
цены от 19 790 рублей, отзывы, производители, поиск и каталог моделей
Другой город Абакан Алдан Александров Алексин Анапа Ангарск Армавир Архангельск Асбест Астрахань Балабаново Балаково Балашиха Балашов Барнаул Батайск Бежецк Белгород Бердск Березники Березовский Бийск Благовещенск Бор Борисоглебск Братск Бронницы Брянск Брёхово Бугульма Бугуруслан Бузулук Великие Луки Великий Новгород Верхняя Пышма Видное Владикавказ Владимир Волгоград Волгодонск Волжский Вологда Воронеж Воскресенск Воткинск Выборг Вышний Волочек Вязники Вязьма Геленджик Глазов Голицыно Горячий Ключ Грозный Гусь-Хрустальный Дзержинск Димитровград Дмитров Долгопрудный Домодедово Донской Дубна Егорьевск Екатеринбург Елабуга Елец Ессентуки Железногорск Железнодорожный Жигулевск Жуковский Звенигород Зеленоград Зеленодольск Зима Златоуст Иваново Ивантеевка Ижевск Иркутск Истра Йошкар-Ола Казань Калуга Каменка Пензенская обл. Каменск-Уральский Каменск-Шахтинский Камышин Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Кирово-Чепецк Кировск Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Котельники Красногорск Краснодар Красноярск Кропоткин Крымск Кстово Кузнецк Курган Курск Кыштым Лабинск Липецк Лиски Лобня Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Махачкала Миасс Михайловск Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Невинномысск Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Обь Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Остров Пенза Первоуральск Переславль-Залесский Пермь Петрозаводск Петушки Печора Подольск Покров Прокопьевск Протвино Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Сарапул Саратов Саров Сасово Северодвинск Семикаракорск Сергиев Посад Серов Серпухов Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Тимашевск Тольятти Томск Троицк Московская обл. Туапсе Тула Тюмень Ульяновск Усть-Лабинск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Шуя Щекино Щелково Щербинка Электросталь Элиста Энгельс Юрьев-Польский Ярославль
Туапсе Тула Тюмень Ульяновск Усть-Лабинск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Шуя Щекино Щелково Щербинка Электросталь Элиста Энгельс Юрьев-Польский Ярославль
Ваш город
Самара
Выбрать город Другой город Абакан Алдан Александров Алексин Анапа Ангарск Армавир Архангельск Асбест Астрахань Балабаново Балаково Балашиха Балашов Барнаул Батайск Бежецк Белгород Бердск Березники Березовский Бийск Благовещенск Бор Борисоглебск Братск Бронницы Брянск Брёхово Бугульма Бугуруслан Бузулук Великие Луки Великий Новгород Верхняя Пышма Видное Владикавказ Владимир Волгоград Волгодонск Волжский Вологда Воронеж Воскресенск Воткинск Выборг Вышний Волочек Вязники Вязьма Геленджик Глазов Голицыно Горячий Ключ Грозный Гусь-Хрустальный Дзержинск Димитровград Дмитров Долгопрудный Домодедово Донской Дубна Егорьевск Екатеринбург Елабуга Елец Ессентуки Железногорск Железнодорожный Жигулевск Жуковский Звенигород Зеленоград Зеленодольск Зима Златоуст Иваново Ивантеевка Ижевск Иркутск Истра Йошкар-Ола Казань Калуга Каменка Пензенская обл. Каменск-Уральский Каменск-Шахтинский Камышин Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Кирово-Чепецк Кировск Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Котельники Красногорск Краснодар Красноярск Кропоткин Крымск Кстово Кузнецк Курган Курск Кыштым Лабинск Липецк Лиски Лобня Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Махачкала Миасс Михайловск Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Невинномысск Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Обь Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Остров Пенза Первоуральск Переславль-Залесский Пермь Петрозаводск Петушки Печора Подольск Покров Прокопьевск Протвино Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Сарапул Саратов Саров Сасово Северодвинск Семикаракорск Сергиев Посад Серов Серпухов Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Тимашевск Тольятти Томск Троицк Московская обл.
