
Устройство сварочного трансформатора
Сварочные трансформаторы используются для электродуговой сварки переменным током. Сварочными устройствами постоянного тока называются преобразователями, выпрямителями
или инверторами. Маркировка трансформаторов для ручной сварки плавящимся электродом выглядит следующим образом, ТДМ-316, что означает:
- Т — трансформатор сварочный;
- Д — дуговая электросварка;
- М — механизм регулирования тока сварки;
- 31 — максимальное значение сварочного тока 310 А;
- 6 — номер модели трансформатора.
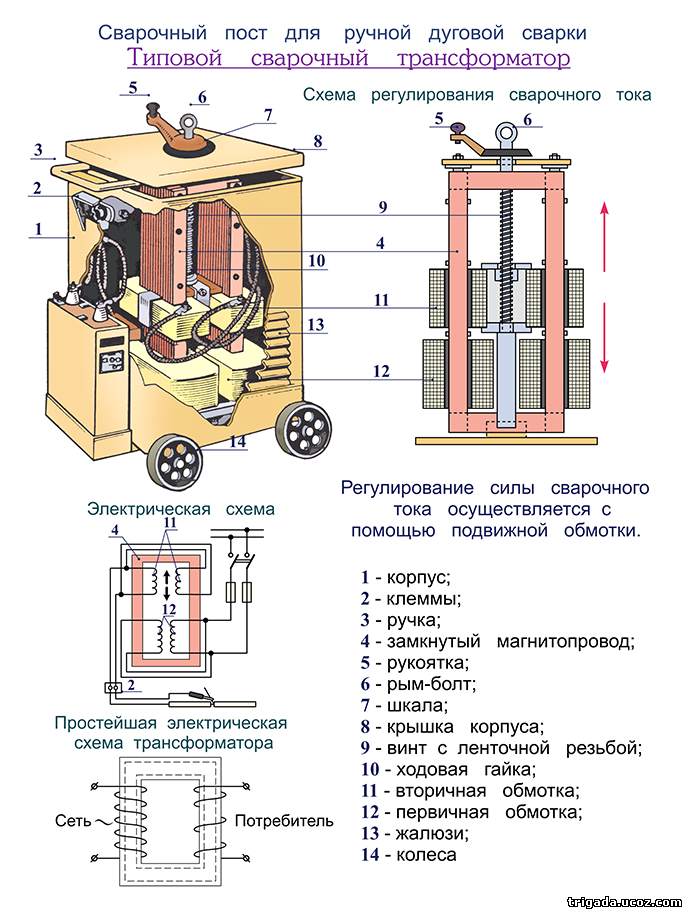
Устройство сварочного трансформатора включает магнитопровод в виде набранного из пластин стального сердечника, и двух изолированных обмоток. Первичная обмотка подключается к силовой сети (220 или 380В), а вторичная одним концом к держателю сварочного электрода, а другим к свариваемой детали. Вторичная обмотка состоит из двух частей на разных катушках. Одна из них подвижная и выполняет функцию дросселирующего устройства управления сварочным током. Перемещение дроссельной обмотки вдоль магнитопровода осуществляется винтом управления. Величина воздушного зазора между первичной и подвижной частью вторичной обмотки определяет значение сварочного тока. Изменение тока совпадает с изменением воздушного зазора. Т.е. с увеличением зазора ток увеличивается (во многих статьях можно встретить ошибочные данные по направлению изменения тока и зазора). Обычно сварочные трансформаторы имеют диапазоны регулирования от 60 до 400А. Напряжение холостого хода трансформатора составляет 60-65В. При зажигании дуги напряжение падает до рабочего значения 35-40В. Сварочные трансформаторы имеют защиту от короткого замыкания. Внешняя вольтамперная характеристика для дуговой сварки является падающей.
Одна из них подвижная и выполняет функцию дросселирующего устройства управления сварочным током. Перемещение дроссельной обмотки вдоль магнитопровода осуществляется винтом управления. Величина воздушного зазора между первичной и подвижной частью вторичной обмотки определяет значение сварочного тока. Изменение тока совпадает с изменением воздушного зазора. Т.е. с увеличением зазора ток увеличивается (во многих статьях можно встретить ошибочные данные по направлению изменения тока и зазора). Обычно сварочные трансформаторы имеют диапазоны регулирования от 60 до 400А. Напряжение холостого хода трансформатора составляет 60-65В. При зажигании дуги напряжение падает до рабочего значения 35-40В. Сварочные трансформаторы имеют защиту от короткого замыкания. Внешняя вольтамперная характеристика для дуговой сварки является падающей.
На фото 1 устройство сварочного трансформатора серии ТДМ представлено схематическим изображением:
- Поз. 1 – первичная обмотка трансформатора из изолированного провода.

- Поз. 2 – вторичная обмотка не изолирована, с воздушными каналами для лучшего режима охлаждения.
- Поз. 3 – подвижная составляющая магнитопровода.
- Поз. 4 – система подвеса трансформатора в корпусе агрегата.
- Поз. 5 – система управления воздушным зазором.
- Поз.6 – ходовой винт управления воздушным зазором.
- Поз. 7 – рукоятка привода управляющего винта.
Промышленные сварочные агрегаты представляют собой многопостовые устройства. Для возможности перемещения нижняя рама выполняется в виде шасси с одной или двумя парами колес. Сам трансформатор в корпусе крепиться на аммартизирующей подвеске. Сварочные трансформаторы для сварки постоянным током дооборудуются выпрямляющими (диодными) приставками или инвертором постоянного тока.
Устройство сварочного трансформатора, виды трансформаторов
Сварочный трансформатор — это устройство, предназначенное для преобразования тока из электросети в ток, пригодный для сварки. Он понижает напряжение сети до нескольких вольт, а ток, соответственно, возрастает и может достигать тысячи ампер и больше. В этой статье мы рассмотрим устройство сварочного трансформатора и выявим разновидности таких агрегатов.
Он понижает напряжение сети до нескольких вольт, а ток, соответственно, возрастает и может достигать тысячи ампер и больше. В этой статье мы рассмотрим устройство сварочного трансформатора и выявим разновидности таких агрегатов.
- Конструкция сварочного трансформатора
- Классификация сварочных трансформаторов
Конструкция сварочного трансформатора
В основе устройства лежит понижающий трансформатор, запитываемый от внешнего источника электроэнергии. Кроме него, конструкция подразумевает наличие дополнительных приспособлений для получения необходимых характеристик тока, управления током и защиты устройства от коротких замыканий. Как правило, в цепь включается отдельная дроссельная катушка.
Принцип работы сварочного трансформатора — преобразование внешнего напряжения (220 или 380В) в более низкое — в режиме холостого хода оно составляет около шестидесяти вольт.
Примерная схема агрегата с дросселем такова: первичная и вторичная катушки намотаны на одном металлическом сердечнике. Дроссель подключается после вторичной обмотки устройства, при этом его исполнение позволяет регулировать характеристики тока за счет изменения воздушного зазора — для этого предусмотрен регулировочный винт. Регулировка тока возможна и с использованием других способов, как правило, используется движение подвижных обмоток (неподвижной в таких конструкциях является первичная обмотка, подключенная к электрической сети) и регулировочного винта.
Дроссель подключается после вторичной обмотки устройства, при этом его исполнение позволяет регулировать характеристики тока за счет изменения воздушного зазора — для этого предусмотрен регулировочный винт. Регулировка тока возможна и с использованием других способов, как правило, используется движение подвижных обмоток (неподвижной в таких конструкциях является первичная обмотка, подключенная к электрической сети) и регулировочного винта.
Возникновение электрической дуги (начало процесса сварки) ведет к снижению значения тока, что снижает ЭДС самоиндукции дросселя и приводит к возникновению рабочего напряжения, обеспечивающего устойчивое горение дуги. Это напряжение ниже, чем напряжение холостого хода.
В целом схема сварочного трансформатора подразумевает наличие следующих элементов:
- Центральная часть конструкции – магнитопровод (сердечник), изготавливаемый обыкновенно из нескольких стальных пластин, гальванически разъединенных друг с другом. Самодельные сердечники для сварки изготавливаются из электротехнической стали, берущейся из «донорской» техники.
- На сердечнике размещены обмотки из изолированного провода соответствующей длины и сечения, число витков напрямую влияет на характеристики устройства. Первичная обмотка в такой конструкции всегда одна.
- Для регулировки тока используются различные решения – подвижные обмотки и т.д.
- Для защиты агрегата от повреждений он помещается в корпус;
- Дополнительные элементы, такие, как вентиляция, колеса и ручки для удобной транспортировки тяжелых агрегатов.

к меню ↑
Классификация сварочных трансформаторов
Агрегаты для сварки можно классифицировать следующими способами:
- По фазности: однофазные, трехфазные;
- По конструкции: с регулировкой напряжения переключением обмоток, посредством дросселя насыщения или посредством магнитного рассеяния;
- По количество обслуживаемых мест.
Помимо этого, конструкции различаются такими характеристиками, как коэффициент мощности, вторичное и первичное напряжение, мощность и пределы регулирования тока. Существует достаточно большое количество моделей агрегатов для сварки, что позволяет подбирать оптимальный вариант под любые задачи.
Существует достаточно большое количество моделей агрегатов для сварки, что позволяет подбирать оптимальный вариант под любые задачи.
Устройства с регулировкой посредством магнитного рассеивания состоят из двух частей – понижающего блока и регулирующего напряжение дросселя.
Устройства с увеличенным магнитным рассеиванием несколько более сложны по конструкции – в них входят несколько подвижных обмоток, конденсатор или импульсный стабилизатор и некоторые другие элементы.
Стоит упомянуть и о сравнительно новом типе агрегатов для сварки – тиристорных моделях. В них включается силовой блок и тиристорный фазорегулятор, позволяющий достичь меньшего веса по сравнению с другими видами конструкций.
Заключение
Мы рассмотрели устройство агрегатов для сварки и различные варианты их конструкции. Как видите, схема сварочного трансформатора не очень сложная, и такой агрегат легко изготовить даже самостоятельно, а различные варианты изготовления таких агрегатов позволяют подобрать оптимальный метод под каждую ситуацию и каждый сварочный процесс. Надеемся, эта информация будет полезной для вас.
Надеемся, эта информация будет полезной для вас.
Похожие статьи
Устройство сварочною трансформатора — Энциклопедия по машиностроению XXL
Объясните устройство сварочного трансформатора, выпрямителя, генератора.
[c.64]
Машины для конденсаторной сварки состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. В зависимости от типа свариваемого соединения выпускают точечные, шовные и стыковые конденсаторные машины, которые могут быть универсальными (автоматические и полуавтоматические) и специализированными. [c.114]
По своему устройству сварочные трансформаторы бывают с отдельной катушкой, т. е. регулятором (дросселем), и транс-
[c.318]
е. регулятором (дросселем), и транс-
[c.318]
Рпс. 44. Устройство сварочного трансформатора СТЭ а — трансформатор, б — регулятор [c.75]
Конденсаторные машины, как правило, состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной конденсаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. [c.329]
В комплект автомата входят сварочный трактор, шкаф распределительного устройства, сварочный трансформатор ТСД-1000-4, набор запасных частей и специального инструмента. [c.155]
По своему устройству сварочные трансформаторы разделяются на следующие группы [c.75]
УСТРОЙСТВО СВАРОЧНОГО ТРАНСФОРМАТОРА [c.23]
Устройство сварочного трансформатора [c.10]
Понятие об устройстве сварочного трансформатора и регулятора (дросселя)
[c. 18]
18]
Стыковая сварка — разновидность контактной сварки, при которой заготовки свариваются по всей поверхности соприкосновения. Свариваемые заготовки закрепляют в зажимах стыковой машины (рис. 5.26). Зажим 3 установлен на подвижной плите 4, перемещающейся в направляющих, зажим 2 укреплен на неподвижной плите 1. Сварочный трансформатор соединен с плитами гибкими шинами и питается от сети через включающее устройство. Плиты перемещаются, и заготовки сжимаются под действием усилия Р, развиваемого механизмом осадки. [c.212]
Сварочные выпрямители. Это источники постоянного сварочного тока, состоящие из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей (рис. 31). Иногда в комплект сварочного выпрямителя входит еще дроссель, включаемый в цепь постоянного тока. Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Сварочные выпрямители выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
[c.61]
Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Сварочные выпрямители выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
[c.61]
При стыковой сварке свариваемые заготовки 1 закрепляют в зажимах стыковой машины. Один из зажимов 2 — подвижный, другой — неподвижный. Питание электрическим током производят от сварочного трансформатора 3, вторичная обмотка которого соединена с плитами гибкими шинами, а первичная питается от сети переменного тока через включающее устройство. При помощи, механизма осадки подвижная плита перемещается, свариваемые детали сжимаются под усилием Р. [c.107]
Контактную сварку выполняют на специальных машинах, электрическая часть которых состоит из сварочного трансформатора, прерывателя сварочного тока, регулятора (или переключателя) тока первичной цепи трансформатора и токоподводящих устройств, а механическая часть — из механизмов и узлов, создающих необходимое давление для сжатия свариваемых деталей. В зависимости от типа выполняемого соединения контактные машины подразделяют на стыковые, точечные и шовные.
[c.112]
В зависимости от типа выполняемого соединения контактные машины подразделяют на стыковые, точечные и шовные.
[c.112]
Вентильный эффект обычно ухудшает стабильность процесса, формирование шва, чистоту поверхности, прочностные свойства соединения. Кроме того, постоянная составляющая вредно сказывается на работе сварочных трансформаторов и уменьшает катодное распыление на алюминиевом изделии. Для уменьшения постоянной составляющей включают конденсаторы, аккумуляторы или другие устройства, компенсирующие вентильный эффект. [c.92]
Весь комплект оборудования состоит из простого игнитронного прерывателя, сварочного трансформатора и устройства для крепления и вращения свариваемых изделий. Практически может быть использован любой сварочный трансформатор с сечением сердечника не менее 100 см . Вторичная обмотка трансформатора состоит из шины сечением 6—10 см . [c.149]
Модулирование тока может также осуществляться путём включения обмотки вращающегося ротора преобразователя последовательно с первичной обмоткой сварочного трансформатора. Продолжительность импульсов тока и пауз регулируется изменением числа оборотов ротора и специальным коммутирующим ток устройством. Разрыв цепи происходит всегда при нулевом значении тока. Частота импульсов тока может регулироваться в пределах от 100 до 1500.
