Как варить полуавтоматом в среде углекислого газа – пояснения для новичков. Как варить на полуавтомате
Сварка полуавтоматом в среде углекислого газа для начинающих

Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Содержание статьи
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
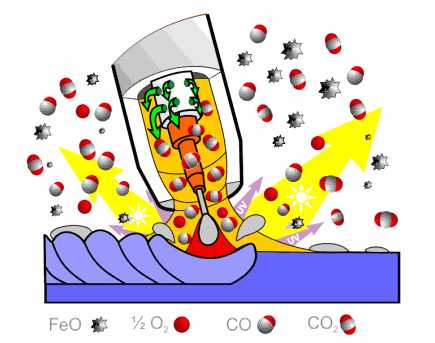
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
2СО2=2О2+2СО
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
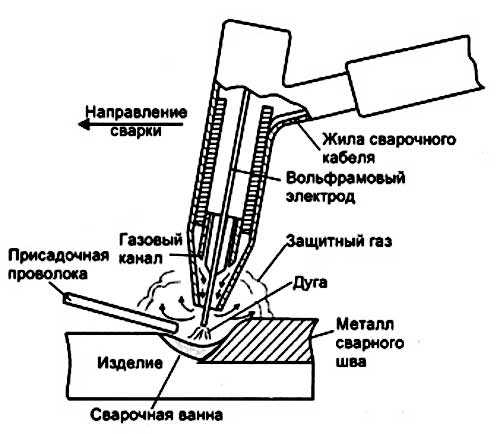
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
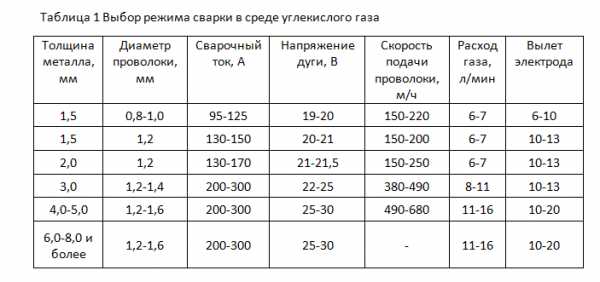
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:

- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.

2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
[Всего голосов: 9 Средний: 2.8/5]
svarkaed.ru
Как научиться варить полуавтоматом: требования к оборудованию и технике сварки ()
Как научиться варить полуавтоматом без помощи специалистов
На сегодняшний день сварочное дело имеет широкое распространение. Этот метод скрепления различных деталей или конструкций между собой с большим успехом используется уже много десятилетий. Трудно представить себе такие отрасли промышленности, как металлургическая и машиностроительная, без сварочного дела. Подобные работы применяются и в частном строительстве. С каждым годом процесс сварки совершенствуется. В настоящее время используется не только ручной вид сваривания, но и полуавтоматический и даже автоматический. Многие не знают, как научиться варить полуавтоматом .

От качества скрепления деталей с помощью сварки зависит безопасность и качество металлических конструкции.
Сварочные работы являются очень ответственным видом работ. От качества скрепления деталей зависит прочность и безопасность всей конструкции. Сварка полуавтоматом отличается от ручной тем, что она в значительной степени облегчает процесс и позволяет улучшить качество сварного шва. Сварка полуавтоматом надежна и качественна. Нередко она осуществляется в среде инертных газов. Не умеющий сваривать детали человек должен знать основные этапы работы, а также правила техники безопасности при обращении с оборудованием. Рассмотрим более подробно основные требования к оборудованию и технике сварки.
Что представляет собой сварка полуавтоматом
Схема устройства сварочного полуавтомата.
Чтобы научиться варить полуавтоматом, необходимо знать принцип работы. Данный вид сварочных работ является разновидностью электродуговой сварки. Металл нагревается и расплавляется под воздействием большого количества энергии, которая образуется в процессе работы оборудования. В результате этого участок около сварочной дуги начинает плавиться. После того как сварочная ванна остынет и металл затвердеет, формируется так называемый сварной шов. От его качества зависит прочность соединения деталей.
Если при простой дуговой сварке основной составляющей были электроды, то здесь должен быть и второй компонент – инертный газ. Зачем при сварке полуавтоматом необходим газ? Все дело в том, что в ходе работы сварной шов подвергается воздействию кислорода. Все это способствует образованию окислов, которые в значительной степени ухудшают прочность и надежность конструкции. С помощью инертных газов удается улучшить качество сварного шва. Чаще всего используются такие газы, как углекислый или аргон. Сварка может протекать с использованием активного или инертного газа.
