Инверторный сварочный аппарат — характеристики и правильный выбор. Функция vrd в сварочном аппарате
Расшифровка функций на сварочных инверторных аппаратах.
Регулировка тока сварки. Основной обязательной функцией любого аппарата для ручной дуговой сварки является регулировка сварочного тока. Ток сварки выбирается сварщиком в зависимости от толщины свариваемого металла и толщины применяемого электрода. Рекомендуемые значения тока для различных режимов сварки приведены в таблице:| Толщина металла, мм | 2 | 3 | 4-5 | 4-5 | 5-10 | 5-10 |
| Диаметр электрода, мм | 2 | 3 | 3 | 4 | 4 | 5 |
| Сила сварочного тока, А | 40-80 | 80-120 | 100-150 | 160-200 | 180-230 | 200 и более |
Кроме того, на выбор сварочного тока влияет множество других факторов – материал свариваемых деталей, температура окружающего воздуха, скорость проходки сварочного шва, положение шва в пространстве. Поэтому данные в таблице являются ориентировочными, ток сварки подбирается сварщиком в соответствии с реальными условиями и исходя из личного опыта.
Стабилизация сварочного тока. Данная функция позволяет менять наклон внешней характеристики источника сварочной дуги. На практике это устанавливает зависимость тока сварки от длины сварочной дуги. Данный показатель называют еще «эластичностью» дуги. Регулятором устанавливается либо крутопадающая внешняя характеристика – то есть ток сварки стабилизируется на заданном уровне независимо от длины дуги (высокая эластичность), либо пологопадающая внешняя характеристика – то есть при растяжении сварочной дуги ток сварки уменьшается, а при приближении электрода к свариваемой детали – увеличивается (низкая эластичность). Положение регулятора выбирается сварщиком исходя из практического опыта.
Форсаж дуги (ARC FORCE). Форсаж дуги – быстрое кратковременное увеличение сварочного тока в момент отрыва капли металла от электрода, что ускоряет отрыв капли и позволяет избежать перемыкания дугового промежутка и обрыва дуги. Иногда имеется возможность плавной регулировки степени увеличения тока или полного отключения данной функции.
Антизалипание (ANTI STICK). Во время поджига сварочной дуги, а также при сварке короткой дугой нередко происходит залипание электрода на изделии, в результате чего происходит его перегрев и осыпание обмазки, что делает электрод непригодным к использованию. Инвертор, оснащенный функцией "ANTI STICK", производит автоматическое снижение сварочного тока при длительном (более 1 с) залипании электрода, что предотвращает его нагрев. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки.
Горячий старт (HOT START). Горячий старт – кратковременное (0,2…0,5 с) увеличение сварочного тока при касании электродом металла в момент зажигания дуги. Функция ускоряет первоначальный нагрев кончика электрода и испарение обмазки при начале сварки, что позволяет быстро создать газовую атмосферу в зоне сварки и обеспечивает более уверенное зажигание дуги. Особенно актуальна при сварке на малых токах. Иногда имеется возможность регулировки степени повышения тока или полного отключения функции.
Функция VRD. Встроенная система снижения напряжения холостого хода – предназначена для обеспечения безопасности при проведении сварочных работ в помещениях с повышенной опасностью. Инвертор, оснащенный функцией VRD, снижает напряжение на выходных клеммах аппарата при работе на холостом ходу до уровня 9…12 В и автоматически увеличивает его до оптимального значения (50…70 В) при попытке начать сварку.
Прибор контроля сварочного тока. В отдельных случаях, например при сварке ответственных строительных конструкций, сварке трубопроводов, сварщик должен строго контролировать сварочный ток в соответствии с установленными технологическими требованиями. Для этих целей некоторые сварочные аппараты оборудованы прибором контроля сварочного тока – амперметром.
www.ideal-format.ru
Расшифровка функций на сварочных инверторных аппаратах.
Регулировка тока сварки. Основной обязательной функцией любого аппарата для ручной дуговой сварки является регулировка сварочного тока. Ток сварки выбирается сварщиком в зависимости от толщины свариваемого металла и толщины применяемого электрода. Рекомендуемые значения тока для различных режимов сварки приведены в таблице:| Толщина металла, мм | 2 | 3 | 4-5 | 4-5 | 5-10 | 5-10 |
| Диаметр электрода, мм | 2 | 3 | 3 | 4 | 4 | 5 |
| Сила сварочного тока, А | 40-80 | 80-120 | 100-150 | 160-200 | 180-230 | 200 и более |
Кроме того, на выбор сварочного тока влияет множество других факторов – материал свариваемых деталей, температура окружающего воздуха, скорость проходки сварочного шва, положение шва в пространстве. Поэтому данные в таблице являются ориентировочными, ток сварки подбирается сварщиком в соответствии с реальными условиями и исходя из личного опыта.
Стабилизация сварочного тока. Данная функция позволяет менять наклон внешней характеристики источника сварочной дуги. На практике это устанавливает зависимость тока сварки от длины сварочной дуги. Данный показатель называют еще «эластичностью» дуги. Регулятором устанавливается либо крутопадающая внешняя характеристика – то есть ток сварки стабилизируется на заданном уровне независимо от длины дуги (высокая эластичность), либо пологопадающая внешняя характеристика – то есть при растяжении сварочной дуги ток сварки уменьшается, а при приближении электрода к свариваемой детали – увеличивается (низкая эластичность). Положение регулятора выбирается сварщиком исходя из практического опыта.
Форсаж дуги (ARC FORCE). Форсаж дуги – быстрое кратковременное увеличение сварочного тока в момент отрыва капли металла от электрода, что ускоряет отрыв капли и позволяет избежать перемыкания дугового промежутка и обрыва дуги. Иногда имеется возможность плавной регулировки степени увеличения тока или полного отключения данной функции.
Антизалипание (ANTI STICK). Во время поджига сварочной дуги, а также при сварке короткой дугой нередко происходит залипание электрода на изделии, в результате чего происходит его перегрев и осыпание обмазки, что делает электрод непригодным к использованию. Инвертор, оснащенный функцией "ANTI STICK", производит автоматическое снижение сварочного тока при длительном (более 1 с) залипании электрода, что предотвращает его нагрев. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки.
Горячий старт (HOT START). Горячий старт – кратковременное (0,2…0,5 с) увеличение сварочного тока при касании электродом металла в момент зажигания дуги. Функция ускоряет первоначальный нагрев кончика электрода и испарение обмазки при начале сварки, что позволяет быстро создать газовую атмосферу в зоне сварки и обеспечивает более уверенное зажигание дуги. Особенно актуальна при сварке на малых токах. Иногда имеется возможность регулировки степени повышения тока или полного отключения функции.
Функция VRD. Встроенная система снижения напряжения холостого хода – предназначена для обеспечения безопасности при проведении сварочных работ в помещениях с повышенной опасностью. Инвертор, оснащенный функцией VRD, снижает напряжение на выходных клеммах аппарата при работе на холостом ходу до уровня 9…12 В и автоматически увеличивает его до оптимального значения (50…70 В) при попытке начать сварку.
Прибор контроля сварочного тока. В отдельных случаях, например при сварке ответственных строительных конструкций, сварке трубопроводов, сварщик должен строго контролировать сварочный ток в соответствии с установленными технологическими требованиями. Для этих целей некоторые сварочные аппараты оборудованы прибором контроля сварочного тока – амперметром.
www.ideal-format.ru
Инструкция по эксплуатации, паспорт, сварочного аппарата инверторного типа Jasic ARC 200 (z203)
СВАРОЧНЫЙ ИНВЕРТОР ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ARC200(Z203)
ПАСПОРТ
(ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ)
Уважаемый покупатель!
Благодарим Вас, за приобретение сварочного инвертора.
В случае возникновения вопросов, связанных с эксплуатацией и обслуживанием оборудования, а также с условиями и правилами проведения гарантийного и НЕ гарантийного обслуживания, наши специалисты или представители торгующей организации (в вашем регионе) предоставят необходимые разъяснения и комментарии.
Наши специалисты будут признательны за конструктивные замечания и предложения, связанные с особенностями эксплуатации, характеристиками и конструкцией оборудования, а также, замечания по улучшению системы продаж и сервисного обслуживания.
Данное руководство поставляется в комплекте с аппаратом и должно сопровождать его при продаже и эксплуатации
Просим Вас, внимательно ознакомиться с настоящим руководством по эксплуатации перед началом выполнения сварочных работ.
Не допускайте внесение изменений или выполнение каких-либо действий, не предусмотренных данным руководством.
Производитель не несёт ответственность за травмы, ущерб, упущенную выгоду или иные убытки, полученные в результате неправильной эксплуатации аппарата или самостоятельного изменения его конструкции, а также возможные последствия незнания или некорректного соблюдения предупреждений, изложенных в руководстве..
Назначение оборудования
Сварочные выпрямители инверторного типа серии ARC (Z203) новая модель аппарата с более широким диапазоном сварочного тока, улучшенным отводом тепла и новым дизайном. Предназначены для ручной дуговой сварки и наплавки (ММА) на постоянном токе всех видов и марок сталей электродами с основным и рутил-основным типами обмазки, диаметром от 1,6 до 4,0 мм во всех пространственных положениях, а также ручной сварки TIG и наплавки неплавящимся электродом в среде инертных газов и газовых смесей.
Высокий КПД, универсальность, мобильность, наличие режима снижения напряжения холостого хода, стабильность горения и саморегулирование мощности дуги, высокая эргономичность, оригинальный дизайн и простота в управлении делают процесс сварки простым, приятным и доступным даже новичкам, не имеющим опыта сварочных работ.
Плавные и точные регулировки параметров позволяют добиться идеального качества сварного шва в любом пространственном положении при сварке.
Оборудование рекомендовано для, выполнения ответственных ремонтных и монтажных работ, применения в производстве и бытовых условиях.
Оборудование с функцией снижения напряжения холостого хода (V.R.D) может применяться в судостроении, а также на объектах, находящихся под контролем Госгортехнадзора.
В комплект поставки оборудования входят:
Аппарат сварочный – 1 шт.
Электрододержатель 200A с кабелем 3 м и штекером 35-50– 1 шт
Зажим «массы» 200А с кабелем и штекером 35-50 - 3 м – 1 шт
Паспорт (руководство по эксплуатации) на изделие – 1 шт.
Гарантийный талон на изделие – 1 шт.
Упаковка – 1 шт.