[c.292]
Продолжительность импульсов тока и пауз регулируется изменением числа оборотов ротора и специальным коммутирующим ток устройством. Разрыв цепи происходит всегда при нулевом значении тока. Частота импульсов тока может регулироваться в пределах от 100 до 1500.
[c.292]
Стыковая сварка производится сопротивлением или оплавлением. В обоих случаях свариваемые детали / и 2 (фиг. 4, а) зажимаются в медных электродах (губках) 3 н 4 правого и левого зажимов. Правый зажим устанавливается на подвижной плите (суппорте) 5, перемещающейся силой Р в направляющих станины 6, а левый — на неподвижной плите 7. Сварочный трансформатор 8 соединяется с плитами при помощи гибких шин и питается от сети через включающее устройство 9. [c.189]
При применении сварочных автоматов, не имеющих устройств, предотвращающих вредное влияние колебаний напряжения в сети, не допускается выполнять автоматическую сварку, если колебание напряжения на зажимах первичной обмотки сварочного трансформатора или выпрямителя превышает 6 % номинального напряжения сети. При ручной сварке переменным током указанная величина не должна превышать 8%.
[c.571]
При ручной сварке переменным током указанная величина не должна превышать 8%.
[c.571]
К монтажным и сварочным устройствам относятся передвижные электростанции, электросварочные агрегаты, сварочные трансформаторы, гидравлические прессы, машины для очистки труб от ржавчины. [c.138]
Установка для центробежной заливки втулок состоит из устройства для вращения втулки и небольшой электроплавильной печи. Основными узлами установки являются приводной механизм, желоб для подачи жидкого металла во втулку, винт для перемещения желоба, кожух со смотровым окном для защиты рабочих от попадания жидких брызг. На шпинделе приводного механизма смонтирован самоцентрирующийся патрон с кулачками для закрепления втулки. Питание в электродуговой печи подается от сварочного трансформатора с регулятором. При сливе металла печь поворачивается вокруг двух пустотелых цапф, сквозь которые проходят электроды, закрепленные в специальных держателях, охлаждаемых водой. Техническая характеристика электропечи вместимость 10 кг диаметр электродов 40 мм сила тока 540 А напряжение 56 В мощность 30 кВт время плавления бронзы 20—30 мин длина заливаемой втулки 50— 180 мм производительность установки 3—5 втулок в час.
[c.207]
Техническая характеристика электропечи вместимость 10 кг диаметр электродов 40 мм сила тока 540 А напряжение 56 В мощность 30 кВт время плавления бронзы 20—30 мин длина заливаемой втулки 50— 180 мм производительность установки 3—5 втулок в час.
[c.207]
То же через присадочную проволоку, проходящую сквозь специальное скользящее устройство в трансформаторе 1 — магнитострикционный преобразователь 2 — обмотка возбуждения колебаний и подмагничивания 3 — трансформатор 4 — изделие 5 — присадочная проволока 6 — подающие ролики 7 — плавящаяся проволока 8, 11 — водоохлаждаемые направляющие 9 — сварной шов 10 — сварочная ванна
[c.328]
Низкочастотные шовные машины отличаются наличием крупногабаритного сварочного трансформатора, который расположен внутри корпуса. Низкочастотная шовная машина типа МШН-8501 (рис. 1.16) предназначена для полуавтоматической поперечной сварки освинцованных топливных баков по отбортовкам из сталей обычных марок, баков из алюминиевых сплавов, низкоуглеродистых сталей без покрытия.![]() На корпусе 6 машины установлены пневмоприводы 2 с верхним электродным устройством /, пневмогидравлический преобразователь 5, соединенный с гидроприводом 4 прижатия шарошек 3 привода вращения роликов, а также устройства для зачистки и профилирования роликов. Шарошки 3 связаны с электроприводом вращения роликов карданными валами 7. Скользящий токоподвод конструктивно выполнен аналогично показанному на рис. 1.14. Для выверки положения нижнего ролика по высоте по мере его изнашивания служит устройство, позволяющее нижнему кронштейну перемещаться по вертикали при вращении маховика.
[c.180]
На корпусе 6 машины установлены пневмоприводы 2 с верхним электродным устройством /, пневмогидравлический преобразователь 5, соединенный с гидроприводом 4 прижатия шарошек 3 привода вращения роликов, а также устройства для зачистки и профилирования роликов. Шарошки 3 связаны с электроприводом вращения роликов карданными валами 7. Скользящий токоподвод конструктивно выполнен аналогично показанному на рис. 1.14. Для выверки положения нижнего ролика по высоте по мере его изнашивания служит устройство, позволяющее нижнему кронштейну перемещаться по вертикали при вращении маховика.
[c.180]
НИИ сварочных роликов. Машина комплектуется шкафом управления ШУ-342 и четырьмя ножными педальными кнопками. На корпусе машины установлен диафрагменный пневмопривод 5 усилия сжатия с верхним электродным устройством 4, нижний кронштейн 1 с нижним электродным устройством 2, выносной пульт 3 управления, элементы системы охлаждения пневмо-, электрооборудования. Внутри корпуса помещен сварочный трансформатор с блоком диодов, привод вращения сварочного ролика с электромагнитной муфтой и редуктором. [c.181]
[c.181]
Все стыковые машины состоят из следующих основных узлов станины, подвижного И неподвижного зажимных устройств, механизмов подачи и осадки, сварочного трансформатора с вторичным контуром, устройств для коммутации сварочного тока и аппаратуры управления. В зависимости от назначения машин станины имеют горизонтальные, вертикальные или наклонные столы, на которых размещены неподвижные зажимы и плиты с подвижными зажимами, перемещающиеся по направляющим с трением скольжения или качения. В ряде случаев подвижный зажим устанавливается на рычаге, ось которого закреплена на станине. В данном случае подвижный зажим перемещается по дуге окружности. В оборудовании, предназначенном для сварки в полевых условиях, станина отсутствует, и оба зажима перемещаются друг относительно друга. [c.191]
К оборудованию для конденсаторной сварки предъявляют требования стабильности электрических характеристик и точной дозировки тока, а также стабильности сил сжатия. Конденсаторные машины обычно состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной конденсаторной сварке), переключателя тока, разных вспомогательных устройств истанка, на котором выполняют определенную механическую работу.
[c.348]
Конденсаторные машины обычно состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной конденсаторной сварке), переключателя тока, разных вспомогательных устройств истанка, на котором выполняют определенную механическую работу.
[c.348]
Схема такого генератора с электромагиитныл коммутирующим устройством показана на рис. 75, б. Конденсаторы 67 и С2 заряжаются от источника постоянного тока. Обмотка управления ОУ мощного поляризованного реле РИ питается неносредствеиио от сварочного трансформатора СТ. В цепи обмотки ОУ включены индуктивность L1 и сонротивление R4, позволяющие регулиро-
[c.139]
Проволоки для продольных стержней / поступают с катушек 7 с помоп ью правильцо-подающего устройства 6 в направляющие кронштейны 5, расположенные в пазах неподвижной плангиайбы 4. Кронштейны 5 могут перемещаться вдоль пазов в радиальном направлении с помощью ходовых винтов 10. Вокруг планшайбы на специальной кольцевой направляющей перемещается машина 9 для контактной сварки, имеюпия сварочный трансформатор 3, роликовые электроды 2, в бухту 8 с проволокой для скрепляющей спирали. Один из роликовых электродов 2 имеет желоб, корректирующий положение очередного витка спирали, а второй контактирует только с продольным стержнем арматуры. Уста)ювка имеет универсальный характер все три движения— подача продольных
[c.238]
Вокруг планшайбы на специальной кольцевой направляющей перемещается машина 9 для контактной сварки, имеюпия сварочный трансформатор 3, роликовые электроды 2, в бухту 8 с проволокой для скрепляющей спирали. Один из роликовых электродов 2 имеет желоб, корректирующий положение очередного витка спирали, а второй контактирует только с продольным стержнем арматуры. Уста)ювка имеет универсальный характер все три движения— подача продольных
[c.238]
| Фиг. 3. Электрокинематическая схема стыковой машины с гидравлическим подающе-осадочным устройством Г—подвижная плита 2 — неподвижная плита 3 — сварочный трансформатор 4 — выключатель 6 — включающий ток рычажок 6—вспомогательное реле 7—главный контактор 3—вспо.могательный трансформатор , Я — гидравлический цилиндр 40 — золотник Л — насос. |
| Фиг. 4. Электрокинематическая схема стыковой машины с пружинным подаюше-осалочным устройством I — подвижная плита 2 — неподвижная плита 3 — сварочный трансформатор |
Фиг. 5. Электрокинематическая схема стыковой машины с моторно кулачковым подающе-осадочным устройством 2 — подвижная плита 2 — неподвижная плита 3 —сварочный трансформатор 4 — кулачок подающе-осадочного устройства, 5 — кулачок включения тока 6 — пружины возвратного хода плиты. 5. Электрокинематическая схема стыковой машины с моторно кулачковым подающе-осадочным устройством 2 — подвижная плита 2 — неподвижная плита 3 —сварочный трансформатор 4 — кулачок подающе-осадочного устройства, 5 — кулачок включения тока 6 — пружины возвратного хода плиты.
|
| Фиг. 6. Электрокинематическая схема стыковой машины с моторно-винтовым подающе-осадочным устройством 1 — подвижная колонка 2 — неподвижная колонка а — сварочный трансформатор 4 — реле для автоматического реверсирования мотора 5 —мотор б—переключатель моюра на большую скорость для осуществления осадки 7 — выключатель сварочного трансформатора 6 — осадочное устройство. |
Малый зазор между контактами, сокращая время разбега якоря, способствует быстрому включению сварочного трансформатора. Отбрасывание контактов на далёкое расстояние друг от друга обеспечивает быстрое исчезновение вольтовой дуги и выключение тока. Этому способствует наличие сильного искрогасящего устройства.
[c.293]
Этому способствует наличие сильного искрогасящего устройства.
[c.293]
Из немагнитного чугуна отливают крышки, кожухи и втулки масляных выключателей обоймы силовых трансформаторов, концевые коробки, колпачки и полу-фланцы трансформаторов тока фланцы, трубы и другие детали бронированных распределительных устройств торцовые шайбы роторов и статоров, внутренние маховики обмотки и шинодержатели электрических машин крышки, кожухи, салазки сварочных трансформаторов некоторые детали подъемных электромагнитов корпусы, крышки, подшипники и другие детали магнитных сепараторов различные детали электрических аппаратов, машин, приборов и др. [c.232]
На АТИ применяют универсальное оборудование, изготавливаемое машиностроением (металлорежущие и деревообрабатывающие станки, прессы, кран-балки, сварочные трансформаторы и др.), а также специализированное, выпускающееся предприятиями Минавтотранса РСФСР и других ведомств (моечные машины, подъемники, диагностические приборы, смазочно-заправочные устройства и др.![]() ). Кроме того, п1ироко используют нестандартизироьапное оборудование, изготавливаемое собственными силами (стеллажи, верстаки, тележки и др.).
[c.132]
). Кроме того, п1ироко используют нестандартизироьапное оборудование, изготавливаемое собственными силами (стеллажи, верстаки, тележки и др.).
[c.132]
Разделительные трансформаторы. Питание электродвигателей, установленных на конструкциях электролизера (механизмы подъема анодов, анодных рам и штор), осуществляется через разделительные трансформаторы, у которых вторичная обмотка не заземлена. Это позволяет исключить попадание постоянного тока в сеть переменного тока, что могло бы привести к тяжелым авариям в питающих трансформаторах. Поэтому такие разделительные трансформаторы устанавливаются в две ступени трансформаторы первой ступени — на электроподстанции, обеспечивающие потребителей в корпусе напряжением 380/220 В, а трансформаторы второй ступени — непосредственно в корпусе и к ним подключаются 4—8 электролизеров. При необходимости проведения ремонтных работ на электролизерах сварочные трансформаторы и другой электрифицированный инструмент подключается через эти же разделительные трансформаторы. В системах АСУТП смонтированы устройства, позволяющие фиксировать ухудшение электроизоляции между обмоткой двигателя и сетью постоянного тока [9]. На всех КПП или системах АСУТП смонтированы вольтметры, подключенные одним полюсом к крайним ваннам серии, а вторым — к земле, что позволяет контролировать фактическое распределение потенциалов вдоль се-
[c.420]
В системах АСУТП смонтированы устройства, позволяющие фиксировать ухудшение электроизоляции между обмоткой двигателя и сетью постоянного тока [9]. На всех КПП или системах АСУТП смонтированы вольтметры, подключенные одним полюсом к крайним ваннам серии, а вторым — к земле, что позволяет контролировать фактическое распределение потенциалов вдоль се-
[c.420]
Согласно схеме контактной электрозакалки, предложенной Н. В. Геве-лингом, ток из сети идет через обычный сварочный трансформатор мощностью 25—200 кет и при напряжении 2—6 в подводится к двум медным роликам шириной 10 мм. Электрический ток от одного ролика к другому проходит по поверхности закаливаемой детали и нагревает ее. Вслед за роликами перемещается устройство для охлаждения нагретой поверхности струйками воды. Плотность тока 400—700 а на 1 мм ширины ролика давление нажатия 10 кГ на мм ширины скорость качения 5—8 Mj eK, глубина закалки 2—3 мм. [c.270]
Сварочные трансформаторы являются однофазными понижающими трансформаторами, преобразующими высокое напряжение электрической сети (220 или 380 В) в низкое напряжение сварочной цепи — напряжение холостого хода.![]() Сварочные трансформаторы состоят из магнитопровода (сердечника), первичной и вторичной обмоток, устройства создания падающей внешней характеристики и регулирования тока.