Варить автоматом можно только с помощью электродов (сварной проволоки). В процессе нагрева электрод начинает плавиться и постепенно перемешивается с расплавленным металлом детали. Электрод подается на деталь при полуавтоматической сварке с определенной скоростью. Человек, который занимается данной работой, должен контролировать процесс и скорость подачи проволоки.
Организация сварочных работ
Схема классификации сварных швов.
Чтобы научиться хорошо варить полуавтоматом, необходимо иметь оборудование, знать принципы и правила сварки и иметь источник электрического тока. Для работы оборудования потребуется рассчитать силу тока и напряжение. На эту величину влияет несколько факторов: диаметр используемой сварочной проволоки (электрода) и толщина самой детали. Проще всего сваривать тонкие детали, так как в данной ситуации металл лучше прогревается, а шов становится более надежным. При большой толщине металла глубина прогревания и плавления снижается.
Чтобы толстый металл лучше прогревался, можно повысить напряжение. Напряжение подбирается в соответствии с силой тока. Эти сведения должны быть указаны в инструкции к сварочному оборудованию. Скорость подачи электрода и его плавления подбирается индивидуально для конкретного типа работ. Если электрод будет слишком быстро плавиться, то такой вид сварки не подойдет для толстых деталей. В этом случае шов может быть широким, что снижает его качество и увеличивает количество окалины.
Устройство сварочного аппарата
Типы сварных соединений и швов.
Каждый человек, который проводит сварочные работы, обязан знать, какое оборудование потребуется и каковы его составляющие части. Сварочный аппарат представляет собой сложную конструкцию. Она включает в себя следующие составляющие:
- газовый редуктор со встроенными манометрами;
- механизм подачи сварной проволоки;
- горелку;
- шланг определенного диаметра.
Выбор того или иного агрегата определяется типом проводимых работ, а также толщиной свариваемых деталей. Необходимо выбирать те аппараты, которые выпускаются известными производителями. Рекомендуется спросить совета специалистов или друзей, которые занимаются сваркой. Предпочтительнее приобретать полуавтомат по средней стоимости. Дешевый агрегат может быть некачественным.
Необходимо знать, что аппараты различаются между собой по мощности. Если мощность оборудования небольшая, то удастся сваривать только тонкие детали. Аппарат обязательно должен иметь инструкцию по использованию, серийный номер, дату изготовления, гарантийный срок. Стандартный полуавтомат должен включать в себя бобину с проволокой, рукав, зажим массы, блок управления.
Как правильно настроить оборудование
Схема процесса сварки полуавтоматом.
Очень важный и ответственный этап работы – это настройка аппарата. Варить полуавтоматом нужно при оптимальном режиме его работы. Во-первых, необходимо подготовить источник напряжения. Он должен быть постоянным. Некоторое оборудование очень чувствительно к перепадам напряжения, поэтому требуется все тщательно проверить. Во-вторых, для избежания воздействия тока на самого рабочего обязательно требуется организовать заземление. Аппарат должен быть подключен к заземляющему проводнику.
Следующий шаг – настройка режима работы. Это большое достоинство сварки при помощи полуавтомата. Сварщик способен сам настроить нужный режим. Все это сводится к скорости подачи и плавления сварной проволоки (электрода). Скорость расхода проволоки может составлять от 30 до 250 мм/с. Сила тока тоже подбирается индивидуально. Она варьирует от 40 до 600 А. Важно иметь в наличии достаточное количество газа. Газовый баллон может содержать до 100 л газа. При сварке полуавтоматом потребуется выбрать оптимальный диаметр наконечника. Он должен несколько превышать толщину используемой проволоки. Не нужно забывать и про подающий механизм и регулировку горелки.
Подающие механизмы бывают разными. В последнее время широко используется толкательный тип механизма. Он имеет один недостаток – ограничение длины шланга. Альтернативный вариант – тянущий механизм подачи. В данной ситуации шланг может быть длиной в несколько десятков метров. Это очень удобно, когда источник тока расположен далеко от свариваемых деталей. Далее потребуется установить режим подачи проволоки в рабочее положение. После установки режима работы рекомендуется провести пробную сварку на любом ненужном изделии. Если качество сварки хорошее, то все оставляется как есть. В противном случае проводится корректировка.
