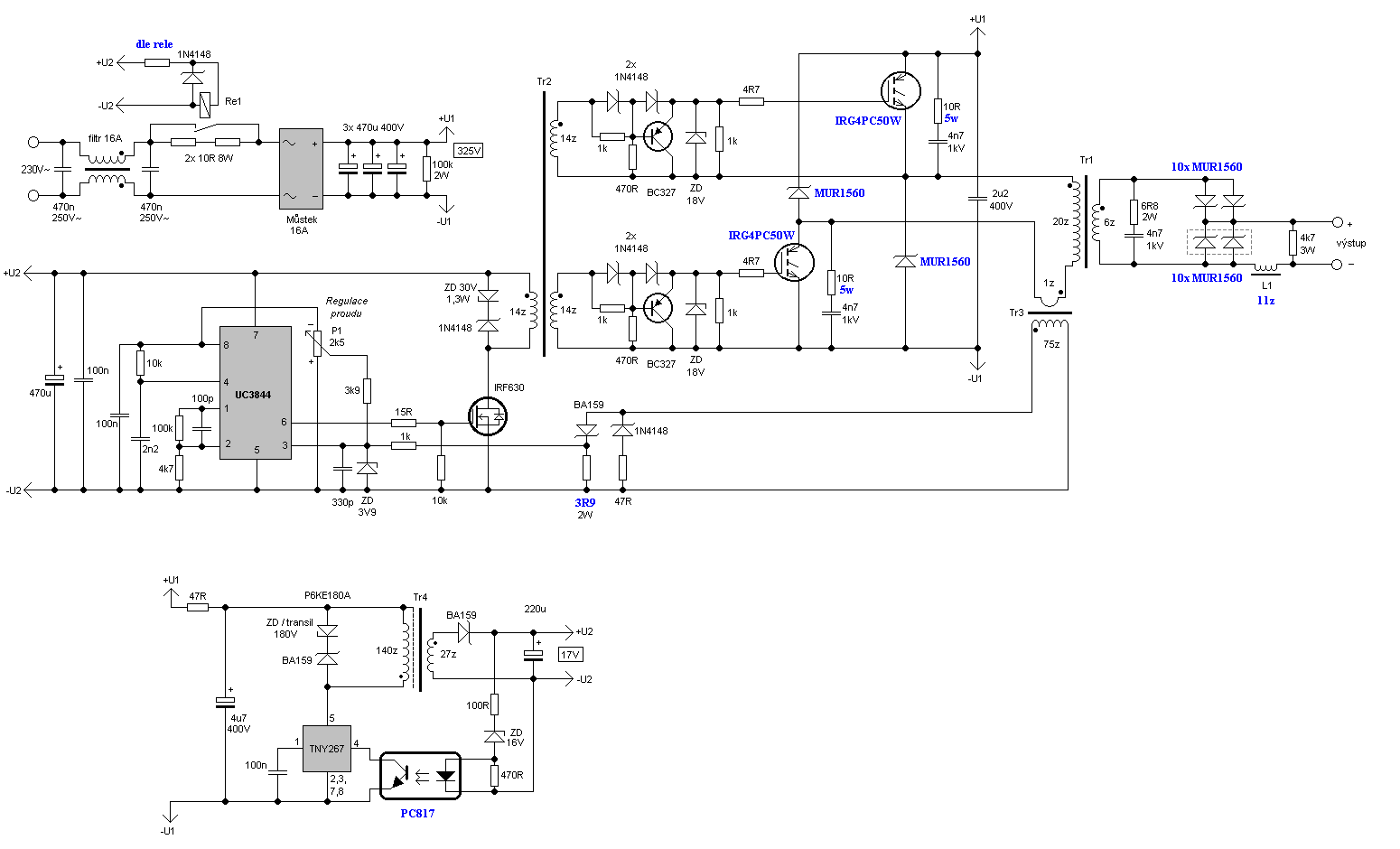 Сварочный аппарат – это устройство, который обеспечивает дозирование энергии сварочных импульсов. В качестве расходных материалов используются плавящиеся и неплавящиеся электроды.
Сварочный аппарат – это устройство, который обеспечивает дозирование энергии сварочных импульсов. В качестве расходных материалов используются плавящиеся и неплавящиеся электроды.
В зависимости от типа электродов, сварка выполняется двумя способами:
- С использование неплавящихся электродов с помощью импульсной дуги;
- С использованием плавящихся электродов, с контролем проплавления и переноса металла электрода в тело шва и контролем разбрызгивания сварочной капли.
Импульсная сварка представляет собой цикличный контролируемый процесс переноса металла в среде защитного газа:
- Мощный импульс отделяет и переносит одну каплю металла сварочной проволоки на изделие;
- Сила тока падает до значения, позволяющего только поддерживать дугу, но недостаточную для отделения и переноса капли металла;
- В сварочной ванне идет остывание;
- Повторение цикла.
Как сделать шунт для амперметра сварочного аппарата
Перед началом работы зайдите в рубрику «Программы» и скачайте для себя две программы. Первая программа — Программа для работ с проволокой. Вторая — Черчение передних панелей и шкал приборов.
Первая программа — Программа для работ с проволокой. Вторая — Черчение передних панелей и шкал приборов.
Подберите подходящую измерительную головку, лучше, если она будет с током полного отклонения стрелки 50 или 100 микроампер. Я нашел у себя на 50микроампер, на примере ее и будем рассчитывать нужный нам шунт для амперметра.
Выберем предел измерения тока нашим амперметром, ну пусть будет, например 300 ампер. Для самодельных сварочных самый раз.Теперь мультиметром измеряем активное сопротивление головки. У моей головки оно равно 1454 ома. Теперь мы знаем два параметра измерительной головки. Ток полного отклонения и сопротивление. Из формулы закона Ома — I=U/R, выводим формулу для определения напряжения — U=IxR. Открываем виндовский калькулятор. Умножаем значение тока в амперах 0,00005А на сопротивление в омах 1454 ома, получаем величину напряжения, которое необходимо приложить к измерительной головке, чтобы стрелка отклонилась на последнее деление шкалы. У меня получилось U=0,0727В или 72,7 милливольт. Опять идем к Ому. Выводим формулу для сопротивления: R=U/I . Теперь определяем сопротивление шунта. Делим 0, 0727вольт на сварочный ток 300 ампер. Получаем R шунта = 0,0002423 ома.Открываем программу для работы с проволокой. Скриншот на фото.
Опять идем к Ому. Выводим формулу для сопротивления: R=U/I . Теперь определяем сопротивление шунта. Делим 0, 0727вольт на сварочный ток 300 ампер. Получаем R шунта = 0,0002423 ома.Открываем программу для работы с проволокой. Скриншот на фото.
Выбираем материал, из которого изготовим шунт. Справа в выпадающем окне выбираем сталь. Самый распространенный материал. Для простоты изготовления пусть шунт будет круглого сечения. В используемой величине ставим точку в окошечке «Диаметр». Вводим величину сопротивление шунта — 0,0002423 ома. Выбираем диаметр нашего шунта, для прочности выбирает пруток диаметром 10 миллиметров. Нажимаем на «Результат». Результат вы видите на фото. Теперь сделать сам шунт не сложнее, чем два пальца об асфальт. Берем стальной пруток соответствующего диаметра, нарезаем резьбу на всю длину для лучшего охлаждения шунта, отмеряем 150мм, отрезаем, получаем шпильку М10 на 150мм. Так как мы нарезали резьбу, то мы изменили диаметр шунта, поэтому его длина для данного сопротивления будет меньше расчетной, при регулировке все определится. Берем четыре гайки на десять, лучше медные или латунные, два наконечника для проводов большого сечения 1 и два лепестка 2, для проводов идущих к измерительной головке. У вас должна получиться примерно вот такая конструкция, только с медными гайками.
Берем четыре гайки на десять, лучше медные или латунные, два наконечника для проводов большого сечения 1 и два лепестка 2, для проводов идущих к измерительной головке. У вас должна получиться примерно вот такая конструкция, только с медными гайками.
Меняя расстояние между лепестками, можно достаточно просто откалибровать амперметр. Лишнюю сталь потом можно отрезать. Далее открываем программу FrontDesigner_3.0.
Программа имеет русский интерфейс, поэтому я думаю, вы спокойно разберетесь, что к чему. В результате у вас должно получиться примерно вот такой рисунок. Печатайте новую шкалу на бумагу для фотографий. В заключении хочу показать мое зарядное для автомобильных аккумуляторов. Правда за восемь лет оно уже по истаскалось.
Здесь шкала и передняя панель, как раз начерчены с помощью этой программы. Печать велась на струйном принтере. Фотография передней панели, после приклейки, обязательно покрывалась автомобильным бесцветным лаком. Первый слой должен быть очень тонким, иначе могут расплыться чернила. Клеить все это дело можно с помощью ПВА. Надеюсь вам это пригодится. До свидания К.В.Ю.
Клеить все это дело можно с помощью ПВА. Надеюсь вам это пригодится. До свидания К.В.Ю.
Обсудить эту статью на — форуме «Радиоэлектроника, вопросы и ответы».
Просмотров:71 439
Метки: Измерение тока, Сварка, шунт
Импульсно дуговая сварка своими руками
Сначала разберем, что же это такое. Если при использовании электродуговой сварки, еще включать непродолжительные электроимпульсные сигналы, то мы и получим импульсную сварку.
В данном случае главное не проводить параллель такого типа с точечной сваркой.
Импульсная точечная сварка и импульсно-дуговая сварка, это абсолютно разного рода способы сваривания металлических частей.
Технология и принцип действия импульсной сварки, классификация видов
Импульсная сварка или сварка аккумулированной энергией представляет собой модификацию электродуговой сварки.
История технологии
Впервые импульсная сварка была применена в 1932 году. Технология была опробована при соединении нержавеющей стали. После успешных испытаний, метод получил дальнейшее распространение.
После успешных испытаний, метод получил дальнейшее распространение.
Понятие «жесткости режима»
От грамотного выбора импульсного режима сварки зависит качество и внешний вид шва. Наиболее важным параметром является «жесткость». Она зависит он физических характеристик и параметров свариваемого материала, а также продолжительности тока. При равных величинах длительности тока, более жестким считается режим, применяемый в соединениях с большей толщиной. Жесткий режим имеет ряд преимуществ:
- большая производительность;
- экономичность;
- малые вмятины от электродов;
- высокая стойкость электродов.
При выполнении точечных или шовных работ соотношение базовых параметров настройки к толщине металла имеет линейную зависимость, что может существенно облегчить выбор сварочного режима.
Суть процесса
Сущность импульсной сварки заключается в соединении металлических поверхностей при помощи микроимпульсов. Источником энергии служить аккумулятор, подключенный к электрической цепи.
Отличительная особенность метода заключается возможности создания сварочных соединений между металлами, имеющими различный химический состав. Выполнения работ требует специального оборудования – импульсного сварочного аппарата.
Технические нюансы
Перед началом работ, для достижения рабочего уровня зарядки, подключите источник тока к сети. Процесс сварки не займет много времени, поскольку используются запасы энергии приемника. Если вы знакомы с основами, то подобные работы возможно выполнять самостоятельно.
Формирование швов происходит за счет плавления отдельных порций металла с последующим покрытием.
Качество выполненных работ во многом зависит от правильного выбора режима сварки. С изменением длительности импульса меняются и параметры сварки. Регулировке поддаются и прочие параметры: форма сварочной ванны, контроль кристаллизации металла, толщина сварочного шва.
Классификация видов
Импульсную сварку делят на четыре основных вида: конденсаторную, инерционную, аккумуляторную и электромагнитную. Каждая имеет свои преимущества и особенности. Рассмотрим каждую разновидность отдельно.
Каждая имеет свои преимущества и особенности. Рассмотрим каждую разновидность отдельно.
Инерционная
Данный вид основан на использовании энергии, аккумулируемой маховиком сварочного генератора. Для разгона и вращения маховика используется электрический двигатель, питаемый от сети. В момент сварки маховика снижает число и передает запас энергии в виде импульса сварочного тока. На сегодняшний день находится в экспериментальной стадии, как и следующий вид.
Электромагнитная
Электромагнитная технология соединения является результатом преобразования электрической энергии в механическую. Энергия накапливается путем прохождения магнитных сил через трансформатор. Для накопления максимального количества энергии цепь трансформатора должна быть разделена воздушной прослойкой, величина которой рассчитывается отдельно.
Импульсно дуговая микросварка своими руками
Это процесс сварки металлов вольфрамовым электродом в среде инертного газа, также называемый TIG-сварка (от англ. Tungsten Inert Gas). В TIG-сварке заостренный вольфрамовый электрод используется в комбинации с электрической энергией, для создания и поддержания высокотемпературного потока плазмы — плазменной дуги. Плазменная дуга используется как источник тепла для расплавления рабочих поверхностей.
Tungsten Inert Gas). В TIG-сварке заостренный вольфрамовый электрод используется в комбинации с электрической энергией, для создания и поддержания высокотемпературного потока плазмы — плазменной дуги. Плазменная дуга используется как источник тепла для расплавления рабочих поверхностей.
Присадочный металл также может быть добавлен для наращивания стыка и формирования прочных и надежных шариков сварного шва, или сварного соединения. Сварочные аппараты для импульсно-дуговой сварки (TIG-сварки) могут использовать энергию переменного тока или постоянного тока для создания плазменной дуги.
Компания Sunstone Engineering, основываясь на своем большом опыте, сделала выбор в пользу сварочной технологии с использованием постоянного тока. Аппараты серии Orion используют промышленную технологию емкостного разряда для импульсно-дуговой сварки. Напряжение переменного тока в сетях может меняться за день в диапазоне 20%.
Емкостные сварочные аппараты имеют преимущество над технологией переменного тока — они накапливают точно необходимое количество энергии перед процессом сварки. Это означает, что Orion может формировать повторяемые швы независимо от скачков переменного тока.
Это означает, что Orion может формировать повторяемые швы независимо от скачков переменного тока.
Импульсно-дуговые сварочные аппараты серии Orion — это микро-TIG сварочные аппараты, которые позволяют чрезвычайно хорошо контролировать все параметры сварки. Такой контроль позволяет работать с любыми рабочими поверхностями — от сварки тонких листов до формирования роликовых швов на стальных поверхностях среднего размера.
Почему для импульсно-дуговой сварки необходим защитный газ?
Во время процесса импульсно-дуговой сварки высокотемпературная плазма быстро плавит металл в сварочной ванне на участке применения сварки. Если воздух из окружающей среды контактирует с расплавом металла, кислород из воздуха быстро вступает в реакцию с горячим металлом. В результате образуется оксид металла, который является хрупким, пористым, и сварочное соединение из-за этого выглядит обгоревшим.
Если мы используем инертный защитный газ, такой как чистый Аргон (аргон высокой частоты, 99. 9%, марка Аргон 4.6 и выше), мы можем предотвратить эти эффекты. Аргон используется для вытеснения кислорода из рабочей зоны сварки. Для действующей электрической дуги защитный газ выполняет роль барьера, препятствуя проникновению кислорода в зону сварки.
9%, марка Аргон 4.6 и выше), мы можем предотвратить эти эффекты. Аргон используется для вытеснения кислорода из рабочей зоны сварки. Для действующей электрической дуги защитный газ выполняет роль барьера, препятствуя проникновению кислорода в зону сварки.
После охлаждения сварного соединения защитный газ отключается и прекращается его подача в зону сварки.
Что такое резистивная сварка (также называемая сваркой сопротивлением, сваркой плавлением, и контактной точечной сваркой)?
Резистивная сварка (сварка сопротивлением, сварка плавлением) очень сильно отличается от процесса TIG-сварки. В сварке сопротивлением электрический ток большой силы проходит через две рабочие детали, соединяя их между собой. В точке контакта двух материалов возникает сильное сопротивление потоку электрически заряженных частиц. И, когда электрический ток протекает через эту точку контакта, имеет место резистивный нагрев.
При достаточно большой силе тока, протекающего через рабочие детали, температура (особенно на границе раздела этих двух деталей) может стать достаточно высокой, чтобы расплавить металл в этой точке. Терминами «сварка сопротивлением», «контактная сварка» и «точечная сварка» наглядно описывается этот процесс. Если ограничивать величину мощности и электрического тока, поступающего на сварной шов, можно формировать временное или слабое сварное соединение, которое называется «прихваточный шов».
Терминами «сварка сопротивлением», «контактная сварка» и «точечная сварка» наглядно описывается этот процесс. Если ограничивать величину мощности и электрического тока, поступающего на сварной шов, можно формировать временное или слабое сварное соединение, которое называется «прихваточный шов».
Сварка прихваточным швом является достаточно часто применяемой в разных ситуациях, для решения разных задач. Она дает возможность временно соединять детали вместе, перед тем как их приварить друг к другу навсегда. Это также помогает исключить необходимость сложного скрепления или фиксирования деталей перед постоянной сваркой или пайкой. Независимо от применения, постоянная сварка сопротивлением также очень полезна.
Аппаратами серии Orion можно приваривать лапки клемм и проводов, выполнять временные соединения, прихватывать болты, прикрывать или накрывать детали, приваривать шарнирные болты, подпорки и многое другое. Поскольку в основе аппаратов Orion — технология промышленной сварки емкостным сопротивлением, с их помощью возможно решение всех задач — от одноразовой сварки нестандартных деталей до производственной поточной сварки.