[c.381]
Сварочные трансформаторы состоят из магнитопровода (сердечника), первичной и вторичной обмоток, устройства создания падающей внешней характеристики и регулирования тока.
[c.381]
Прослеживается расширение требований к источникам питания. Следует отметить перспективность инверторных источников питания (тиристорных и транзисторных на сверхзвуковых частотах) в установках и станках для дуговой, контактной, электроннолучевой и других видов сварки. Традиционные сварочные источники питания еще не исчерпали своих возможностей, особенно это касается сварочных трансформаторов с устройствами стабилизации горения дуги, источников с индуктивностью и емкостью в сварочной цепи, малогабаритных источников питания с yJ yчшeнными энергетическими показателями, а также многопостовых систем питания постоянного и переменного тока. [c.116]
Машины типов МТВ-4801 и МТВ-4802 выполнены в традиционных конструкторских решениях, свойственных машинам точечной контактной сварки переменного тока. Радиальная точечная машина постоянного тока типа МТВР-4801 имеет следующие конструктивные особенности (рис. 1.8). На корпусе / в подшипниках установлена качающаяся балка/с закрепленным на ней верхним токопод-водом, состоящим из хобота 5, электрододер-жателя 6 с электродом и токоведущих шин 8. В задней части балка 7 соединена со штоком привода усилия сжатия, состоящего из диа-фрагменного пневмоцилиндра и направляющего устройства. Нижняя крышка привода усилия сжатия жестко связана с корпусом электродвигательного привода дополнительного хода верхнего сварочного электрода, обеспечивающего вертикальные поступательные перемещения пневмопривода усилия сжатия с балкой 7. Нижняя электродная часть 2 выполнена традиционно. Внутри корпуса расположены сварочный трансформатор, выпрямительный блок вентилей, тиристорный контактор и другие элементы электрооборудования.
[c.176]
Радиальная точечная машина постоянного тока типа МТВР-4801 имеет следующие конструктивные особенности (рис. 1.8). На корпусе / в подшипниках установлена качающаяся балка/с закрепленным на ней верхним токопод-водом, состоящим из хобота 5, электрододер-жателя 6 с электродом и токоведущих шин 8. В задней части балка 7 соединена со штоком привода усилия сжатия, состоящего из диа-фрагменного пневмоцилиндра и направляющего устройства. Нижняя крышка привода усилия сжатия жестко связана с корпусом электродвигательного привода дополнительного хода верхнего сварочного электрода, обеспечивающего вертикальные поступательные перемещения пневмопривода усилия сжатия с балкой 7. Нижняя электродная часть 2 выполнена традиционно. Внутри корпуса расположены сварочный трансформатор, выпрямительный блок вентилей, тиристорный контактор и другие элементы электрооборудования.
[c.176]
Характеристика сварочного трансформатора | Строительный портал
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных.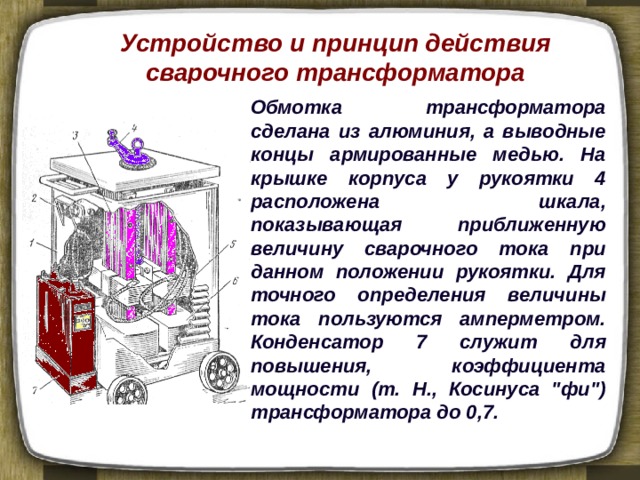 Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
- Рабочие характеристики сварочного трансформатора
- Схема сварочного трансформатора
- Расчет сварочного трансформатора
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ.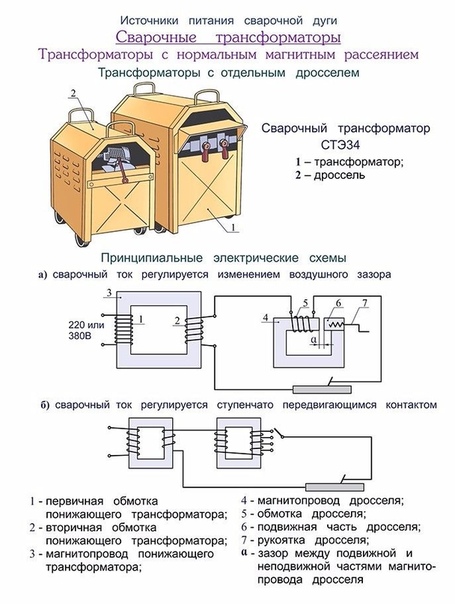 Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора
Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
Схема такого трансформатора представлена ниже.
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
Для выполнения расчетов потребуются следующие исходные данные:
- входящее напряжение первичной обмотки (В) U1;
- номинальное напряжение вторичной обмотки (В) U2;
- номинальная сила тока вторичной обмотки (А) I;
- площадь сердечника (см2) Sс;
- площадь окна (см2)So;
- плотность тока в обмотке (A/мм2).
Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7.
 Для трансформаторов с сердечником типа П, Ш – 1,5.
Для трансформаторов с сердечником типа П, Ш – 1,5.Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Где:
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
P – мощность (Вт).
U – напряжение (В).
I – ток (А).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А.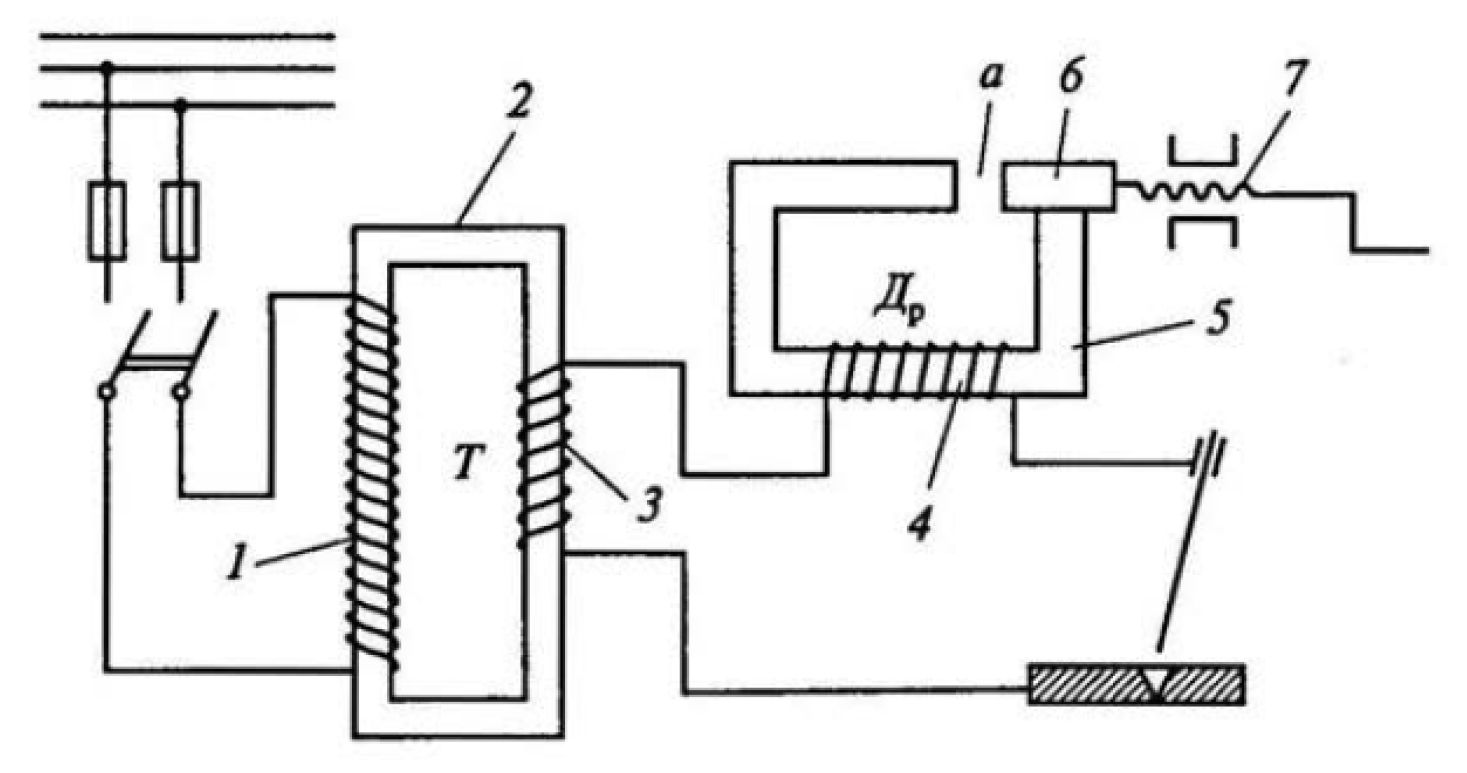 Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
Конструкции и особенности сварочного оборудования
Сварка – это скрепление деталей при помощи заливки соединяемых элементов расплавленным материалом. Существует оборудование, которое нагревает металлы до состояния текучести, при котором они скрепляются. Речь о сварочных устройствах. Конструкции таких аппаратов имеет отличительные особенности, и в этой статье мы вас познакомим с ними.
Что нужно для процесса сварки?
Чтобы соединить металлы в одно целое, люди догадались нагреть их до очень высокой температуры, достигнув тем самым текучести материала. Накаливание становится возможным из-за прохождения через проводник-электрод тока. Но переменное напряжение непостоянно, поэтому шов может быть некачественный и неровный.
Но переменное напряжение непостоянно, поэтому шов может быть некачественный и неровный.
Регулирование дуги происходит через изменение величины силы тока. Поэтому постоянный ток был бы идеальным вариантом для получения равномерного и качественного шва. Его можно получать от аккумуляторов, химических батарей или генераторов. Но сварочные аппараты подключены в сеть именно переменного тока, и для понижения напряжения в их конструкции предусмотрены трансформаторы, которые могут регулировать его величину.
Через трансформатор сварочного аппарата проходит переменный ток от электросети, который на выходе становится постоянным. Этого хватает для создания электрической дуги. После этого становится возможным процесс сварки.
Конструкция устройств сварки
Сварочные трансформаторы выполнены из листов стали и магнитопроводов с медными или алюминиевыми обмотками с термостойкой изоляцией. Эти устройства являются источниками питания переменного тока. При их работе применяются электроды из низкоуглеродистых и низколегированных сталей. Они простые в эксплуатации, недорогие, с высокой надежностью. Но для длительности работы их делают способными отводить выделяемое тепло через воздухообменник, поэтому они громоздкие и тяжелые, что является недостатком при перемещении.
Они простые в эксплуатации, недорогие, с высокой надежностью. Но для длительности работы их делают способными отводить выделяемое тепло через воздухообменник, поэтому они громоздкие и тяжелые, что является недостатком при перемещении.
Сварочные выпрямители, кроме трансформатора, имеют еще блок полупроводников, создающих одностороннее направление тока. С их помощью можно проводить соединение металлов высокого качества, но их мощность невелика. Присутствует и значительная чувствительность относительно перепадов напряжения в электросети.
У инверторов есть блок питания, который совмещен с генератором. Они работают с использованием тока высокой частоты, что дает возможность получать качественный шов. Эти устройства отличаются малым весом и компактностью. Источник питания — не единственный элемент конструкции сварочного аппарата. Они только обеспечивают питание дуги током и поддержание ее устойчивого разряда.
Операция сварки может быть автоматизированной или механической, поэтому в состав конструкции могут входить также:
- Механизмы перемещения и подачи электрода.
- Токоподводящие устройства.
- Кассеты.
- Флюсоаппараты.
- Шланги, пульты.
- Блоки управления.

Для плазменной сварки дополнительно необходимо иметь: диффузоры, сопла, направляющие и защитные колпаки.
Особенности сварочного оборудования
Комплексные устройства, состоящие из источников питания, системы управления и вспомогательных элементов, называются сварочным оборудованием. В зависимости от элементов, входящих в конструкцию, их подразделяют на виды:
- Трансформаторы, преобразующие переменный ток высокого напряжения в переменный низкого. Используются для создания электрической дуги сваривания. Они имеют такие характеристики как фазовая регулировка (тиристорные), обычное и увеличенное магнитное рассеивание, от которых зависит работа и настройки каждой модификации сварочного аппарата с трансформатором.
- Выпрямители, имеющие блок полупроводников-диодов. Снижают и преобразуют поступающий из сети переменный ток, что позволяет получать высококачественные швы с равномерной глубиной. При работе с таким аппаратом уменьшается разбрызгивание. Шов получается однородным и стойким, нет потребности в дополнительной очистке от капель расплава. Выпрямители могут работать со всеми видами электродов, сваривать любые сплавы и металлы.
- Инверторы, содержащие в конструкции сетевой выпрямитель, который сглаживает переменный ток. Полученный на выходе постоянный ток поступает в инвертор. Высокочастотный трансформаторный блок и силовой выпрямитель в итоге выдает постоянный ток высокой мощности и стабильности. Наличие всех этих элементов в конструкции аппарата дает возможность очень точной настройки, что позволяет выполнять разные задачи любыми электродами с почти идеальной точностью.