Технология сварки
Сам процесс сварки полуавтоматом осуществляется довольно легко. После настройки оборудования и его испытания можно приступать к основному этапу. Держатель должен находиться в таком положении, чтобы наконечник был в зоне сварки. Интересен тот факт, что варить полуавтоматом можно и без инертного или активного газа. В последние годы все чаще используется сварка под флюсом. Газ целесообразно приобретать только тогда, когда сварочные работы проводятся регулярно. В противном случае это будет экономически невыгодно. Если применяется флюс, то открывается заслонка, нажимается кнопка и осуществляется контакт наконечника с поверхностью детали. Это обеспечивает зажигание дуги и начало самого процесса сварки. Сопло необходимо двигать строго в нужном направлении.
Устройство сварочного аппарата.
Если в процессе используется газ из баллона, то уменьшить его расход можно путем более плотного контакта сопла с деталью. Скорость расхода проволоки не должна быть слишком большой. Это уменьшает стабильность горения дуги. Полуавтомат в большинстве случаев применяется для сварки изделий из стали и алюминия. Алюминий относится к инертным металлам, поэтому сварка обязательно должна проходить при наличии защитного газа. При этом дуга должна быть сильной. Немаловажно и то, что при сварке тонких деталей шов должен идти сверху вниз.
Нередко под свариваемые предметы подкладывается другой материал. В этой ситуации рекомендуется тщательно прижать подкладку к основному изделию. При толщине детали более 1,5 мм лучше осуществлять сварочные работы в вертикальном положении. Непосредственно перед сваркой нужно тщательно подогнать детали. Поверхности их очищаются от пыли, грязи, масел. Делается это при помощи ветоши, металлической щетки или специальных инструментов.
Соблюдение техники безопасности
Варить полуавтоматом небезопасно.
Как и при всех других видах сварки, человек, выполняющий работы, должен соблюдать требования безопасности.
Средства защиты при сварочных работах.
Во-первых, необходимо проверить исправность оборудования. Если выявлены дефекты, то пользоваться таким сварочным аппаратом нельзя. Во-вторых, электродуговая сварка характеризуется высоким уровнем излучения. Это может негативно сказаться на органах зрения посторонних лиц, пребывающих в рабочей зоне, или на самом работнике. В связи с этим установлено, что рабочая зона должна располагаться на расстоянии не менее 10 м от людей. В противном случае они могут получить ожог сетчатки, который характеризуется жжением в глазах, чувством инородного тела (песка).
В-третьих, важно уберечь самого сварщика от вредных факторов. К последним относится излучение, электрический ток. Работник обеспечивается средствами индивидуальной защиты: маской или щитком, рукавицами, одеждой. Для профилактики удара током широко используются диэлектрические коврики. Если работы проводятся в помещении, то пол должен быть невозгораемым. Должно быть организовано заземление. Во избежание возгорания нельзя проводить сварочные работы, если рядом расположены горюче-смазочные вещества. При сварке не нужно направлять сопло горелки на себя.
Список инструментов и материалов
Газ для сварки продается в баллонах. После того как баллон закончится, его можно обменять на новый, с газом.
Чтобы варить полуавтоматом, нужно иметь необходимый инвентарь и оборудование. Для сварки потребуется проволока. Ее диаметр может быть различным. Чаще используется проволока толщиной 0,5-3 мм. Тонкий материал использовать предпочтительнее. Для толстых изделий можно применять электроды большего диаметра, но для этого потребуется увеличить силу тока. Установлено, что при увеличении диаметра проволоки на 1 мм силу тока нужно повышать на 100 А. Широкое применение нашла флюсовая проволока. Она продается в виде тонкой трубки, наполненной порошком. Этот порошок заменяет защитный газ при сварке.
Вторая важная составляющая – это газ. Газ можно приобретать в баллонах. Он бывает в чистом виде и в виде смеси. Кроме того, потребуется приобрести сам сварочный аппарат. Он бывает переносным, стационарным и передвижным. Стационарные подходят для постоянных сварочных работ в определенном месте. Переносные более компактные, но они дороже. Потребуется также источник энергии, средства индивидуальной и коллективной защиты (перчатки, маска, щиток, коврик). В идеале на рабочем месте должна быть вентиляция (если работы проводятся в помещении). Для работы пригодится молоток, щетка, ветошь.