Технические характеристики оборудования
|
Наименование параметра |
ARC-220 (Z203) |
|
Напряжение питания(В) |
Однофазное AC-220±15﹪ |
|
Частота (Гц) |
50/60 |
|
Входной ток (А) |
42,8 |
|
Потребляемая мощность (кВА) |
9,4 |
|
Номинальные рабочие сила тока // напряжение |
200А// 28,0В |
|
Напряжение холостого хода (В) |
70В/ 9В (VRD) |
|
Диапазон регулирования тока (А) |
10-200 |
|
Диапазон регулирования тока в режиме «форсаж дуги» (А) |
0-10 |
|
Продолжительность нагрузки (%) * |
60﹪ |
|
Рабочий цикл при 40°C ПВ 100% |
160А |
|
КПД (%) |
85﹪ |
|
Коэффициент электрической мощности (cos φ) |
0.70 |
|
Класс изоляции |
B |
|
Класс защиты |
IP21S |
|
Габаритные размеры (мм) |
410х160х260 |
|
Вес (кг) |
8,4 |
* - Рабочий цикл 15 мин., при температуре окружающей среды + 400С
Описание оборудования
Выпрямители серии ARC при работе используют технологию высокочастотного преобразования напряжения, с применением транзисторных инверторов.
В конструкции инверторов применяются надёжные и быстрые IGBT модули второго поколения, производства немецкой фирмы Infineon/Eupec (концерн Siemens), которые отличаются высокой надежностью и устойчивостью к неблагоприятным воздействиям окружающей среды.
Управление и контроль параметров сварки осуществляется цифровой системой управления построенной на чип-сете DSP Atmel.
При производстве печатных плат для аппаратов серии ARC используются только оригинальные комплектующие известных европейских производителей Siemens, Toshiba, Philips, Atmet что гарантирует высокое качество производимого оборудования. Все платы снабжены элементами защиты от перегрева и покрыты защитным пылевлагоотталкивающим составом.
Описание органов управления
Передняя панель Задняя панель
1 Гнездо подключения рабочего кабеля «-»
2.Гнездо подключения рабочего кабеля «+»
3. Рукоятка регулирования тока в режиме «форсаж дуги»
4. Индикатор «Питание»
5. Индикатор «Перегрев»
6. Рукоятка регулировки силы тока
7. Вентилятор
8. Пакетный выключатель блока питания
9. Сетевой кабель 1-фазный
10. Значок «Заземление»
11. Переключатель функции снижения напряжения холостого хода (V.R.D)
12. Переключатель режимов сварки (MMA/TIG).
13. Цифровой индикатор параметров сварки
ПЕРЕД НАЧАЛОМ РАБОТЫ
Перед началом работы убедитесь в том, что рабочее место отвечает следующим требованиям эксплуатации оборудования и личной безопасности:
1. В воздухе рабочей зоны должны отсутствовать большие количества пыли, токсичные, коррозионно-активные, горючие газы и испарения. Эксплуатация оборудования допускается при влажности воздуха не более 80%, и температуре окружающей среды от -10С до + 40С
2. В рабочей зоне и вблизи нее должны отсутствовать легковоспламеняющиеся и взрывоопасные вещества и материалы.
3. В рабочей зоне должна быть обеспечена нормальная естественная или принудительная вентиляция. Расстояние от сварочного аппарата до стен или другого оборудования должно быть не менее 30 см. При работе в закрытых помещениях рабочая зона ДОЛЖНА ОСНАЩАТЬСЯ ВЫТЯЖНЫМИ УСТРОЙСТВАМИ.
4. Сварочное оборудование должно быть надежно защищено от воздействия высоких температур, прямых солнечных лучей, атмосферных осадков.
5. Рабочее место сварщика и сварочное оборудование должны иметь заземление. Сечение кабеля заземления должно быть не менее 6 мм2.
6. Рабочее место сварщика должно быть оснащено средствами электроизоляции (ковриками, накладками, изолирующими шинами) а также изолированным ручным инструментом. ЗАПРЕЩАЕТСЯ ВЫПОЛНЕНИЕ РЕМОНТА И ОБСЛУЖИВАНИЯ ОБОРУДОВАНИЯ, ПОДКЛЮЧЕННОГО К ЭЛЕКТРИЧЕСКОЙ СЕТИ.
7. Для защиты сварщика и окружающих людей от излучения сварочной дуги рабочее место должно быть оснащено средствами индивидуальной защиты сварщика (маской, щитком) а также быть ограждено светоизолирующими экранами или шторами. ЗАПРЕЩАЕТСЯ НАХОДИТЬСЯ БЛИЖЕ, ЧЕМ ЗА 2 МЕТРА ОТ ЗОНЫ СВАРКИ БЕЗ СРЕДСТВ ЗАЩИТЫ ОРГАНОВ ЗРЕНИЯ.
Схема сварочного поста
|
|
1. Кабель с электрододержателем. 2. Кабель с клеммой масса 3. Сварочный инверторный выпрямитель |
Подготовка оборудования к работе
1. Убедитесь в исправности оборудования
Перед началом работы убедитесь, что сварочный аппарат, кабели и аксессуары не имеют видимых механических повреждений, вентиляционные решетки аппарата свободны от загрязнений, все органы управления исправны.
2. Подсоедините сварочный кабель
На сварочном аппарате есть два гнезда, предназначенные для подключения сварочного кабеля и кабеля «массы». Они обозначены «+» и «-».
Подключите к ним кабели в соответствии с полярностью, рекомендованной для тех электродов, которые вы используете (полярность указывается на этикетке пачки электродов).
В общем случае существует два способа подключения сварочного оборудования для работы на постоянном токе:
* прямая полярность (обозначается DC (-)) — электрододержатель подсоединен к «-», а зажим «массы» к «+»;
* обратная полярность (обозначается DC (+)) — заготовка подсоединена к «+»,а зажим «массы» к «-».
Неправильное подключение оборудования может вызвать нестабильность горения дуги, разбрызгивание расплавленного металла и появление дефектов сварного шва.
Для подключения кабелей вставьте кабельный разъем в соответствующее гнездо на лицевой панели аппарата и проверните его по часовой стрелке до упора. Проверьте надежность соединения. ЗАПРЕЩАЕТСЯ ИСПОЛЬЗОВАНИЕ ЛЮБЫХ ИНСТРУМЕНТОВ ДЛЯ ФИКСАЦИИ РАЗЪЕМА.
3. Подсоедините сетевой кабель
В комплект сварочного оборудования входит сетевой кабель. Подсоедините его к электросети с требуемыми параметрами. Проверьте надежность подключения сетевого кабеля.
ЗАПРЕЩАЕТСЯ ИСПОЛЬЗОВАНИЕ РАБОЧИХ КАБЕЛЕЙ ДЛИНОЙ БОЛЕЕ 5 МЕТРОВ. Для подключения аппарата к удаленным сетевым разъемам используйте удлиняющие кабели питания.
ВНИМАНИЕ! Аппараты оснащены системой автоматической стабилизации сетевого напряжения, при его отклонениях до +/- 15% от нормы. При больших отклонениях напряжения питания существует риск повреждения оборудования. В этом случае рекомендуется использовать внешние стабилизаторы напряжения.
4. Включите аппарат
Установите выключатель сети в положение «Вкл.». Если аппарат исправен и готов к работе, то на лицевой панели зажигается сигнальная лампа и включается встроенный вентилятор охлаждения. В случае, если аппарат перегрелся, то на передней панели зажигается сигнальная лампа «Перегрев». В этом случае, аппарат необходимо прекратить работу, оставить аппарат включенным и дождаться отключения сигнала «Перегрев».
5. Установите значение сварочного тока
Установите требуемую величину силы сварочного тока, в соответствии с рекомендациями, указанными на упаковке электродов, которые вы используете. В общем случае, рекомендуются следующие режимы сварки в зависимости от диаметра электрода:
Соотношение между диаметром электрода и сварочным током при сварке в нижнем положении
|
диаметр электрода (мм) |
Рекомендованный сварочный ток (А) |
Рекомендованной сварочное напряжение (В) |
|
1,0 |
20-60 |
20,8-22,4 |
|
1,6 |
44-84 |
21,76-23,36 |
|
2,0 |
60-100 |
22,4-24,0 |
|
2,5 |
80-120 |
23,2-24,8 |
|
3,2 |
108-148 |
23,32-24,92 |
|
4,0 |
140-180 |
24,6-27,20 |
6. Использование функций «Горячий старт», «Форсаж дуги» и «Lift Arc»
Функция «Горячий старт» используется для облегчения зажигания электрода. Она особенно эффективна при использовании электродов большого диаметра, а также при сварке высоколегированных сталей. Во всех аппаратах серии ARC эта функция включена по умолчанию, что делает аппараты очень удобными для использования даже начинающими сварщиками.
Функция «Форсаж дуги» (Arc Force) позволяет автоматически увеличивать напряжение на дуге до заданного предела при увеличении дугового промежутка. За счет этого стабилизируется горение дуги и перенос электродного металла, что позволяет улучшить качество шва при сварке коротким электродом или работе в труднодоступных местах. Особенно эффективно применение этой функции при сварке в вертикальном и потолочном положениях. Установка предела увеличения напряжения выполняется с помощью регулятора «Форсаж дуги» на лицевой панели аппарата.
Функция «Lift Arc» служит для бережного поджога дуги касанием в режиме TIG сварке (переключение на передней панели аппарата) при кратковременном увеличении сварочного напряжения позволяет увеличить ресурс вольфрамового электрода.
Рекомендации сварщику
Для получения качественных сварных швов и обеспечения эффективной работы оборудования очень важен правильный выбор электродов.
В первую очередь, необходимо подобрать диаметр электрода, необходимый для качественной и эффективной сварки. Для этого, можно воспользоваться следующими рекомендациями:
Соотношение между диаметром электрода и толщиной свариваемого металла
|
Толщина металла (мм) |
<4 |
4~8 |
>8~12 |
>12 |
|
Диаметр электрода (мм) |
≤3.5 |
ф3~4 |
ф4~5 |
ф5~6 |
При сварке в вертикальном, горизонтальном, и верхнем положении сварочный ток должен быть меньше на 10-20% чем при сварке в обычном положении, а при сварке под углом больше 10-20% чем при сварке в обычном положении. Электрод из легированной стали и нержавеющий электрод с большим сопротивлением и высоким коэффициентом теплоотдачи при сварке из-за большого тока легко перегревается, что может привести к выпадению из держателя, поэтому ток необходимо уменьшить.
Проблемы при сварке, их причины.
|
Плохой поджиг, электрод прилипает к металлу. |
|
|
Дуга прерывается, пульсирует |
|
|
Сильное разбрызгивание |
|
|
Шов формируется «горбом», есть «подрезы» |
|
|
Шов пористый, большое количество дефектов |
|
|
Шлак плохо отделяется, «заклинивает» в разделке. |
|
Техническое обслуживание .
|
ВНИМАНИЕ: Персонал, производящий техническое обслуживание и ремонт оборудования должен иметь профессиональные навыки и знания по электротехнике, знать устройство данного оборудования и владеть знаниями и приемами по обеспечению безопасности. Операторы должны иметь соответствующие квалификационные сертификаты, подтверждающие их навыки и знания. Все работы по техническому обслуживанию должны проводиться на аппарате, отключенном от питающей сети. |
К работе с аппаратом допускаются лица не моложе 18 лет, изучившие инструкцию по эксплуатации, изучившие его устройство, имеющие допуск к самостоятельной работе и прошедшие инструктаж по технике безопасности.