- Полуавтоматы – для работы в газовой среде. Вещество, использующееся в месте сваривания, может быть инертным (гелий, аргон) или активным (азот, кислород, углекислый газ), — все зависит от соединяемых металлов. В то же время электроды подаются к месту манипуляций автоматически. Настройка и регулировка параметров сварки может быть автоматическая или ручная. Такой метод дает возможность получать ровный и качественный шов, экономя время на замену электрода. Применяется при больших объемах работ в промышленности.
- Сварочные аппараты TIG — работают в инертном защитном газе и используют графитовые или вольфрамовые неплавящиеся электроды. Из-за отсутствия капель расплава требуется использовать дополнительные присадки, которые могут изменять свойства самого шва. Указанный аппарат может соединять металлы как с помощью переменного, так и постоянного тока.
- Точечная сварка работает по принципу давления на место сваривания, когда оно зажимается между двумя медными электродами внахлест, а проходящая через них электрическая дуга создает локальный расплав металла. После этого клещи еще больше сжимают место соединения, и состав кристаллизуется. Этот способ применяется для сварки листов металла.
- Аппараты плазменной резки действуют по принципу создания ионизированного газового потока с помощью электродуги. Такая плазменная струя разрезает металл почти мгновенно. Устройства могут применяться как в индустрии, так и в быту.
- Сварочное оборудование, применяемое только в промышленности:
- Сварочные тракторы.
- Самоходные и подвесные сварочные автоматы.
- Специализированные устройства.
 При работе с таким аппаратом уменьшается разбрызгивание. Шов получается однородным и стойким, нет потребности в дополнительной очистке от капель расплава. Выпрямители могут работать со всеми видами электродов, сваривать любые сплавы и металлы.
При работе с таким аппаратом уменьшается разбрызгивание. Шов получается однородным и стойким, нет потребности в дополнительной очистке от капель расплава. Выпрямители могут работать со всеми видами электродов, сваривать любые сплавы и металлы.
 Настройка и регулировка параметров сварки может быть автоматическая или ручная. Такой метод дает возможность получать ровный и качественный шов, экономя время на замену электрода. Применяется при больших объемах работ в промышленности.
Настройка и регулировка параметров сварки может быть автоматическая или ручная. Такой метод дает возможность получать ровный и качественный шов, экономя время на замену электрода. Применяется при больших объемах работ в промышленности.
 Такая плазменная струя разрезает металл почти мгновенно. Устройства могут применяться как в индустрии, так и в быту.
Такая плазменная струя разрезает металл почти мгновенно. Устройства могут применяться как в индустрии, так и в быту.
Сварочные аппараты используются в разных сферах деятельности человека. Различаются в зависимости от желательного качества шва, скорости обработки и объемов работ. Промышленные агрегаты представляют собой сложные устройства, функционирующие с помощью современных электронных средств управления. В личное пользование многие потребители покупают мобильные сварочные аппараты, позволяющие быстро регулировать параметры соединения, работать в условиях небольшого пространства. Конструкции сварочных устройств и их характеристики позволяют учитывать все важные условия для успешного выполнения поставленных задач.
Сварочные трансформаторы: устройство, виды, применение
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.

Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.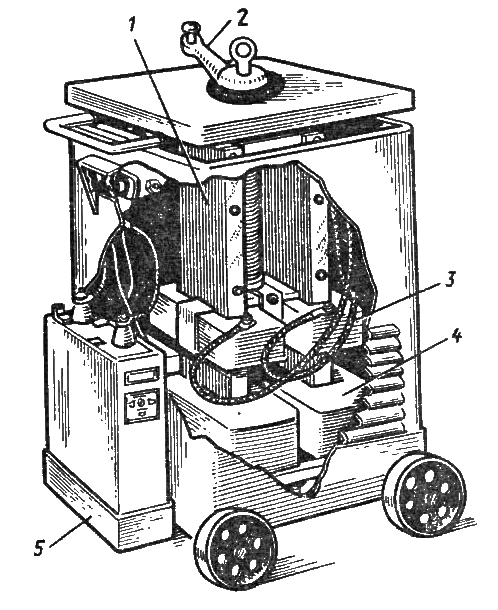
Конструкция
Каждый домашний мастер старается обеспечить себя самым разнообразным инструментом, в особенности сварочным агрегатом, который является просто незаменимым помощником в хозяйственной деятельности. При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
Автолюбители из трансформатора ТД 500 могут соорудить споттер, который позволит осуществлять в любое время ремонт автомобильного кузова.
У всех сварочных устройств, изготовленных на основе стандартного трансформатора принцип работы идентичный, они отличаются только конструктивными характеристиками. Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают.
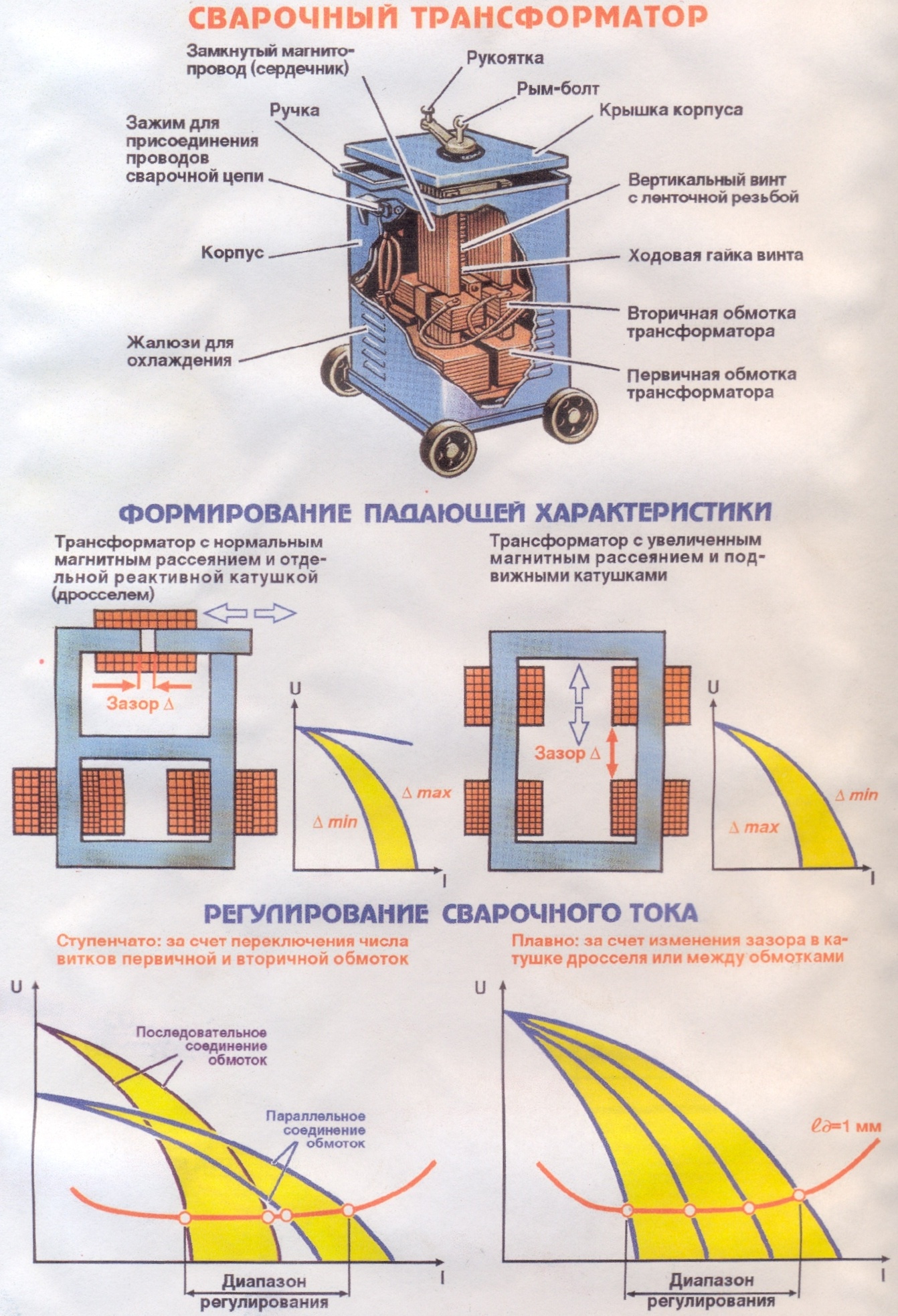
Схема сварочного полуавтомата включает несколько обязательных деталей, которые точно есть на хозяйстве любого бытового мастера.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Схема трансформатора
Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Общая схема трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.
Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
В любом варианте трансформатора постоянного тока обязательно предусмотрен сердечник, проволочная обмотка. Эти компоненты несут ответственность за технические характеристики инструмента.
Чтобы верно выполнить требуемые расчеты, нужно первое что сделать – это определиться с показателями: напряжения обмоток, сварного тока.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.
Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.

Трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).
Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Что такое сварочный трансформатор – определение
Сварочный трансформатор – это устройство, преобразующее переменное напряжение входной сети в переменное напряжение для электросварки. Основным его узлом является собственно трансформатор, понижающий сетевое напряжение до напряжения холостого хода, составляющего обычно 50-60 В.
Сила тока в сварочном трансформаторе может регулироваться изменением индуктивного сопротивления цепи или с помощью тиристоров (фазное регулирование).
Сварочные трансформаторы классифицируются следующим образом:
- по количеству обслуживаемых рабочих мест,
- по фазности напряжения в сети: однофазные, трехфазные,
- по конструкции.
По конструкции устройства выделяют:
- Модели с номинальным магнитным рассеиванием. Они состоят из двух частей: трансформатора и дросселя для регулировки напряжения.
- Изделия с увеличенным магнитным рассеиванием – имеют более сложную конструкцию из нескольких подвижных обмоток, конденсатора или импульсного стабилизатора и других элементов.
- Тиристорные модели – сравнительно новый тип подобных устройств. Они состоят из силового трансформатора и тиристорного фазорегулятора. Тиристорные модели имеют меньший вес по сравнению с другими типами.
К характеристикам сварочных трансформаторов относятся:
— коэффициент мощности,
— напряжение сети (первичное напряжение),
— вторичное напряжение,
— мощность,
— пределы регулирования тока.
Коэффициент мощности – безразмерная физическая величина, характеризующая потребителя переменного электрического тока с точки зрения наличия в нагрузке реактивной составляющей. Коэффициент мощности равен отношению потребляемой электроприемником активной мощности к полной мощности. Активная мощность расходуется на совершение работы. Полная мощность – геометрическая сумма активной и реактивной мощностей (в случае синусоидальных тока и напряжения).
Номинальным первичным напряжением трансформатора называется такое напряжение, которое, необходимо подвести к его первичной обмотке, чтобы на зажимах разомкнутой вторичной обмотки получить вторичное номинальное напряжение, указанное в паспорте трансформатора.
Номинальным вторичным напряжением называют напряжение, которое устанавливается на зажимах вторичной обмотки при холостом ходе трансформатора (к зажимам первичной обмотки подведено напряжение, а вторичная обмотка разомкнута) и при подведении к первичной обмотке номинального первичного напряжения.
Мощность трансформатора напряжения предельная – кажущаяся мощность, которую трансформатор напряжения длительно отдает при номинальном первичном напряжении, вне классов точности, и при которой нагрев всех его частей не выходит за пределы, допустимые для класса нагревостойкости данного трансформатора.
Пределы регулирования сварочного тока указывают минимальные и максимальные значения тока, которые могут быть использованы при сварке.
Сварочные трансформаторы, применяемые в агрегатах и генераторах Shindaiwa, обеспечивают их отличные технические характеристики
Дата публикации: 01 01 1970 г. ✎
Дата последнего изменения: 01 01 1970 г.
Что такое сварочный трансформатор?
Трансформатор, встроенный в сварочный аппарат, используется для преобразования входного высокого напряжения или первичной энергии от настенной розетки, обычно от 208 до 600 вольт, при слабом переменном токе (АС) от 15 до 55 ампер. Это преобразуется на стороне вторичной мощности в более низкое напряжение до 80 вольт и диапазон сварочных токов до 1000 ампер переменного тока или более, в зависимости от процесса и оборудования.
Это преобразуется на стороне вторичной мощности в более низкое напряжение до 80 вольт и диапазон сварочных токов до 1000 ампер переменного тока или более, в зависимости от процесса и оборудования.
На рис. 1 показано типичное подключение сварочного аппарата к дуговой сварке в среде защитного газа (SMAW), иллюстрирующее основной источник питания на первичной стороне и вывод на электрододержатель со вторичной стороны трансформатора.
Рисунок 1. Схема подключения для типичного процесса дуговой сварки в среде защитного газа
Трансформатор выполняет задачу, описанную как «понижение» с первичной стороны высокого напряжения/малого тока, где мы используем большое количество витков проводов меньшего сечения (N1 на схеме) и меньшее количество витков больших проводов (N2 на схеме) на вторичной стороне. Это выдает низкое напряжение/более высокий ток в зависимости от соотношения витков или количества витков провода на вторичной стороне, как показано на рис. 2.
2.
Рисунок 2, Схема понижающего трансформатора
Провода намотаны на железный сердечник, который создает магнитный поток от движения электрической энергии через трансформатор. Величина выходной силы тока определяет размер трансформатора. Чем выше выходная сила тока, тем больше трансформатор, и тем тяжелее и больше становится машина. На рис. 3 показан типичный трансформатор, переменный ток высокого напряжения/малого тока входит во входной проводник, а переменный ток низкого/напряжения/высокой силы тока выходит на выходной проводник.
Рисунок 3. Фактический понижающий трансформатор
Первые сварочные аппараты работали только на переменном токе (AC) и чередовали положительный и отрицательный электроды до 60 раз в секунду согласно Рисунок 4.
Рисунок 4. Изображение сбалансированной волны переменного тока
Изображение сбалансированной волны переменного тока
Совершенствование процессов потребовало преобразования переменного тока в постоянный (постоянный) для обеспечения более стабильной сварочной дуги и изменения глубины проплавления валика сварного шва в зависимости от полярности электрода.Для достижения выхода постоянного тока использовался выпрямительный диод, как показано на рисунке 5 .