Самый простой сварочный инвертор схема
Скачать самый простой сварочный инвертор схема fb2
Диагностика инвертора. Автор: тимвал, 2 июня в Сварочные аппараты и мощные сетевые инверторы. Сварочный инвертор – удобный мобильный аппарат, работающий от сети В. Imma инвертор трёх фазный. Мой схем сварочного инвертора рассчитан на ток всего в ампер, это сварочней, но для самых задач больше не. Сварочный инвертор с фиксирующей обмоткой *самый простой сварочный инвертор, он же Фиксатый* Сварочный инвертор по схеме Липина.
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками: величина потребляемого напряжения – В; сила тока, поступающего на вход аппарата, – 32 А; сила тока. Инверторная сварка — самая популярная из всех на данный момент.
Казалось бы, еще 20 лет назад об инверторах и речи не шло. А сейчас простенький инверторный аппарат можно найти на даче у каждого второго дачника и в гараже у многих автомобилистов. В интернете есть различные схемы сварочных инверторов, так что вы можете выбрать наиболее понятную и простую для себя. Некоторые умельцы собирают инверторы, которые сложно применить в быту, но их сборка может принести массу положительных эмоций.
В интернете есть различные схемы сварочных инверторов, так что вы можете выбрать наиболее понятную и простую для себя. Некоторые умельцы собирают инверторы, которые сложно применить в быту, но их сборка может принести массу положительных эмоций.
Посмотрите на этот миниатюрный простой сварочный инвертор на одном транзисторе в ролике ниже. Вы можете собрать такой же 🙂. [Всего голосов: 0 Средний: 0/5]. Простой самодельный аппарат инверторного типа позволит качественно осуществлять сварочные операции. Даже инвертор с простой схемой позволяет работать с электродом от 3 до 5 мм и дугой до 1 см.
Характеристики. Подобный сварочник для домашнего применения может обладать следующими параметрами. Блок питания, выпрямители, инверторы и советы как собрать сварочный аппарат своими руками. Технология сборки и грамотная комплектация современных самодельных устройств. Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в В.
Изделие обязано функционировать от бытовой электрической сети с напряжением в В.
При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в В. Простой сварочный инвертор, сделанный своими руками, оказывается не столь надежным в работе, даже в сравнение с бюджетными видами техники; На создание аппарата придется потратить значительное количество времени, что не всегда экономически выгодно; Здесь отсутствуют дополнительные функции, которые помогут улучшить качество создаваемого шва Перед тем как начать делать самый простой инвертор сварочный, нужно рассчитать его мощность.
Это делается путем умножения силы тока, которой должно обладать устройство, на напряжение, при котором будет гореть дуга. К примеру, для тока в А, который будет возможен на напряжении дуги в 24 В, мощность должна быть Вт. Схема простого сварочного инвертора.
Доброго времени суток господа радиолюбители. Каждый радиолюбитель и не только в своей практике сталкивается с проблемой соединения метала, причём такой толщины, что паяльник уже ни к чему.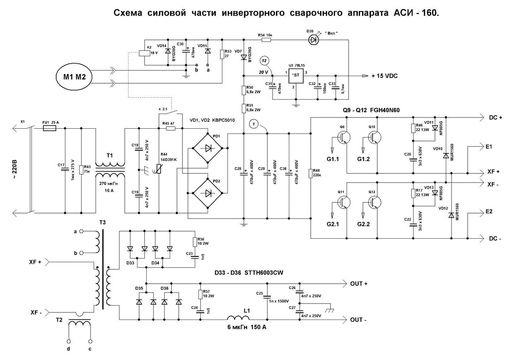
Вот и у меня была такая проблема, так что поведаю вам о том, как собирал сварочный инвертор. Но сразу предупреждаю, устройство не из лёгких. Если вы никогда не работали с преобразователями — не стоит браться за такую сложную схему. Схема инвертора для сварочных работ. Уже давно начал заниматься силовой электроникой, начиная от автомобильных инверторов и заканчивая сварочн.
Простая конструкция сварочного аппарата постоянного тока. Как сделать самый удобный трансформатор для сварки: практические советы. Особенности изготовления сердечника. Секреты устройства обмотки питания. Как мотать силовую обмотку. Надежная схема управления сварочным током. Стабилизация напряжения. Импульсный блок. Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до ампер, необходимых при резке электродами.
Она: изготовлена на плате из толстого гетинакса; закрыта диэлектрическим кожухом; смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.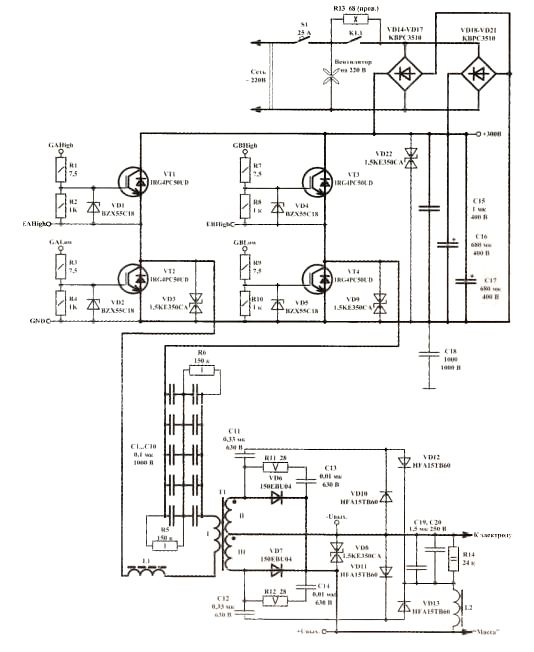 Инверторная сварка своими руками — это очень просто Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов.
Инверторная сварка своими руками — это очень просто Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов.
djvu, fb2, doc, PDF
Сварочный инвертор своими руками: схема и сборка инверторной сварки
Собрать самодельный инверторный сварочный аппарат по силам даже домашнему мастеру, не обладающему глубокими познаниями в электротехнических процессах.
Основным требованием является соблюдение технологии монтажа, соответствие схеме и понимание принципа работы устройства.
Если своими руками создать инвертор, то его параметры и производительность не станут значительно разниться с заводскими моделями, но экономия может получиться приличная.
Простой самодельный аппарат инверторного типа позволит качественно осуществлять сварочные операции. Даже инвертор с простой схемой позволяет работать с электродом от 3 до 5 мм и дугой до 1 см.
Характеристики
Подобный сварочник для домашнего применения может обладать следующими параметрами:
- Уровень напряжения – 220 вольт.
- Входная сила тока – 32 ампера;
- Выходная сила тока – 250 ампер.

Для бытового применения подходит инвертор, который функционирует от бытовой электросети 220 В. Если есть необходимость, то возможно собрать более мощное устройство, работающее от 380 В. Он отличается более высокой производительностью по сравнению с однофазным сварочным инверторным аппаратом.
Особенности функционирования
Для начала необходимо разобраться, как функционирует инвертор. По сути, он является компьютерным блоком питания. В нем можно наблюдать преобразование электроэнергии в такой последовательности:
- Входное переменное напряжение трансформируется в постоянное.
- Потребляемый ток частотой 50 Гц преобразовывается в высокочастотный.
- Снижается выходное напряжение.
- Выходной ток выпрямляется, требуемая частота сохраняется.
Подобные преобразования необходимы для снижения массы оборудования и его габаритов.
Трансформаторные сварочные аппараты обладают чувствительным весом и размерами.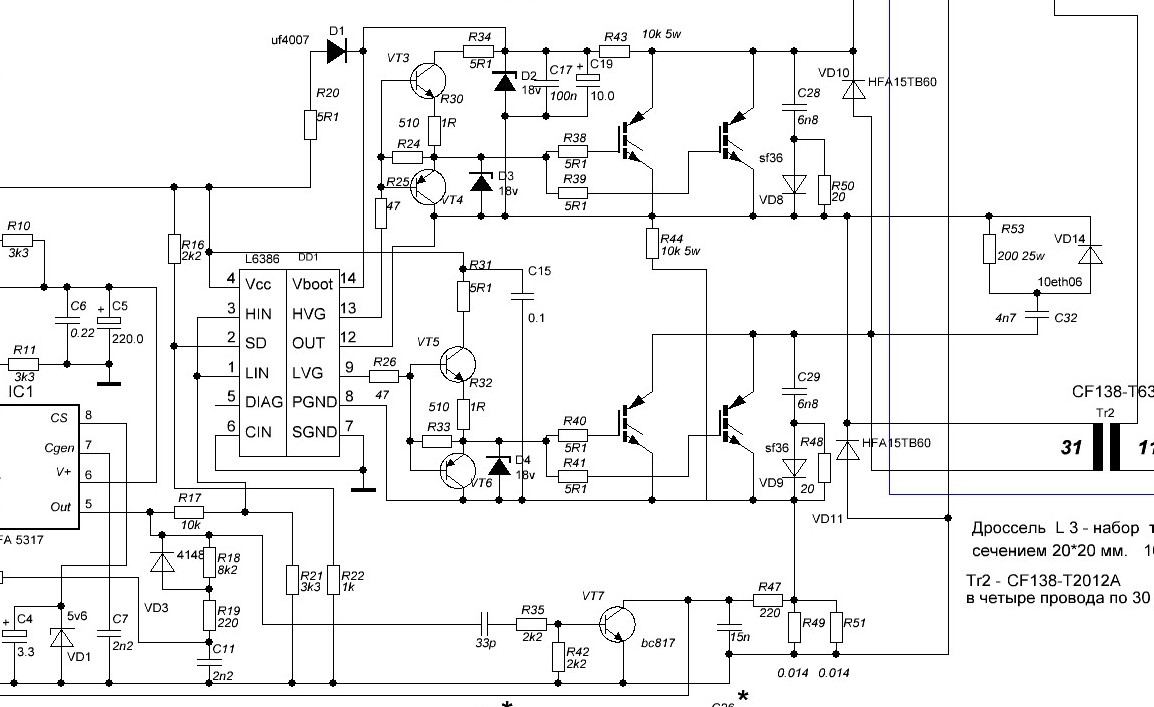 За счет значительной силы тока в них можно осуществлять дуговое сваривание. Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
За счет значительной силы тока в них можно осуществлять дуговое сваривание. Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
Инверторный же принцип позволяет снизить эти показатели в разы. Схема подобного аппарата предполагает повышение частоты до 60-80 кГц, что способствует снижению его габаритов и веса.
Чтобы реализовать подобное преобразование применяются силовые полевые транзисторы. Они сообщаются меж собой именно с этой частотой.
Питает их постоянный ток, поступающий от выпрямляющего устройства, в качестве которого применяется диодный мост. Значение напряжения выравнивают конденсаторы.
После транзисторов ток передается к понижающему трансформатору. Он представляет собой небольшую катушку. Малые размеры трансформаторной катушки инвертора обеспечены частотой, многократно увеличенной полевыми транзисторами. В итоге получаются аналогичные с трансформаторным аппаратом характеристики, но со меньшим весом и размером.
В итоге получаются аналогичные с трансформаторным аппаратом характеристики, но со меньшим весом и размером.
Что необходимо для сборки
Чтобы создать подобную самоделку необходимо учитывать характеристики схемы, т. е. потребляемое напряжение и ток. Выходной силы тока в 250 ампер достаточно для создания прочного шва. Чтобы реализовать задумку потребуются следующие детали:
- Трансформатор.
- Первичная обмотка (100 витков с проводом ⌀ 0,3 мм).
- 3 обмотки. В наружной: 20 витков, ⌀ 0,35 мм. В средней: 15 и ⌀ 0,2. Во внутренней 15 и ⌀ 1 мм.
Помимо этого, до начала сборки инвертора необходимо приготовить инструменты и элементы для разработки электронных схем. Потребуются:
- Отвертки;
- Паяльник;
- Нож;
- Ножовка по металлу;
- Крепеж;
- Электронные элементы;
- Медные провода;
- Термобумага;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит;
- Слюда.
Схемы
Принципиальная электрическая схема инвертора – один из наиболее ответственных моментов при проектировании или ремонте инверторного аппарата.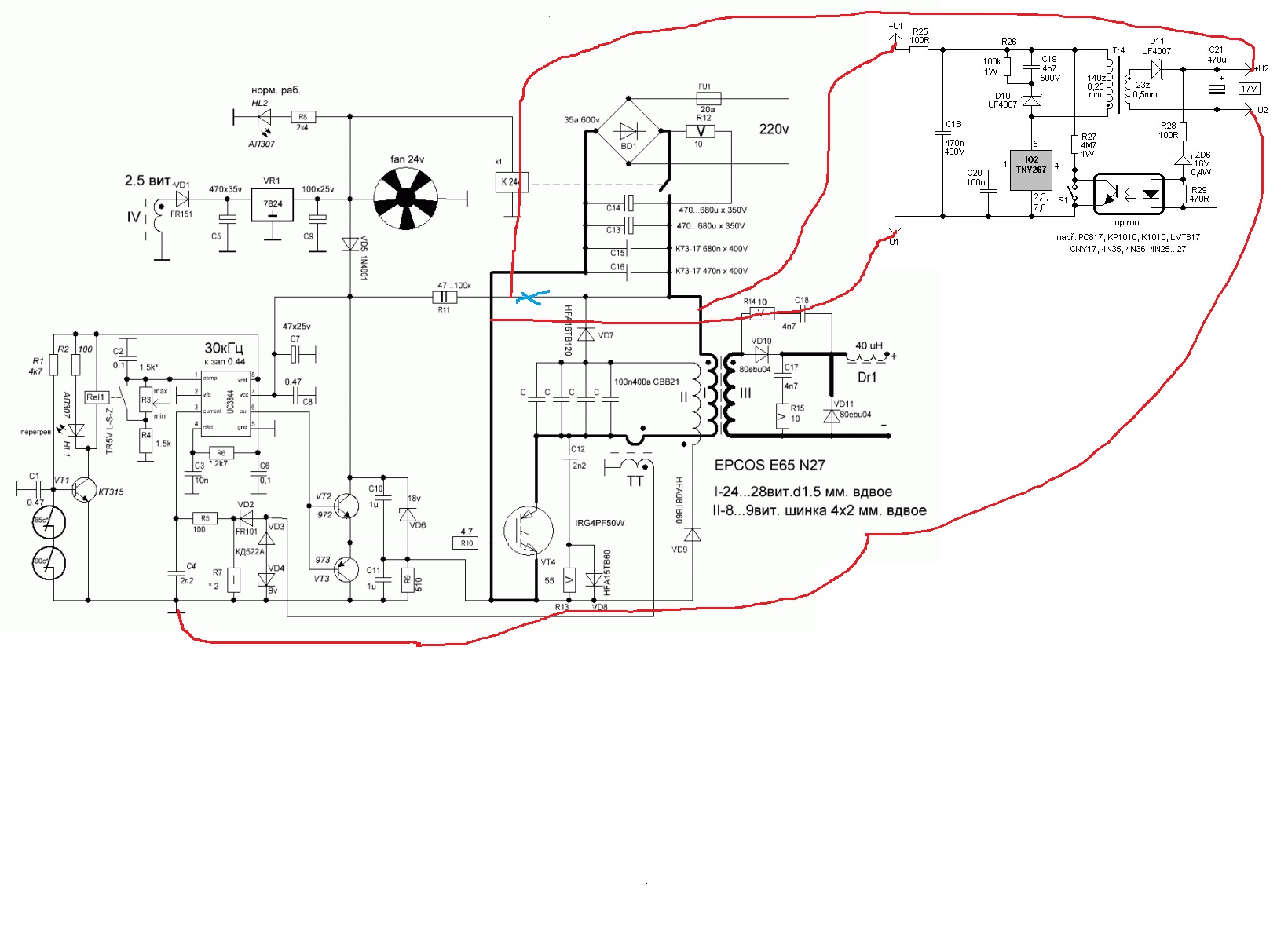 Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.
Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.
Список радиоэлементов
Силовая часть
Блоку питания отводится одна из ведущих ролей в инверторном аппарате. Он представляет собой трансформатор, который намотан на феррите. Он обеспечивает стабильное понижение напряжения и повышение значения тока. Необходимо 2 сердечника Ш20х208 2000 нм.
Для создания термоизоляции между обмотками инвертора применяется термобумага. Чтобы свести к минимуму отрицательное воздействие при постоянных перепадах напряжения в электросети, обмотка должна проводится по всей ширине сердечника.
Для обмотки трансформатора специалисты рекомендуют применение медной жести, имеющую ширину 40 мм и толщину 0,3 мм. Ее нужно обернуть в термобумагу 0,05 миллиметров (кассовая лента).
Специалисты объясняют это тем, что во время сварки высокочастотный ток вытесняется на поверхность толстых проводов, а сердцевина не задействуется и выделяется много тепла. Поэтому обычные проводники не подходят.
Поэтому обычные проводники не подходят.
Исключить подобный эффект можно при помощи проводников со значительной поверхностной площадью.
Аналогом медной жести, который допускается использовать, является провод ПЭВ с сечением 0,5-0,7 мм. Он является многожильным с воздушными зазорами между жилами, что позволяет уменьшить нагревание.
Эту рекомендацию необходимо обязательно учитывать, так как нагреву подвержен не ферритовый стержень, а непосредственно провода обмотки. Именно по этой причине так важна вентиляция инвертора.
После создания первичного слоя в этом же направлении наматывается экранирующий провод со стеклотканью. Этот провод (подобного диаметра) обязан полностью перекрыть стеклоткань. Таким же образом необходимо действовать и с другими обмотками трансформатора. Их необходимо изолировать друг от друга при помощи указанных выше изоляторов.