Для обеспечения бесперебойной и длительной работы необходимо проводить ежедневные и периодические осмотры технического состояния выпрямителя.
При ежедневном обслуживании:
1) перед началом работы произвести внешний осмотр выпрямителя для выявления повреждений изоляции кабелей и устранить замеченные неисправности;
2) проверить состояние контактов во внешних цепях.
3) Очистить от пыли и грязи вентиляционные решетки аппарата
При периодическом обслуживании (один раз в месяц или чаще, в зависимости от условий эксплуатации):
1) продуть электрические узлы струей сухого сжатого воздуха, а в доступных местах - протереть чистой мягкой щеткой;
2) проверить состояние электрических контактов разъемов, в случае необходимости обеспечить надежный электрический контакт Окисленные контакты и разъемы зачистить с помощью наждачной бумаги или надфилей;
3) проверить работу вентилятора.
4) Проверить плотность электрической изоляции корпуса и внутренних блоков аппарата
Диагностика неисправностей.
|
ВНИМАНИЕ: Все работы, по обслуживанию и ремонту данного сварочного оборудования в случае его поломки должны осуществляться только квалифицированным техническим персоналом |
Возможные неисправности аппаратов серии ARC и способы их устранения
|
Неисправность |
Причина и способ устранения |
|
1.При работе аппарата контрольная лампочка выключена, встроенный вентилятор не работает, нет рабочего напряжения |
1. Возможна неисправность выключателя источника питания. Исправьте. 2. Возможный отказ источника питания. Проверьте и исправьте. 3. Возможно короткое замыкание. Проверьте и исправьте при необходимости. |
|
2. Индикатор питания горит, вентилятор не работает, или прокручивается несколько оборотов, нет рабочего напряжения |
1. Неправильное соединение на входе с 380В, состояние защиты от чрезмерного напряжения. Соедините с 220В и включите повторно. 2. Нестабильный ввод питания из-за неподходящего кабеля питания или соединения, срабатывает защита от чрезмерного напряжения. 3.Сварочное оборудование находится в состоянии защиты от чрезмерного напряжения из-за непрерывного включения-выключения. Отсоедините источник тока, и включите сварочное оборудование как минимум через 3 минуты. 4. Дефект соединения выключателя и нижней панели. |
|
3. При работе аппарата встроенный вентилятор работает, индикатор неисправностей выключен, нет рабочего напряжения . |
1. Нормальное напряжение положительного и отрицательного полюсов панели VH-07 должно быть 220В. 2. Неправильное соединение внутри аппарата. Проверьте и соедините повторно при необходимости. |
|
4. При работе аппарата индикатор неисправностей выключен, есть рабочее напряжение, поджиг дуги не происходит. |
1. Ненадежное крепление зажима массы в гнезде корпусе аппарата или на обрабатываемой детали. 2. Ненадежное соединение электрододержателя и электрода, или кабеля в гнезде аппарата. |
|
5. Сварочный ток нестабильный или невозможно отрегулировать регулятором, сварочный ток слишком большой/малый. |
1. Неисправен регулятор сварочного тока. Проверьте регулятор тока, при необходимости замените 2. Включен «Форсаж дуги». Отключите функцию. 2. Неисправность платы управления. Обратитесь в сервисный центр |
|
6. Индикатор неисправностей горит, нет выработки |
Если индикатор неисправностей горит, транзистор верхней печатной платы возможно поврежден. |
Гарантийные обязательства
Внимание! Гарантийный талон является неотъемлемой частью данного паспорта. Пожалуйста, требуйте от продавца полностью заполнить гарантийный талон.
Перед покупкой, просим ознакомиться с условиями гарантии и проверить правильность записи.
Потребитель имеет право во время действия гарантийного срока поменять дефектное изделие на новое – без дефектов, в случае невозможности ремонта. Возвращаемое изделие должно быть комплектным, надлежащим образом упакованным. К оборудованию должен прилагаться гарантийный талон. Отсутствие вышеизложенных условий ведет к потере прав вытекающих из настоящей гарантии.
Гарантийный срок эксплуатации изделия - 12 месяцев с момента ввода в эксплуатацию, но не более 18 месяцев со дня отгрузки с предприятия-изготовителя.
Гарантия не включает в себя проведение пуско-наладочных работ, отработку технических приемов сварки, проведение периодического обслуживания.
Гарантийные обязательства не распространяются на входящие в комплект поставки расходные комплектующие.
Настоящая гарантия не распространяется на случаи, когда:
- не будут предоставлены вышеуказанные документы или содержащаяся в них информация будет не полной или неразборчивой (это также относится и к гарантийным талонам)
- изменен, стерт, удален, или неразборчив серийный номер изделия;
- наличия механических повреждений, попадания жидкости, посторонних предметов, грызунов, насекомых и т.п. внутрь изделия.
- удара молнии, пожара, затопления или отсутствия вентиляции или иных причин, находящихся вне контроля производителя;
- использование изделия с нарушением инструкции по эксплуатации.
- нарушение правил подключения аппарата к сети.
- ремонта или доработки изделия неуполномоченным лицом.
- нарушения правил хранения или эксплуатации.
- применялись не несоответствующие эксплуатационные и сварочные материалы.
- оборудование применялось для других целей.
Внимание: периодическое обслуживание, текущий ремонт, замена запчастей связанных с их эксплуатационным износом производятся за отдельную плату (т.е. гарантия не распространяется на быстроизнашивающиеся части такие как электрододержатель, клемма масса ,сварочный кабель и т.п.).
Настоящая гарантия не ущемляет законных прав потребителя, предоставленных ему действующим законодательством.
Гарантийные обязательства вступают в силу при соблюдении следующих условий:
- обязательное предъявление потребителем изделия, все реквизиты которого соответствуют разделу "Свидетельство о приемке" паспорта;
- обязательное предъявление настоящего паспорта с отметками торговой организации;
- обязательное предъявление правильно заполненного гарантийного талона с отметками торговой организации.
- предоставление сведений о продолжительности эксплуатации, о внешних признаках отказа, о режиме работы перед отказом (сварочный ток, рабочее напряжение, ПН%, длина и сечение сварочных проводов, характеристики подключаемого оборудования), об условиях эксплуатации.
svarka-invertor.com
технические характеристики и специфические свойства
Использование сварки в быту является довольно частым. Сварочные операции производят агрегатом, действующим за счет силового трансформатора, являющегося центральным конструкционным элементом в устройстве.
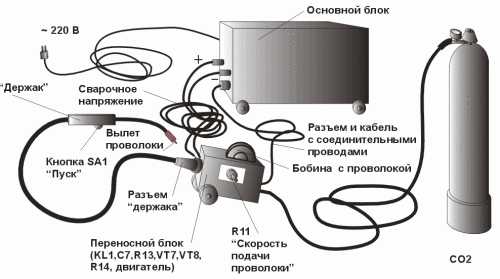
Схема инвенторного сварочного аппарата.
Агрегаты для сварки имеют не только достоинства, одновременно можно выделить и наличие эксплуатационных недостатков. Использование сварочных инверторов в быту связано с качественным скачком в области сварки. Что же представляет собой данный агрегат?
Особенности работы сварочных инверторов
Выбор инвертора нужной модели определяется соответствующими техническими характеристиками. Отсутствие знаний обо всех конструктивных особенностях сварочных инверторов будет препятствовать качественному выбору. Отличие сварочных инверторов состоит в особой мобильности, то есть их можно с легкостью перемещать по определенной площади и поднимать на определенную высоту.
Универсальный сварочный инвертор позволяет работать с любыми электродами, поддерживающими постоянный или переменный ток. При этом можно использовать неплавящиеся электроды, то есть аргонодуговую сварку. Регулировать силу тока инвертора можно в большом диапазоне. В агрегате предусмотрены специальные функции, которые устройство может с успехом реализовать:
Схема устройства инвертора для сварки.
- Предотвратить процесс залипания (Arc Force).
- Снизить силу тока во время короткого замыкания для минимальных значений (Anti-Sticking).
- Обеспечить розжиг для электрода (Hot start).
Недостатки, которые можно выделить:
- Длина кабеля должна быть не больше 2,5 м, что является ограничением.
- Необходимый температурный диапазон будет определяться типом инвертора.
- «Внутренняя» схема нуждается в постоянной очистке от пыли.
- Высокая стоимость инвертора, который стоит в два раза дороже, чем трансформатор.
Некоторые из моделей нельзя эксплуатировать в зимних холодных условиях, как и любую электронику. Контраргументом, который противостоит недостаткам, является многофункциональность инвертора и удобство в его работе. Вместе с тем способ усвоения метода работы со сварочным инвертором является наиболее простым, поэтому и доступным многим покупателям.
Таблица сварочных токов
Инверторы получили широкое применение благодаря разнообразию всех характеристик, помогающих превосходно осуществлять сварку как металлов, так и сплавов. Свойства инверторов зависят от вида сварки, который характерен для определенной модели:
- Ручной дуговой.
- Автоматической.
- Полуавтоматической.
Инвертор выполняет не только процесс сварки металлов, но и резки. Устройство инвертора отличается по своим конструктивным особенностям в зависимости от типа сварки.
Основные технические характеристики инверторов
Показатель мощности выступает одной из основных технических характеристик, присущих любой модели инвертора. За счет показателя потребляемой мощности определяются значения величины показателя и диапазона его изменений, в пределах которых происходит изменение значений тока. Максимальным значением тока для сварки является показатель, превышающий 300 А. Если инвертор с показателем малой мощности, то регулировка технических характеристик происходит в диапазоне 10-130 А.
Максимальный ток при сварке может не только влиять на скорость сварки, но и позволяет использовать сварочные электроды с разным размером диаметра. Это автоматический процесс, поскольку регулирование скорости сварки не связано с ее указанием на датчиках прибора.
Схема утройства передней панели инверторного аппарата.
За счет повышенного сварочного тока возможен быстрый переход металлического состава электрода на свариваемую кромку. Производительность сварки не зависит от ее скорости. Это связано с тем, что сварочный процесс больше ориентирован на настройки и подгонку необходимых для сварки деталей. На это может уйти очень много времени, как и на то, чтобы удалить шлак, накопившийся на сварочных швах.
Присущие агрегату для сварки технические характеристики, которые способны защитить его от воздействий извне, сводятся к свойствам:
- Противоударности.
- Влагозащищенности.
- Пылезащищенности.
Для каждой модели инвертора предусмотрен уровень температурного рабочего диапазона, определяемого в процессе производства агрегата. Если помещение является холодным, то после хранения в нем инверторов может не произойти их включения.
Специфические технические характеристики инверторов
Устройствам присущ ряд важных характеристик, позволяющих осуществлять резку по металлу способом воздушно-дугового вида резки.