Рекомендации по сварке полуавтоматом
Чтобы избежать грубых ошибок при проведении сварочных работ, необходимо знать несколько очень важных правил. Во-первых, при сварке требуется соблюдать полярность. На самой горелке должен находиться «+», а на детали – «-». Это правило актуально только в том случае, если сварка осуществляется с использованием защитного газа. Часто газ не применяется. В данной ситуации полярность должна быть обратной. Это обеспечивает более высокую температуру и расплавление флюса, в результате чего образуется защитный газ.
Во-вторых, не рекомендуется переносить оборудование, хватаясь за кабель или горелку. Для этой цели на сварочном агрегате имеются специальные ручки. В-третьих, оборудование при постоянном его применении должно подвергаться чистке. В-четвертых, при сварке выделяется электромагнитное излучение, которое переносится людьми по-разному. В силу всего этого работник обязан пройти медицинский осмотр. В-пятых, сварку нужно проводить согласно приложенной инструкции. Не рекомендуется перегружать агрегат. В-шестых, во избежание получения травм крышку механизма подачи целесообразно предварительно закрывать.
Подведение итогов
Таким образом, научиться сваривать детали полуавтоматом может каждый, нужно лишь знать технику работы и иметь навыки. Если ручная дуговая сварка требует больших усилий и времени, то варить полуавтоматом намного проще и удобнее. К преимуществам этого способа можно отнести возможность работы с тонкими предметами, экономическую выгодность, меньшую чувствительность к ржавчине. Но есть и несколько отрицательных сторон. Они включают в себя более мощное излучение и повышенную опасность для работника, сильное разбрызгивание раскаленного металла в случае отсутствия защитного газа.
Если выполнять сварочные работы, опираясь на все вышеперечисленные правила, то можно добиться идеального результата.
http://moyasvarka.ru
legkoe-delo.ru
Как правильно варить швы полуавтоматом. Как правильно варить. Kak-PravilnoDelat
Сварка вертикальных швов
При сварке вертикальных швов капли расплавленного металла стремятся стекать вниз (рис. 69, а). Поэтому такие швы выполняют более короткой дугой, при которой капли, вследствие действия сил поверхностного натяжения, легче переходят с электрода в кратер шва (рис. 69, б). Конец электрода отводят вверх или в сторону от капли, давая ей возможность затвердеть. Вертикальные швы лучше сваривать снизу вверх, тогда нижележащий кратер будет удерживать капли металла (рис. 69, в). Электрод может иметь наклон вверх или вниз. При наклоне электрода вниз сварщику удобнее наблюдать за распределением капель электродного металла в разделке шва. Если необходимо вести вертикальную
сварку сверху вниз, электрод ставится в положение I (рис. 69,г), а после образования, капли опускается ниже, в положение II, при котором капля удерживается короткой дугой от стекания. Вертикальные швы лучше сваривать электродом диаметром не более
4 мм, на пониженном токе (порядка 160 а). При этом уменьшается объем жидкого металла в кратере шва, что облегчает сварку.
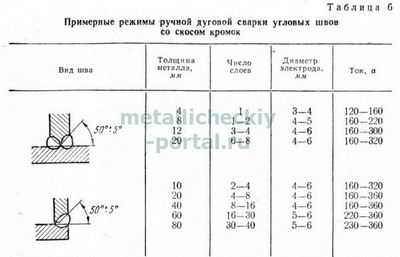
Для уменьшения стекания металла при выполнении горизонтальных швов (рис. 70, а) скос кромок делают только у верхнего листа. Дугу возбуждают на нижней кромке (положение I), а затем переводят ее на кромку верхнего листа (положение II), поднимая вверх стекающую каплю металла. Схема движений конца электрода при сварке однослойного горизонтального шва показана на рис. 70, а, справа. Горизонтальные швы сваривают также продольными валиками, причем первый валик (корень шва) выполняют электродом диаметра 4 мм, а последующие — электродом 5 мм.