Каменск-Уральский Каменск-Шахтинский Камышин Касимов Кашира Кемерово Кимры Кингисепп Кинешма Киржач Кириши Киров Кирово-Чепецк Кировск Клин Клинцы Ковров Коломна Кольчугино Конаково Копейск Королев Костомукша Кострома Котельники Красногорск Краснодар Красноярск Кропоткин Крымск Кстово Кузнецк Курган Курск Кыштым Лабинск Липецк Лиски Лобня Луховицы Лыткарино Люберцы Магнитогорск Майкоп Малоярославец Махачкала Миасс Михайловск Мичуринск Можайск Москва Московский Мурманск Муром Мытищи Набережные Челны Нальчик Наро-Фоминск Нахабино Невинномысск Нефтекамск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новокуйбышевск Новомосковск Новороссийск Новосибирск Новочебоксарск Новочеркасск Ногинск Обнинск Обь Одинцово Озерск Октябрьский Омск Оренбург Орехово-Зуево Орск Орёл Остров Пенза Первоуральск Переславль-Залесский Пермь Петрозаводск Петушки Печора Подольск Покров Прокопьевск Протвино Псков Пушкино Пятигорск Раменское Реутов Ржев Россошь Ростов-на-Дону Рыбинск Рязань Салават Салехард Самара Санкт-Петербург Саранск Сарапул Саратов Саров Сасово Северодвинск Семикаракорск Сергиев Посад Серов Серпухов Славянск-на-Кубани Смоленск Солнечногорск Сортавала Сочи Ставрополь Старая Купавна Старый Оскол Стерлитамак Ступино Сургут Сходня Сызрань Таганрог Тамбов Тверь Темрюк Тимашевск Тольятти Томск Троицк Московская обл. Туапсе Тула Тюмень Ульяновск Усть-Лабинск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Шуя Щекино Щелково Щербинка Электросталь Элиста Энгельс Юрьев-Польский Ярославль Продолжить
Туапсе Тула Тюмень Ульяновск Усть-Лабинск Уфа Ухта Фрязино Химки Чайковский Чебоксары Челябинск Череповец Черкесск Чехов Шатура Шахты Шуя Щекино Щелково Щербинка Электросталь Элиста Энгельс Юрьев-Польский Ярославль Продолжить
Рейтинг лучших сварочных полуавтоматов 2018 в Украине
22.02.2018
Приобретение сварочного аппарата – выгодное решение для людей, которые часто выполняют сварочные работы в производственных цехах, гаражах, автомастерских или в обычных условиях дома или на даче. Выбрать и купить надежный аппарат для сварки непростая задача, учитывая огромный и разнообразный ассортимент в Украине. В нашем рейтинге мы подробно расскажем о преимуществах и слабых сторонах сварочных полуавтоматов популярных производителей и как выбрать лучшую модель.
Основные критерии выбора полуавтомата — на что нужно обращать внимание
- Диапазон регулировки выходного тока и напряжения аппарата.
Все, кто работал со сваркой, знает, что при работе полуавтомата регулируется только напряжение (для проволоки диаметром 0,8 -1,0 мм достаточно будет 20-24В). Ток при этом не превышает 220 Ампер. Когда мы работаем в режиме дуговой сварки обычным электродом (ММА), величину тока принято рассчитывать исходя из толщины используемого электрода (на 1 мм – 45-55 А). При этом очень важно учитывать величину продолжительности включения (ПВ) на максимальном токе. Это означает, что, если заявленная производителем величина ПВ равна 60%, агрегат выдает максимально 300А. Если мы работаем на 200-230 А, то время беспрерывной работы значительно увеличивается, достигая значения до 100%.