Схема дросселя для инверторного аппарата.
Их можно одновременно применять в процессе ручной сварки. С этой целью осуществляют настройку сварочного тока, выбрав значение полярности. Расчет бытового устройства необходим в получасовом интервале при условии непрерывного горения дуги.
Если интервал непрерывного процесса работы выбран небольшой, то это позволяет использовать силовые элементы с транзисторными ключами, имеющими малую мощность. Эти технические характеристики являются определяющими для стоимости сварочных инверторов и их размеров.
Наличие иных характеристик устройства инвертора и его возможностей не будет оказывать влияние на качество сварных швов после того, как будет окончена работа агрегата. Разделение различных моделей инверторов по данному признаку считается условным.
Принцип работы сварочного оборудования
Технические характеристики промышленных и бытовых приборов
В процессе работы современного инвертора используется принцип двойного преобразования. Если не вникать во все нюансы работы агрегата, в которых может разобраться только специалист, можно остановиться на основном моменте, связанном с параметром частоты переменного тока. На входе агрегата ток выпрямляется, а затем, пройдя фильтр, он переходит на транзисторную сборку, где происходит его преобразование. Поэтому вырабатываемый ток высокой частоты будет иметь параметры, которые определяются видом модели.
Максимальным значением тока в/ч является 50 кГц. Этот результат связан с особенностью, которая сводится к скачкообразным повышениям силы тока. По этой причине в аппаратах для сварки применяются малогабаритные трансформаторы с небольшим весом. Обычный сварочный аппарат и трансформатор инвертора имеют разницу в весе, которая колеблется в интервале нескольких десятков раз, что и определяет небольшие габариты устройства.
Продолжительность включения сварочного инвентора.
Инверторы могут использоваться не только в промышленных условиях, но и в быту, так как предусмотрены различные виды сварки. Данный критерий позволяет разделить инверторы на четыре основных типа, из которых для бытовой сварки пригодно только устройство, имеющее аббревиатуру ММА («ручная дуговая»). Предназначение других типов инверторов связано с более сложным технологическим процессом сварки.
Электроды, применяемые в устройстве ММА для сварки в быту, могут быть обычными, все зависит от размера элемента. Толщина свариваемого металла определяется маркой электрода, то есть его сечением.
Учитывая параметры, которые определяют напряжение и мощность прибора, лучше всего воспользоваться аппаратом, подключаемым к обычным розеткам. В любом случае рассчитаны они на приборы, имеющие мощность не больше 4 кВт. На это и требуется опираться при покупке сварочных инверторов, поскольку при этом не надо будет производить установку отдельной розетки, ограничивая возможную мобильность устройства, так как оно везде может понадобиться.
Вместе с тем требуется уделить внимание параметру частоты силы тока: чем данный показатель больше, тем прибор более легок и компактен. Будет достаточно параметра силы тока максимум 160 А.
Способность прибора к постоянной работе сводится к одной операции по сварке за 15 минут, после чего можно начинать следующую. Чем выше напряжение прибора при «холостом ходе», тем дуга загорается легче. Среди добавочных функций можно выделить выпрямление тока, в результате чего при нагреве металла получается высококачественный шов.
Поскольку перемещать инвертор можно путем ручной переноски, к агрегату прилагают дополнительно «чемоданчик». Данный вид прибора «не любит» пыли и грязи, поэтому требуется уделить особое внимание этому моменту, выяснив у продавца особенности ухода за инвертором. Вместе с тем следует поинтересоваться о возможности ремонта агрегата.
Как правильно выбрать инвертор?
При покупке следует подготовиться к худшему. Если учитывать данное правило, то оно никогда не подведет, поэтому предварительно следует задать соответствующий вопрос продавцу о том, где данную модель можно отремонтировать, проведя сервисное обслуживание и гарантийный ремонт.
Для любого обычного человека понятно, что никто не станет делать ремонт прибора, если он не обеспечен соответствующими гарантийными обязательствами. Поэтому перед покупкой следует задать все соответствующие вопросы продавцу, которые должны быть связаны со взаимоотношением изготовителя и магазина.
Таблица требуемых технических характеристик для сварочного инвертора.
Все технические и общие вопросы должны выясняться с особенной тщательностью, иначе время нахождения агрегата на гарантийном ремонте может увеличиться. Все указанные выше аспекты должны быть предусмотрены с целью, чтобы соответствующий выбор был сделан и новичком, а не только профессионалом.
К другим свойствам сварочных инверторов относятся такие, которые неподготовленным покупателям не будут полезны. Если возникли какие-либо сомнения в процессе выбора инвертора, то целесообразным будет разговор с экспертом-практиком. Необходимо осмысливать, что, делая оценку сварочных инверторов по определенной технической характеристике, к наилучшему выбору можно и не прийти. Необходимо тщательно и всесторонне исследовать свойства прибора, выяснив способы наилучшего его применения, ориентируясь сначала на цель покупки аппарата.
Одним делом является каждодневная профессиональная работа, а другим — использование устройства в быту. Возможно, что прибор будет применяться не часто, а только с целью проведения легких операций. Платить излишние средства за многофункциональный сварочный инвертор, потенциал которого не будет применяться на практике, смысла нет.
Как правильно прочитать перечень характеристик?
Для более полной технической характеристики нужен перечень, который предусматривает каждый элемент с единицами измерения. Приведена таблица для модели KEMPPI MINARC EVO150.
Например, в строке таблицы информация «Рном при Iмакс ПВ 35%TIG 150 A / 3,2 кВт» читается следующим образом. При использовании дуговой сварки максимальный уровень силы тока составляет 150 А, а номинальная мощность при данной силе тока — 3,2 кВт, если нагрузка равна (ПВ) 35% в среде защищенного газа. Данное устройство должно иметь эффективную систему охлаждения.
Питающая сеть должна иметь уровень напряжения и соответствующую частоту, которые определены теми значениями, являющимися характерными именно для РФ. Сварочный инвертор имеет предел допустимого уровня при падении напряжения, составляющий 180 В. Необходимая сила тока при сварке поддерживается плавной настройкой аппарата либо стабилизатором, который в него встроен.
Расшифровка аббревиатуры характеристик аппарата
Рассмотрим значения характеристик, которые связаны с аббревиатурой MMA, TIG, MIG/MAG, PAC, ПВ. Характеристики инвертора, обозначаемые аббревиатурой TIG, ПВ и ММА, требуется рассмотреть отдельно. TIG (tungsten inert gas) означает в переводе с английского: дуговой метод сварки с использованием электрода на присадке, который является тугоплавким. При защитной среде аргона либо иных видов газа, являющихся инертными. Этот вид электрода применим при сварке металлов или сплавов.
ПВ — означает продолжительность включения. Значение данного параметра указывается в процентах и определяется отношением продолжительности рабочего времени в условиях нагрузки к общему времени, которое включает всю сумму времени работы устройства под нагрузкой, а также паузы.
Общее время составляет значение, равное 5 минутам. Оптимальным значением ПВ, достигающим 80%, принято считать 1 минуту перерыва и 4 минуты работы. Если время работы под нагрузкой увеличивается, то это приводит к тому, что срабатывает тепловая защита в блоке управления агрегатом. Обозначение ММА расшифровывается как metal manual arc, что в переводе с английского читается как «сварка ручная со сменным электродом».
Например, если рассматривать в приведенной выше таблице строку с содержанием «Рвых. (to = 40°C) ММА ПВ 100% 100A / 24,0В», то она будет иметь информацию о выходной мощности сварочного аппарата Рвых. включая ее показатели в процессе непрерывной работы за счет сменных электродов в ручном режиме при полной нагрузке, равной 5 мин, при силе тока 100 А и напряжении 24 В.
Охлаждение радиатора происходит при температуре 40 градусов по Цельсию в окружающей среде. Сопоставляя одноименные значения, указанные в перечне для разных моделей, реально сделать вывод о том, насколько являются эффективными показатели, присущие системе охлаждения.
В характеристиках разных приборов может содержаться аббревиатура: PAC, MIG или MАG (metal inert/active gas), что в переводе с английского означает полуавтоматическую сварку с использованием проволоки при наличии среды инертных газов с защитной функцией, например аргона либо углекислого, являющегося активным. В устройствах, оснащенных данной функцией, имеется:
Схема работы сварочного инвертора.
- Сварочная горелка для режима работы на автомате.
- Механизмы для подачи проволоки.
- Шланг, отвечающий за подачу газа при наличии отсекающего клапана.
Последний элемент синхронизируется с работой системы подачи газа туда, где крепится баллон с газом.
Под аббревиатурой РАС (plasma arc cutting) подразумевают плазменно-дуговую резку. Этот метод связан с процессом удаления из зоны работы сварочной дуги сплава через сопло при сжатом воздухе. Использование кислорода на основе подогрева для наибольшей эффективности позволяет в достаточной степени повысить скорость реза и его качество.
Следует отдельно рассмотреть значения аббревиатуры для составляющих элемента, то есть их технические характеристики.
moyasvarka.ru
Как выбрать инверторный сварочный аппарат и для каких видов работ он пригоден
Вкратце рассмотрим принцип работы инвертора.Переменный ток подается на выпрямитель, превращается в ток постоянного напряжения, далее переходит на устройство, преобразующее постоянный ток обратно в переменный, но уже с заданными характеристиками частоты и силы тока.
Главное отличие инвертора от трансформаторного аппарата это возможность регулировки сварочного тока в широком диапазоне и поддержание режима работы в случае незначительных колебаний напряжения в сети, от чего зависит устойчивость в дуги и как следствие, качество сварного шва.
Числовые параметры сварочных инверторных аппаратов
Сварочный ток
Сварочный ток измеряется всегда в амперах (А). Для сварочного аппарата инверторного типа важен диапазон между максимальным и минимальным токами.
Для сварки массивных заготовок толщиной более 5 мм необходимо обратить внимание на параметр максимального сварочного тока Imax.
Для сварки тонкого металла, наоборот, стоит обратить внимание на минимальный сварочный ток Imin. Чем этот показатель меньше, тем меньшей толщины металл можно сваривать.
[note]Если нужно купить инверторный сварочный аппарат с широкими возможностями на все случаи жизни, то следует выбирать аппарат, у которого диапазон сварочного тока будет довольно широкий, например от 15 до 250 А.[/note]В технических характеристиках сварочных аппаратов иногда пишут диаметр электродов, который можно использовать с конкретным инвертором. Этот показатель второстепенный, так как диаметр электрода зависит от величины сварочного тока. Это тесно связанные параметры, и по указанному сварочному току всегда можно понять, какие электроды следует использовать.
Степень защиты (IP)
Имеется в виду степень защиты от влаги. Например, IP21 — это электробезопасность при прямом дожде, IР23 — защита от косого дождя. Уточнить эти параметры можно по специальным таблицам. Теоретически чем выше этот параметр, тем лучше. Но по технике безопасности под дождем сварочные работы выполнять нельзя, поэтому на практическую эксплуатацию инвертора этот параметр влияет мало.