Рисунок 5, типовой диод
Диод работает, позволяя переменному току проходить через диод, но не позволяя переменному току течь обратно, таким образом создавая постоянный ток (DC), который сегодня используется в большинстве сварочных аппаратов. Эти трансформаторные выпрямители будут использовать ряд диодов в мостовой схеме для генерации постоянного тока на выходе, как показано на рис. 6 .Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
Рисунок 6. Трансформаторно-выпрямительная технология
Сварочный трансформатор для типичных процессов сварки переменным/постоянным током был очень большим и тяжелым, и было сделано много усовершенствований, чтобы уменьшить размер трансформатора. В конце 1970-х годов начали появляться первые сварочные инверторы. Эта инверторная технология была внедрена с рядом преимуществ.Одним из них был способ преобразования входного сигнала высокого напряжения/низкого тока в выходной сигнал низкого напряжения/высокого тока, что позволило бы уменьшить размер и вес сварочного трансформатора. На рис. 7 показано, как технология инвертора работает внутри источника питания.
Рис. 7. Схема технологии инвертора
Инверсионная технология противоположна выпрямлению, это процесс инверсии, преобразующий постоянный ток в переменный ток высокой частоты с использованием переключающего типа регулирования, состоящего в основном из транзисторных устройств.
Переключение токов выполняется на первичной входной стороне трансформатора высокого напряжения, а не на более традиционной вторичной выходной стороне, как описано ранее. На рисунке 7 показано, как высокое переменное напряжение поступает и преобразуется в постоянное, переключается на высокочастотный пульсирующий прямоугольный переменный ток, а затем «преобразуется» в низковольтный и сильноточный выпрямленный постоянный ток на выходе. Именно так многие сварочные аппараты сегодня используют эту инверторную технологию, которая снижает потребность в очень больших и тяжелых сварочных трансформаторах и, таким образом, значительно уменьшает размер и вес оборудования.
Эта технология также снижает количество энергии (электрической мощности), используемой инверторной технологией, по сравнению со старыми машинами с трансформаторным выпрямителем.
Что такое отводы на сварочном трансформаторе? — Полное руководство
0
Последнее обновление
Сварочный трансформатор — это важный элемент оборудования, который снижает напряжение, поступающее от источника питания. Он работает, изменяя переменный ток от розетки до высокой силы тока и тока низкого напряжения, подходящего для сварки.
Напряжение и ток, используемые при сварке, регулируются отводами первичной и вторичной обмотки сварочного трансформатора. Чтобы знать, как функционируют отводы в сварочном трансформаторе, необходимо более глубоко понимать принцип работы сварочного трансформатора.
Поэтому будем копать глубже, чтобы узнать, что такое отводы на сварочном трансформаторе. Продолжай читать!
Что такое сварочный трансформатор?
Двухобмоточный трансформатор. Первичная обмотка имеет ответвляющую головку, предназначенную для изменения напряжения зажигания дуги.Кроме того, кнопка крана используется для изменения напряжения холостого хода вторичной стороны. Первичная и вторичная обмотки соединены отдельно с двумя ножками железного сердечника.
Таким образом, трансформатор будет иметь больший реактор утечки. Тогда напряжение на клеммах вторичной обмотки сильно упадет при увеличении тока.
Реактор со стальным сердечником включен последовательно в цепь дополнительной обмотки для задания сварочного тока. Если изменить длину воздушного зазора реактора, ток возрастет.
Изображение предоставлено: evgeniy11, Shutterstock
Как работает сварочный трансформатор?
Сварочные трансформаторы работают, изменяя напряжение до напряжения, необходимого для создания сварочной дуги. Время восстановления дуги — это время, необходимое для увеличения напряжения от нуля до напряжения, необходимого для сварки.
Крайне важно поддерживать минимальное время восстановления дуги, чтобы гарантировать стабильность дуги. Если он не остается низким, катод может стать холодным. Это остановит производство достаточного количества ионов и электронов для формирования и удержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника электроэнергии. При более низком максимальном значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
При более низком максимальном значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
Отводы
помогают изменять напряжение для получения желаемой дуги. Если напряжение низкое, то отводы будут увеличивать ток. Низкое напряжение препятствует формированию предпочтительной дуги, потому что тепло теряется через катод.
Если сила тока достигает 250 ампер, вы можете легко создать дугу. Ему нужно напряжение до 60 вольт. Можно увеличить напряжение до 80 вольт, если ток ниже 70 ампер.
Тем не менее, повышение напряжения представляет угрозу безопасности, а также ослабляет дугу. Это приводит к коэффициенту напряжения холостого хода сварочного трансформатора. В этой ситуации отводы имеют большое значение, поскольку они поддерживают напряжение в пределах ограничений и, следовательно, останавливают любые повреждения.Теперь, когда мы знаем назначение отводов на сварочном трансформаторе, давайте. посмотрите, как устроены эти краны.
посмотрите, как устроены эти краны.
Как устроены отводы в сварочном трансформаторе?
Во вторичных обмотках имеются отводы на сварочном трансформаторе, соединенные с вилкодержателем или сильноточной кнопкой. Обычно они используются для снижения напряжения от 15 до 45 вольт. Один конец вторичной обмотки соединен со свариваемыми деталями, а другой — с электродом.
Отводы на сварочном трансформаторе предотвращают проблемы с нагревом, сводя к минимуму необходимое напряжение.Для изменения тока, используемого при сварке, можно закрепить точки на вторичной катушке. Некоторые сварочные трансформаторы имеют отводы, прикрепленные к вторичной обмотке катушки, чтобы обеспечить нужное напряжение.
Эти ответвители подают на клеммы полную мощность. Многие большие сварочные трансформаторы обычно имеют несколько фазных входов, а меньшие обычно имеют однофазные входы. Когда электрический ток большой, столько тепла вырабатывается во вторичных обмотках. Это связано с сопротивлением между анодом и свариваемыми деталями.
Полное сопротивление сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Дуга образуется из-за высокого импеданса. Электрический ток остается в форме волны, а напряжение искривляется в сварочном токе.
Где расположены отводы в сварочном трансформаторе?
Вы можете найти ответвления в разных местах на вторичной обмотке. Соединение на последнем слое катушки является основным методом обеспечения отводов. Слой катушки расположен вдали от линии финиша.
Между метчиками с номерами четыре и пять на метчике в большинстве случаев имеются разрывы. Кроме того, для катушки предлагается перемычка, которая позволяет вам выбрать желаемое напряжение на конкретной заводской табличке.
Подключение шлейфа, расположенного на конце вторичной обмотки, без пауз между отводами – еще одна конфигурация отвода. Крайний кран (обычно кран под номером семь) находится недалеко от финиша.
Соединение «звезда» или «треугольник» в этой конфигурации ответвления (на стороне входа) закрыто на ответвлении в соответствии с паспортной табличкой. Эта конфигурация отводов известна как «отводы на конце катушки» или «отводы от линии».
Эта конфигурация отводов известна как «отводы на конце катушки» или «отводы от линии».
Перемычки ответвления соединяют два конца катушки. В другой конфигурации перемычки ответвлений соединяют только один конец с клеммой основной фазы. А на фазовой клемме положение отвода совпадает с предпочитаемым вами напряжением.
Конструкции отводов сварочного трансформатора
Конструкции сварочных трансформаторов отличаются различными конфигурациями отводов. Тем не менее, самый нижний отвод всегда присоединяется к максимальному циклу вращения трансформатора.Это приводит к выработке наименьшего напряжения для передачи.
Наименьшее напряжение приводит к меньшему электрическому току и мощности, вырабатываемой сварочным аппаратом. Другие конфигурации ответвителя генерируют более высокое напряжение и ток для контактной сварки.
Вы можете либо сделать петлю, либо припаять клеммы ответвления. Проводник катушки с петлевыми ловушками обычно снимается с изоляции, чтобы создать петлю, соответствующую размеру оборудования. Концы отводов припаяны к катушке в нужном месте.
Концы отводов припаяны к катушке в нужном месте.
Надеемся, что теперь вы поняли, что такое отводы в сварочном трансформаторе, и узнали все, что нужно знать о них, и как они работают.
Ознакомьтесь с некоторыми из наших популярных постов
Авторы избранных изображений: pinger, Pixabay
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки
©
АВТОРСКОЕ ПРАВО 1999 ГРУППА ESAB, INC. УРОК
I, ЧАСТЬ Б 1.8.5.2
Трансформатор в сварочном аппарате
работает так же, как большая электростанция
трансформатор.Первичное напряжение, поступающее на машину, слишком велико для
безопасная сварка.
Поэтому его понижают до полезного напряжения. Это лучше всего иллюстрируется
с объяснением
как работает один трансформатор. 1.8.5.3
В предыдущих пунктах мы имеем
чем можно индуцировать электрический ток
в проводник, когда этот проводник перемещается через магнитное поле к
производят переменный ток. Если
этот переменный ток проходит через проводник,
пульсирующее магнитное поле будет окружать
внешний вид этого проводника, то есть магнитное поле
будет нарастать в течение первых 90 электрических градусов, или первого
цикл.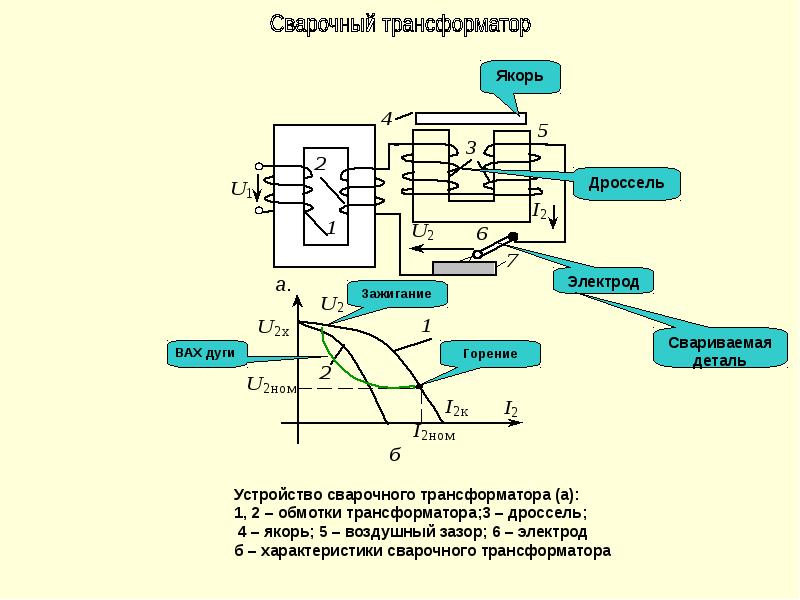 С этого момента
С этого момента
магнитное поле будет затухать в течение следующей четверти периода, пока напряжение
или текущий достигает
ноль при 180 электрических градусах. Немедленно текущее направление меняется на противоположное
и магнитный
поле снова начнет нарастать, пока не достигнет максимума при 270 электрических градусах.
в цикле. С этого момента
ток и магнитное поле снова начинают затухать до тех пор, пока
они достигают нуля при 360 электрических градусах,
где цикл начинается снова.1.8.5.4
Если этот проводник намотан на
материал с высокой магнитной проницаемостью (магнитный
проницаемость — это способность принимать большое количество магнитных силовых линий)
как сталь, магнитное поле проникает
это ядро. См. рисунок
14. Этот проводник называется первичной катушкой, и если
на один из его выводов подается напряжение
и цепь завершена,
ток пойдет. Когда вторая катушка намотана вокруг
тот самый стальной сердечник, энергия, которая запасается в этом
флуктуирующее магнитное поле в сердечнике индуцируется в этом
вторичная катушка. 1.8.5.5
1.8.5.5
Это нарастание и разрушение
это магнитное поле
которые возбуждают электроны во вторичной обмотке трансформатора.
Это вызывает электрический ток той же частоты, что и первичная катушка.
течь, когда
Вторичный контур замыкается зажиганием сварочной дуги. Помните, что
все трансформаторы работают только на переменном
Текущий. 1.8.5.6
Упрощенный вариант сварочного трансформатора
схематично показано на рисунке 15.Этот
Сварщик будет работать от входной мощности 230 вольт, а первичная обмотка имеет 230
витки провода
на ядре. Нам нужно 80 вольт для зажигания дуги во вторичной или вторичной обмотках.
сварочный контур,
таким образом имеем 80 витков провода во вторичной обмотке сердечника. До
дуга зажжена,
напряжение между электродом и заготовкой 80 вольт. Помните
что нет тока
(сила тока) течет до тех пор, пока сварочная цепь не завершится зажиганием дуги.РИСУНОК 14 СТАЛЬ
ОСНОВНОЙ ПЕРВИЧНЫЙ
КАТУШКА ВТОРИЧНАЯ
КАТУШКА 80
В 80
ОБОРОТ 460
В 460
ПОВОРОТЫ БАЗОВЫЕ
ТРАНСФОРМАТОР
Что такое отводы на сварочном трансформаторе? (2022 Ultimate Guide)
Сварочные трансформаторы необходимы, особенно там, где используются машины переменного тока. Они помогают в переменном токе от линии питания и преобразовывают их в более низкое напряжение. Таким образом, сварочные трансформаторы нуждаются в ответвлениях для различных функций, когда используются машины переменного тока.
Они помогают в переменном токе от линии питания и преобразовывают их в более низкое напряжение. Таким образом, сварочные трансформаторы нуждаются в ответвлениях для различных функций, когда используются машины переменного тока.
Эта статья поможет вам понять, как используются ответвители и почему они устанавливаются на трансформаторы. В статье рассказывается, как изделия используются при сварке трансформаторов и что делать, если отвод плохо закреплен или что-то случилось с трансформатором.