Ток при этом не превышает 220 Ампер. Когда мы работаем в режиме дуговой сварки обычным электродом (ММА), величину тока принято рассчитывать исходя из толщины используемого электрода (на 1 мм – 45-55 А). При этом очень важно учитывать величину продолжительности включения (ПВ) на максимальном токе. Это означает, что, если заявленная производителем величина ПВ равна 60%, агрегат выдает максимально 300А. Если мы работаем на 200-230 А, то время беспрерывной работы значительно увеличивается, достигая значения до 100%.
Покупать аппарат для сварки с большим исходящим током стоит только в тех случаях, когда предполагаются большие объемы беспрерывных сварочных работ с проволокой максимально допустимого диаметра. - Максимально потребляемая мощность.
Чем ниже этот показатель, тем меньше будет просадка сети, к которой подключено оборудование во время проведения сварки. При выборе полуавтомата мы рекомендуем рассматривать аппараты, собранные на MOSFET или IGBT транзисторах нового поколения. - Возможность быстрой смены полярности для работы с флюсовой проволокой.
Для работы обычной омедненной, алюминиевой или стальной проволокой используется защитный газ (аргон, СО2 или смеси на их основе). При такой работе используют обратную полярность, т.е. к горелке подведен «+», к изделию масса «-». Прямую полярность («-» на рукаве, «+» на детали) используют для работы без газа порошковой (флюсовой) проволокой. - Дополнительные режимы работы.
Практически во всех полуавтоматах, которые поступили на рынок Украины с 2017 года присутствует режим ММА — сварка обычным плавящимся электродом на постоянном токе. В некоторых моделях присутствует режим TIG — сварка неплавящимся вольфрамовым электродом в среде защитного газа аргон. Для таких моделей необходима покупка горелки для аргоновой сварки вентильного типа.
 Ток при этом не превышает 220 Ампер. Когда мы работаем в режиме дуговой сварки обычным электродом (ММА), величину тока принято рассчитывать исходя из толщины используемого электрода (на 1 мм – 45-55 А). При этом очень важно учитывать величину продолжительности включения (ПВ) на максимальном токе. Это означает, что, если заявленная производителем величина ПВ равна 60%, агрегат выдает максимально 300А. Если мы работаем на 200-230 А, то время беспрерывной работы значительно увеличивается, достигая значения до 100%.
Ток при этом не превышает 220 Ампер. Когда мы работаем в режиме дуговой сварки обычным электродом (ММА), величину тока принято рассчитывать исходя из толщины используемого электрода (на 1 мм – 45-55 А). При этом очень важно учитывать величину продолжительности включения (ПВ) на максимальном токе. Это означает, что, если заявленная производителем величина ПВ равна 60%, агрегат выдает максимально 300А. Если мы работаем на 200-230 А, то время беспрерывной работы значительно увеличивается, достигая значения до 100%. 
Перед тем, как купить сварочный полуавтомат определите для себя главные условия критерии использования агрегата:
- Подключения к бытовой сети (гараж/дом/дача).
- Разновидности и типы свариваемых металлов, их толщина.
- Какие электроды и виды проволоки будут использоваться .
- Габариты и вес оборудования.
- Интенсивность и частота его использования.

ТОП 12 лучших сварочных полуавтоматов по отзывам покупателей
*Стоимость актуальна на момент публикации рейтинга
1. Tesla MIG/MAG/MMA 303
Достоинства:
- Наличие режимов MIG, MMA, TIG.
- Режим 2Т и 4Т.
- Функции ARC-FORSE.
- Разъемы и горелка фирмы Abicor Bienzel.
- Быстрая смена полярности.
- Гарантия 36 месяцев.
Недостатки:
- Нет электронного дисплея.
- Высокая цена.
2. Искра MIG-360GD Industrial Line — лучший полуавтомат для гаража
Достоинства:
- Наличие MIG, MMA, TIG.
- Режим 2Т и 4Т.
- VRD – функция ограничения напряжения холостого хода. Повышает безопасность труда, и является обязательной при эксплуатации источника в особо тяжёлых условиях работы.
- Смена полярности выведена на переднюю панель.
- Доступная стоимость.