Потребляемая мощность
Потребляемая мощность измеряется в киловаттах и имеет принципиальное значение там, где с мощностью могут быть проблемы. Например, бытовая электрическая сеть позволяет получать мощность 2,2 кВт. В садовых товариществах бывает, что допустимая мощность на участок составляет всего 1,5 кВт или даже меньше.

Аппарат подходит для работ в городе на открытом воздухе
Для выполнения сварочных работ в городе или еще где-то, где проблем с мощностью электрической сети нет, этот параметр не так актуален.
Обзор бюджетных сварочных аппаратов — самые популярные инверторы прошлого года. Подробности в этом видео.
ПВ, ПН, НПР (продолжительность включения, продолжительность нагружения, непрерывная продолжительность работы).
Это разные обозначения одного и того же параметра, который показывает в процентах, какое количество времени сварочный аппарат может работать и сколько ему необходимо простаивать (для остывания).
Правила работы на сварочном аппарате таковы, если взять цикл за 100%, то ПВ = 60% означает, что 60% времени инвертор может работать, а 40% ему нужно «отдыхать». Циклы бывают 5 и 10 — минутные, и желательно, чтобы в технических характеристиках также было указано, какой именно цикл имеется в виду.
Например, если при цикле 10 минут время непрерывной работы составляет 60%, то 6 минут можно работать, а 4 минуты сварочный аппарат должен простаивать и остывать. Обычно при разных токах эти проценты отличаются. Например, при большем токе (180 А) время работы может составлять 70%, а при меньшем токе (120 А) тому же сварочному аппарату не нужно никакого простоя, то есть время непрерывной работы составляет 100%.
[tip]Следует еще раз отметить, что цикл может быть только 5 или 10 минут, и никак не больше![/tip] [note]Параметр ПВ/ПН/НПР имеет значение, когда необходимо сделать длинный шов или долго работать без перерыва. Для выполнения шва длиной 5 — 10 см или нескольких таких швов этот параметр не особо важен. Тем не менее, необходимо учитывать, что этот параметр связан со сварочным током. Например, если работать с током 100 А, у инвертора с максимальным сварочным током 150А ПВ/ПН/НПР может быть, например, 60 — 70%.[/note]При этом, работая с тем же током 100 А, у инвертора с максимальным током 200 А ПВ/ ПН/НПР может составлять 80 — 100%. Таким образом, чем рабочий ток относительно максимального меньше, тем ПВ/ПН/НПР может быть выше.
Если кроме режима сварки покрытыми электродами инвертор имеет режим сварки в среде защитных газов (MMA/TIG), то эта характеристика может быть указана отдельно для ММА и для TIG.
Внутри каждого режима могут быть указаны разные величины тока, при которых параметр ПВ/ПН/НПР будет различаться. Иными словами, величина этого параметра не едина для всех режимов инвертора, а изменяется в зависимости от тока и выбранного режима. Чем более полная информация дана по этому параметру, тем лучше.
Напряжение холостого хода
Напряжение холостого хода — это разность потенциалов между металлом детали и электродом до зажигания дуги при включенном рабочем напряжении. Измеряется в вольтах (В), обозначается буквой U. Также возможны варианты обозначения Uхх или может быть написано словами «Напряжение холостого хода».
Сварочные аппараты инверторного типа
Прежде чем будут рассмотрены различные типы сварочных инверторов, стоит отметить, что есть два подхода к достижению качества выполняемых сварных швов: можно полагаться на вспомогательные функции инвертора, а можно повышать свое мастерство в электросварке. Однако, зная о существовании таких систем, можно оценивать необходимость их присутствия при выборе аппарата и, соответственно, выбирать инверторный сварочный аппарат с тем или иным перечнем функций.
Hot Start (горячий старт, облегченный старт)
Режим облегченного поджига дуги позволяет запрограммировать аппарат на то, чтобы в самом начале выполнения сварного шва сварочный ток подавался несколько большим, чем тот, на котором будет выполняться весь шов. Время и величина увеличенного сварочного тока задаются и настраиваются в достаточно широких пределах (вплоть до максимального тока, который способен выдавать инвертор, и в диапазоне от одной десятой секунды до пяти и более секунд)
График режима горячий старт
Этот режим служит для того, чтобы при зажигании дуги электрод не прилипал, быстрее формировалась сварочная ванна, и в конечном итоге для повышения удобства и качества сварки в начале шва.
Arc Force (режим форсирования дуги)
Если по каким-то причинам расстояние между электродом и металлом уменьшается (например, из-за ошибки сварщика или дефекта электрода), есть риск, что электрод прилипнет к детали, придется прекратить сварку и отрывать прилипший электрод. В режиме форсирования дуги инвертор автоматически увеличивает сварочный ток при приближении электрода к детали, чтобы больше расплавить металл сварочной ванны и исключить прилипание электрода.
Antisticking (режим антиприлипания)
Эта функция служит тем же целям, что и предыдущая, но действует несколько иначе. Если не вдаваться в технические подробности, главное — усвоить, что это тоже полезная функция, которая создает дополнительное удобство.Бесконтактный поджиг дуги. Обычно для поджига дуги нужно кратковременно коснуться электродом металла детали. Функция бесконтактного поджига за счет кратковременного повышения напряжения холостого хода позволяет зажигать дугу, не касаясь детали электродом, при поднесении окончания электрода на расстояние в несколько миллиметров.
Импульсный режим
По аналогии с функцией «горячего старта», сварочный аппарат, работающий в импульсном режиме, увеличивает сварочный ток, но не только в самом начале выполнения шва при зажигании дуги, а периодически на протяжении всего времени выполнения шва. Как и с функцией Hot Start, величина и продолжительность импульсов большого и малого тока настраиваются для достижения наилучшего результата.
Импульсный режим может понадобиться при сварке тонкого металла. Например, при работе с тонкой заготовкой на большом токе можно прожечь металл насквозь, так как глубина сварочной ванны окажется больше толщины детали, а при меньшем токе электрод будет прилипать к детали.
На что влияет импульсный режим и как это может повлиять на выбор инвертора в этом видео. Импульсная TIG сварка.
Чтобы решить эту проблему, необходим импульсный режим — в момент импульса большого тока деталь прогревается, происходит собственно сварка и электрод не прилипает, затем во время импульса меньшего тока деталь немного остывает, и в итоге сквозного прожигания тонкой детали не происходит. Далее этот цикл повторяется, и таким образом выполняется весь шов.
Графическое изображение работы инверторного сварочного аппарата в импульсном режиме
Также импульсный режим удобно использовать для выполнения вертикальных и потолочных швов. Однако необходимо учесть, что импульсный режим требует весьма точной настройки и максимально ровного перемещения электрода.
Память
У более дорогих инверторов, полупрофессиональных и профессиональных, обычно есть функция памяти. Она позволяет запомнить тонкие настройки режимов, например «Горячий старт» или «Импульсный режим». Таким образом, можно создать определенный режим и при работе в следующий раз уже ничего не менять, не регулировать и не записывать все эти параметры на бумаге или где-то еще.
То есть, если есть какие-то однотипные задачи, можно занести весь режим в память и потом вызывать его из памяти подобно тому, как, например, вызываются телефонные номера из адресной книги в мобильном телефоне.
Защита от перегрева и от перегруза
Наличие этой функции крайне желательно. Если во время работы по каким-то причинам инвертор окажется, перегрет или перегружен, такая защита просто отключит рабочее напряжение, и инвертор будет остывать столько, сколько необходимо, чтобы продолжить работу. Если же такой функции нет, то можно попросту сжечь сварочный аппарат.
Встроенный корректор мощности
Эта функция актуальна для тех ситуаций, когда или мощность электросети недостаточна, или напряжение часто «гуляет». Например, в тех же садовых товариществах и на дачных участках такая функция будет полезна.
Адаптация к напряжению в сети. Эта функция из той же категории, что и предыдущая. Иногда пишут, в каких пределах напряжения сети аппарат может работать. Соответственно, чем шире эти границы, тем лучше. Опять же, возвращаясь к дачным участкам, на которых бывают проблемы с мощностью, данная функция будет полезна. При стабильных параметрах питающей электросети эта функция на удобство эксплуатации инвертора не влияет.
Перед покупкой сварочного инвертора обязательно следует осведомиться о его ремонтопригодности. Своими силами ремонтировать инвертор сложнее, чем трансформаторный аппарат, поэтому лучше заблаговременно поинтересоваться местонахождением сервисных центров той фирмы, инвертор которой планируется покупать. Особенно это актуально для жителей небольших и отдаленных населенных пунктов!
Рассмотрим на примерах, как выбрать инверторный сварочный аппарат
Далее будут рассмотрены несколько примеров подбора инверторов для определенных задач.
- Если сварочные работы планируются в небольшом количестве и предполагается сварка обычной углеродистой стали толщиной 3-5 мм, то сварочный инвертор можно выбрать относительно недорогой;
- Если объем и вид будущих сварочных работ не известны или же предстоит сваривать различные металлы разной толщины, то следует выбирать сварочный аппарат, который обладает большими возможностями (MMA/TIG, AC/DC, широкий диапазон сварочного тока и т.д.).
Если инвертор покупается для дачи, то есть предполагает транспортировку, то важны вес и габариты. В таком случае вполне достаточно инвертора с максимальным током в 130-150 А (для стали толщиной до 6 мм).
Сварочный аппарат с таким максимальным током будет небольших габаритов и веса, так как чем больше сварочный ток, тем больше по размерам сам аппарат. Таким образом, если нужен транспортабельный инвертор, то придется выбирать модели, у которых сравнительно небольшой максимальный ток.

Инвертор для профессиональных работ
Для не толстого металла этого вполне достаточно. Для сварки тонкого металла величина минимального тока инвертора должна быть не более 30 А.
Необходимость наличия в выбранном инверторе вспомогательных функций («Горячий/облегченый старт», «Антиприлипание», «Форсирование дуги» и т.д.) зависит от желания покупателя тратить силы и время на совершенствование своей квалификации электросварщика.
Как правильно выбрать сварочный инвертор в магазине, на что обратить внимание — видео рекомендации.
Видео обзор сварочных аппаратов инверторного типа
В этом обзоре будут рассмотрены 6 различных инверторных аппаратов, их достоинства и недостатки. Чтобы сделать правильный выбор сварочного инвертора, посмотрите видео обзор.
Для того чтобы сваривать цветные металлы в режиме TIG, возможно, стандартной комплектации инвертора будет недостаточно, поэтому при покупке полезно уточнить комплект поставки и, в случае необходимости, запланировать дополнительные расходы.