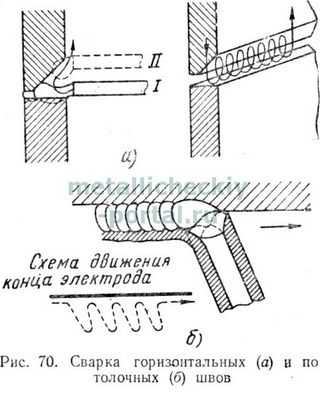
Наиболее трудно выполнять потолочные швы, которые свариваются возможно более короткой дугой. Для сварки потолочных швов применяют электроды с покрытиями более тугоплавкими, чем металл электрода. В этом случае покрытие образует на конце электрода чехольчик, удерживающий капли металла (рис. 70, б). В процессе сварки конец электрода то удаляют, то приближают к ванне. При удалении электрода дуга гаснет и металл шва затвердевает. Для потолочной сварки — вертикальной и горизонтальной используют электрод меньшего диаметра, а ток уменьшают на 10—12% по сравнению со сваркой металла такой же толщины в нижнем положении.
При сварке потолочных швов пузырьки газа, всплывая, попадают в корень шва, что снижает прочность сварного соединения. Потолочная сварка применяется только при монтаже крупных конструкций, сварке неповоротных стыков трубопроводов, ремонтной сварке и других подобных работах, когда выполнение шва в нижнем положении невозможно.
Вертикальные, горизонтальные и потолочные швы можно сваривать и в защитных газах, обеспечивающих струйный перенос металла электрода в сварочную ванну. При этом следует применять механизированные способы сварки.
Для сварки в любом пространственном положении пригодны электроды: ОМА-2, ОММ-5, ОЗЦ-1, ЦМ-7, ОЗС-4, ОЗС-2, УОНИ-13 и др. (см. табл. 5).
Как варить полуавтоматом
Для работы с металлом сегодня все чаще и чаще используется сварочные полуавтоматы. Это связано с удобностью и простотой использования. Также существенным преимуществом является то, что плотность сварочного тока является выше, чем в обычном автоматическом агрегате.
Сварка полуавтоматом имеет определенные достоинства и недостатки. К плюсам можно отнести такие свойства аппарата: во-первых, стоимость такого аппарата будет ниже аналогов; во-вторых, вы можете сваривать детали из тонких листов стали, толщина которой до 0,5 мм; в-третьих, аппарат обладает маленькой чувствительностью к ржавчинам и подобных загрязнениям поверхности металла. Минусами будет большая интенсивность излучения у открытой дуги, а так же, если не использовать газ, увеличится разбрызгивание свариваемого металла. Защитные газы, чаще всего применяющиеся, это гелий, углекислый, аргон и смеси этих газов.
Существует множество вариантов конфигурации и разных моделей полуавтоматов. Для комфортной работы, например, можно подобрать себе полуавтомат с подходящим и удобным весом и компактностью. Так же, имеет смысл продумать, будет ли агрегат использоваться мобильно или стационарно. Ведь если большую роль будет играть перемещения, то лучше выбрать однокорпусную и легкую модель, нежели двухкорпусную. Есть и еще множество полезных отличительных особенностей среди вариантов полуавтоматов. Но самое главное хорошо знать, как правильно пользоваться полуавтоматом, тогда разновидности не будут для вас играть особую роль.
Перед началом использования необходимо правильно настроить агрегат. Полуавтоматический агрегат для сварки имеет следующие составляющие: горелка, источник питания и механизм подачи проволоки. Главным органом является горелка, с помощью которой происходит подача сварочной проволоки, флюса и защитного газа. Далее вам необходимо сделать следующие манипуляции:
- Установить силу сварочного тока в зависимости от того, какой толщины металл, с которым вы собираетесь работать. Характеристики и способы настройки имеются во вкладыше с инструкцией к каждому аппарату.
- Настроить скорость подачи тока от сварочной проволоки. Для этого необходимо правильно подобрать и отрегулировать сменные шестерни.
- Следует правильно установить источник питания, который выдержит напряжение. Подберите либо переносной трансформатор, либо генератор постоянного тока, смотря что лучше подходит для ваших условий.
- Проверьте, правильно ли расположена сварочная проволока. Она должна поступать по специальному шлангу в мундштук (в него самого) или из него, в зависимости от расположения переключателя на аппаратной коробки.
- Переключите переключатель «Вперед», после этого проволока будет поступать к установленному месту для сварки, в сторону держателя. Если вы выставите переключатель в положение «Назад», тогда проволока направится к катушке (в ее сторону). Потому выберите удобный для вас режим.
- Далее нужно наполнить воронку флюсом и с помощью переключателя привести аппарат в действие.
- Для начала процесса сварки (дуга должна возбудиться), необходимо открыть заслонку у воронки для флюса, нажать кнопку «Пуск» и держателем полуавтомата сделать плавное движение по выбранному месту сварки.