Чтобы напряжение от трансформатора к реле было на уровне 20 – 25 вольт, необходимо правильно выбрать резисторы. Главной задачей питающего блока инвертора является изменение переменного тока в постоянный. Реализует это диодная мостовая схема типа «косой мост».
Главной задачей питающего блока инвертора является изменение переменного тока в постоянный. Реализует это диодная мостовая схема типа «косой мост».
В работе диоды инверторного аппарата будут греться. Поэтому их необходимо размещать на радиаторе. Допускается применять радиаторы от компьютеров. Благо они сейчас широко распространены и недороги. Потребуется 2 радиатора. Верхний элемент моста фиксируется на одном, а нижняя – на втором. При этом при монтаже первого необходимо использовать прокладку из слюды, а во втором случае – термопасту.
Выход диодного моста – в том же направлении, что и выход транзисторов. Использовать провода длиной не более 15 см. Основа инверторного блока – транзисторы. Мост требуется отделять от блока питания листом металла, который впоследствии прикрепляется к корпусу.
Монтаж диодов на радиаторе
Инверторный блок
Основной задачей этого узла инвертора является трансформация выпрямленного тока в высокочастотную переменную составляющую. Исполнять эту функцию призваны силовые транзисторы, открывающиеся и закрывающиеся на высокой частоте.
Исполнять эту функцию призваны силовые транзисторы, открывающиеся и закрывающиеся на высокой частоте.
Создавать преобразовывающий узел инверторного аппарата лучше не с одним транзистором помощнее, а с использованием нескольких более слабых. За счет этого стабилизируется частота тока и минимизируется шумовой эффект во время сварки.
В схеме инвертора должны присутствовать конденсаторы. Соединяются в последовательной цепи. Выполняют 2 основные задачи:
- Минимизируют резонансные выбросы блока питания.
- Снижают потери транзисторного блока, возникающие после включения. Объясняется это тем, что транзистор открывается скорее. Скорость закрытия заметно меньше. При этом происходит потеря тока и нагреваются ключи в транзисторном блоке.
Система охлаждения
Силовые элементы преобразователя во время сварки будут значительно нагреваться. Это может быть причиной поломки. Для исключения этого помимо упомянутых выше радиаторов следует применять вентилятор, исключающий перегрев и обеспечивающий стабильное охлаждение.
Одного вентилятора достаточной мощности может быть достаточно. Однако при использовании элементов старого ПК, то может потребоваться до 6 штук, 3 из которых необходимо размещать возле трансформатора.
Чтобы полностью защитить самодельный инвертор от перегрева можно задействовать датчик температуры. Его следует смонтировать на наиболее греющийся элемент с радиатором. Элемент сможет отключить питание при достижении определенной температуры, а индикация сигнализировать о критическом уровне.
Для эффективной и стабильной работы системы вентиляции инвертора необходимо обеспечить постоянный правильный забор воздуха. Для этого отверстия, по которым будет забираться воздух, не должны ничем перекрываться. В корпусе инвертора следует предусмотреть достаточное количество отверстий. При этом размещать их нужно на противоположных поверхностях корпуса.
Управление
При размещении электронных плат аппарата возможно применять фольгированный текстолит с толщиной 0,5 – 1 миллиметр.
Чтобы обеспечить автоматическое управление работой инверторной сварки следует купить и смонтировать ШИМ-контроллер. Он будет стабилизировать силу сварного тока и уровень напряжения. Для удобного управления в лицевой части размещаете все органы управления и точки подключения.
Корпус
После создания главных элементов инверторной сварки можно приступать к подготовке корпусных деталей. При планировании нужно учитывать ширину трансформатора, так как он должен беспрепятственно размещаться в корпусе.
Исходя из этого размера следует добавить примерно 70% пространства для остальных деталей. Защитный кожух возможно сделать из листового железа, толщиной 0,5-1 миллиметра. Соединение элементов можно проводить при помощи сварки, болтов.
Более изысканным вариантом будет цельная конструкция из выгнутых исходных материалов. Обязательны ручки и крепления для ремня, чтобы переносить аппарат.
При разработке инвертора нужно учесть возможность простой разборки для доступа к внутренним компонентам, чтобы их легко отремонтировать. Лицевая сторона также должна содержать:
Лицевая сторона также должна содержать:
- Переключатель силы тока;
- Кнопка, которой аппарат будет включаться/отключаться;
- Световые элементы индикации;
- Разъемы для подключения кабелей.
Заводские инверторы окрашиваются порошковым красителем. В быту можно использовать обычную краску. Нанести покрытие стоит для исключения появления ржавчины.
Подключение
Собранный сварочный аппарат нужно подключать в электросеть. При подключении к розетке следует предусмотреть наличие предохранителя или автоматического выключателя. Для защиты на входе в инвертор можно установить автоматический выключатель на 25 ампер.
Если точка подключения удалена, то можно использовать удлинитель.
Включение аппарат происходит по стандартной схеме – с помощью кнопки «вкл/откл». Должна загореться индикация, обычно для этого используется зеленый светодиод.
Производить подключение к сети необходимо проводом, имеющим сечение минимум 1,5 мм2.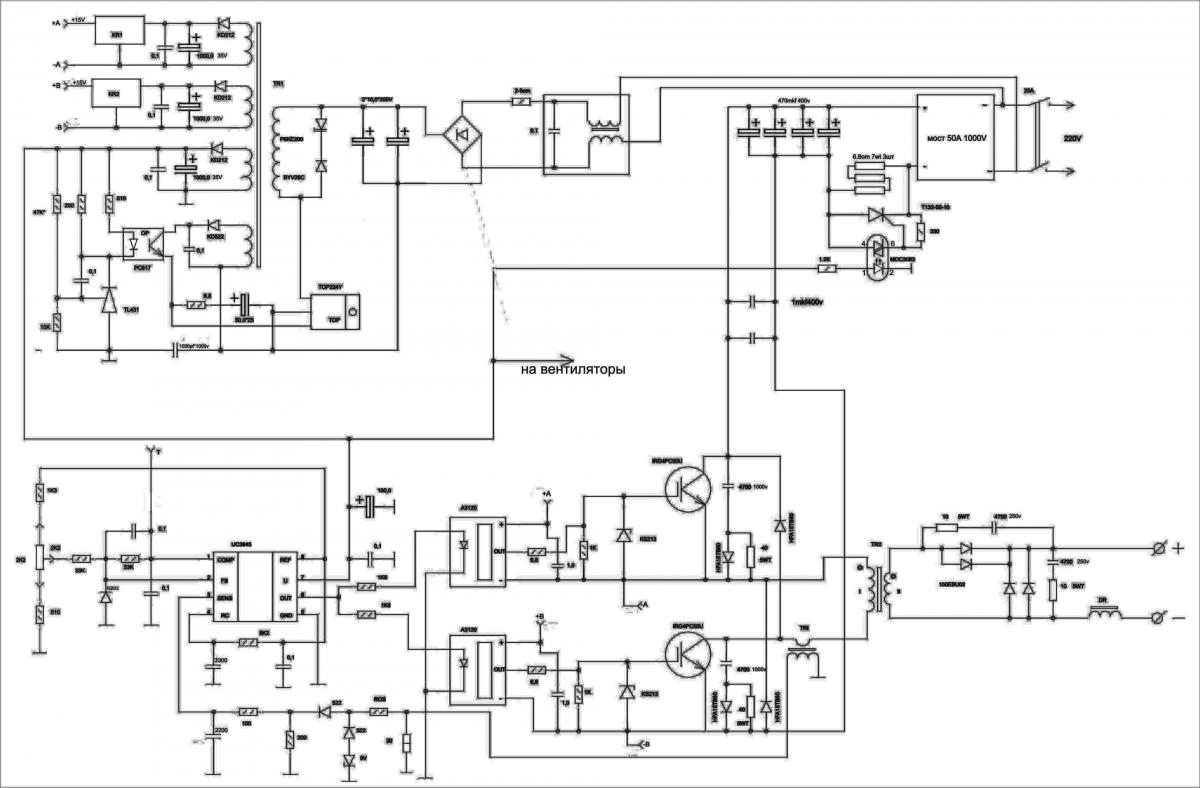 Однако оптимальным сечением будет провод 2,5 мм2.
Однако оптимальным сечением будет провод 2,5 мм2.
Перед включением аппарата в электросеть следует проверить наличие изоляции всех высоковольтных элементов от корпусных деталей.
Проверка работоспособности
После проведения всех работ по сборке и отладке необходимо осуществить проверку работоспособности созданного инвертора.
По рекомендациям специалистов необходимо провести проверку силы тока и напряжения аппарата с использованием осциллографа.
Нижняя петля по напряжению должна составлять до 500 вольт, не превышая значения в 550 В. Если все конструктивные требования соблюдены, то уровень напряжения будет составлять 330 – 350 вольт.
Но этот метод доступен не всегда, ведь не у каждого дома имеется свой подобный измерительный прибор.
Зачастую проверка проводится в действии непосредственно сварщиком. Для этого проводится создание пробного шва с полным выгоранием электрода. По окончанию пробного сваривания нужно проверить температуру на трансформаторе. Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если температура силового блока в норме, то можно провести еще 2-3 пробных захода. После этого проверить температуру радиаторов. Они также могут перегреваться. Если после двух – трех минут они приходят в норму, то можно смело продолжать работу.
Настройка инвертора – полезные советы
Процедура сборки аппарата не отличается сложностью. Наиболее важным этапом является настройка инверторного аппарата. Может быть, что придется обратиться за помощью к специалисту.
1. Для начала нужно подключить 15 вольт к ШИМ с одновременным подключением одного конвектора. Так можно снизить нагрев и шумность во время работы.
2. Чтобы замыкать резистор нужно подключать реле. Оно подключается при окончании зарядки конденсаторов. За счет этого можно значительно снизить колебания напряжения во время подключения к электросети 220 вольт. Без резистора при прямом подключении возможен взрыв.
3. Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
4. Подача питания 15 вольт на мост для проверки его работоспособности и правильности сборки. Сила тока должна быть не выше 100 мА на холостом ходу.
5. Проверка корректности размещения фаз. Применять осциллограф. На мостовую схему от конденсаторов через лампу подается 200 вольт с нагрузкой 200 Вт. На ШИМ выставляется частота 55 кГц. Подсоединяется осциллограф, проверяется форма сигнала и уровень напряжения (не более 350 вольт).
Для определения частоты аппарата следует медленно понижать частоту ШИМ до тех пор, пока на ключе IGBT не произойдет небольшой заворот. Полученное значение частоты нужно разделить на 2 и прибавить частоту перенасыщения. В итоге получится рабочее колебание частоты трансформатора.
Трансформатор аппарата не должен издавать никаких шумов. При их наличии необходимо проверять полярность.
 К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.
К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.Идущие к ШИМ проводники нужно выполнять короткими. Их требуется скручивать и размещать дальше от источника помех.
6. Постепенно повышается ток при помощи резистора. При этом необходимо прислушиваться к инвертору и контролировать значения на осциллографе. На нижнем ключе не должно быть более 500 вольт. Среднее значение – 340. Если присутствуют шумы, то возможна поломка IGBT.
7. К свариванию приступать после 10 секунд. Проверяются радиаторы, если не нагрелись, то работу продлевать еще на секунд 20. После повторной проверки сваривание может продолжаться от одной минуты и дольше.
Безопасность
Все проводимые операции, за исключением проверки работоспособности, необходимо проводить исключительно на обесточенном оборудовании. Каждый элемент рекомендуется заранее проверить, чтобы после установки он не вышел из строя из-за перенапряжения. Основные правила электробезопасности также обязательны к выполнению.
Основные правила электробезопасности также обязательны к выполнению.
Таким образом сделать самодельную инверторную сварку по силам практически каждому. Предложенное описание должно помочь разобраться во всех нюансах. Если изучить видео уроки и фото материалы, то собрать устройство не составит труда.
Источник: https://oxmetall.ru/svarka/kak-sobrat-invertornyj-svarochnyj-apparat
Самый простой сварочный инвертор
Сварочный инвертор был разработан на популярном форуме человеком под ником тимвал, ветка до сих пор очень активна. Именно эта схема популярна по причине простоты. Мой вариант сварочного инвертора рассчитан на ток всего в 100 ампер, это мало, но для моих задач больше не нужно.
- Схема представляет из себя однотактный прямоходовый инвертор всего на одном IGBT транзисторе IRG4PC50KD.
- Инвертор состоит из нескольких частей:
- Входной выпрямитель с накопительными конденсаторами и системой плавного пуска;
- Системы управления с драйвером на основе комплементарной пары составных транзисторов средней мощности;
- Силовая часть состоящая из IGBT транзистора и трансформатора;
- Выходная часть, состоящая из дросселя с выпрямителем.

- Сетевое напряжение выпрямляется входным диодным мостом KBPC3510
- и сглаживается ёмкими электролитами.
- Важно заметить, что питание в начальный момент времени поступает не напрямую, а через балластный резистор R12, это нужно для плавной зарядки конденсаторов, иначе бросок тока может вывести из строя входной диодный мост и выбить автоматы.
- Одновременно питание от конденсаторов через другой балластный резистор R11 поступает на линию питания микросхемы ШИМ.
- Сердцем схемы является ШИМ контроллер UC3844,
- который работает на частоте около 30кГц, сигнал с микросхемы сначала поступает на драйвер, выполненный на транзисторах VT2 и VT3, а затем на силовой транзистор VT4.
- Напряжение на конденсаторах растет, растет и питание микросхемы и как только оно дойдет до порогового значения, для UC3844 оно составляет около 16 вольт, микросхема начнет вырабатывать управляющие импульсы, что приведет к запуску всего инвертора.
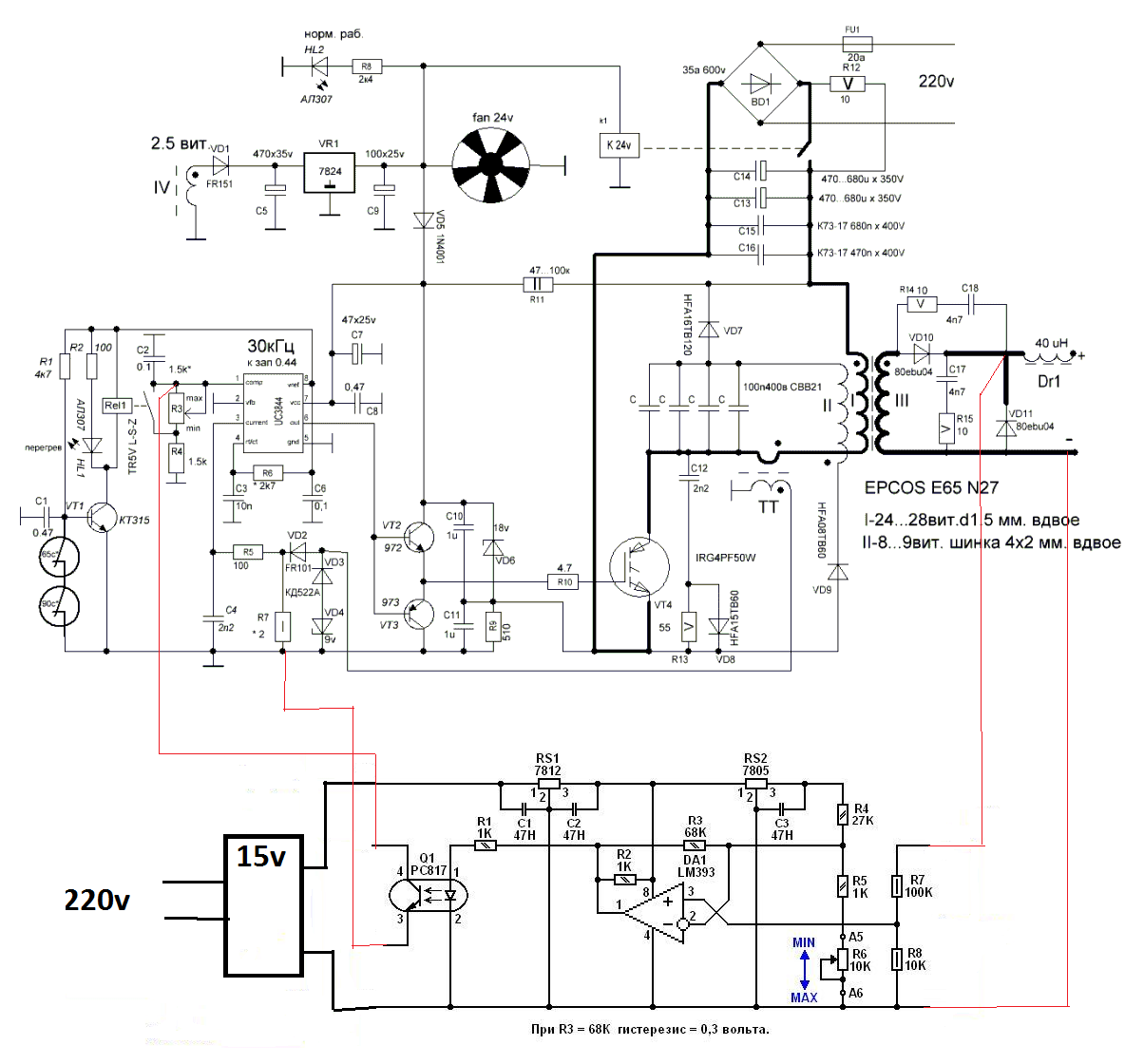
Во вторичных обмотках трансформатора появиться напряжение, это приведет к тому, что сработает силовое реле К1 и своими контактами замкнёт балластный резистор R12, и сетевое напряжение будет поступать напрямую на схему. Планый запуск длиться всего пару секунд. После плавного запуска инвертор будет работать в штатном режиме. Выходное напряжение инвертора около 60 вольт, этого достаточно для нормального розжига дуги.