В заключение этого раздела еще один совет, но он совсем не технического характера, а скорее эмоционального. Важно, чтобы выбранный инвертор банально нравился — на уровне эмоций. Характеристики, безусловно, важны, но при прочих равных условиях стоит выбрать ту вещь, которая вызывает больше положительных эмоций!
obinstrumente.ru
Универсальный сварочный аппарат 4 в 1
Эпоха трансформаторных сварочных аппаратов минула и сегодня современные производители предлагают потребителю многоцелевые приборы. Они сочетают в себе несколько функций сразу, что было недоступно ранее.
В нашей статье Вы можете узнать о том, что представляет собой универсальный сварочный аппарат 4 в 1 и какие функции он включает в себя. А также на что стоит обратить внимание, выбирая такой прибор в домашнее пользование.
Что такое инвертор
Инвертор — это самый современный сварочный аппарат, который имеет компактные размеры и массу. В отличие от старых трансформаторов, его масса от 2 до 4 кг, и это при большей функциональности. За счет чего достигаются такие показатели?

Сварочный инвертор
Все дело в преобразовании. В сеть поступает переменный электрический ток с частотой в 50 Герц. Инвертор его выпрямляет в постоянный и путем пропуска потока через транзисторы поднимает частоту и снова преобразовывает в переменный с показателем от 20 до 50 Килогерц. Но это еще не все, полученный ток инвертор понижает до 70-90 Вольт, а сила возрастает до требуемых 100-200 Ампер.
Именно высокочастотный электрический ток стал гениальным техническим решением в сварочном инверторе. Также такая схема преобразования позволила значительно уменьшить габариты трансформаторов и всего аппарата в целом.
Для примера стоит указать: чтобы получить в инверторе силу тока в 160 Ампер, нужен трансформатор массой в 250 грамм против 18 кг в виде старого аппарата.
И главное, что такая схема допускает использование в инверторе электродов как переменного, так и постоянного тока. В этом и скрывается главный секрет многофункциональности. За счет чего можно варить черные и цветные металлы просто меняя электроды.
Какие существуют режимы сварки
Выбирая универсальный сварочный аппарат, Вы можете встретить в характеристиках такие обозначения как TIG, MMA или MIG-MAG сваривание. Что это такое?

MIG-MAG сварка
- ММА сваривание представляет собой обычную варку дуговым способом с использованием электродов. Этот режим применяется для сваривания углеродистых и нержавеющих сталей. Первые виды сталей варят с использованием как переменных, так и постоянных токов, а второй — только постоянным.
- TIG режим подходит для сваривания алюминиевых деталей, а также сплавов. Такой процесс происходит путем использования вольфрамовых электродов в среде аргона с использованием переменного тока, или для сваривания стали на постоянном.
- MIG-MAG варка — это использование полуавтоматического режима с применением электродной проволоки в аргоне. Режим отлично подходит для переварки автомобилей или тонкостенных деталей.
По сути, такой аппарат проводит сваривание: конструкционных и нержавеющих марок стали, алюминия, меди и других цветных металлов и их сплавов. Именно в этом и кроется весь универсализм.
Дополнительные функции
Раньше, при использовании старых трансформаторных аппаратов, сварщик должен был иметь колоссальный опыт для управления сварочным процессом. Сегодня автоматика и дополнительные функции все упростили.
Если Вы новичок в сварочных работах, то некоторые из этих дополнений намного упростят обучение и жизнь.
- Горячий старт (Hot Start) — это кратковременное возрастание силы тока на момент зажигания дуги. Что дает в результате быстрое поджигание и беспроблемное начало сварочного процесса.
- Антиприлипание (Anti-Stiging). Установленное на аппарате устройство понижает ток в момент замыкания, вследствие чего электрод не будет прилипать к свариваемым деталям, а кабели не повреждаются, когда возникает скачек напряжения.
- Стабилизация процесса сварки (Arc Force). Обучение процессу сваривания включало обязательно правильное держание дуги (то есть она не должна быть длинной или слишком короткой). Если близко держать электрод — он будет привариваться к деталям. Такая функция исключает данную случайность и понижает силу тока, что не создает проблем в процессе.
Если Вы ищете универсальную систему, то, в зависимости от цены, аппарат будет иметь эти дополнительные функции.
Но большим достоинством таких приборов является наличие полуавтоматического режима сварки. Что это такое?
Полуавтоматическая сварка
Технически процесс полуавтоматического сваривания происходит за счет плавления проволоки в среде газов (например, аргона). Главное — это ее постоянная подача.

Углекислые или инертные газы бесперебойно подаются с помощью редуктора, а нужное количество может дозироваться вручную или автоматикой.
В процессе жидкий расплавленный металл из проволоки как бы делает склеивание двух деталей не прожигая их поверхность. Именно поэтому таким способом сваривают все тонкостенные конструкции. Сварочный полуавтомат универсальный незаменим в ремонте автомобилей.
Полуавтоматическая сварка требует использования проволоки следующих типов:
- Алюминиевая. Обязательно сплошная, применима для варки цветных металлов.
- Стальная. Также сплошная, используется для сваривания конструкционной и нержавеющей стали.
- Универсальная. Прекрасно подходит для всех видов работ.
Сварочный шов, в свою очередь, получается в двух типах защитной среды: защитных газов или самозащитой в случае порошковой проволоки.
Современные универсальные сварочные аппараты должны в обязательном порядке включать в себя все вышеуказанные функции. Это и сваривание конструкционных и нержавеющих марок стали, а также варка разных видов цветных металлов и их сплавов.
 Выбирая для себя универсальный сварочный аппарат, изначально стоит прикинуть: какие из функций потребуются, а что будет излишне. Если Вы имеете опыт в сваривании, то, возможно, не потребуются такие функции как горячий старт или антиприлипание. Хотя они могут значительно упростить весь процесс работы даже опытному сварщику.
Выбирая для себя универсальный сварочный аппарат, изначально стоит прикинуть: какие из функций потребуются, а что будет излишне. Если Вы имеете опыт в сваривании, то, возможно, не потребуются такие функции как горячий старт или антиприлипание. Хотя они могут значительно упростить весь процесс работы даже опытному сварщику.
Также, покупая универсальную сварку с полуавтоматическим режимом, стоит помнить, что расходники стоят денег и они должны быть обязательно качественными.
Неплохим свойством станет и защита от перегрева, когда аппарат отключается при сильном нагревании в процессе длительной работы, что сохранит прибор и не даст ему перегореть.
Синергическое управление также упростит процесс сваривания, когда не нужно постоянно отвлекаться на изменение положений или вылетов электрода. Такая функция позволит полностью сосредоточиться на ведении шва.
Особенно внимательно стоит подходить к покупке аппаратов по низкой стоимости с указанием множества функций. Дешевые комплектующие, из которых их собирают, либо быстро выйдут из строя, либо же вообще не будут работать. И, конечно, под вопрос ставиться наличие всех указанных функций вообще.
Для сварочных работ понадобятся также приобрести и хорошую защитную маску. Лучшим вариантом станет тип «хамелеон». Ее стекла позволяют видеть детали при обычном свете и затемняются с началом сварочного процесса.
Обязательно при выборе сварочных аппаратов нужно обратить внимание на максимальные показатели силы тока. Они должны быть не менее 200 Ампер. От этого будут зависеть многие возможности в дальнейшем использовании.
Если у Вас есть опыт в использовании универсальных сварочных аппаратов с различными функциями, а также практические советы по выбору и приобретению, обязательно поделитесь своими советами в комментариях.
wikimetall.ru
Сварочные аппараты нового поколения - Статьи :: Международный Электротехнический Журнал Электрик
В былые времена электросварщик вынужден был таскать за собой на тележке тяжеленный и весьма габаритный сварочный трансформатор. Теперь на смену таким аппаратам пришли сварочные инверторы с массой 7-10 кг и небольшими габаритами. Правда, следует отметить, что «старый добрый» сварочный трансформатор имеет ряд достоинств: он недорог, прост в обращении и обладает высокой надежностью. Это конечно важно для строительных организаций, а вот для обычного жителя нашей страны, который пользуется сваркой от случая к случаю, громоздкий и габаритный аппарат подходит не слишком.
Дальнейшим развитием сварочных аппаратов, после простого трансформатора, при помощи которого сварки производится на переменном токе, стали сварочные выпрямители. Они несколько дороже сварочного трансформатора, однако, они легче и имеют меньшие габариты, а главное -- ими варить гораздо удобней, да и качество шва при этом получается лучше.
Рассматриваемые в этой статье сварочные инверторы – это следующий этап в развитии сварочных выпрямителей. Как и в сварочном выпрямителе, сварка при помощи сварочного инвертора производится с использованием постоянного тока. Однако при этом, для уменьшения габаритов и массы прибора, используется способ двойного преобразования электроэнергии. Вначале сетевое напряжение выпрямляется, затем преобразуется в переменное напряжение нужной величины на повышенной частоте (обычно 30-40 кГц). Затем это напряжение повышенной частоты преобразуется в постоянный ток, при помощи которого и производится сверка. Выигрыш здесь в двух моментах:
- относительно высокочастотный трансформатор инвертора при той же мощности что и обычный трансформатор, работающий на частоте 50 Гц, имеет гораздо меньшие габариты и массу;
- использование управляемого преобразователя напряжения позволяет сварочному инвертору работать при пониженном относительно номинального, напряжении в сети 220 В /50 Гц.
Последнее обстоятельство крайне важно, т.к. в сельской местности напряжение в сети практически всегда пониженное.
В схемотехнике сварочных инверторов используются мощные МОП или IGBT транзисторы. В современных инверторах используют преимущественно IGBT транзисторы, т.к. это позволяет поднять рабочую частоту инвертора до 70-90 кГц и тем самым ещё больше уменьшить массу и габариты используемого в нем трансформатора.
Важное достоинство инвертора, перед сварочным трансформатором или сварочным выпрямителем (которые, как правило, включают до счетчика электроэнергии, поскольку они сильно «нагружают» питающую сеть), это то, что его можно включать в обычную бытовую розетку без опасений сжечь проводку.
Недостатки сварочных инверторов:
- чувствительность к скачкам напряжения в питающей сети.
- они нуждаются в защите от пыли и влаги;
- менее надежны, т.к. содержат гораздо больше много различных электронных компонентов, чем сварочные выпрямители и тем более сверочные трансформаторы;
- стоят дороже.
Но есть у сварочного инвертора и одно очень важное положительное качество – сварщику-новичку научиться варить на нем проще и ряд ошибок он «прощает».
В первом приближении их можно разделить на две категории: для обычной сварки и для ответственных случаев.
Для проведения обычных сварочных работ чаще всего используют электроды марок АНО или МР-3. Для ответственных конструкций лучше использовать электроды типа УОНИ.
Надо отметить, что работать с электродами УОНИ сложнее – они требуют большего тока дуги, хуже «разжигаются», но прочность полученного при их использовании шва гораздо выше.
Для получения качественного сварного шва важно правильно выбрать диаметр электрода. Ситуация такова – чем толще свариваемые детали, тем больше должен быть диаметр электрода и ток дуги. Для бытовых целей, как правило, используют электроды диаметром 2-4 мм.