- Держатель нужно направлять так, чтобы мундштук (его наконечник) оказался над местом сварки.
- Теперь вы можете смело приступать к намеченной работе.
Делать швы по металлу следует точно и аккуратно. Сначала это плохо получается, но со временем и практикой вы научитесь делать красивые, прочные и надежные швы.
ТОП-5 сварочных полуавтоматов:
Сварка полуавтоматом отличается от обычной тем, что в сварочную зону попадает электрод в виде проволки. Основная работа всё же за сварщиком.Сварочные полуавтоматы класифицируются по типу проволки, в первую очередь, по характеру перемещения и по роду защиты проволочного шва. Выбирать следует тщательно, так как у каждого есть свои преимущества и недостатки. Но у всех полуавтоматов есть важная проблема – увеличение излучения открытой дуги.

1. Ниже будут описаны разные технологии сварки полуавтоматом.Сварка полуавтоматом внахлестЭто самый простой и легкий способ варить полуавтоматом, так как один лист просто накладывается поверх другого. Очень важно правильно выбрать величину сварочного тока, потому что около шва ил на других местах могут появиться продоги метала.
2. Возможен ещё один вариант заметить, что выбрана чрезмерная величина сварочного тока: на конце проволочного электрода появляетя капля, которая делает дальнейший процесс невозможным.
3. Именно поэтому, чтобы варить полуавтоматом, нужно уже иметь навыки сварочных работ.
1. Сварка сплошным швомСплошной шов чаще всего используют при изготовлении, например, конструкций из стального уголка. Но для сварки автомобиля, к примеру, такой шов абсолютно не подходит, так как он “жесткий”, и не имеет вообще какой-либо “эластичности”. Сплошной шов чаще всего делают “точками”, отчего его называют часто “точечным”.
2. Точечный шов класифицируется по нанесению в пространстве: горизонтальный “на полу” и “на потолке”, вертикальный “на стене” и другие.Чтобы варить полуавтоматом и не жалеть потом об этом, следует внимательно присматриваться к каждому атрибуту работы. Во-первых, выбрать правильную толщину сварочного тока. Во-вторых, правильный прижим сварочной проволки.
3. В-третьих, нужно проверять колличество газа, так как при его недостатке сварка получится некачественной, “пористой”. Ну и самая последняя проблема – если что-то идет не так, иногда просто стоит проверить напряжение.
Источники: http://metallicheckiy-portal.ru/articles/svarka/dugovaa_svarka/texnika_ruchnoi_dugovoi_svarki/svarka_vertikalnix_shvov, http://univermag24.com/kak-varit-poluavtomatom, http://qalib.ru/a/kak-nauchitsya-varit-poluavtomatom
Комментариев пока нет!
kakdelat-pravilno.ru
Как правильно варить полуавтоматом с углекислотой
Как варить полуавтоматом?
В работе с металлом сварочный полуавтомат не просто так пользуется огромной популярностью: при работе такого агрегата плотность сварочного тока значительно выше, чем при автоматическом сваривании. Модели и конфигурации полуавтоматов бывают самые разные и, если вы будете знать, как варить полуавтоматом, разновидность аппарата не будет играть для вас никакой роли. Естественно, что для комфортной работы немаловажное значение имеют компактность и вес полуавтомата. Если предполагается мобильное применение полуавтомата, то лучше предпочесть однокорпусное легкое устройство, а не тяжелое двухкорпусное. А оптимальной работы на данном аппарате можно достичь только в результате его правильной настройки.
Как правильно варить полуавтоматом
- С учетом толщины деталей выберите силу сварочного тока и характерную ей скорость подачи сварочной проволоки. Используйте для этого таблицу, которая отображена в инструкции к данному аппарату.
- Подбор и установка сменных шестерней поможет настроить необходимую для сваривания скорость подачи сварочной проволоки. Используйте таблицу или специальную коробку скоростей.
- При помощи регулировочных устройств, произведите настройку источника питания (машины постоянного тока или сварочного трансформатора) на требуемую величину тока и напряжения. Это позволит иметь устойчивое горение дуги, качественное формирование валика и необходимую величину расплавленного флюса.