- Если во время сварки вращать регулятор ограничения тока (резистор R3), моментально сработает система обратной связи (цепь, состоящая из токового трансформатора ТТ, диодов VD2-VD4, резисторов R5 и R7, конденсатора С4).
- Токовый трансформатор намотан на тороидальном ферритовом сердечнике небольших размеров, он имеет две обмотки, первичная — всего один виток и вторичная.
- Силовой трансформатор выполнен на сердечнке EPCOS E55/28/25 феррит №87.
- Сердечник был без каркаса, поэтому его пришлось сделать самому из мтеклотекстолита.
- Трансформатор имеет 4 обмотки:
- сетевая;
- вторичная силовая;
- фиксирующая;
- обмотка самозапитки для системы управления.
- В моём варианте обмотка самозапитки не используется, взамен применен небольшой импульсный источник питания на 24 вольта с током 1-1,5 Ампера.
- Начала всех обмоток на схеме указаны точками, я советую промаркировать начало намотки, например одевая на обмотку красную термоусадку, чтобы потом не гадать где начала, а где концы намоток.
В самом начале мотается сетевая обмотка, но не полностью, а по частям. В моем случае для намотки этой обмотки был использован провод диаметром 1,20мм 25 витков. Провод нужно уложить равномерно, виток к витку.
Затем обмотка изолируется, но перед этим заливается эпоксидной смолой. Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной.
Ставим изоляцию каптоновым термостойким скотчем и мотаем остальную часть первичной обмотки. Количество витков, провод и направление намотки тоже самое.
Опять все заливаем смолой, а поверх ставим изоляцию. Позже, уже на плате концы этих обмоток соединяются параллельно.
После мотаем фиксирующую обмотку, диаметр провода 0,5мм. Количество витков 25-26, то есть тоже самое, что и в случае первичной обмотки. Эта обмотка намотана так, чтобы провод попадал между витками первичной обмотки.
Фиксирующая обмотка равномерно растянута по всему каркасу. Аналогичным образом поступаем и с этой обмоткой, смола, изоляция.
К стати ранее я ставил изоляцию в 2-3 слоя, а после намотки фиксирующей обмотки изоляция нужна более серьезная, слоя 4-5.
Ну и наконец силовая обмотка, самая трудоемкая. Ее можно намотать медной шиной либо что еще лучше — лентой.
Наиболее эффективно работает литцендрат — провод, который состоит из большого количества параллельных тонких изолированных друг от друга проводов, такая намотка делается для минимизации влияния скин эффекта.
Но при частотах в 30кГц, этот эффект не столь ощутимый, поэтому при большом желании можно взять пару тройку медных проводов большого диаметра, но такой провод очень трудно уложить, поэтому мой выбор остановился на литцендрате.
Обмотка состоит из 100 параллельных жил провода 0,5мм. Скручиваем все это дело дрелью и покрываем дополнительной изоляцией, опят же каптоновый скотч.
Количество витков всего 9, по расчетам этого хватит для того, чтобы напряжение холостого хода инвертора было в районе 60 вольт. После намотки её так же следует залить смолой.
Схема однотактная и между половинками сердечника нужен немагнитный зазор. В моем случае для получения необходимого зазора под всеми кернами были установлены прокладки, обычный чек от банкомата.
- Далее трансформатор собирается, половинки сердечника надежно стягиваются, можно даже приклеить.
Трансформатор тока. Ферритовое колечко,проницаемость может быть от 1500 до 3000. Размеры моего кольца R18х8х6. Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной.
Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной.
Сначала сердечник изолируют, в моем случае каптноновым скотчем, затем мотают вторичную обмотку. Провод в лаковой изоляции, диаметр может быть от 0,25 до 0,5мм. Количество витков в моем случае 76.
Далее обмотку нужно изолировать, можно просто залить эпоксидной смолой. Первичная обмотка — один виток из двух параллельных жил провода 1,20мм идущий к силовому трансформатору.
Выходной выпрямитель классический для этой топологии. Два диода прямой и замыкающий, притом замыкающий нужен более мощный, но можно не заморачиватся и сразу воткнуть два диода типа 150EBU04 на 150 ампер с обратным напряжением 400 вольт. Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTh30003.

В каждом корпусе два независимых друг от друга ультра быстрых диода, каждый на 100 Ампер с обратным напряжением 300 вольт. Они даже лучше, чем 150EBU04 т.к. площадь подложки у них гораздо больше и толще. Соединение винтовое, что очень удобно.
Дроссель. Тут все не так однозначно и по факту дроссель довольно критичен Чем больше его индуктивность, тем хорошо будет зажигаться дуга даже при малых токах. По схеме дроссель на 40мкГн, его хватит, но уверенный розжиг дуги я получил при токах от 30 ампер и в принципе этого хватит.
Честно сказать для дросселя пробовал разные материалы — алсифер, неизвестные кольца которые по всей видимости применяются в качестве фильтра в частотных преобразователях и наконец сердечник набранный из трансформаторных пластин.
Наилучшим решением является применение сердечников из порошкового железа, они специально созданы для работы в качестве дросселя, но кольцо нужно приличных размеров, и их найти не так уж и просто и стоят они приличных денег. В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.
В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.
Фишка в том, что сердечник фактически невозможно загнать в насыщение, то есть можно увеличить индуктивность и получить уверенный розжиг дуги при сварочных токах хоть 5 ампер, я понимаю, что на таких токах никто не варит, но все же.
Пакет собирал из того что было, в итоге сердечник получился с размерами 86х30х17мм. Пластины обмотал каптоноым скотчем, затем бумажный и намотал обмотку. Обмотка к сожалению алюминиевая, да медь лучше, но алюминиевый был в наличии. Обмотка намотана в три ряда, каждый ряд по 10-12 витков.
После намотки каждого ряда обмотку покрывал лаком в несколько слоев и ставил изоляцию из ткани. Итоговая индуктивность дросселя около 80мкГн. Недостаток такого дросселя — большие размеры и вес, но в моем случае все получилось достаточно компактно, и даже умудрился зафиксировать его на плате.
Выводы дросселя были обжаты медными луженными клеммами, ключевое слово луженными иначе такое соединение долго не проработает, будет перегреваться и окисляться.

Входная часть. Диодный мост взят готовый, сборка KBPC3510, мост на 35 ампер, обратное напряжение 1000 вольт, устанавливается на радиатор.
- Силовое реле в схеме плавного пуска с катушкой 24 вольта, рассчитан на ток в 15-30 реальных ампер, если сварочник планируете на токи более 120 ампер, то реле желательно использовать именно 30-и амперное.
Входные электролитические конденсаторы на 450 вольт, в моем случае 2штуки по 470мкФ, желательно установить три, хуже не будет. Подбирайте конденсаторы от хорошего производителя с минимально возможным внутренним сопротивлением.
- Ограничительный резистор по входу желательно взять на 10 ватт, сопротивление от 10 до 30 Ом.
- Диоды VD7, VD8 и VD9 в схеме преобразователя нужны ультра быстрые, именно на тот ток и напряжение, которые по схеме.
Сборку конденсаторов я заменил одним, емкостью 0,33мкФ, конденсатор специального назначения созданный для работы в импульсных схемах, такие применяют в индукционных нагревателях. Обычные пленочные конденсаторы ставить сюда крайне не желательно.
Обычные пленочные конденсаторы ставить сюда крайне не желательно.
- Микросхема ШИМ у меня установлена на панельку для беспаячного монтажа, после полной наладки микросхему обязательно нужно запаять на плату.
- Силовые дорожки на плате просто залудить и усилить припоем не достаточно, нужно их армировать медным проводом.
НАЛАДКА
Обязательно разряжайте входные конденсаторы перед началом наладочных работ!
Подаем сначала напряжение 24 вольт для управления, сетевое питания в тот момент отключено. Проверяем сигнал на затворе IGBT транзистора, к стати во время наладки можно использовать полевые транзисторы, я к примеру ставил IRF840, он слабый, но наладить схему можно. Транзистор обязательно должен быть установлен на радиаторе.
Проверяем наличие управляющих импульсов на затворе полевого ключа относительно массы питания, импульсы должны быть примерно с заполнением 45-47%, частототой около 30кГц, если они есть, то все нормально идем далее.
Первый запуск схемы делаем через страховочную лампу накаливания на 100 ватт. Схему управления желательно питать от отдельного внешнего источника питания на 24 вольта, отлично подходит лабораторный блок питания, притом родную систему питания можно исключить, повторюсь это только во время наладочных работ.
Нагрузочный резистор в схеме обратной связи по току заменяем на 10-и омный 1-2 ватт, это нужно, чтобы была возможность наладить схему при малых выходных токах.
Подключаем силу, то есть втыкаем вилку в розетку, лампа на момент вспыхнет, т.к. конденсаторы в начальный момент заряжаются достаточно большим током. Проверяем напряжение на выходе инвертора, оно должно быть около 60 вольт, напомню, что это напряжение холостого хода без выходной нагрузки. Регулятор тока ставим в минимальное положение.
Нагружаем инвертор, например нихромовой спиралью или лампочкой, нагрузку сначала даем небольшую, затем постепенно увеличиваем до тех пор, пока не сработает ограничение тока, то есть длительность управляющих импульсов резко не уменьшиться.
Притом схема должна реагировать на вращение переменного резистора, длительность импульсов должна плавно меняться в зависимости от положения ползунка переменного резистора. Если этого не происходит, меняем местами концы вторичной обмотки трансформатора тока.
Далее меняем страховочную лампу на более мощную (около 300 ватт).
Можно воткнуть более мощный полевой транзистор либо IGBT, но помните, что у нас по прежнему схема не до конца налажена.
Сопротивление нагрузочного резистора можно уменьшить раза в два и повторяем то же самое, только на более больших токах.
Можно попробовать инвертор на короткое замыкание при малых значениях тока, на этом этапе мы уже понимаем, что собрали сварку и можно разжечь небольшую дугу.
Если регулировка тока происходит в штатном режиме, то все сделано правильно. Помним о том, что инвертор без охлаждения и долго не балуемся.
Сейчас нам нужно привести инвертор в нормальное состояние. Только на этом этапе, после полной наладки схемы устанавливаем силовой IGBT транзистор.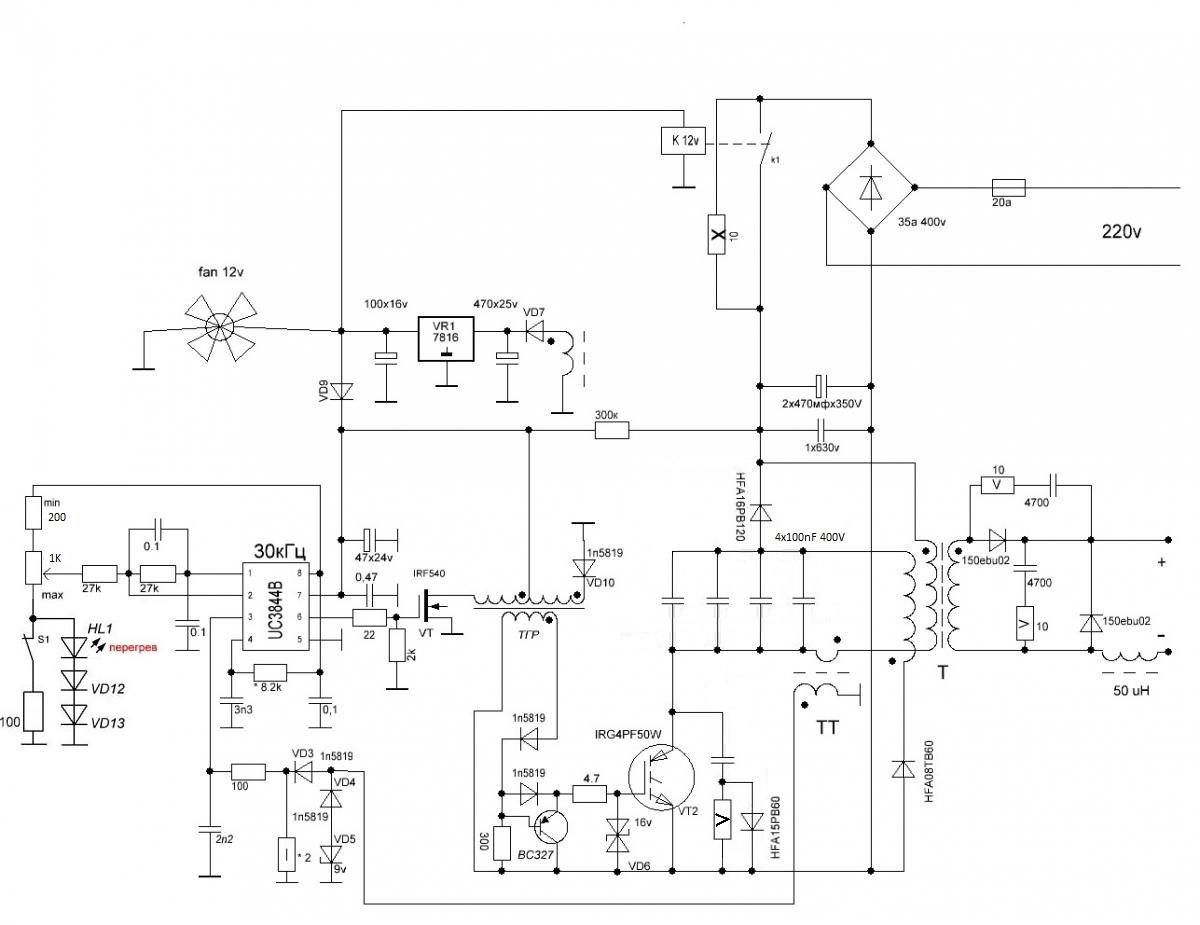 Радиаторы охлаждения целесообразно взять от процессоров ПК, они довольно добротные.
Радиаторы охлаждения целесообразно взять от процессоров ПК, они довольно добротные.
Выходной выпрямитель у меня без изолирующей прокладки, термопаста имеется.
А вот радиатор с силовым транзистором и одним из быстродействующих диодов, находятся на втором радиаторе и они обязательно должны быть изолированы теплопроводящей изоляционной прокладкой.
Силовой трансформатор, дроссель и радиаторы нужно надежно зафиксировать. Трансформатор и дроссель достаточно затянуть пластиковыми хомутами, можно дополнительно приклеить их к плате.
- Радиаторы же желательно прикрутить к плате и обеспечить изоляцию друг от друга, чтобы они ни в коем случае не соприкасались во время вибраций или падений.
- Очень важным моментом является охлаждение, не экономьте на вентиляторах, ставьте мощные высокооборотистые большого диаметра.
- Правильно собранная схема во время работы не должна издавать свистов и шумов, если есть подобного рода проблемы, скорее всего проблема в трансформаторе, неправильный зазор, неверное количество витков или неправильная фазировка.

Проверим напряжение холостого хода, видим,что оно около 60 вольт, притом если нагрузка отсутствует вращая регулятор выходное напряжение не меняется. Ток потребления системы управления на холостом ходу от источника 24 вольта всего 80мА, с учетом тока потребления катушки реле.
Нагружаем инвертор для проверки системы ограничения тока. Нагрузкой служит мощный реостат, сопротивление выставлено меньше пол ома. Ток должен регулироваться достаточно плавно. Выставляем минимальный ток и попробуем зажечь дугу. Берём двух миллиметровый электрод и попробуем поварить на токах около 50-70 Ампер.
Видео по сборке и наладке сварочного инвертора:
С уважением — АКА КАСЬЯН
Источник: https://vip-cxema.org/index.php/11-raznoe/428-samyj-prostoj-svarochnyj-invertor
Сборка инверторного сварочного аппарата своими руками
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U).
При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы.
В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки.
При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции..jpg)
Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30. .90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
.90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц).
Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U.
От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
Как припаять без паяльника и чем можно его заменить
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А.
При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели.
Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ).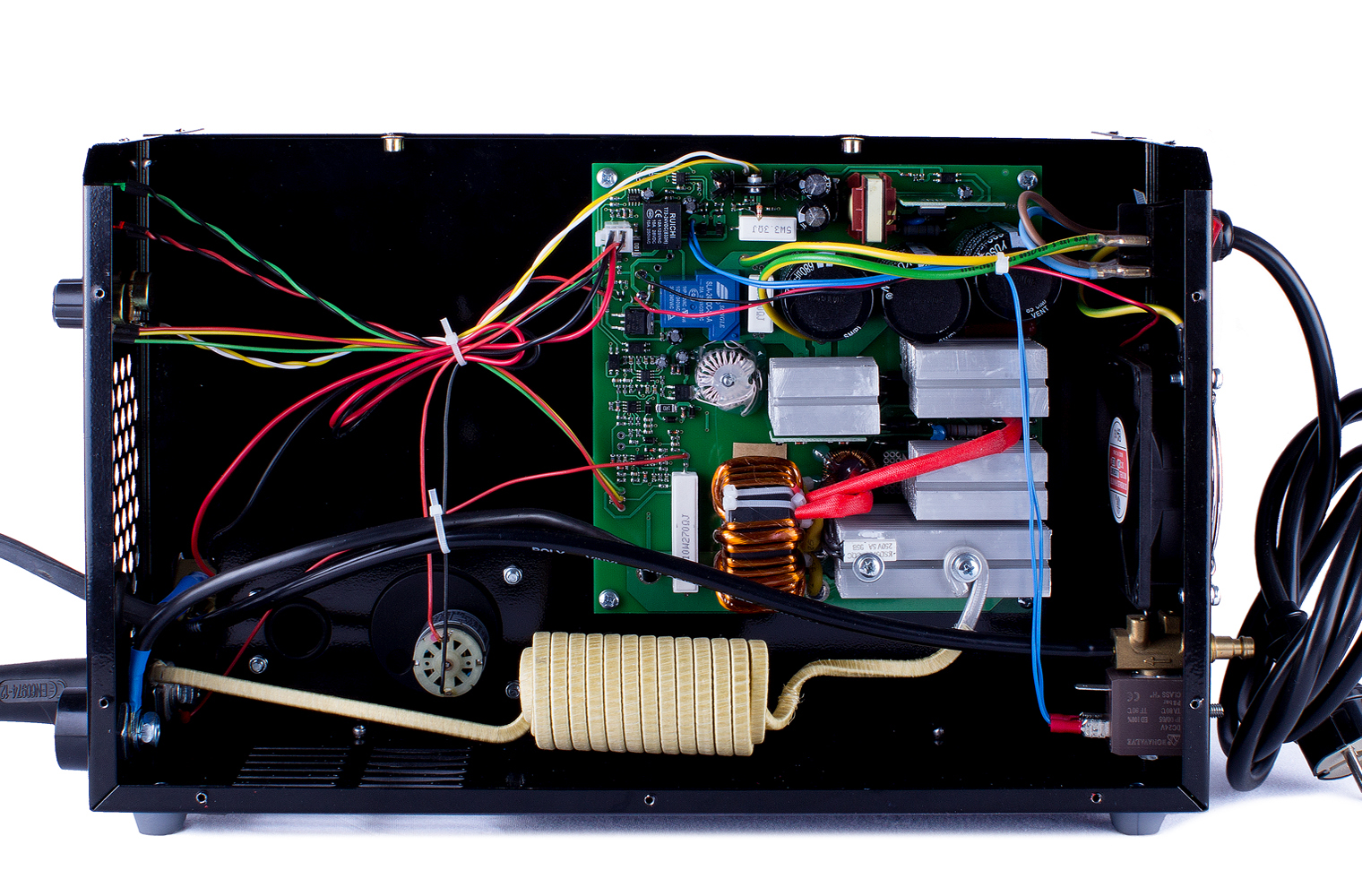 Основные этапы изготовления печатной платы:
Основные этапы изготовления печатной платы:
- Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
- С7: 1000мк 25 В.
- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
Самодельный держак электрода для сварочного аппарата
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2.
Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..
Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..
45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.

Как правильно паять паяльником с припоем и канифолью
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса.
Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов.
Соблюдать нужно и правила техники безопасности при работе с электричеством.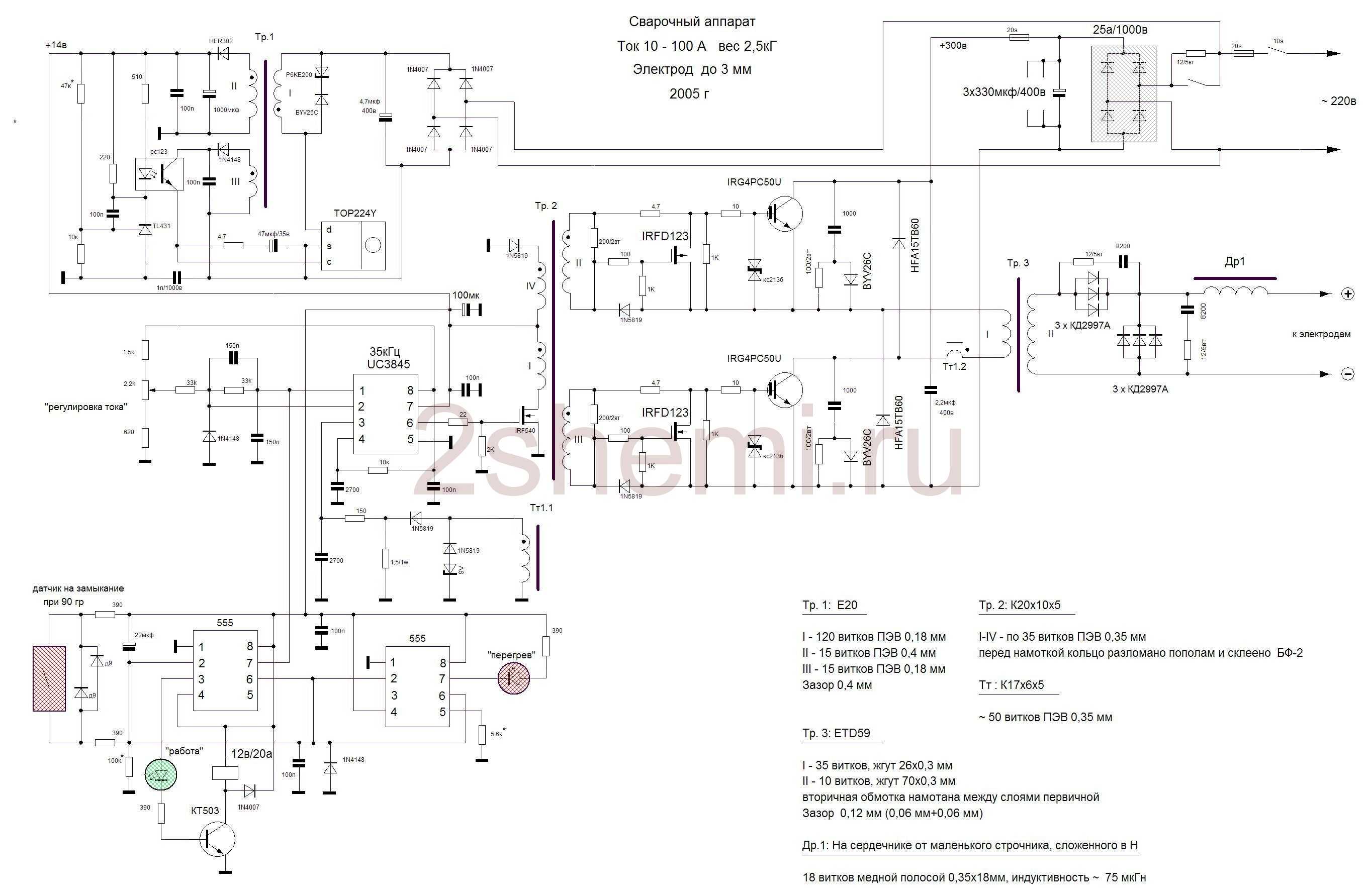
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon).
Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
- Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
 Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Источник: https://pochini.guru/sovety-mastera/sborka-invertornogo-svarochnogo-apparata
Сварочный инвертор своими руками: схема самодельной инверторной сварки и как сделать аппарат?
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.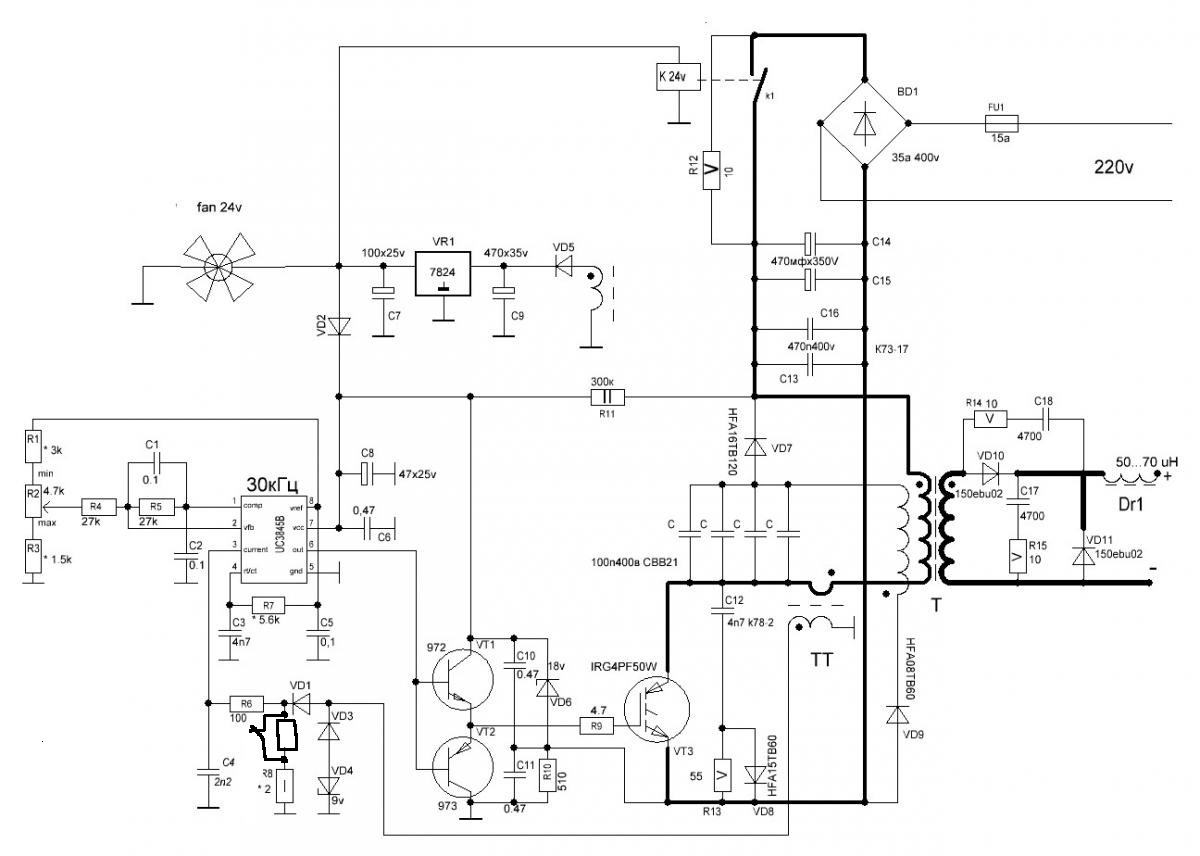
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Чертеж инверторного сварочного аппарата.
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.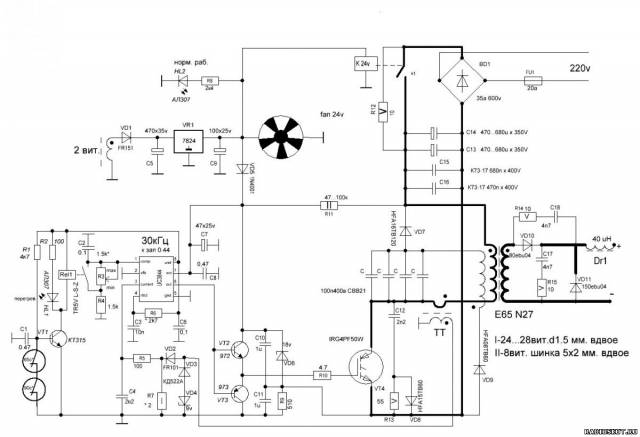
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Изготовление сварочного инвертора.
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Электрическая схема инвертора для сварки.
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.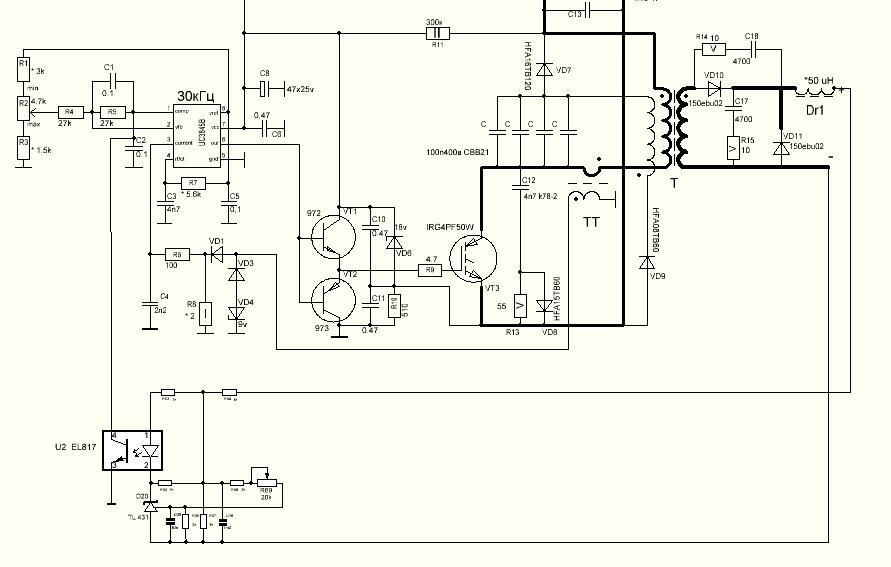
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.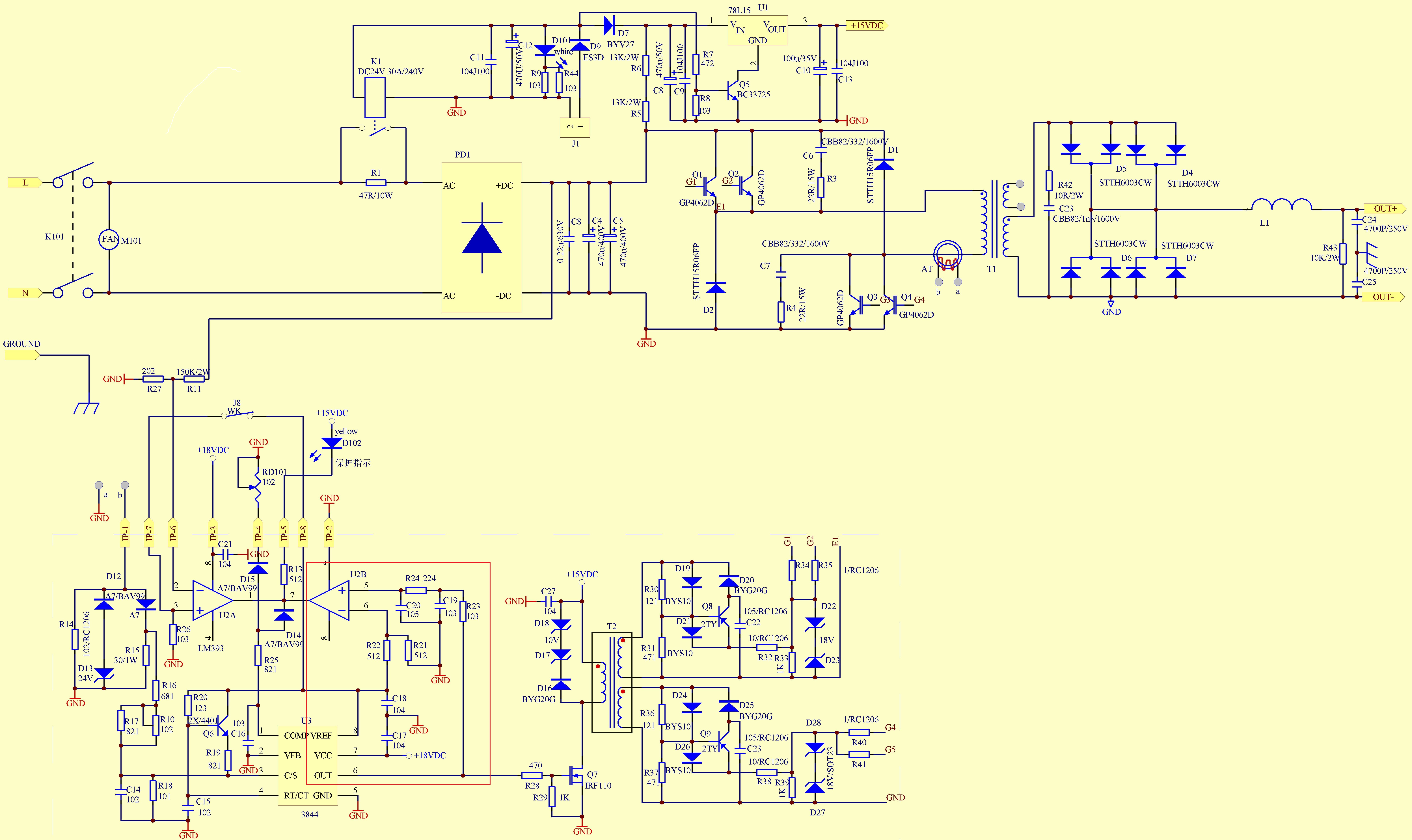
Схема изготовления инвертора своими руками.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Источник: https://tutsvarka.ru/oborudovanie/svarochnyj-invertor-svoimi-rukami
Низковольтные машины для намотки фольги / ленты
Описание
Конструкция трансформаторов Broomfield и машин для намотки фольги, которая оптимизирует конфигурацию различных узлов, приводит к эффективной и действенной транспортировке материалов и натяжению, а также сводит размер машины к минимуму.
Наши машины для намотки трансформаторов имеют сверхпрочную сварную и механически обработанную стальную вертикальную раму. Это гарантирует точное совмещение всех разматывателей и направляющих с осью намотки.