При работе со сварочным инвертором требуются меньшие токи дуги, чем в других случаях. Важно отметить, что при использовании в сварочном инверторе токов указанных на коробке с электродами (они приведены для работы со сварочным трансформатором) такими электродами можно не просто варить, а уже и резать металл.
Ориентировочные токи дуги при работе со сварочным инвертором составляют:
- для электрода толщиной 2 мм – 40-60 А;
- для электрода толщиной 3 мм – 80-90 А;
- для электрода толщиной 4 мм – 120-150 А;
Отметим, что точное значение тока подбирается экспериментально в зависимости от толщины деталей, опыта сверщика, вида шва и т.п.
Оборудование для сварки
Для проведения сварочных работ наличия только сварочного инвертора и электродов недостаточно.
Необходимы также:
- сварочная маска;
- молоток-щетка для отбивания и удаления шлака;
- спецодежда.
В комплекте с большинством сварочных инверторов сварочная маска поставляется вместе со сварочными проводами (длиной около 2 м) которые заканчиваются электрододержателем и «крокодилом» для подсоединения к свариваемой детали. Правда, эти «штатные» маски неудобны – они выполнены из пластмассы и внешне напоминают сковороду с ручкой. Т.е. при работе одна рука сварщика должна быть занята тем, что будет держать маску, что крайне неудобно. Разумеется, гораздо удобней работать в маске надеваемой на голову. Такие маски бывают или с затемненным стеклом, или со стеклами «хамелеон» - она стоит примерно в 5 раз дороже (около 25-30 USD).
При работе молоточком для отбивания шлака также необходимо использовать маску или защитные очки, т.к. шлак часто отлетает в лицо.
Спецодежда должна защищать кожу сварщика от ультрафиолета и от брызг расплавленного металла. Её состав: брезентовые перчатки, сапоги, спецовка.
На рынке представлены десятки моделей сварочных инверторов с различными характеристиками и ценой. Однако, на самом деле, существенных различий между этими аппаратами немного. Это вызвано прежде всего тем, что независимо от торговой марки под которой продается такой аппарат, все они сделаны и Китае, или из китайских деталей.
Основные параметры сварочного инвертора:
Максимальный сварочный ток. Это самый существенный параметр сварочного инвертора (СИ). Для использования в быту максимального тока 160-200 А вполне достаточно.
Напряжение холостого хода. Для хорошего разжигания дуги, чем оно выше, тем лучше. Как правило, оно находится в передах 50-90 В.
Потребляемая мощность. Как правило, она указывается в кВА, иногда в кВт. Разумеется при работе на максимальном сварочном токе. Важно обратить внимание на номинал сетевого предохранителя. Если производитель рекомендует использовать предохранитель на ток 16-25 А – то СИ можно включать в бытовую электророзетку без опасности сжечь электропроводку.
Непрерывная продолжительность работы (НПР). Определяется как соотношение времени работы аппарата к сумме времени работы и перерыва. Т.е. если после 4 мин. работы СИ должен остывать 6 мин, то НПР = 4 / (4+6) = 40%.
Это означает, что если надо произвести длительную сварку на максимальном сварочном токе, то аппарат может этого не позволить, т.к. отключится из-за перегрева.
Такая ситуация возникает нечасто из-за неизбежных технологических перерывов в процессе сварки. Ведь надо переходить к другому месту сварки, менять электроды, осматривать получившийся шов и т.д. и т.п. За это время СИ успевает остыть. Как правило, для срабатывания тепловой защиты надо «выжечь» не менее 3-х электродов при работе на максимальном (для данного аппарата) сварочном токе.
Разумеется, что для перегрева СИ важное значение имеет также температура окружающего воздуха – чем она выше, тем НПР будет ниже.
Ремонтопригодность.Как и любая техника СИ иногда выходят из строя. Поэтому при покупке следует обратить внимание на то, есть ли в Вашем населенном пункте или недалеко от него сервисный центр фирмы, СИ которой Вы решили приобрести. Если сервисный центр удален от места Вашего проживания, то, наверное, стоит прибрести более простую модель СИ – произвести его ремонт будет и проще и дешевле
Степень защиты.Как правило, СИ имеют класс защиты IP21 или IP23. В первом случае это защита от вертикально падающих дождевых капель, во втором – от косого дождя. Важно помнить, что по технике безопасности проводить сварочные работы во время дождя нельзя. Кроме того, капли влаги, попадающие внутрь аппарата, могут вывести СИ из строя. Разумеется, опасна для СИ и пыль, особенного металлическая. Поэтому не стоит резать «болгаркой» металл вблизи СИ.
Как и любое другое электротехническое оборудование, СИ следует периодически разбирать и продувать сжатым воздухом для удаления пыли и мусора.
Комплектность. В стандартный набор, кроме самого СИ входят сварочные провода, сварочная маска, молоточек, ремень и чемоданчик для переноски. Однако, как правило, и маска и молоточек прилагаются самые дешевые и неудобные для работы
После окончания работы СИ надо выключить из сети выключателем на его корпусе – простое выдергивание вилки из питающей розетки может привести к скачку напряжения, который может повредить СИ. При работе с СИ надо не забывать об одном – не следует сразу после завершения сварки выключать СИ из питающей сети. Лучше дать ему немного поработать на холостом ходу, чтобы встроенный вентилятор охладил аппарат.
Сварка других металлов. Основное назначение сварочного аппарата – сварка изделий из стали. Но, при использовании соответствующих электродов, ряд СИ могут варить кроме стали также нержавеющую сталь, чугун и даже цветные металлы. Однако для работы с цветными металлами необходимо дополнительное оборудование и опыт в проведении таких работ.
Возможность работы от автономной миниэлектростанции. Большинство СИ могут работать от переносных электрогенераторов мощностью 5 кВА и выше, однако надо уточнять это по инструкции к СИ.
Облегчение процесса сварки. Это происходит, если СИ поддерживает такие функции:
- anti-sticking – происходит снижение тока дуги при залипании электрода, что облегчает его отрыв;
- hot start – происходит повышение начального тока дуги для облегчения её разжигания;
- arc force – если электрод слишком быстро приближается к детали, то ток дуги увеличивается для предупреждения залипания электрода.
Указанные выше функции, в той или иной мере, присутствуют практически во всех моделях современных СИ. Однако в более дорогих моделях они реализованы так, чтобы сварщику работать было более комфортно.
Рассмотрим некоторые СИ представленные на рынке. Все они обеспечивают сварку штучным электродом методом ММА, а некоторые также и методом TIG (т.е. неплавящимся электродом в среде защитного газа). Все рассмотренные ниже СИ работают с электродами с основным или рутиловым покрытием, нержавеющими электродами и электродами для сварки чугуна.
Конструкция.Металлический корпус со съемной верхней П-образной крышкой. Это аппарат «первого поколения» выполненный на МОП транзисторах. Используется типовая компоновка СИ с вертикально расположенной платой и задним размещением охлаждающего вентилятора.
Комплектность.Сварочные провода. Ручка и ремень для переноски.
Особенности.Защита от перегрузки. Почему-то отсутствуют значения тока на шкале переключателя сварочного тока.
Конструкция.Металлический корпус с П-образной крышкой с отверстиями для охлаждения на боковых, передней и задней стенке. Основная плата расположена вертикально сбоку, и доступ к ней открывается после снятия верхней крышки СИ. Вентиляторы расположены один над одним в верхней части аппарата. Радиаторы охлаждения имеют небольшие размеры, что приводит к снижению массы аппарата, но уменьшает надежность его работы.
Комплектность. Сварочные провода.
Особенности.Защита от перегрева. Складывающаяся ручка для переноски.
Конструкция.Металлический корпус с П-образной крышкой, после снятия которой открывается доступ ко всем элементам СИ. Благодаря использованию IGBT транзисторов аппарат имеет массу на 3 кг. меньше, чем аналогичные по характеристикам, но выполненные на МОП транзисторах аппараты. Внутри корпуса имеются 2 вертикально расположенные платы с радиаторами. Между ними находится мощный вентилятор. Остальные силовые элементы расположены в передней части аппарата. Используется зажим для электрода закрытого типа, что уменьшает возможность случайно «чиркнуть» зажимом по свариваемым деталям.
Комплектность.Пластиковый чемоданчик для переноски имеет явно заниженные размеры и неудобен. Кроме сварочных проводов комплектуется ремнем для переноски и разборной сварочной маской.
Особенности. Защита от перегрузки.
Конструкция.СИ собран в пластиковом корпусе. Довольно малогабаритный и легкий аппарат – масса всего 3 кг. Для обеспечения небольших габаритов использован довольно плотный внутренний монтаж с расположением посредине СИ охлаждающего вентилятора.
Комплектность.Удобная коробка для переноски. Сварочные провода и разборная сварочная маска.
Особенности.Имеется защита от завышенного и заниженного питающего напряжения. Защита от перегрузки и от перегрева, функции hot start, anti-sticking и arc force.
Конструкция.Небольшой пластиковый корпус содержит в себе достаточно тяжелый аппарат. Это обусловлено использованием 4-х больших дураллюминиевых радиаторов и расположение в середине прибора двух вентиляторов. Надо отметить добротную сборку аппарата – при его монтаже припой не жалели, но пайку делали аккуратно. В целом конструкция аппарата неудобная – чтобы снять крышку надо как следует повозиться.
Комплектность.Чемоданчик для переноски отсутствует. Кроме сварочных проводов комплектуется маской и щеткой. Имеется удобный ремень для переноски
Особенности.Защита от перегрузки. Удобная ручка для переноски.
Конструкция.Используется металлический корпус. Это СИ первого поколения, т.е. его схема проверена в работе уже много лет. Использование высокочастотных МОП транзисторов (8 шт. закрепленных на радиаторах по 2 шт.) обеспечивает небольшие габариты и массу. Просторный монтаж внутри СИ обеспечивает его вентиляцию (имеется мощный вентилятор) и хорошую ремонтопригодность. Сетевой выключатель имеет дополнительную защиту от попадания влаги.
Стабильность сварочного тока гарантируется при напряжении сети 220 В ±15%.
Комплектность. Сварочные провода с зажимами. Прочная коробка для перевозки из толстого горфированного картона.
Особенности.Защита от перегрузки, функции hot start и arc force. Способен использовать электроды типа МР-3 диаметром 5 мм.
Конструкция.Используется металлический корпус. Это аппарат «первого поколения», не слишком легкий, но удобный в эксплуатации. Используется типовая компоновка СИ с вертикально расположенной платой и задним размещением охлаждающего вентилятора. Обращает на себя внимание аккуратный монтаж внутри СИ: резьбовые соединения дополнительно законтрены краской, транзисторы монтируются на радиаторы с помощью термопасты и т.п. Имеется ручка для переноски.
Комплектность.Сварочные провода.