Итак, что такое отводы на сварочном трансформаторе? Отводы сварочного трансформатора в основном используются для регулирования напряжения и тока.Кроме того, отводы облегчают сварщику регулировку напряжения до уровня, необходимого аппарату. Эти специальные отводы обычно вставляются во вторичную катушку, но в разных конфигурациях.
Что такое отводы сварочного трансформатора?
Важно отметить, что трансформаторы используются для регулирования напряжения, обеспечивая ступенчатое изменение выходного напряжения, что позволяет им регулировать 0,625%..jpg) Когда мы думаем об отключении трансформаторов во время нашей работы, очень важно знать, что они делают и как они работают с вашим оборудованием, чтобы вы могли правильно использовать их, не повреждая ничего.
Когда мы думаем об отключении трансформаторов во время нашей работы, очень важно знать, что они делают и как они работают с вашим оборудованием, чтобы вы могли правильно использовать их, не повреждая ничего.
Эти системы управления используются для регулирования напряжения путем ступенчатого изменения выходного напряжения. Обычно у них 33 отвода, один в центре отвода, для которого установлены номинальные настройки, и еще 16 для увеличения или уменьшения коэффициента поворота. Это допускает отклонение ±10% от номинального номинала трансформатора, что дает им возможность регулировать 0,625% на шаг — впечатляющий уровень точности.
Вот почему так важно понять, как работают краны, прежде чем использовать их, поскольку неправильное использование может привести к серьезному повреждению.
Если вам интересно, как они работают и что они делают, продолжайте читать для получения дополнительной информации.
Простая конструкция сварочного трансформатора
Этот сварочный трансформатор обычно представляет собой просто понижающий трансформатор, содержащий магнитный сердечник с тонкой первичной обмоткой.![]() Он также включает в себя несколько поворотов на одном из его рычагов. Он также включает в себя вторичную обмотку, отличную от первичной обмотки, так как вторичная обмотка содержит меньше витков, но, с другой стороны, имеет большую площадь поперечного сечения.
Он также включает в себя несколько поворотов на одном из его рычагов. Он также включает в себя вторичную обмотку, отличную от первичной обмотки, так как вторичная обмотка содержит меньше витков, но, с другой стороны, имеет большую площадь поперечного сечения.
Благодаря сварке первичной и вторичной обмотки он ведет себя как понижающий трансформатор. Таким образом меньше напряжение со вторичной обмотки и большой ток с выхода обмотки. Требования при конструировании сварочного трансформатора переменного тока включают:
- Источник переменного тока
- Сварочный трансформатор
- Сердечник
- Электрод
- Детали для подключения
Сварочный трансформатор постоянного тока не имеет существенных отличий от сварочного трансформатора переменного тока.Основное отличие состоит в том, что трансформатор постоянного тока должен быть подключен к выпрямителю. Выпрямитель преобразует переменный ток в постоянный. Катушка индуктивности также необходима для создания сварочного трансформатора постоянного тока, который помогает сгладить ток постоянного тока.
Следующие элементы необходимы для изготовления сварочного трансформатора постоянного тока;
- Высокое напряжение переменного тока Около 230 вольт
- Функциональный выключатель
- Мостовой выпрямитель
- Справочный конденсатор
- Установка DC
- Шагниковый трансформатор
Операции сварочных трансформаторов (параллельные процессы)
Бывают случаи, когда потребность в одном токе превышает другой.В основном требуется ток, превышающий ток, получаемый от одного трансформатора. В таких условиях сварочный ток получается за счет работы параллельных сварочных трансформаторов. При обращении с любым электроприбором всегда следует соблюдать меры предосторожности.
Первая мера предосторожности, которую необходимо соблюдать, заключается в том, что все напряжения холостого хода должны быть разными. Ни один не должен быть похож на другой. Эта предосторожность обычно важна для типов трансформаторов, где разомкнутая цепь и коэффициент трансформации различаются. Такой тип сварочного трансформатора является высокореактивным типом сварочного аппарата.
Такой тип сварочного трансформатора является высокореактивным типом сварочного аппарата.
Если трансформаторы подключаются для параллельной работы, первичные обмотки всегда должны подключаться к одинаковым проводам питающей сети. Это обеспечивает совпадение фаз ЭДС. При этом одинаковые выводы вторичных обмоток должны быть соединены попарно.
Как работают сварочные трансформаторы?
Основной принцип работы сварочного трансформатора заключается в том, что сварочный трансформатор может преобразовывать мощность переменного тока в мощность постоянного тока и наоборот.
Сварочный трансформатор состоит из двух основных частей: первичных и вторичных катушек. Напряжение в цепи переменного тока (AC) создается периодическим изменением направления потока электрических зарядов через проводник — чем чаще это изменение происходит, тем выше частота или большее число циклов в секунду.
Электричество из настенной розетки обычно имеет частоту 60 герц, что означает, что оно переключается с положительного на отрицательное в каждом цикле не менее 60 раз в минуту. В одном типе печей вместо этого используется ток 240 вольт, и для передачи этого вида электроэнергии требуется три провода: один провод несет электричество, а два других действуют как возврат.
В одном типе печей вместо этого используется ток 240 вольт, и для передачи этого вида электроэнергии требуется три провода: один провод несет электричество, а два других действуют как возврат.
Трансформатор понижает напряжение с 240 вольт до 120 вольт, а также передает ток по трем проводам, один из которых предназначен для электрического тока, который преобразует мощность переменного тока в мощность постоянного тока с частотой переменного тока 60 герц или меньше.
В отличие от этого, вторичные катушки преобразуют низкочастотные (60 Гц) переменные токи обратно в высокочастотные токи с помощью индукционного процесса — превращения механической энергии в электрическую без изменения направления ее потока.
Человек, стоящий рядом с проводом, несущим электрический заряд, ничего не почувствует, потому что электроны ударяются о его тело через равные промежутки времени с обеих сторон; однако, если он встанет так, что между ним и проводом будет больше металла, он почувствует большее ощущение электрического заряда.
Затем напряжение от этого трансформатора передается по проводам на сварочный электрод через держатель.
Держатель используется для удержания сварочной проволоки на месте. Он также имеет резистор, который ограничивает ток электрического тока от источника питания и предотвращает его протекание через вашу руку, если вы держитесь за металлическую часть держателя или касаетесь его незаземленным предметом оборудования, например перчатками.
Типы сварочных трансформаторов
Известны четыре первичных сварочных трансформатора. Четыре типа;
01. Сварочный трансформатор с внешним реактором
Обычно это отрицательный вольт-ампер, когда реактор помещается во вторичную обмотку сварочной цепи. Этот внешний реактор содержит стальной сердечник, а также обмотку. Он состоит из провода, по которому проходит ток до максимально допустимого уровня.
02.Сварочный трансформатор Integral Reactor
Этот тип сварочного трансформатора состоит из различных обмоток.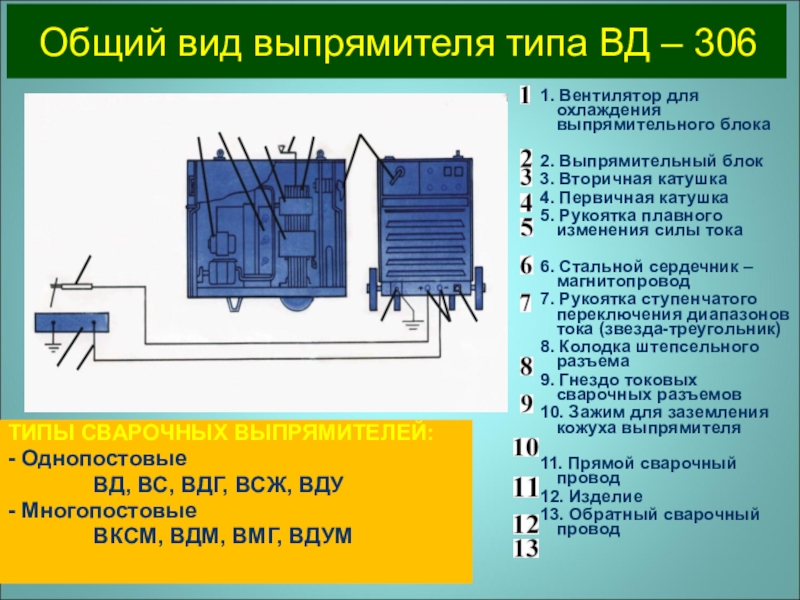 Он имеет первичную обмотку, вторичную обмотку и обмотку реактора. Помимо обычных главных ветвей, этот тип трансформатора имеет еще одну ветвь, на которой находится обмотка реактора.
Он имеет первичную обмотку, вторичную обмотку и обмотку реактора. Помимо обычных главных ветвей, этот тип трансформатора имеет еще одну ветвь, на которой находится обмотка реактора.
Текущий тип сварочного аппарата регулируется перемещением сердечника С, обычно между дополнительными ветвями. Таким образом, трансформатор — это часть, несущая первичную и вторичную обмотки, а реактор — часть, несущая реактор.
03. Сварочный трансформатор с высоким реактивным сопротивлением
Когда этот трансформатор подает ток, вокруг его обмоток возникают магнитные потоки. Возникающие силовые линии магнитного потока и поперечный разрез первичной и вторичной обмоток, что характерно не для всех трансформаторов. И первичная, и вторичная обмотки не пересекаются, поскольку их пути обычно проходят по воздуху.
04. Сварочный трансформатор реактора насыщения
Здесь устанавливается цепь низкого напряжения для изменения работы магнитного сердечника и его магнитных характеристик. Для достижения этого используются или контролируются большие количества переменного тока. Управление большим количеством переменного тока осуществляется с помощью небольшого количества постоянного тока.
Для достижения этого используются или контролируются большие количества переменного тока. Управление большим количеством переменного тока осуществляется с помощью небольшого количества постоянного тока.
Когда это сделано, производственный вольт-ампер можно регулировать от минимума до максимума. Когда в катушку реактора не поступает постоянный ток, реактор имеет минимальное сопротивление, и это вызывает высокий уровень выходного сигнала сварочного трансформатора.
Реостат в цепи постоянного тока помогает увеличить амплитуду. Если это достигается, это приводит к поднятию магнитных силовых линий, что увеличивает импеданс реактора по мере уменьшения выходного тока трансформатора.Это полезно, поскольку помогает удалить подвижные и гибкие части.
Обычно для газовой дуговой сварки.
Многооператорные трансформаторы
Этот тип сварочного трансформатора использует высокое постоянное напряжение, что обеспечивает одновременную работу нескольких сварочных контуров. Он в основном используется при большом скоплении точек сварки в небольшой рабочей зоне.
Он в основном используется при большом скоплении точек сварки в небольшой рабочей зоне.
Зачем мне их использовать?
Сварочные трансформаторы являются ключом к преобразованию высоковольтного переменного тока в низковольтный ток с большой силой тока, который может питать электрическую машину.
Поскольку нагрев зависит от сварочного тока и толщины свариваемых материалов, этот параметр указывает, какой толщины должны быть ваши материалы, чтобы обеспечить их надлежащий сплав, что сводит к минимуму риск перегрева или даже плавления ваших материалов от электрического тока. .
Общее эмпирическое правило заключается в том, что для большинства видов электросварки требуется трансформатор мощностью не менее 100 ампер, но сварка более толстой проволоки или более толстого материала потребует большей силы тока и, следовательно, сварочного трансформатора большего размера.
Чтобы это устройство работало должным образом, оно должно замыкать цепь переменного тока, что означает, что ваш источник питания должен иметь электричество в переменном направлении (переменное).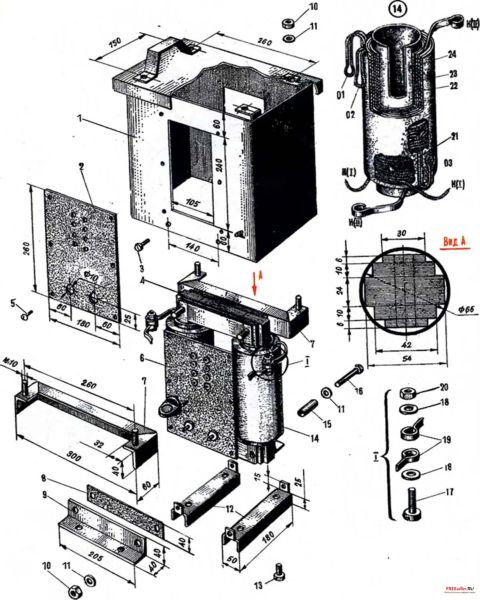
Сварочные трансформаторы обычно представляют собой мощные устройства, используемые на строительных площадках, где высокое напряжение может представлять опасность при неправильном обращении.
Для всех, кто работает рядом с этими типами машин, важно соблюдать правила техники безопасности, указывающие безопасные расстояния при работе вблизи проводов под напряжением, а также какие инструменты не должны касаться голой кожей, например, перчатки или другая защитная одежда, необходимая для работы.
Распространенные ошибки при использовании отводов
Когда вы находитесь в процессе сварки, вам нужны хорошие знания об использовании отводов сварочного трансформатора, который является важным компонентом трансформатора? Распространенные ошибки, которые допускают люди при использовании кранов, приведены ниже.
Распространенная ошибка №. Один:
Люди могут использовать неправильный размер метчика для конкретного приложения, это известно как «заниженный размер метчика».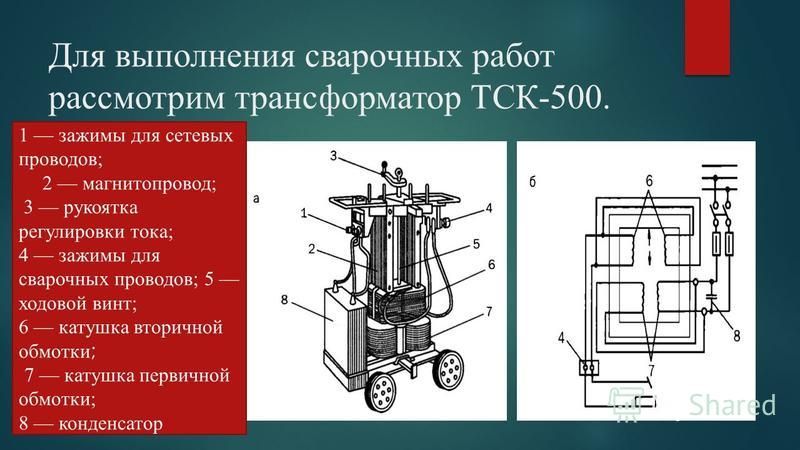 Например, использование метчика M12 x 50, когда вам нужен метчик T15 x 60 для сварки стержнем диаметром 20 мм.