Характеристики
- Низкие эксплуатационные расходы — высокая надежность
- Герметичные катушки
- Точные поля
- TIG и холодная сварка
- Программируемое управление
- Доступны модели из проволоки / фольги
- Конструкция для конкретного продукта
- Простая установка и простое управление
- Обработка нескольких листов фольги, бумаги и проволоки
- Тяжелая стальная конструкция
Станции управления оператора расположены для доступа и удобства во время работы машины. Ярлыки переключателей доступны на нескольких языках.
Ярлыки переключателей доступны на нескольких языках.
Двухроликовый катушечный пресс входит в стандартную комплектацию большинства нашего оборудования для намотки фольги. Конструкция с двумя роликами и поворотной головкой позволяет роликам изменять угол наклона и проводить больше времени на углах. С блокировкой с помощью переключателя E-Stop и давлением до 1000 фунтов (453,59 кг).
Натяжение фольги обеспечивается стальными роликами с уретановым покрытием, расположенными после направляющего узла. Несколько стилей обеспечивают большой диапазон напряжений.Может иметь питание для перемещения фольги вперед.
Задние бабки для тяжелых условий эксплуатации поворотно-откидной или выдвижной конструкции для удовлетворения потребностей в опоре оправки для намотки.
Надувные воздушные валы с пневматическими дисковыми тормозами, обеспечивают разматывание и натяжение изоляционной бумаги; также могла быть перемотка с электроприводом.
Система направляющих для фольги , непосредственно перед системой натяжения, проста, эффективна и не требует обслуживания, чтобы обеспечить равномерное выравнивание кромок пленки.
Надувные воздушные валы для рулонов подачи фольги управляются переключателем и поддерживаются на конце рамы двумя усиленными фланцевыми подшипниками, установленными с каждой стороны рамы. Множество диаметров для соответствия большинству размеров сердечника рулона подачи. Электрическая перемотка стандартная. Активное управление размоткой или свободным контуром не является обязательным.
Задняя бабка Поддерживает на более длинных разгрузочных валах, откидывается вниз для облегчения загрузки и разгрузки подающих валков. Зафиксируйте на месте.
Каждый из наших намотчиков трансформатора фольги / ленты имеет индивидуальную конфигурацию со стандартными сборками, чтобы соответствовать требованиям вашего приложения.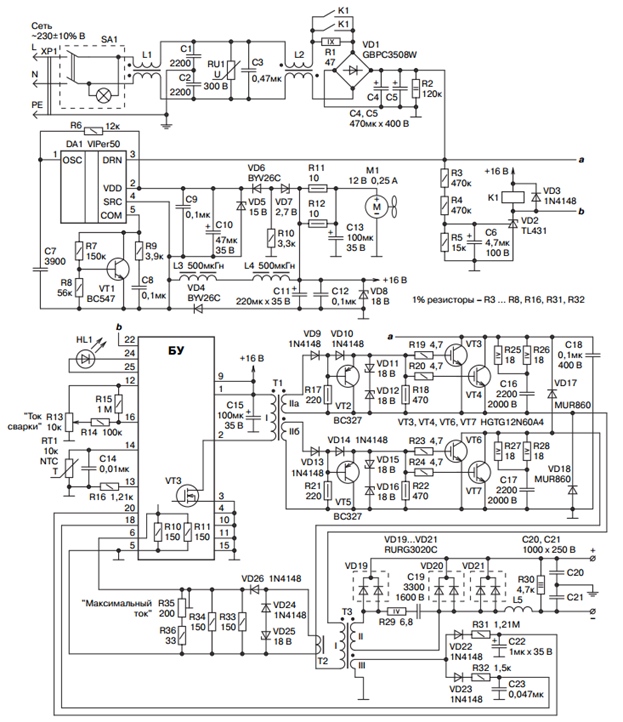
Технические характеристики:
Машины для намотки фольги и проволоки / фольги
Broomfield конфигурируются индивидуально в соответствии с вашими требованиями к катушке.
Мы начинаем с одной из наших стандартных намоточных машин (моделей), исходя из требований к скорости, крутящему моменту и грузоподъемности, и добавляем функции, которые позволяют адаптировать намоточную машину к вашим потребностям.
Моторное оборудование: 5–75 л.с. (3,73–55,93 кВт) с регулятором частоты переменного тока, вектором переменного тока или рекуперативным двигателем постоянного тока.
Понижение скорости: Ремень и шкив зубчатого редуктора для односкоростных машин или многоскоростной коробки передач, когда требуется легкость изменения диапазона скоростей.
Скорости шпинделя: Односкоростные станки для приложений с высоким крутящим моментом и низкой скоростью: от 0 до 30 об / мин. Доступны другие диапазоны скорости.
Доступны другие диапазоны скорости.
Многоскоростные машины для проволоки и фольги: Обычно от 0 до 30 об / мин в самом низком диапазоне скоростей; От 0 до 380 об / мин в диапазоне максимальной скорости, в зависимости от выбранной базовой машины. Доступны более высокие диапазоны скоростей.
Лицевые панели: Используются модели диаметром 14–22 дюйма (355,6–558,8 мм) в зависимости от требований к крутящему моменту.
Высота центра шпинделя: 33–42 дюйма (838,2–1066,8 мм) от пола или вашего требования.
Диаметр катушки: По вашему требованию.
Вместимость материала: Проводящая фольга / ленты — ширина от 5 до 55 дюймов (127 мм — 1397 мм), толщина 0,020–0,100 дюйма (0,51–2,54 мм).
Изоляция: 6–60 дюймов (152,4–1524 мм) шириной.
Изоляционная бумага с загнутыми краями («с манжетами»): Ширина от 5 до 50 дюймов (127 мм — 1270 мм).
Алюминиевый или медный магнитный провод: В соответствии с вашими требованиями (круглый или профильный).
Расход материала: Проводящая фольга / полоса — Воздушно-расширенные валы различных размеров в дюймах или метрических диаметрах с ротационными соединениями для постоянной подачи воздуха, натянутые дисковыми тормозами с пневмоприводом для предотвращения чрезмерного вращения.
Изоляционная бумага: Валы с воздушным расширением диаметром 3 дюйма (76,2 мм) или метрические с ротационными соединениями для постоянной подачи воздуха, натянутые дисковыми тормозами с пневматическим приводом.
Бумага для изоляции кромок со складками (с манжетами): Фиксированные валы с фланцами для незакрепленных стержневых валков или надувные вращающиеся валы с тормозами для сплошных стержневых валков.
Опции
- Сварочный узел TIG обеспечивает удобный для оператора метод соединения одной или нескольких пленок с сплошным или многослойным проводом шины из аналогичного материала, алюминия или меди. Горелка TIG с водяным охлаждением движется по моторизованной дороге. Вода также течет через одну из медных зажимных губок, которая помогает охладить концы фольги и токопроводящую шину после сварки.
- объединяет полуавтоматические и ручные операции для создания очень гибкой системы. Автоматическая чистка фольги с возможностью выбора расстояния между штрихами и одного или нескольких проходов внахлест рядом друг с другом. Последовательность PLC также включает и выключает вакуумную систему, которая удаляет пыль, вызванную чисткой щеткой.Быстро заменяемые закаленные штифты и распорные пластины на головке для холодной сварки позволяют работать с материалами различной толщины.
- Precision Wire Guide Траверсовый узел с различными шкивами и направляющими узлами для круглых, прямоугольных и многопроволочных применений. Несколько направляющих для проволоки могут быть включены, если требуется, чтобы направлять несколько одиночных или нескольких проволок либо на одну, либо на несколько катушек, намотанных одновременно.
- позволяет удовлетворить двойные потребности: низкая скорость / высокий крутящий момент для намотки фольги и высокая скорость / меньший крутящий момент для намотки проволоки.Рычаги переключения передач на пульте управления оператора позволяют легко выбрать нужный диапазон скорости / крутящего момента.
- Устройство для продольной резки бумаги с опускным лотком или приемным валом для разрезанной бумаги.
- Разматыватели, направляющие и натяжители из изоляционной бумаги с манжетами.
- с переключателем, установленным на пути фольги, обеспечивают прямую кромку для крепления выводов шины.
- Foil Edge Treatment доступен в нескольких вариантах исполнения, чтобы исключить риск повреждения изоляции бумажного слоя заусенцами.
- Концевая заполняющая бумага Изолирующая сборка для рулонов полосовой бумаги. Возможность установки нескольких рулонов для каждой стороны рулона.
- Устройство управления для простой намотки фольги или сложной укладки направляющих проводов. Доступна полная гибкая программируемость с визуальными инструкциями для оператора, хранением программ и перемещением файлов.
 Горелка TIG с водяным охлаждением движется по моторизованной дороге. Вода также течет через одну из медных зажимных губок, которая помогает охладить концы фольги и токопроводящую шину после сварки.
Горелка TIG с водяным охлаждением движется по моторизованной дороге. Вода также течет через одну из медных зажимных губок, которая помогает охладить концы фольги и токопроводящую шину после сварки.Установка для холодной сварки
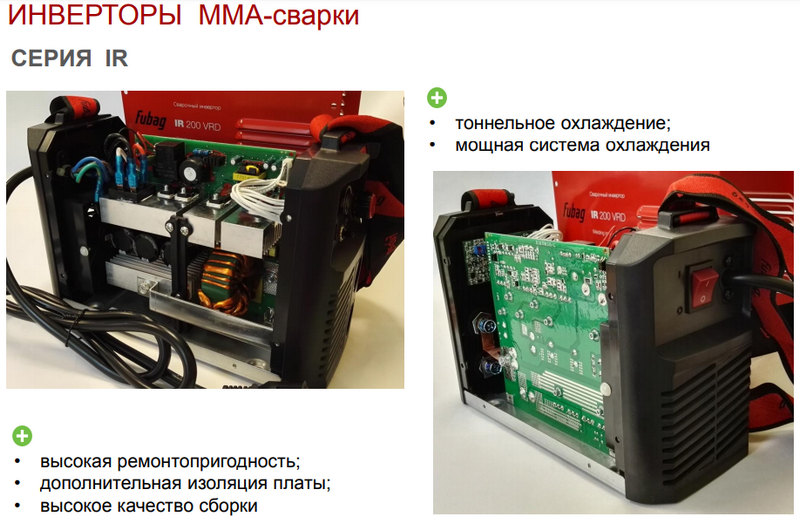
Многоскоростной редуктор
Полуавтоматические ножницы для резки фольги

Для получения дополнительной информации об оборудовании для намотки катушек или других машинах Broomfield, пожалуйста, свяжитесь с нами напрямую по телефону (978) 779-6600 или через нашу онлайн-форму.
Безопасность заземления и дуговой сварки
Какое отношение имеет заземление к безопасности дуговой сварки?
Заземление электрических цепей — это мера безопасности, которая задокументирована в различных нормах и стандартах. Типовая установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и соблюдение надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Соответствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления.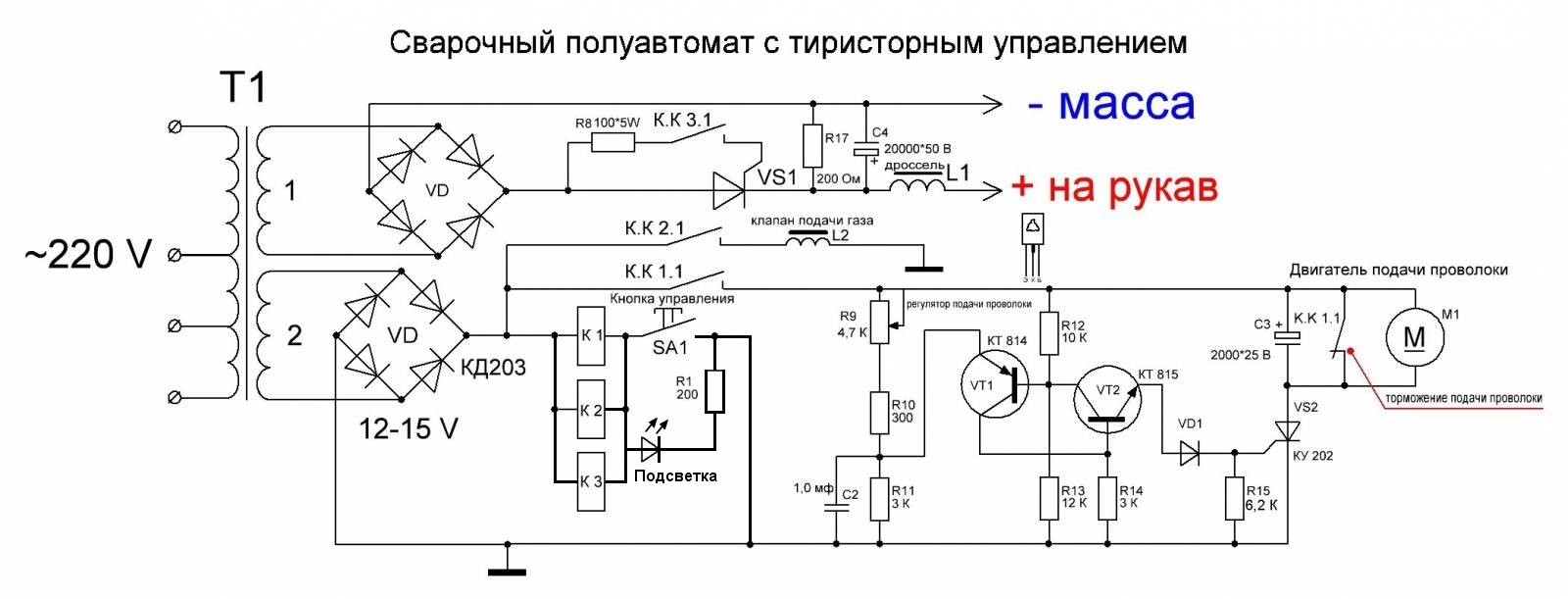 Обсуждаются важные вопросы заземления в типичной сварочной среде.
Обсуждаются важные вопросы заземления в типичной сварочной среде.
Заземление сварочного аппарата
Сварочные аппараты, в которых используется гибкий шнур и вилка, или те, которые постоянно подключены к системе электроснабжения, содержат заземляющий провод.Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод обратно через систему распределения электроэнергии, мы бы обнаружили, что он подключен к земле, и обычно через металлический стержень, вбитый в землю.
Цель подключения корпуса оборудования к заземлению — обеспечить одинаковый потенциал металлического корпуса сварочного аппарата и заземления. Когда они имеют одинаковый потенциал, человек не испытает поражения электрическим током при прикосновении к двум точкам.Заземление корпуса также ограничивает напряжение на корпусе в случае выхода из строя изоляции внутри оборудования.
Допустимая токовая нагрузка заземляющего проводника согласована с устройством максимального тока системы электроснабжения. Согласование допустимой токовой нагрузки позволяет заземляющему проводнику оставаться неповрежденным даже в случае электрического повреждения сварочного аппарата.
Некоторые сварочные аппараты могут иметь конструкцию с двойной изоляцией. В этом случае подключение заземляющего провода не требуется.Этот тип сварочного аппарата использует дополнительную изоляцию для защиты пользователя от ударов. Наличие двойной изоляции обозначается символом «квадрат в рамке» на паспортной табличке.
Наличие двойной изоляции обозначается символом «квадрат в рамке» на паспортной табличке.
Для небольших сварочных аппаратов, которые используют вилку на конце шнура питания, подключение заземляющего провода выполняется автоматически, когда сварочный аппарат подключается к розетке.Штырь заземления вилки обеспечивает соединение внутри розетки. Не рекомендуется использовать адаптеры, которые эффективно удаляют заземляющий штырь на вилке. Кроме того, не отрезайте и не вынимайте заземляющий штифт из вилки. Без подключения все преимущества безопасности заземляющего проводника теряются.
Тестеры цепей розеток легко проверит целостность заземляющего проводника. Тестеры розеточных цепей для цепей на 120 В можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления в розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или другие проблемы с цепью, вызовите квалифицированного электрика для помощи. Это простой тест, который следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей с напряжением более 120 вольт.
Тестеры розеточных цепей для цепей на 120 В можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления в розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или другие проблемы с цепью, вызовите квалифицированного электрика для помощи. Это простой тест, который следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей с напряжением более 120 вольт.
Заготовка Заземление
Сварочная цепь состоит из всех проводящих материалов, через которые должен проходить сварочный ток. Сварочный ток протекает через клеммы сварочного аппарата, сварочные кабели, соединение деталей, пистолет, горелку, электрододержатель и деталь. Сварочная цепь не заземлена внутри сварочного аппарата, а изолирована от земли. Как заземлить сварочную цепь?
Как заземлить сварочную цепь?
Согласно ANSI Z49.1, «Безопасность при сварке, резке и смежных процессах», заготовка или металлический стол, на котором она опирается, должны быть заземлены. Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например, к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочной цепи.
Заземление заготовки имеет те же преимущества, что и заземление корпуса сварочного аппарата.Когда деталь заземлена, она имеет такой же потенциал, как и другие заземленные объекты в этой области. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что возможно получение незаземленной детали, но для этого требуется разрешение квалифицированного специалиста.
Соединение детали не является зажимом заземления
«Зажим заземления» и «провод заземления» — общие термины, используемые многими сварщиками.Заготовка соединяется со сварочным кабелем обычно с помощью подпружиненного зажима или винтового зажима. К сожалению, многие сварщики часто ошибочно называют соединение заготовки «заземляющим зажимом», а кабель массы неправильно называют «заземляющим проводом». Сварочный кабель не обеспечивает заземления к изделию. Заземление осуществляется отдельно от соединения с заготовкой.