Особенности.Эта модель давно присутствует на рынке и прошла испытание временем. Защита от перегрузки, а также функции hot start и arc force.
Elitech АИС 160САР
Аппарат позиционируется как профессиональный и может использовать метод сварки TIG.
Конструкция.Металлический корпус с П-образной крышкой. Две платы внутри СИ расположены горизонтально и для защиты от влаги и пыли залиты компаундом. В СИ используются IGBT транзисторы, которые для улучшения отвода тепла не только прикреплены к радиаторам посредством резьбового соединения, но и «посажены» на термопасту. Достаточно тихий вентилятор охлаждения.
Комплектность.Металлический чемоданчик с отделкой внутри полиуретаном. Полный набор сварочных принадлежностей. Удобный ремень для переноски. Удлиненные до 3 м сварочные провода.
Особенности.Защита от перегрузки, функции arc-force, anti-sticking и VDR (автоматическое снижение напряжения хх, когда сварщик не варит и не пытается зажечь дугу). Функция VDR уменьшает вероятность поражения человека электрическим током.
Аппарат позиционируется как профессиональный и предназначенный и для работы от автономного электрогенератора. Может использовать метод сварки TIG.
Конструкция. В пластиковом корпусе имеется вертикально закрепленная плата. Радиатор охлаждения находится между двумя радиаторами. Монтаж плотный, но имеется доступ ко всем деталям, что удобно для ремонта. Значение сварочного тока выставляется на цифровом индикаторе с точность. ±1 А.
Комплектность.Чемоданчик для перевозки. Сварочные провода и удобный ремень для переноски. Большая разборная сварочная маска.
Особенности.Защита от перегрузки, а также скачков напряжения в питающей сети. Цифровая регулировка сварочного тока.
Позиционируется как полупрофессиональный аппарат для высококачественной сварки
Конструкция.Используется металлический корпус с отверстиями для вентиляции спереди и сзади. Конструктивно основная плата расположена посредине аппарата вертикально. Монтаж на ней – двухсторонний. Вентилятор расположен в задней части СИ. В аппарате используется довольно инерционный защитный выключатель-автомат. Это плохо, т.к. его быстродействия может быть недостаточно для защиты от выхода из строя транзисторов преобразователя. Используется зажим для электрода закрытого типа, что уменьшает возможность случайно «чиркнуть» зажимом по деталям.
Комплектность.Чемоданчик для переноски отсутствует. Кроме сварочных проводов комплектуется ремнем для переноски.
Особенности.Сильный шум от охлаждающего вентилятора. Защита от перегрузки, функции hot start, anti-sticking и arc force. При залипании электрода аппарат просто отключается.
Конструкция.Благодаря использованию пластикового корпуса и небольшим габаритам СИ имеет массу всего 4,1 кг. Две платы внутри корпуса, установлены на паяных ножках близко друг от друга. Поэтому попадание на эти ножки токопроводящей пыли приводит к отказу аппарата. Это аппарат с микропроцессорным управлением, что также отрицательно сказывается на его надежности. Вентилятор охлаждения традиционно расположен в задней части СИ.
Комплектность.Чемоданчик для перевозки тесноват – сварочные провода и сетевой кабель помещаются в него с трудом. Ремень для переноски.
Особенности. Предусмотрена возможность работы от автономного электрогенератора. Защита от перегрузок, а также функции hot start, anti-sticking и arc force.
Спец IMMA-200
Конструкция.Используется пластиковый корпус. Это довольно габаритный и тяжелый аппарат (масса – 9 кг.). Радиаторы охлаждения транзисторов образуют внутри аппарата своеобразный туннель, по которому охлаждающий вентилятор гонит воздух. Аппарат собран на устаревшей элементной базе. Однако схемотехника аппарата очень простая. И её без труда освоит, для ремонта, любой «сельский умелец». Расположение элементов с двух сторон от внутреннего «туннеля» обеспечивает хорошую ремонтопригодность устройства.
Комплектность. Кроме сварочных проводов комплектуется маской и молоточком для отбивания шлама. Есть ещё и короткий и неудобный ремень для переноски. При этом на сетевом кабеле отсутствует вилка. Производитель явно слишком экономит.
Особенности.Защита от перегрузки, функции hot start и anti-sticking. Ориентирован на потребителя из «глубинки» который, из-за отдаленности сервисных центров, может сам ремонтировать данный аппарат.
Конструкция.Аппарат собран в пластиковом корпусе. Используется вертикальная компоновка СИ: в нижней части корпуса на прочном шасси из металлического уголка расположены конденсаторы, в средней части корпуса – трансформатор, вверху – плата управления и силовых транзисторов. Все это образует туннель, обдуваемый воздухом от вентилятора охлаждения. Недостаток СИ – соединения между платами выполнено тонкими проводами, которые производитель для защиты от обрыва залил термоклеем.
Комплектность.Просторный и удобный чемоданчик с полным набором сварочных принадлежностей.
Особенности.Защита от перегрузки. Ручка для переноски.
Аппарат позиционируется как полупрофессиональный. Может использовать метод сварки TIG.
Конструкция.СИ собран в металлическом корпусе, и при этом отличается небольшими габаритами и массой. Плата расположена вертикально в центре аппарата. На её задней стороне (ближе к вентилятору) расположен радиатор с IGBT транзисторами.
Комплектность.Чемоданчик для перевозки. Сварочные провода и ремень для переноски.
Особенности.Защита от перегрузок, а также функции hot start, anti-sticking и arc force.
Аппарат позиционируется как профессиональный. Может использовать метод сварки TIG.
Конструкция.Это очень легкий аппарат в пластиковом корпусе. Использована стандартная компоновка аппарата с туннельной схемой прохода охлаждающего воздуха. При этом для защиты от пыли, радиаторы охлаждения транзисторов расположены так, что образуют «герметичный» канал. Воздух засасывается через боковое отверстие и, пройдя по туннелю, выходит через переднюю и заднюю стенку.
Комплектность.Кейс для переноски с полным набором сварочных принадлежностей, в том числе сварочных электродов.
Особенности.Защита от перегрузок, а также функции hot start, anti-sticking и arc force. Автоматическая регулировка скорости вращения охлаждающего вентилятора в зависимости от температуры охлаждающего воздуха. Дорогой профессиональный аппарат.
Основные данные рассмотренных СИ приведены в таблице
|
| Сварис 160 | Диолд АСИ-160 | Prorab Forward 201 IGBT | Telwin Force165 | Ranger Weider Inverter-200DC | ТД Конаково ИС-200 | FoxWeld Master 202 | Elitech АИС 160САР |
| Потребляемая мощность, кВт | 5,3 | 4,6 | 8,2 | 6 | 7,1 | 4,6 | 9 | 5,3 |
| Напряжение хх, В | 56 | 78 | 82 | 72 | 75 | 56 | 61 | 70 (9 VRD) |
| Сварочный ток, А | 20-160 | 10-160 | 10-200 | 10-150 | 10-200 | 10-200 | 30-200 | 10-160 |
| НПР (при макс токе сварки) | 30 | 35 | 10 | 7 | 35 | 60 | 60 | 60 |
| Диаметр электродов | 1,6-4 | 2-4 | 1,6-4 | 1,6-4 | 1,6-4 | 1,6-5 | 2-5 | 1,6-4 |
| Мин. свар. ток для электрода 2 / 4 мм, А | 40 / 80 | 30 / 65 | 35 / 85 | 30 / 70 | 25 / 65 | 50 / 105 | 45 / 85 | 50 / 100 |
| Минимальное напряжение питающей сети (электрод 3 мм), В | 155 | 170 | 150 | 170 | 145 | 160 | 150 | 145 |
| Класс защиты | IP21 | IP21 | IP21 | IP21 | IP21 | IP21 | IP21 | IP21 |
| Габариты, мм | 300х130х220 | 370х235х255 | 265х135х193 | 300х220х130 | 400х135х250 | 371х155х295 | 375х155х230 | 315х123х177 |
| Масса, кг. | 6,2 | 6,2 | 5,4 | 3 | 6,6 | 7,2 | 8 | 4,2 |
| Цена*, USD | 180 | 205 | 240 | 260 | 263 | 265 | 290 | 320 |
| * - средние цены в марте 2011 в г. Киеве | ||||||||
|
| BestWeld Globus 180 | Matrix IV160 Inverter | GYS Inverter 4000 | UniPro MMA-200P-1 | GYS Gysmi 165 | Selco Genesis 1500 | |
| Потребляемая мощность, кВт | 6,1 | 6 | 6 | 7 | 7,5 | 6 | 4,6 |
| Напряжение хх, В | 75 | 80 | 75 | 78 | 76 | 70 | 85 |
| Сварочный ток, А | 5-180 | 20-160 | 10-160 | 20-200 | 30-200 | 10-160 | 5-150 |
| НПР (при макс токе сварки) | 35 | 20 | 15 | 35 | 35 | 20 | 30 |
| Диаметр электродов | 1,6-4 | 1,6-4 | 1,6-4 | 1,6-4 | 2-4 | 1,6-4 | 1,6-4 |
| Мин. свар. ток для электрода 2 / 4 мм, А | 30 / 80 | 45 / 70 | 25 / 70 | 45 / 85 | 30 / 70 | 25 / 65 | 30 / 70 |
| Минимальное напряжение питающей сети (электрод 3 мм), В | 160 | 190 | 145 | 150 | 150 | 145 | 135 |
| Класс защиты | IP21 | IP21 | IP21 | IP21 | IP21 | IP23 | IP23 |
| Габариты, мм | 430х180х390 | 320х135х195 | 120х255х150 | 465х255х385 | 420х160х315 | 125х280х200 | 260х120х190 |
| Масса, кг. | 6,3 | 5,8 | 4,1 | 12,7 | 7,6 | 4,6 | 2,6 |
| Цена*, USD | 330 | 335 | 345 | 380 | 400 | 400 | 1500 |
electrician.com.ua




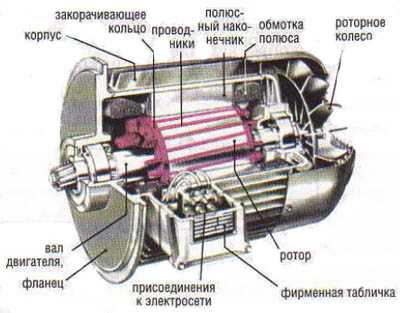


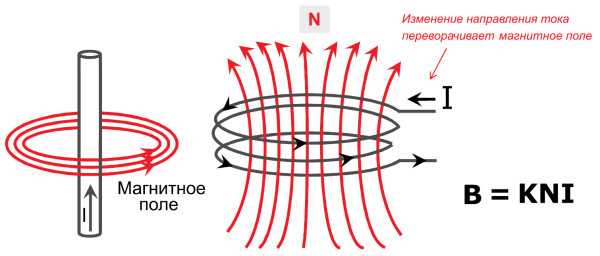


Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