Например, использование метчика M12 x 50, когда вам нужен метчик T15 x 60 для сварки стержнем диаметром 20 мм.
Типичная ошибка №. Два:
Несоблюдение правил безопасной эксплуатации и правил техники безопасности может привести к несчастным случаям и травмам, таким как ожоги или поражение электрическим током, если открытые электрические клеммы касаются голой кожей во время работы с проводкой, которая в любой момент времени находится под напряжением 240 вольт, поэтому убедитесь, что всегда носите соответствующие средства индивидуальной защиты, чтобы избежать травм.
Типичная ошибка №. Третий:
Неспособность должным образом подготовить рабочее место перед началом сварки, включая удаление всего мусора и беспорядка, обеспечение хорошей вентиляции, чтобы пары могли рассеиваться в воздухе и не попадать в легкие.
Типичная ошибка №. Четыре:
Использование старого оборудования, которое изношено или на нем образовалась коррозия, что может привести к ухудшению качества внешнего вида сварного шва, а также производительности из-за более высоких потерь энергии в процессе сварки.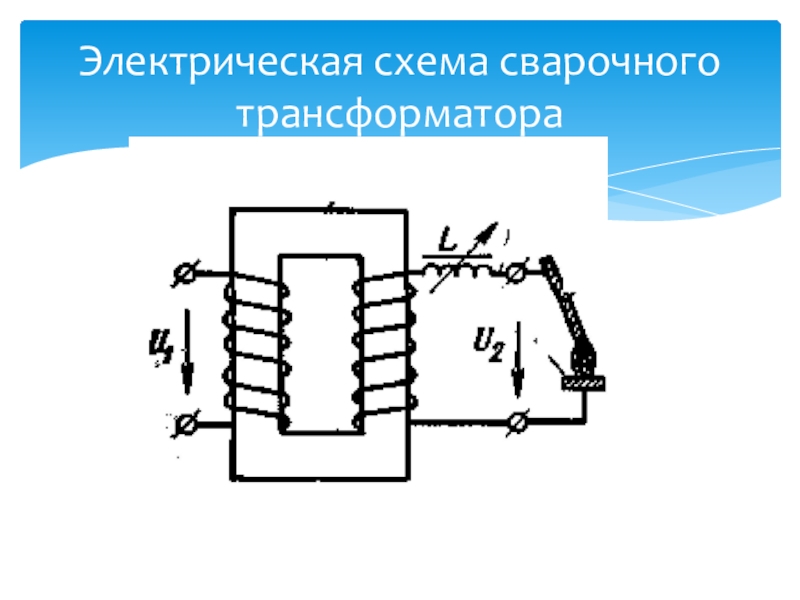
Общие сведения о сварочном трансформаторе
Как упоминалось выше, сварочные трансформаторы обычно используются при использовании машин переменного тока, поскольку они регулируют ток и снижают напряжение. Номинальные параметры сварочного трансформатора обычно выражаются в киловольт-амперах (кВА) и только для определенных режимов работы.Он показывает энергию, которую трансформатор может отдать за заданное время.
Указанное время обычно составляет минуту, а количество энергии обычно выражается в процентах и с требуемой температурой. Сварочный трансформатор также содержит среднеквадратичное значение короткого замыкания, используемое для обозначения максимального уровня тока, который может вырабатывать трансформатор. Кроме того, это дает максимальную толщину используемых материалов.
Что требуется от сварочных трансформаторов?
- Сварочные трансформаторы всегда должны иметь статическую вольтамперную характеристику
- В условиях короткого замыкания всегда уменьшайте сварочный ток.
- Напряжение холостого хода никогда не должно превышать 80 вольт и никогда не должно достигать 100 вольт
- Должен быть прямой способ управления выходом до максимального диапазона
- Напряжение холостого хода должно быть достаточно высоким, но не слишком высоким, как это может разрушить экономику сварки.

Влияние переключателя ответвлений на сварочные трансформаторы
Существует два различных способа подключения ответвлений к одному трансформатору. Во-первых, обычно имеется ряд параллельных трансформаторов.Верхний ряд сварочных трансформаторов должен быть подключен параллельно, а нижний ряд должен быть подключен последовательно, так как он производит самую недостаточную мощность.
Из-за множества конструкций трансформаторов первый ответвитель всегда должен иметь самое низкое напряжение. Поэтому первый ответвитель всегда должен иметь самое низкое напряжение и доступную мощность, поскольку другие ответвления могут отличаться в зависимости от модели или конструкции сварочного трансформатора.
Расположение отводов в сварочном трансформаторе
Отводы в основном расположены на вторичной обмотке.Их можно легко найти в разных положениях, пока они находятся на вторичной обмотке. Основной способ обеспечения ответвлений — это соединение последнего слоя катушки, обычно расположенного в дальнем конце финишной линии. В зависимости от конструкции трансформатора между ответвлениями могут быть перерывы. В большинстве трансформаторов вы найдете эти перерывы между четвертым и пятым касанием. Для катушки также предусмотрена перемычка, которая помогает выбрать подходящее напряжение на точной табличке.
В других случаях отвод может быть сконфигурирован для соединения контура вторичной обмотки и отводов без разрывов между отводами.Самый последний кран обычно находится недалеко от финиша. Паспортная табличка определяет, как будет работать этот ответвитель, поскольку соединение треугольником на стороне ввода закрыто на ответвлении. Конфигурация отводов осуществляется более простым способом, известным как отводы от линии.![]()
Эти ответвительные перемычки всегда соединяют две клеммы катушки, тогда как ответвительные перемычки могут соединять только одну клемму с другим трансформатором. Таким образом, расположение отводов зависит от требуемой величины напряжения.
Краткая информация о том, как отводы помогают регулировать напряжение
Ответвители всегда обеспечивают более высокий или более низкий уровень вторичного напряжения в зависимости от сетевого напряжения, и, следовательно, коэффициенты напряжения трансформатора будут изменяться после того, как отводы будут открыты для использования.В обстоятельствах, когда трансформаторы большие, отводы помогут в изменениях, которые смещают напряжения. В любом случае соединения ответвлений должны быть установлены по умолчанию для линейного напряжения.
Если сварщику необходимо изменить напряжение, он должен изменить отводы, чтобы получить требуемое напряжение. Большие трансформаторы допускают меньше витков по сравнению с маленькими трансформаторами. Следовательно, при использовании больших трансформаторов отводы не должны располагаться на точном напряжении.
Следовательно, при использовании больших трансформаторов отводы не должны располагаться на точном напряжении.
Этапы проверки сварочного трансформатора
- Всегда проводите визуальный осмотр сварочного трансформатора.Вы можете сделать это, обратившись к своему руководству по эксплуатации, и это поможет вам узнать расположение всех частей в вашем трансформаторе.
- Убедитесь, что вы знаете, как была собрана схема разводки. Узнайте, где расположены первичная, вторичная обмотки и ответвления.
- Приобретите мультиметр, который поможет вам измерять напряжение переменного и постоянного тока, сопротивление, диод и целостность цепи.
- Отключите все источники питания, чтобы прокачать конденсаторы. Это означает, что вы должны дождаться разрядки питания.
- Повторно проверьте, чтобы убедиться, что трансформатор обесточен и вся энергия слита. Обратитесь к руководству пользователя, если вы не знаете, что делать.
- В вашем трансформаторе проверьте входное напряжение, чтобы знать, где уменьшить или увеличить напряжение.
- Проверьте выходное напряжение сварочного трансформатора. Если вы не можете определить, какой провод удерживает выходное напряжение, обратитесь к руководству по эксплуатации.
- Проведите проверку непрерывности первичных обмоток
- По завершении проведите проверку целостности вторичных обмоток.
- Наконец, вам необходимо знать о проблемах с трансформатором и устранять их.

Заключение
Возможно, вам нужно различать инвертор и трансформатор или вы не уверены, что именно у вас есть. Основное различие между трансформаторами и инверторами заключается в том, что трансформаторы регулируют переменные токи, увеличивая или уменьшая одно напряжение до другого. Инверторы потребляют только электричество постоянного тока, действуют как вход, а затем производят электричество переменного тока.
Максимальное количество ответвлений трансформатора равно семи. Всегда соблюдайте приведенные меры предосторожности, чтобы избежать серьезных происшествий, таких как поражение электрическим током. В случае, если вы не можете понять указания владельца руководства, не пытайтесь выполнить подключение или подключение. Всегда рекомендуется обращаться к профессионалам, где это необходимо, и соблюдать предельную осторожность при обращении с этими приборами.
В случае, если вы не можете понять указания владельца руководства, не пытайтесь выполнить подключение или подключение. Всегда рекомендуется обращаться к профессионалам, где это необходимо, и соблюдать предельную осторожность при обращении с этими приборами.
Сварочные машины — HMP 45-150A Шпилька типа Трансформатор сварочный аппарат 150 Изготовитель от Rajkot
Подробнее:
| Бренд | Rajdeep | ||
| модель | MIG-250F | ||
| Сварка Текущий диапазон | 25-250A | ||
| фазы | Однофазные | ||
| 415 + — 15% V | 41555 | ||
| Охлаждение | Принудительный воздух | ||
| Коэффициент мощности | 0.93 | ||
| Эффективность | 0,85 | ||
| Тип продукта | Новый |
Процесс сварки MIG является полуавтоматическим. Это также называется дуговой сваркой металлическим газом (GMAW). Процесс сварки МИГ был разработан в 1940 году. Поскольку это полуавтоматический процесс, присадочная проволока постоянно подается в виде проволоки МИГ. Эта проволока подается механизмом подачи проволоки, который имеет моторизованную функцию. Проволока проходила через лайнер, который также имеет подачу газа по тому же кабелю до точки, где образуется дуга.Сварка MIG используется в производстве, где требуется более высокая производительность. Процесс требует электричества для производства тепла, электродной или присадочной проволоки для соединения и инертного газа для защиты сварного соединения от воздуха в виде инертного газа Co2. Мы просим вас купить сварочный аппарат MIG, и если в этом процессе сварки используется робот, эта сварка становится автоматической. Этот процесс сварки MIG является быстрым, экономичным и позволяет производить больше сварочных аппаратов за небольшой период времени, поэтому это более эффективный метод сварки.
Это также называется дуговой сваркой металлическим газом (GMAW). Процесс сварки МИГ был разработан в 1940 году. Поскольку это полуавтоматический процесс, присадочная проволока постоянно подается в виде проволоки МИГ. Эта проволока подается механизмом подачи проволоки, который имеет моторизованную функцию. Проволока проходила через лайнер, который также имеет подачу газа по тому же кабелю до точки, где образуется дуга.Сварка MIG используется в производстве, где требуется более высокая производительность. Процесс требует электричества для производства тепла, электродной или присадочной проволоки для соединения и инертного газа для защиты сварного соединения от воздуха в виде инертного газа Co2. Мы просим вас купить сварочный аппарат MIG, и если в этом процессе сварки используется робот, эта сварка становится автоматической. Этот процесс сварки MIG является быстрым, экономичным и позволяет производить больше сварочных аппаратов за небольшой период времени, поэтому это более эффективный метод сварки.
Используемые типы проволоки: углеродистая сталь, нержавеющая сталь и алюминий. Механизм подачи проволоки нуждается в специальной замене для алюминиевого наполнителя проволоки. Углеродистая сталь лучше всего подходит для сварки MIG. Сварка MIG – это чистая сварка без дыма, очень дешевая, быстрая, экономия времени при замене электрода минимальна, поэтому экономия времени. Подходит для точечных и прихваточных швов
Rajlaxmi Machine Tools предлагает аппарат для дуговой сварки Ramato Make, инверторный сварочный аппарат MMA, сварочный аппарат TIG, сварочный аппарат MIG, аппарат для точечной сварки, аппарат для точечной сварки на пьедестале, аппарат для дуговой сварки на основе трансформатора, сварочный аппарат для шпилек из Раджкота, Гуджарат, Индия
Что такое основные конструкции источников питания для оборудования для дуговой сварки?
Часто задаваемые вопросы
Основными функциями источника питания являются выделение тепла, достаточного для плавления соединения, а также для создания стабильной дуги и переноса металла. Так как для сварочных процессов требуется большой ток (50-300А) при относительно низком напряжении (10-50В), напряжение сети высокого напряжения (230 или 400В) должно быть снижено с помощью трансформатора. Для получения постоянного тока выход трансформатора необходимо дополнительно выпрямить (рис. 1).
Так как для сварочных процессов требуется большой ток (50-300А) при относительно низком напряжении (10-50В), напряжение сети высокого напряжения (230 или 400В) должно быть снижено с помощью трансформатора. Для получения постоянного тока выход трансформатора необходимо дополнительно выпрямить (рис. 1).
Существует пять типов источников питания: трансформатор переменного тока; выпрямитель постоянного тока; Трансформаторный выпрямитель переменного/постоянного тока, генератор постоянного тока и инвертор.
Тип управления, например. первичный отвод, реактор насыщения, тиристор и инвертор является важным фактором при выборе источника питания.Простой аппарат с первичной резьбой может быть идеальным и надежным выбором для многих сварочных работ MIG (GMA), но он имеет свои ограничения. Если ступеней недостаточно, может оказаться невозможным настроить оптимальные условия, и колебания подачи повлияют на выходной сигнал. Тиристорное управление позволяет плавно регулировать выходную мощность, не зависит от изменений напряжения питания и может управляться дистанционно. Тиристорные источники питания могут использоваться для большинства сварочных процессов, т.е. могут иметь как плоскую (МИГ [ГМА]), так и падающую (ММА [СМА] и ВИГ [ГТА]) выходную характеристику.