Высокочастотное заземление
В некоторых сварочных аппаратах используются цепи запуска и стабилизации, содержащие высокочастотное напряжение.Это обычное явление для аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, которые простираются до мегагерцовой области. Напротив, сварочное напряжение может составлять всего 60 Гц.
Высокочастотные сигналы имеют тенденцию выходить за пределы зоны сварки. Эти сигналы могут создавать помехи для находящегося поблизости радио и телевидения или другого электрического оборудования. Один из способов минимизировать излучение высокочастотных сигналов — заземлить сварочную цепь.В руководстве по эксплуатации сварочного аппарата будут конкретные инструкции о том, как заземлить сварочную цепь и компоненты в окружающей среде, чтобы минимизировать радиационное воздействие.
Заземление переносных и устанавливаемых на транспортных средствах сварочных генераторов
Переносные и устанавливаемые на транспортных средствах генераторы для дуговой сварки часто имеют возможность подавать вспомогательное питание 120 и 240 вольт. Эти генераторы используются в удаленных местах вдали от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлить корпус генератора?
Правила заземления зависят от конкретного использования и конструкции вспомогательного генератора энергии. Большинство приложений попадают в одну из двух категорий, перечисленных ниже:
1. При соблюдении всех этих требований заземлять корпус генератора не требуется:
- Генератор устанавливается на грузовик или прицеп
- Вспомогательная энергия берется из розеток на генераторе с помощью шнура и вилки
- Розетки имеют заземляющий штырь
- Рама генератора прикреплена или электрически соединена с рамой грузовика или прицепа
2.Если выполняется одно из этих условий, корпус генератора необходимо заземлить:
- Генератор подключен к проводке помещения. Например, для подачи электроэнергии в дом во время отключения электроэнергии.
- Вспомогательный источник питания жестко подключен к генератору без использования шнуров и вилок.
В приведенном выше резюме не входят детали, и читателю рекомендуется ознакомиться со своими местными электротехническими нормами и стандартами ANSI / NFPA 70, «Национальные электрические правила».
Заземление удлинительного шнура
Удлинители следует периодически проверять на целостность заземления. Удлинители ведут тяжелую жизнь, лежа на земле; они находятся под ногами и подвержены повреждениям. Использование тестера цепей розетки подтвердит, что все соединения внутри шнура, вилки и розетки исправны.
Опасность поражения электрическим током в сварочной цепи
Использование надлежащего заземления в сварочной среде является хорошей практикой, но это не исключает возможности поражения электрическим током.Сварочный контур запитывается сварочным напряжением. Человек получит электрошок, если он станет электрическим путем в сварочной цепи. Необходимо принять меры для изоляции сварщика от сварочной цепи. Используйте сухие изоляционные перчатки и другие изоляционные средства. Также сохраняйте изоляцию на сварочных кабелях, держателях электродов, горелках и горелках для обеспечения защиты.
Точно так же можно предотвратить поражение электрическим током от системы электроснабжения. Правильный уход за электрооборудованием и удлинителями изолирует сварщика от источников электрического тока.
Источники информации
- Американское сварочное общество, ANSI Z49.1: 2005 «Безопасность при сварке, резке и смежных процессах».
- Национальная ассоциация противопожарной защиты, NFPA 70, «Национальный электротехнический кодекс», 2005 г.
- Американское общество сварщиков, Информационный бюллетень по безопасности и охране здоровья № 29, «Заземление переносных и установленных на транспортных средствах сварочных генераторов», июль 2004 г.
- Американское сварочное общество, AWS A3.0-2001, «Стандартные термины и определения в области сварки.»
T. J. Оборудование, материалы и услуги для сварки сопротивлением снегу
THE FINE PRINT: T. J. Snow не несет ответственности за то, что вы следуете этим указаниям. Вы делаете это на свой страх и риск и рискуете повредить свое оборудование. Если что-то пойдет не так, вы не сможете привлечь нас к ответственности. Если вы не можете принять эти ограничения, не продолжайте эти тесты.
- Убедитесь, что питание сварочного аппарата отключено и питание отключено в соответствии с утвержденными заводом процедурами блокировки и маркировки.
- Отсоедините провода линии от трансформатора или переключателей ответвлений к системе управления.
- Если к трансформатору подключен переключатель ответвлений, убедитесь, что он находится на ответвлении, а не в положении «выключено».
- Подключите омметр к проводам, которые вы отсоединили от блока управления. Вы должны прочитать нулевое сопротивление или «непрерывность» через первичную обмотку трансформатора.
- Затем подключите омметр между любым линейным проводом и вторичной обмоткой трансформатора.Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Теперь подключите омметр между линейным проводом и землей (или корпусом) трансформатора. Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Установите все переключатели в положение наивысшего значения.
- Убедитесь, что концы сварных швов или вторичная обмотка трансформатора имеют разомкнутую, а не замкнутую цепь. Это можно сделать, поместив между наконечниками кусок жесткой изоляции или старую кредитную карту.
- Подключите шнур 110 В переменного тока с предохранителем к двум линейным проводам. Примечание. Если обмотки трансформатора неисправны, вы, вероятно, перегорите предохранитель в шнуре 110 В.
- Проверьте вторичное выходное напряжение трансформатора с помощью вольтметра. Это измерение следует производить прямо на трансформаторе, а не на наконечниках. Плохие соединения во вторичном контуре могут вызвать большее падение напряжения на них. Также убедитесь, что вторичный контур все еще открыт (вверху), иначе трансформатор будет под нагрузкой.
- Если ваш сварочный аппарат питается от сети 220 В переменного тока, вы должны прочитать примерно ½ номинального максимального вторичного напряжения.
- Если ваш сварочный аппарат имеет источник питания 440 В переменного тока, вы должны прочитать примерно ¼ от максимального номинального вторичного напряжения.
- Если значение напряжения близко, ваш трансформатор, вероятно, исправен.
- Если у вас есть амперметр клещевого типа, вы можете проверить первичный ток, потребляемый на линии 110 В. Для большинства трансформаторов он должен составлять не более 1-2 ампер.
Если возникнут вопросы, звоните Т.Специалисты по трансформаторам Дж. Сноу по телефону (423) 894-6234.
Сварочный словарь
MTE = Miller Technology Exclusive
Выберите первую букву термина, который вы ищете: A C D E F G H I K L M O P R S T V W
А
Accu-Pulse ® (MTE) : Процесс сварки MIG, который обеспечивает точное управление дугой даже при прихваточных швах и в узких углах.Обеспечивает оптимальный и точный контроль образования луж.
Accu-Rated ™ Power (MTE) : Стандарт для измерения мощности генератора с приводом от двигателя. Гарантии поставки всей обещанной мощности.
Active Arc Stabilizer ™ (MTE) : Улучшает зажигание дуги и обеспечивает более мягкую дугу во всех диапазонах, с меньшей турбулентностью лужи и меньшим разбрызгиванием.
Adaptive Hot Start ™ (MTE) : Автоматически увеличивает выходную силу тока в начале сварного шва, если этого требует запуск.Помогает исключить прилипание электрода при зажигании дуги.
Advanced Active Field Control Technology ™ (MTE) : Простой и надежный запатентованный способ точного управления сварочной мощностью двигателя-генератора.
Воздушно-угольная дуговая резка (CAC-A) : Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха.
Переменный ток (AC) : Электрический ток, который меняет свое направление через равные промежутки времени, например 60 циклов переменного тока (AC) или 60 герц.
Aluminium Pulse Hot Start ™ (MTE) : Автоматически обеспечивает большую мощность дуги для Millermatic® 350P, чтобы исключить «холодный запуск», свойственный алюминиевому запуску.
Сила тока : Измерение количества электричества, проходящего через заданную точку в проводнике в секунду. Ток — это еще одно название силы тока.
Arc : Физический зазор между концом электрода и основным металлом.Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc-Drive (MTE) : Автоматически улучшает сварку палкой, особенно труб, за счет фокусировки дуги и предотвращения выхода электрода.
Auto-Crater ™ (MTE) : Позволяет дуге TIG на аппаратах серии Trailblazer® погаснуть кратер, давая время для добавления наполнителя без потери защитного газа. Устраняет необходимость в дистанционном управлении на конце дуги.
Auto-Line ™ (MTE) : Позволяет использовать любое первичное входное напряжение в диапазоне, одно- или трехфазное, 50 или 60 Гц. Также настраивается на скачки напряжения во всем диапазоне.
Auto-Link® (MTE) : Схема внутреннего источника питания инвертора, которая автоматически подключает источник питания к приложенному первичному напряжению (230 В или 460 В), без необходимости вручную связывать клеммы первичного напряжения.
Автоматический запуск на холостом ходу (MTE) : Двигатель сразу же запускает холостой ход, продлевая срок службы двигателя и снижая расход топлива и уровень шума.
Автоматическая сварка : Использует оборудование для сварки без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание сустава с помощью автоматического датчика.
Auto-Refire ™ (MTE) : Автоматически управляет вспомогательной дугой при резке металлической сетки или нескольких металлических частей без повторного запуска вручную.
Auto Remote Sense ™ (MTE) : Автоматически переключает машину с панели на дистанционное управление при удаленном подключении.Доступно для Dimension ™ NT 450, XMT® 350, Trailblazer® Series и PRO 300. Устраняет путаницу и необходимость в переключателе панели / дистанционного управления.
Auto-Stop ™ (MTE) : Позволяет останавливать дугу TIG без потери защитного газа на серии Trailblazer®.
Axcess ™ File Management (MTE) : Программное обеспечение, которое превращает стандартный КПК Palm в карту данных и удаленный брелок для всех систем Axcess. Позволяет отправлять по электронной почте, хранить и передавать программы сварки.
К
Сварочный аппарат с постоянным током (CC) : Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «спадающими».
Устройство подачи проволоки с постоянной скоростью: Устройство подачи работает от 240 или 120 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP): Этот тип выхода сварочного аппарата поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока.Это приводит к относительно плоской кривой вольт-амперной характеристики.
Cool-On-Demand ™ (MTE) : Встроенный охладитель работает только при необходимости на Syncrowave® 250 DX и 350 LX.
Ток: Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект: Одна или несколько несплошностей, которые вызывают сбой при испытании сварного шва.
Dig: Также называется Arc Control.Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Постоянный ток (DC): Протекает в одном направлении и не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN): Направление тока, протекающего через сварочную цепь, когда вывод электрода подключен к отрицательной клемме, а рабочий провод подсоединен к положительной клемме сварочного аппарата постоянного тока.Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP): Направление тока, протекающего через сварочную цепь, когда вывод электрода подключен к положительной клемме, а рабочий провод подсоединен к отрицательной клемме сварочного аппарата постоянного тока. Также называется постоянным током обратной полярности (DCRP).
Dual Power Option ™ (MTE) : Дает возможность приводу двигателя PipePro® 304 использовать входную одно- или трехфазную электрическую мощность 230 В, устраняя износ двигателя, шум и выбросы, а также затраты на топливо .
Рабочий цикл: Количество минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с максимальной номинальной мощностью. Примером может служить 60-процентный рабочий цикл при 300 ампер. Это означает, что при 300 А сварочный аппарат можно использовать в течение шести минут, а затем дать ему остыть при работающем двигателе вентилятора в течение четырех минут.
E
Engine Save Start ™ (MTE): Двигатель работает на холостом ходу через три — четыре секунды после запуска на Trailblazer® 275 DC и 302.Увеличивает срок службы двигателя и снижает расход топлива.
Факс
Fan-On-Demand ™ (MTE) : Внутренняя система охлаждения источника питания, которая работает только при необходимости, обеспечивая чистоту внутренних компонентов.
Контактный наконечник FasTip ™ (MTE) : Запатентованный однооборотный наконечник для быстрой замены — никаких инструментов!
Стационарная автоматизация: Автоматическая сварочная система с электронным управлением для простых, прямых или круглых швов.
Гибкая автоматизация: Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем нагрева их дугой между непрерывной плавящейся электродной проволокой и изделием. Экранирование обеспечивается флюсом, содержащимся в сердечнике электрода. Дополнительная защита может быть обеспечена или не обеспечена от поступающего извне газа или газовой смеси.
г
Газовая дуговая сварка металла (GMAW): См. Сварка MIG.
Газовая дуговая сварка вольфрамом (GTAW): См. Сварка TIG.
Заземление: Безопасное соединение рамы сварочного аппарата с землей. См. Раздел «Подключение детали», чтобы узнать разницу между рабочим соединением и заземлением.
Заземляющий провод: Что касается подключения сварочного аппарата к объекту, см. Предпочтительный термин «Вывод заготовки».
Gun-On-Demand ™ (MTE) : Позволяет использовать либо стандартный пистолет, либо пистолет Spoolmatic® на Millermatic® 210, 251 и 350 без переключения переключателя. Автомат определяет, какой пистолет вы используете, когда вы нажимаете на спусковой крючок.
H
Герц: Герц часто называют «циклами в секунду». В Соединенных Штатах частота или направление изменения переменного тока обычно составляет 60 герц.
Высокая частота: Охватывает весь частотный спектр выше 50 000 Гц.Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ (MTE) : Используется на некоторых станках с ручным управлением (SMAW), чтобы облегчить запуск электродов, которые трудно запускать. Используется только для зажигания дуги.
Я
Инвертор: Источник питания, увеличивающий частоту поступающей первичной мощности, что позволяет уменьшить размер машины и улучшить электрические характеристики сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
кВА (киловольт-ампер): киловольт-ампер. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой коммунальной компанией.
кВт (киловатт): Первичная кВт — это фактическая мощность, используемая источником питания при достижении номинальной выходной мощности. Вторичный кВт — это фактическая выходная мощность источника сварочного тока. Киловатты определяются делением вольт на ампер на 1000 и учетом любого коэффициента мощности.
л
Lift-Arc ™ (MTE) : Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
Low OCV Stick ™ (MTE) : Снижает OCV на некоторых моделях Maxstar® и Dynasty®, когда источник питания не используется, устраняя необходимость в дополнительных редукторах напряжения.
LVC ™ (компенсация линейного напряжения) (MTE): Сохраняет выходную мощность источника питания постоянной, несмотря на незначительные колебания входной мощности.
м
Микропроцессор: Одна или несколько интегральных схем, которые могут быть запрограммированы с помощью сохраненных инструкций для выполнения множества функций.
Сварка MIG (GMAW или газовая дуговая сварка металла): Также называется сваркой сплошной проволокой. Процесс дуговой сварки, при котором металлы соединяются путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и деталью. Подача газа или газовых смесей из внешнего источника обеспечивает защиту.
Существует четыре основных режима переноса металла:
Переход короткого замыкания: Получил свое название от сварочной проволоки, фактически «замыкающей» (касаясь) основного металла много раз в секунду. Имеется некоторое количество брызг, но перенос можно использовать во всех положениях сварки и на металле любой толщины.
Globular Transfer: Названо в честь «шариков» сварочного металла, перемещающихся по дуге под действием силы тяжести. Капли на дуге обычно больше диаметра электрода.Это не дает очень гладкого внешнего вида сварного шва, и могут возникать брызги. Обычно ограничивается плоскими и горизонтальными положениями сварки и не используется для тонких металлов.
Распылительная передача: Названа в честь «распыления» крошечных капель расплава поперек дуги, обычно меньше диаметра проволоки. Использует относительно высокие значения напряжения и силы тока, и дуга постоянно горит после того, как дуга образовалась. Очень мало брызг, если они вообще есть. Обычно используется для сварки толстых металлов в плоском или горизонтальном положении.
Импульсный перенос распылением: Для этого варианта переноса распылением сварочный аппарат «пульсирует» выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Во время фонового цикла сварочная ванна немного остывает, что немного отличается от режима распылительного переноса. Это позволяет выполнять сварку во всех положениях как тонких, так и толстых металлов.
Для получения дополнительной информации о сварке MIG см. Технические советы по MIG.
MVP ™ (Multi-Voltage Plug) (MTE) : Позволяет подключать Millermatic® DVI ™ или Passport ™ к розеткам на 115 или 230 В без инструментов — просто выберите вилку, которая подходит к розетке.
О
Напряжение холостого хода (OCV): Как следует из названия, в цепи нет тока, потому что она разомкнута. Однако напряжение воздействует на цепь, поэтому, когда цепь замыкается, ток сразу же течет.
П
Совместимость с ОС Palm ™: Заменяет необходимость в картах данных и подвесках дистанционного управления на моделях Axcess.
Плазменно-дуговая резка: Процесс дуговой резки, при котором металл разрезается за счет использования суженной дуги для расплавления небольшого участка работы.Этот процесс может разрезать все металлы, проводящие электричество. Дополнительную информацию о плазменной резке см. В разделе «Советы по плазменной резке».
фунтов на квадратный дюйм (psi): Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
КПД: Насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности: Обычно используется в однофазных источниках питания постоянного тока для снижения величины первичного тока, требуемого энергокомпанией во время сварки.
Первичная мощность: Часто называется входным линейным напряжением и силой тока, доступными сварочному аппарату от основной линии электропередачи цеха. Первичная входная мощность часто выражается в ваттах или киловаттах (кВт). Это переменный ток, который может быть однофазным или трехфазным.
Импульсная сварка MIG (MIG-P): Модифицированный процесс переноса распылением без разбрызгивания, так как проволока не касается сварочной ванны. Области применения, наиболее подходящие для импульсной сварки MIG, — это те, в которых в настоящее время используется метод передачи короткого замыкания для сварки стали калибра 14 (1.8 мм) и выше.