- Поступает сварочная проволока по специальному шлангу в сам мундштук либо из него, в зависимости от положения переключателя, расположенного на аппаратном ящике. Переключатель выставьте в положение «Вперед» и проволока начнет поступать в сторону держателя к установленному месту сварки. Выставив положение «Назад», вы направите проволоку в сторону катушки. Поэтому настройте необходимый режим.
- Наполните воронку флюсом, установите переключатель в положение «Вперед». Направьте держатель так, чтобы наконечник мундштука оказался непосредственно над местом сварки. Открыв заслонку флюсовой воронки, нажмите «Пуск» и одновременно с этим совершите легкое движение держателем аппарата по месту сварки. Это движение позволит возбудить дугу и начать сам процесс сварки.
Теперь вы знаете и как подготовить аппарат к варке и как варить полуавтоматом. Видео великолепно дополнит приобретенный багаж знаний и поможет вам наглядно убедиться, что варить полуавтоматом совсем не сложно. Гораздо сложнее делать красивые, надежные (если для труб) и прочные швы.
Также сварка полуавтоматом может проходить в среде защитного газа – углекислого газа. Научиться варить полуавтоматом может каждый, главное понять принцип работы, который заключается в том, что на держак с соплом в автоматическом режиме подаётся омедненная проволока и, одновременно из сопла происходит выход углекислого газа. Скорости подачи углекислого газа и проволоки можно регулировать. Результат и качество сварки зависят в основном от правильно выбранной скорости подачи проволоки и газа.
Варить полуавтоматом можно в различных положениях, и, в отличие от дуговой варки, сварочный шов имеет ровную поверхность без шлака и практически без “соплей”.
Дачные дела
Как варить полуавтоматом с углекислотой

Многие хозяева имеют среди своих инструментов такие инструменты, которые используют для того, чтобы сварить какие-то определенные элементы из металлов.
Но прежде чем приступать к такой работе нужно очень хорошо знать, как это делается правильно так как работа с таким инструментом очень опасна и если делать какие-либо процессы неправильно, то это может привести к травмам.
Классификация сварочных полуавтоматов. Полуавтоматы для сварки классифицируют по роду защиты шва для сварки, по виду проволоки, а также по тому какой характер перемещения он имеет.
По типу проволоки различают такие полуавтоматы для сварки:
#8212; Для того, чтобы соединять сплошной проволочкой стальную проволоку;#8212; Для того, чтобы соединять алюминиевую проволоку с помощью стальной проволоки;#8212; Универсальные – с их помощью можно делать и первый и второй тип работ.
По тому каким именно образом происходит уровень защиты шва для сварки:
#8212; В газах защиты;#8212; Под небольшим слоем флюса;#8212; С помощью порошковой проволочки.
По тому какой именно характер перемещения наблюдается при работе:
#8212; Передвижные;#8212; Переносные;#8212; Стационарные.
Очень полезное видео Сварка полуавтоматом #8212; Основы сварки полуавтомата
Недостатки и достоинства, которыми обладают аппараты предназначены для полуавтоматической сварки. Конечно же, что полуавтоматы с углекислотой, как и любой прибор имеют как свои преимущества так и свои недостатки.
Преимуществами таких аппаратов являются следующие:
1) Есть возможность проводить работы по сварке с помощью стали тонкой толщины – даже моно сваривать стать, которая имеет толщину 0, 5 мм;
2) Имеют очень низкий уровень чувствительности к ржавчине и другим возможным видам, которым может поддаться загрязнению металл;
3) если сравнивать с другими приборами, которые предназначены для сварки металла то стоимость полуавтомата с углекислотой значительно ниже;
4) благодаря применению этого инструмента можно сделать пайку любых оцинкованных деталей с помощью проволоки из медного сплава, при этом совершенно не будет нанесен какой-либо вред.
Можете посмотреть еще одно видео сварка алюминия полуавтоматом MIG/MAG
Главными же недостатками являются следующие:
1) Если не будет использован газ, который предназначен для защиты, то в таком случае будут очень большие брызги металла, что может существенно нанести вред человеку который делает работы, особенно в части лица;
2) Наблюдается излучение открытой дуги в более интенсивном состоянии.