Тиристорные источники питания могут использоваться для большинства сварочных процессов, т.е. могут иметь как плоскую (МИГ [ГМА]), так и падающую (ММА [СМА] и ВИГ [ГТА]) выходную характеристику.
Инверторные источники питания
предлагают все преимущества тиристорного управления, но с дополнительными характеристиками, снижением веса и эффективностью. Транзисторы используются для преобразования сетевого переменного тока (50 Гц) в переменный ток высокой частоты (> 500 Гц) перед преобразованием в подходящее напряжение для сварки, а затем выпрямлением в постоянный ток. Таким образом, инвертор представляет собой силовой блок, которым можно управлять, часто с помощью программного обеспечения, для получения статических и динамических характеристик, необходимых для выбранного процесса сварки. Следовательно, большинство инверторов предлагают возможность работы в нескольких процессах.Кроме того, реакция современных инверторов открывает возможности высокочастотной пульсации, необходимой для импульсной сварки MIG (GMA), и динамической обратной связи для управления переносом металла, как при MIG с погружением.
Высококачественные аппараты для точечной сварки на переменном токе
AIT предлагает полную линейку высококачественных аппаратов для точечной сварки на переменном токе
Высококачественные сварочные источники питания переменного тока, трансформаторы и принадлежности
Более низкие цены на оборудование и электроды по сравнению с другими производителями
Более короткие сроки изготовления, особенно электродов
Бесплатные пробные сварные швы и беспрецедентная поддержка клиентов
Нажмите здесь, чтобы найти подходящие сварочные головки.
Как мы можем вам помочь
Advanced Integrated Technologies (AIT) является поставщиком оборудования для контактной сварки и технической поддержки для машин для контактной точечной сварки и аксессуаров марки Nippon Avionics (Avio), а также для машин для точечной сварки марки Sunstone. Мы можем оценить образцы вашей продукции, предоставить бесплатные пробные сварные швы и точно указать, какое оборудование лучше всего подходит для вашего применения. Затем мы можем предоставить необходимое вам оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса.Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь в вашем следующем проекте.
Затем мы можем предоставить необходимое вам оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса.Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь в вашем следующем проекте.
Сварочные аппараты AVIO
Эти сварочные аппараты переменного тока лучше всего подходят для сварки толстых листов и медных многожильных кабелей, поскольку они могут регулировать время сварки в более широком диапазоне, чем другие сварочные аппараты с аккумулятором энергии . Низкий пиковый ток менее подвержен влиянию грязи или пятен на заготовке. Они очень подходят для интеграции с автоматикой.AIT производит все наши собственные электроды для использования в этих и других сварочных аппаратах, которые мы поставляем нашим клиентам. Мы можем предоставить нестандартные электроды и решения для ваших сварочных задач.
Подходящие сварочные головки и другие аксессуары доступны для всех перечисленных ниже сварочных аппаратов. Лучше всего связаться с нами и подробно описать ваше применение сварки, а также позволить нашему техническому специалисту поработать с вами над определением наилучшего источника питания, сварочной головки и электродов для ваших конкретных применений.
Лучше всего связаться с нами и подробно описать ваше применение сварки, а также позволить нашему техническому специалисту поработать с вами над определением наилучшего источника питания, сварочной головки и электродов для ваших конкретных применений.
| Однофазные источники питания переменного тока для точечной сварки AVIO | |||
| Особенности | НРВ-5А | НРВ-25А | |
| Система управления | Синхронизированный | ||
| Диапазон контроля нагрева | 40 — 100% | ||
| Время сварки | 0.5 — 99 циклов | ||
| Сжатие, время удержания | 0 — 99 циклов | ||
| Функция сварки | предварительный нагрев, подъем, время охлаждения, функция переключения каналов | ||
| Номинальная емкость | 3 кВА (нагрузка 50 %) | 6 кВА (нагрузка 50 %) | |
| 9,5 кВА (нагрузка 5 %) | 19 кВА (нагрузка 5 %) | ||
| Источник питания | 200 В перем.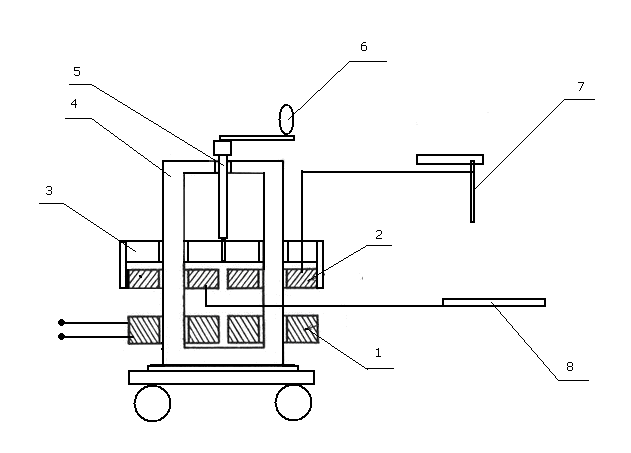 тока +/-10 % 50/60 Гц (опционально 100–120 В перем. тока) тока +/-10 % 50/60 Гц (опционально 100–120 В перем. тока) | ||
| Источники питания переменного тока для сварки | |
| НРВ-5А | НРВ-25А |
Сварочные трансформаторы переменного тока
НТ-5А
| Сварочные трансформаторы AVIO | |||
| Особенности | НТ-5А | ||
| Первичное входное напряжение | 200 В | ||
| Номинальная входная мощность (рабочий цикл 50%) | 3 кВА | ||
| Вторичный ток короткого замыкания | 5000А | ||
| Вторичное напряжение холостого хода | 1. 1, 1.8, 2, 5 (В) 1, 1.8, 2, 5 (В) | ||
Сварочные трансформаторы переменного тока
НТ-8А
| Сварочные трансформаторы AVIO | |||
| Особенности | НТ-8А | ||
| Первичное входное напряжение | 200 В | ||
| Номинальная входная мощность (рабочий цикл 50%) | 6 кВА | ||
| Вторичный ток короткого замыкания | 11000А | ||
| Вторичное напряжение холостого хода | 1.8, 3, 5 (В) | ||
Сварочные трансформаторы переменного тока
НТ-5М
| Сварочные трансформаторы AVIO | |||
| Особенности | НТ-5М | ||
| Первичное входное напряжение | 200 В | ||
| Номинальная входная мощность (рабочий цикл 50%) | 2. 8кВА 8кВА | ||
| Вторичный ток короткого замыкания | 2400А | ||
| Вторичное напряжение холостого хода | 6, 6,5, 7, 7,5 (В) | ||
| Понижающие трансформаторы AVIO | ||
| Особенности | СТ-100 | СТ-200 |
| Первичное входное напряжение | 115 В / 230 В | 220 В / 230 В |
| Номинальная входная мощность | 1 кВА | 6 кВА |
| Вторичное напряжение холостого хода | 100 В | 200 В |
Сварщики Sunstone
В этих аппаратах для точечной сварки переменным током используется внутренний трансформатор, обеспечивающий достаточную мощность для многих применений, что делает их идеальными для контактной точечной сварки и шовной сварки.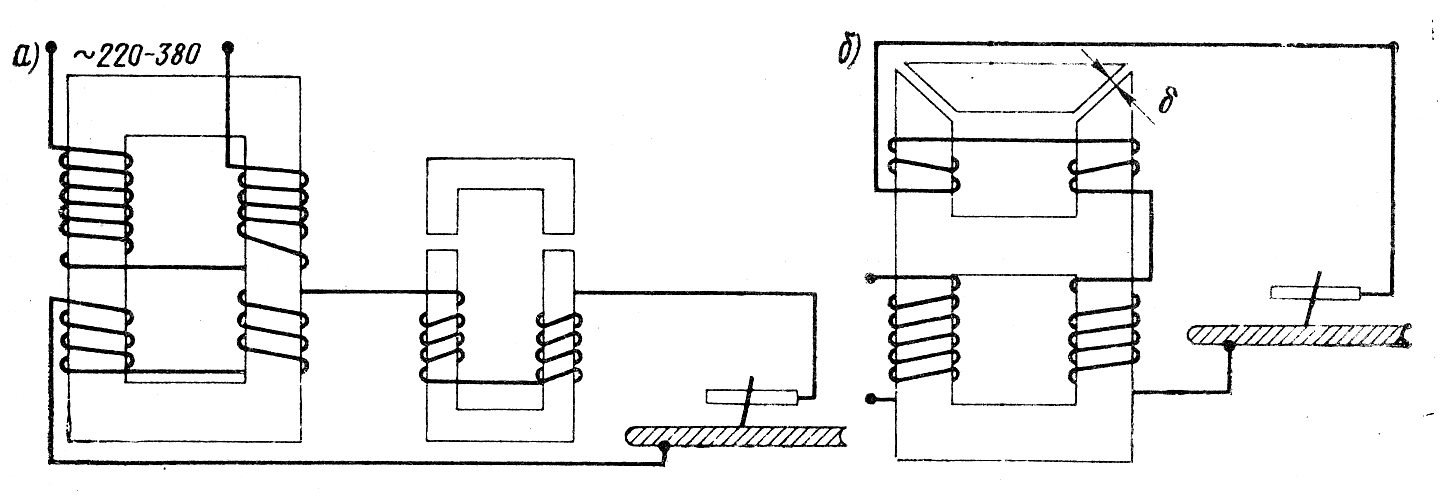 Оба этих сварочных аппарата также используют микропроцессор, который позволяет легко настраивать и программировать сложные последовательности сварки, например связывать различные графики сварки вместе в рамках одного задания. Любой из этих аппаратов для точечной сварки на переменном токе способен сваривать листы толщиной до 0,1 дюйма.
Оба этих сварочных аппарата также используют микропроцессор, который позволяет легко настраивать и программировать сложные последовательности сварки, например связывать различные графики сварки вместе в рамках одного задания. Любой из этих аппаратов для точечной сварки на переменном токе способен сваривать листы толщиной до 0,1 дюйма.
Расширенные режимы:
- Двойная импульсная сварка
- Многоимпульсная сварка
- Точечная сварка
- Шовная сварка
- Функция закалки
Функция сварки швов этих сварочных аппаратов переменного тока делает их очень популярными.Внутренний микроконтроллер позволяет выполнять сложные последовательности шовной сварки.
Щелкните здесь, чтобы найти подходящие сварочные головки.
Аппараты для точечной сварки сопротивлением переменного тока 1,5 кВА и 2,5 кВА
Особенности:
- Простой и удобный интерфейс
- 110 В, однофазный
- Внутренний трансформатор переменного тока
- 4-строчный символьный дисплей
- Ножная педаль
- Одноимпульсный, двухимпульсный, многоимпульсный режимы, режимы шва и скользящего пятна
- До 180 сварок в минуту
- Диапазон длительности импульса без учета режима шовной сварки ( 16. от 67 мс до 1,65 с)
- Сохранение до 100 программируемых расписаний
- Размер: 13,25″ x 10″ x 5,5″ — 32 фунта
- Возможные области применения: пайка, сборка аккумуляторных батарей, контактная шовная сварка, контактная пайка и общая контактная сварка.
 от 67 мс до 1,65 с)
от 67 мс до 1,65 с)
| Особенности каждого блока питания Sunstone | Аппарат точечной сварки переменного тока 1,5 кВА | 2.Аппарат точечной сварки переменного тока 5 кВА |
| Номинальные характеристики внутреннего трансформатора | 1,5 кВА | 2,5 кВА |
| Рабочий цикл сварки | 50% | 50% |
| Общее количество сохраняемых расписаний | 100 | 100 |
| Максимальная внутренняя рабочая температура | 75 °С | 75 °С |
| Номинал предохранителя | 20А | 20А |
| Требования к источнику питания | 110–120 В переменного тока, 50–60 Гц | 110–120 В переменного тока, 50–60 Гц |
| Вес | 31 фунт (14 кг) | 32 фунта (14 кг) |
| Размеры корпуса (Д x Ш x В без разъемов, с ножками) | 13.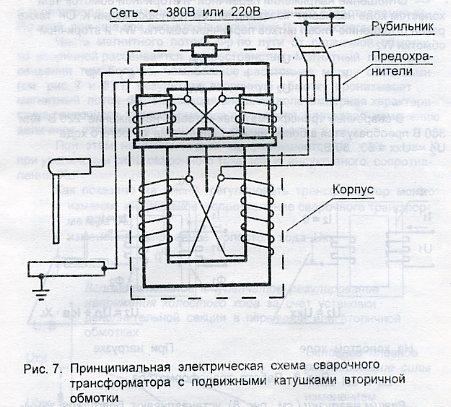 25 x 10 x 5,5 дюймов 25 x 10 x 5,5 дюймов | 13,25 x 10 x 5,5 дюймов |
| Минимальная длина импульса | 16,67 мс | 16,67 мс |
| Максимальная длительность импульса (за исключением шовной сварки) | 1,65 с | 1,65 с |
| Максимальное количество сварок в минуту | 180 | 180 |
2.Аппараты точечной сварки сопротивлением переменного тока 2 кВА и 5 кВА
| Особенности каждого блока питания Sunstone | Аппарат точечной сварки переменного тока 2,2 кВА | Аппарат точечной сварки переменного тока 5 кВА |
| Первичное напряжение | 110/220/240 | 240 |
| Макс. сварка.Крышка. (PG2) | 2 x 0,5 | 2 x 0,75 |
| Ток короткого замыкания | 2100А | 2500А |
| Напряжение разомкнутой цепи | 4,5 В | 5,8 В |
| Вес | 44 фунта (20 кг) | 105 фунтов (48 кг) |
| Размеры | 14 дюймов x 10. |