Импульсная TIG (TIG-P): Модифицированный процесс TIG, подходящий для сварки более тонких материалов.
Импульсный: Последовательность и управление величиной тока, частотой и продолжительностью сварочной дуги.
Р
Номинальная нагрузка: Сила тока и напряжение, на которые рассчитан источник питания в течение определенного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки, при рабочем цикле 60 процентов.
Регулируемое напыление металла (RMD®) (MTE) : Точно управляемая технология передачи короткого замыкания, доступная в качестве опции для моделей Axcess®. Для уменьшения разбрызгивания, снижения тепловложения до 20 процентов или заполнения зазоров.
Контактная точечная сварка (RSW): Процесс, при котором две металлические детали соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги. Для получения дополнительной информации о контактной точечной сварке см. Технические советы по контактной точечной сварке.
RMS (среднеквадратическое значение): «Действующие» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707 максимального или пикового значения.
S
Сварочный полуавтомат: Оборудование контролирует только подачу электродной проволоки. Движение сварочной горелки контролируется вручную.
SharpArc® (MTE) : Оптимизирует размер и форму дугового конуса, ширину и внешний вид валика, а также текучесть лужи. Доступно для Millermatic® 350 / 350P.
Дуговая сварка экранированного металла: См. Сварка палкой.
Защитный газ: Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь: Электрическая цепь, производящая только один чередующийся цикл в течение 360 градусов.
Умный топливный бак (MTE) : Конструкция бака сводит к минимуму вероятность обратного потока топлива.
Брызги: Частицы металла, вылетающие из сварочной дуги.Эти частицы не становятся частью завершенного сварного шва.
Точечная сварка: Обычно выполняется на материалах, имеющих конструкцию соединения внахлест. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка сваркой в условиях сварки и MIG выполняется только с одной стороны.
Squarewave ™: Выход переменного тока источника питания, который может быстро переключаться между положительным и отрицательным полупериодами переменного тока.
Сварка палкой (SMAW или дуговая сварка защищенного металла): Процесс дуговой сварки, при котором металлы плавятся и соединяются путем их нагрева дугой между покрытым металлическим электродом и изделием. Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для получения дополнительной информации о сварке штангой см. Технические советы по Stick.
Дуговая сварка под флюсом (SAW): Процесс, при котором металлы соединяются дугой или дугами между неизолированным металлическим электродом или электродами и изделием.Экранирование обеспечивается гранулированным плавким материалом, который обычно подается на работу из бункера для флюса.
Sun Vision ™ (MTE): Позволяет легко считывать показания цифровых счетчиков при прямом солнечном свете или в тени на Trailblazer® 275 DC и 302.
SureStart ™ (MTE): Обеспечивает постоянное зажигание дуги Axcess® за счет точного управления уровнями мощности для определенных комбинаций проволоки и газа.
Syncro Start ™ (MTE) : Позволяет выбрать индивидуальный запуск дуги на Syncrowave® 200, 250 DX и 350 LX
т
Трехфазная цепь: Электрическая цепь, дающая три цикла в пределах временного интервала 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Сварка TIG (GTAW или газовая вольфрамовая дуга): Этот процесс, часто называемый сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева вольфрамовым электродом, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Для получения дополнительной информации о сварке TIG см. Технические советы по TIG.
Tip Saver Short Circuit Protection ™ (MTE) : Отключает выход, когда контактный наконечник MIG замыкается на рабочий элемент Millermatic® 135 и 175.Увеличивает срок службы контактного наконечника и защищает машину.
Сброс триггера: Обеспечивает быстрый сброс на пистолете, а не на станке.
Горелка: Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока на дугу и направления потока защитного газа.
Torch Detection ™ (MTE) : Syncrowave® 250 DX и 350 LX определяют, имеет ли горелка TIG водяное или воздушное охлаждение.
Touch Start: Процедура зажигания дуги с низким напряжением и малой силой тока для сварки TIG (GTAW).Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Tri-Cor ™ Technology (MTE) : Конструкция стабилизатора Bobcat ™ 250, которая обеспечивает более гладкие сварные швы и снижает разбрызгивание с электродами E7018 без ущерба для производительности с электродами E6010.
Вольфрам: Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° Цельсия). Используется при производстве электродов TIG.
В
Напряжение: Давление или сила, проталкивающая электроны через проводник.Напряжение не течет, но вызывает протекание силы тока или силы тока. Напряжение иногда называют электродвижущей силой (ЭДС) или разностью потенциалов.
Устройство подачи проволоки с датчиком напряжения: Устройство подачи проволоки работает от напряжения дуги, генерируемого источником сварочного тока.
Кривая вольт-ампер: График, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
Вт
Управление файлами WaveWriter ™ (MTE) : Включает все функции управления файлами Axcess ™, а также простую графическую программу формирования сигналов для наиболее требовательных приложений импульсной сварки MIG.
Сварка на холостом ходу (MTE) : Позволяет PipePro ™ 304 автоматически сваривать при более тихой и низкой скорости вращения при меньшем расходе топлива. Когда требуется большая мощность, машина переходит на высокую скорость без изменения дуги.
Металл сварного шва: Электрод и основной металл, расплавленный во время сварки. Это формирует сварной валик.
Перенос сварного шва: Метод, при котором металл переносится из проволоки в расплавленную лужу.
Wet-Stacking: Несгоревшее топливо и моторное масло скапливаются в выхлопной трубе дизельного двигателя, причем выхлопная труба покрыта черным липким маслянистым веществом.Это состояние вызвано тем, что двигатель в течение длительного времени работает со слишком малой нагрузкой. При раннем обнаружении это не вызывает необратимых повреждений и может быть уменьшено, если приложить дополнительную нагрузку. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. В последние годы повышенные стандарты выбросов и более качественное топливо делают двигатели менее склонными к мокрому складированию.
Wind Tunnel Technology ™ (MTE) : Внутренний воздушный поток на многих инверторах Miller, который защищает электрические компоненты и печатные платы от загрязнения, значительно повышая надежность.
Скорость подачи проволоки: Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов. Как правило, чем выше скорость подачи проволоки, тем выше сила тока.
Присоединение заготовки: Средство для крепления рабочего кабеля (рабочего кабеля) к заготовке (металл, на который нужно приваривать). Кроме того, точка, в которой установлено это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого зажима.
Вывод заготовки: Проводящий кабель или электрический проводник между аппаратом для дуговой сварки и изделием.
Изготовление аппарата для дуговой сварки — Часть 1 из 2: 6 шагов (с иллюстрациями)
Чтобы сделать жизнь намного проще, вам нужно будет построить небольшое приспособление для намотки вторичной обмотки. Вряд ли вы получите все необходимые витки провода в таком тесном пространстве без него.
Чтобы сделать это приспособление, я использовал кусок древесины и вырезал его так, чтобы он был шириной с центр трансформатора и немного короче его вершины. Длина была обрезана так, чтобы она выступала примерно на 1/2 дюйма от концов.
Я прикрутил деревянные панели сверху и снизу, чтобы направлять провода и удерживать их на месте, затем сложил лист бумаги так, чтобы он вошел в паз.
После установки в тисках для закрепления трос можно наматывать.
Для этого проекта попробуйте закупить около 50 футов многожильного медного кабеля 8 AWG из местного хозяйственного магазина. Вы, вероятно, могли бы сэкономить немного денег, собирая бесплатный провод, но я решил взглянуть на раздел «конец катушки» в хозяйственном магазине и смог договориться о сделке за полцены на кабель, так что 50 футов стоили только мне около 17 долларов.
Этим модифицированным МОТ потребуется новая вторичная обмотка, состоящая из 18 витков кабеля 8 AWG, и обе МОТ будут соединены последовательно. Я также обнаружил, что мне нужно запустить систему на 240 вольт переменного тока, чтобы получить выходную мощность для хорошей сварки. Моей целью было 30+ вольт переменного тока с переменной силой тока от 0 до 120 + ампер.
На практике это означает, что вам нужно намотать катушку на форму так, чтобы в итоге получилось 6 отрезков кабеля в высоту и 3 длины в ширину. Ах да, и все это должно уместиться обратно в трансформатор, так что наматывайте его плотно!
Первый слой не так уж и плох, но наматывание второго и третьего слоев становится все труднее и может показаться почти невозможным.
После того, как 18 витков провода поместятся в канавку, можно сложить бумагу и склеить ее вместе, чтобы катушка держалась вместе.
Вот сложная часть … снимите его с приспособления, не позволяя ему распутаться!
Верхнюю и нижнюю панели можно снять, а блок вытолкнуть из центра змеевика.
Я использовал изоленту, чтобы убедиться, что катушки плотно прилегают.
Сварщик для точечной сварки своими руками
Я разработал установку для точечной сварки D.I.Y, потому что мне требовался специальный сварочный аппарат для сборки моего солнечного велосипеда Maxun One.Оказалось, что установку для точечной сварки строят многие люди во всем мире, поэтому я опубликовал здесь весь проект здания.
Плата контроллера точечной сварки
Поскольку собрать электронику было непросто, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Характеристики аппарата для точечной сварки
Аппарат для точной точечной сварки — одно из немногих устройств, где собрать самому дешевле, чем купить. Уже опубликовано много самодельных точечных сварочных аппаратов, у этого есть некоторые уникальные особенности:
- Может использоваться в двух сварочных операциях: в противоположной и в последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка силы электрода.
- Имеет прочный электрододержатель, состоящий из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.
- Создает двойной импульс, улучшающий зажим.
- Ток можно уменьшить для сварки чувствительных деталей.
Сварщик для точечной сварки своими руками, конструкция очень проста (старое изображение без контроллера)
Техника безопасности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно.Обычно НЕ переживет высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Пожалуйста, прочтите сначала эту статью.
Серийная конфигурация аппарата для точечной сварки
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом Держатели сплошных электродов
Аппарат точечной сварки оппозитной конфигурации
Аппарат для точечной сварки в оппозитной конфигурации Аппарат для точечной сварки в оппозитной конфигурации Держатели сплошных электродов
Высокое напряжение!
Обратите внимание: плата напрямую подключена к электросети, безопасна только низковольтная часть. Вы используете на свой страх и риск .
Вопросы
Если у вас есть какие-либо вопросы, задайте их на сайте Instructables.com.
Электрические характеристики
- Сварочный ток: 1100A или 400A
- Открытое напряжение: 2,6 В
- Сетевой ток во время сварочного импульса: 14A
- Ток покоя: 1,6 А
Максимальная толщина сварки
Легкие переносные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать 2 листа низкоуглеродистой стали толщиной 1 мм.Аппарат для точечной сварки DIY просто выдает 1100 А, что отлично подходит для сварки небольших электронных деталей. Хотя я видел, что люди сваривали листы 2 x 0,75 мм с помощью таких точечных сварочных аппаратов.
Параметры сварки вкладки батареи
Приварной язычок батареи
Настройки для полос из никелированной стали толщиной 0,15 мм
Чаще всего используются полосы из никелированной стали толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электродов, но начните со следующих значений:
- Усилие сварочного электрода 0.4 кг (4N)
- Время перед сваркой 50 мс
- Пауза 500 мс
- Время импульса сварки 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Наружное расстояние между электродами 5 мм
Примечание: стальные полосы с никелевым покрытием дешевле, чем полосы из чистого никеля, и имеют более высокое сопротивление, что облегчает сварку.
Профессиональный аппарат для приварки батарейных язычков
Примечания к точечной сварке
Конфигурация серии
для точечной сварки
Оба электрода находятся на одной стороне.Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо свариваться.
Точечная сварка противоположной конфигурации
Это наиболее часто используемый; свариваемые детали зажимают между электродами.
Измерение сварочного тока
Сварочный ток можно определить, измерив напряжение на определенном расстоянии сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0.0175 * длина [м])
Для измерения сварочного тока два провода прикрепляются к сварочному кабелю на расстоянии 44,5 см. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100 А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый импульс, который короткий, смягчит металл. Второй импульс — это импульс сварки. Во время паузы между двумя импульсами части сближаются и контактируют лучше.
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, может быть установлен поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс во многих случаях работает нормально.
Снижение сварочного тока
Сварочный ток 1100A может быть слишком большим, поэтому рекомендуется уменьшить ток. Проволочный резистор мощностью 50 Вт и сопротивлением 27 Ом, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120%, но импульсная перегрузка проволочного резистора WH50 позволяет это.
Обогреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, я взял в качестве резисторов нагреватель и фен. Их можно комбинировать последовательно или параллельно для получения желаемого сопротивления.
Конструкция аппарата точечной сварки
Панель фанерная
Все детали смонтированы на опалубочной фанерной панели толщиной 15 мм и размером 15 см x 18 см. Обратите внимание, что плата питания является старым прототипом и заменена новой печатной платой для точечной сварки.
Сварочный аппарат для резистивной точечной сварки с защитным вкладышем для самостоятельной сборки
Трансформатор для микроволновой печи
Попробуйте достать трансформатор из неисправной СВЧ-печи мощностью 800Вт … 1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности для экономии веса вместо трансформатора используется электронный высоковольтный инвертор, их нельзя использовать:
Модуль питания высокого напряжения для микроволновой печи Panasonic
Выпилите с одной стороны вторичную обмотку пилой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка.Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Удалите магнитный шунт.
Используйте 3 вторичные обмотки. Их можно склеить полиуретановым клеем, смочить, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора микроволновой печи Снятие вторичной обмотки с трансформатора микроволновой печи
Плечи электродные
Два электродных плеча изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Электроды суставов
Смонтируйте руки вместе с помощью болта с буртиком 4 мм:
Болт с буртиком 4мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания.Следовательно, отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, то есть на 6 мм. Изоляция между соединениями рычагов обеспечивается эпоксидными печатными платами размером 80 x 20 мм и 16 x 20 мм.
Трение между рычагами должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 x 20 мм вместе с алюминиевой пластиной 80 x 20 мм. Затяните болт так, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов
Электрододержатель
Держатели электродов изготовлены из прямоугольного латунного заземляющего зажима шириной 20 мм. К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в центре отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Эта клемма заземления доступна не во всех странах.Но на eBay есть хорошие альтернативы; поиск по «Терминальная шина заземления».
Кабель сварочный
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, он позволяет использовать 3 витка. Я проверил, дает ли более толстый кабель более высокий сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные рычаги должны иметь возможность свободно перемещаться, и их не должно препятствовать жесткость кабелей.Поэтому кабели имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель гибкий и будет стоить около 15 долларов за м.
Электроды для точечной сварки
Важно использовать стержень из чистой меди. Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты вы можете подпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте наконечники сварочных электродов наждачной бумагой.
Пружинные зажимы
Сила электрода является не менее важным параметром, чем другие параметры сварки, такие как сварочный ток и время импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие электрода, изменив положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз.Вы можете изменить усилие зажима, согнув пружину. См. Здесь, как повторно установить пружинный зажим:
Снова установите пружинный зажим
Рычаг управления
Я использовал нейлоновую пластину толщиной 5мм, которую распил лобзиком. Могут использоваться и другие пластмассовые материалы, но алюминий может издавать звуковой сигнал.
Рычаг управления
Рычаг управления
Корпус
Корпус из полистирольной панели толщиной 2мм:
Сварочный аппарат для резистивной точечной сварки с контактом батарейки DIY
Eastwood Автоматы для сварки, плазменные резаки и аксессуары
Сварочное оборудование, материалы и расходные материалы
Какой бы тип сварщика ни подходил для вашего цеха, мы здесь, чтобы помочь вам получить лучшего сварщика по лучшей цене.Сварщик TIG или MIG даст вам чистый валик на самых разных металлах. Сварщики MIG обычно означают более быструю и легкую работу для новичков, тогда как сварочные аппараты TIG AC / DC создают более качественные сварные швы для опытных пользователей. Наши аппараты для дуговой и газовой сварки отлично подходят для неидеальных условий сварки, таких как грязные / окрашенные поверхности и ветер. Нужны варианты? Многофункциональные сварочные аппараты позволяют легко переключать режимы в зависимости от типа сварного шва и материала, с которым вы работаете. Есть много отзывов о сварщиках Eastwood от реальных клиентов, которые помогут вам решить, какой из них вам подходит.
Плазменные резаки для металла Fab
Иногда вам нужно разрезать металл перед тем, как соединить его. Плазменные резаки Eastwood Versa-Cut прорезают металл чисто и быстро. Они также более точны на кривых, чем механические резаки. Комбинация сварочного аппарата 3-в-1 и плазменного резака позволит вам разрезать металл, а затем сваривать его за один непрерывный процесс. У Eastwood также есть много сварочных пакетов, которые включают сварщика, плазменную резку и сварочную тележку по сниженной цене.
Доверяйте Иствуду и никогда не режьте углы
Конечно, для завершения вашего следующего проекта вам понадобится больше, чем просто сварщик. У Eastwood есть все необходимое для успешной сборки. Вы найдете зажимы и инструменты для скрепления деталей при сварке; инструменты подготовки поверхности для подготовки вашего сварочного проекта; качественная расходная проволока, такая как присадочная проволока, сварочные наконечники и сопла; и сварочные тележки для прокатного оборудования по гаражу. У нас также есть полный выбор сварочных шлемов, сварочных перчаток, респираторов и других защитных принадлежностей, а также учебные книги и видео по сварке для обучения базовым или продвинутым навыкам.С уверенностью завершите любой проект по сварке или изготовлению металла, выбрав Eastwood.
.