Как варить металл с помощью полуавтомата – главное строго соблюдать эту инструкцию и все получится хорошо и качественно:
1) в самом начале нужно будет правильно подобрать силу сварочного тока, при этом нужно учитывать то, какой именно толщины металл с которым будут проводится работы. Главное помнить, что полуавтомат не очень хорошо варит если ток низкий, поэтому лучше использовать большую силу тока;
2) Пользуясь инструкцией настроить правильную скорость, которая будет необходима для того, чтобы осуществлять подачу сварочной проволоки. Уровень скорости можно будет отрегулировать при помощи сменных нескольких шестерен, которые будут идти вместе с самим прибором для сварки;
3) Потом нужно будет произвести настройку тока на нужные параметры. Как правило нужно будет произвести настройку напряжения и силы тока;
4) Потом проверяется правильность подбора режимов – это нужно будет сделать на какой-либо ненужной пробной детали. Если будет необходимость то нужно будет произвести замену некоторых параметров на более удачные;
5) Устанавливается переключатель, который подает проволоку в положение, Вперед»;
6) Наполняется флюсом воронка;
7) Держатель устанавливается таким образом, чтобы наконечник мундштука обязательно находился в зоне сварки;
8) Открывается заслонка для флюсовой воронки и нажимается кнопка, Пуск «. После этого процесс горения дуги и тогда уже можно начинать сваривать нужные детали.
Как варить полуавтоматом с углекислотой видео можно увидеть на этом видео сварка полуавтоматом порошковой проволокой без газа
Главное помнить, что прежде как варить полуавтоматом с углекислотой нужно хорошо знать технику безопасности так как это может привести к трагическим последствиям
Вам будет интересно:
Возможна ли сварка алюминия в среде углекислого газа полуавтоматом
Не так давно я заинтересовался сваркой алюминия. как же все таки его можно сварить надёжно и качественно. Почитал литературы и решил описать все как есть чтоб вам было проще в будущем.
Первая мысль которая пришла мне в голову это: можно ли произвести сварку обычным полуавтоматом с применением углекислоты. так как в наличии имеется полуавтомат с углекислотой.
Варил я этим аппаратом только как правило обычную сталь, профильные трубы и прочие мелочи, а вот сталкиваться с цветными металлами не приходилось. И так начал я выяснять варят все же или нет с применением углекислого газа алюминий, как еще привыкли говорить углекислотная сварка.
Ответ могу дать прямо сейчас, но все же не буду торопить события и расскажу так как есть, по порядку. При сварке алюминия проблема всегда заключается в том что она покрыта невидимым слоем защиты . которую обычно называют оксидной пленкой. Температура плавления этой самой невидимой оксидной пленки составляет 2055 градусов по Цельсию, а температура самого алюминия составляет 660 градусов.
Слово оксидная образовалось от слова окисление или оксид. Например ржавчина на металле образуется в процессе окисления, а у алюминия образуется не ржавчина, а просто невидимая пленка.
Оксидная пленка образуется сразу как только будет контакт с кислородом, а в углекислоте есть кислород так что сварить не получится. Пленка эта будет мешать постоянно. Еще нужно учесть то что алюминий такой материал который при воздействии температурой из твердого состояния сразу переходит в жидкий. Даже если купить проволоку алюминевую для полуавтомата все равно углекислотой варить не получится. Углекислый газ состоит из одной части углерода и двух частей кислорода, отсюда и формула которую пишут на баллонах co2. c - это углерод. o - это кислород. 2 - говорит о том что кислорода две части. Еще углекислота, диоксид углерода, двуокись углерода, это все одно и тоже.
А как вы понимаете при контакте с кислородом алюминий моментально пытаясь защититься образует оксидную невидимую пленку. Из за того что алюминий реагирует с этим газом его называют активным отсюда и название маг(mag). Слышали говорят маг миг (mag/mig) сварка. Так вот маг с английского переводится как метал актив газ проще говоря сварка металла в активном газе. А миг : металл инерт газ - сварка металлов в инертном газе. Инертный газ не реагируют с алюминием и не содержит кислорода тем самым защищает сварочную ванну.
И тут назревает вопрос, а что если баллон с углекислотой заменить на аргоновый и купить проволоку алюминевую. Да об этом можно почитать на данном форуме по ссылке: http://www.chipmaker.ru/topic/46424/
Источники: http://elhow.ru/bytovye-sovety/stroitelnye-instrumenty/kak-varit-poluavtomatom, http://dachnoe-delo.ru/kak-varit-poluavtomatom-s-uglekislotoj-video/, http://3g-svarka.ru/varit-alyuminiy-v-uglekislote.php
Комментариев пока нет!
kakdelat-pravilno.ru







Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