Недостатки:
- Сенсорная панель управления — очень маленькие кнопки для переключения, неудобно управлять в перчатках-крагах.
- Короткие кабеля держателя электрода и массы, не более 2-х метров.
- В комплекте отсутствует маска сварщика.
3. Edon MIG 315 — лучший сварочный полуавтомат для дома
Преимущества:
- Высокий сварочный ток.
- Удобная регулировка скорости подачи проволоки, напряжения, тока.
- Быстрая смена полярности.
- Система охлаждения с помощью 2-х вентиляторов.
- Качественный рукав и горелка для полуавтоматической сварки.
- Функция правильного отжига проволоки.
- Провода для дуговой сварки длинной 2,5 метра.
- Силовые платы покрыты защитным лаком.
- Качественный шов.
- Низкая цена.
Минусы:
- Нет цифрового дисплея.
- Отсутствует режим TIG для сварки легких сплавов.

4. ProCraft SPH-300
Преимущества:
- Микропроцессорное управление.
- Наличие функций VRD, Pre-flow, Post-flow.
- GAS-CHECK — возможность проверки состояния клапана подачи газа.
- Наличие возможности сварки TIG.
Минусы:
- Срок гарантийного обслуживания 12 месяцев.
- Слишком «длинные» регулировки тока и напряжения.
- Отсутствует инструкция на русском или украинском языке.
- Слишком сложное управление для новичков и людей без опыта работы.
5. Сварочный полуавтомат Redbo MIG-320
Достоинства:
- Надежность и простота в использовании.
- Недорогая стоимость.
- Гарантийный срок обслуживания 24 месяца.
- Наличие доступных запчастей и расходных материалов.
- Смена полярности для работы порошковой проволокой.
Недостатки:
- Нет цифрового индикатора.
- Отсутствие режима TIG и функции понижения напряжения холостого хода VRD.
- Провода для дуговой сварки малого сечения.

6. Riber-Profi RP-329MIG
Достоинства:
- Уникальный и оригинальный дизайн.
- Высокое качество сварочного шва.
- Удобный и понятный интерфейс управления.
- Быстрая смена полярности для работы без газа.
Недостатки:
- Короткий кабель массы 1,3 метра.
- Гарантия 1 год.
7. Полуавтомат Kaiser MIG-305
Преимущества:
- Удобное управление.
- Быстрая смена полярности.
- Постоянное наличие расходных материалов и комплектующих.
- Гарантия 24 месяца.
- Низкая цена.
Минусы:
- Отсутствует функция VRD.
- Отсутствует TIG для сварки легких сплавов.
- Большие габариты и вес.
8. NVP MIG/MMA 307
Преимущества:
- Высокое качество сварки в режиме MIG.
- Удобное управление.
- Низкая стоимость.
Минусы:
- Нет смены полярности.
- Отсутствует функция VRD.
- Короткие провода для дуговой сварки.

9. SSVA mini Самурай 160 — лучший бытовой инверторный полуавтомат.
Достоинства:
- Высокое качество сварки MIG и ММА.
- Удобное управление.
- Возможность использовать аппарат в качестве зарядного устройства.
- Низкая цена.
- Небольшой вес и габариты.
Недостатки:
- Отсутствует смена полярности.
10. Tesla MIG/MAG/FLUX 290
Достоинства:
- Удобное управление.
- Небольшой вес и габариты.
Недостатки:
- Отсутствие TIG и ММА.
- Встроенный рукав для полуавтомата.
- Пластмассовый корпус механизма подачи проволоки.
- Высокая стоимость.
11. Луч профи MIG/MMA 270A
Преимущества:
- Цифровое табло.
- Функция проверки клапана подачи газа.
- Небольшой вес и габариты.
- Отдельные регулировки по напряжению, току, скорости подачи проволоки по каналу.
- Недорогая цена.

Минусы:
- Отсутствие режима сварки аргоном TIG.
- Пластмассовый корпус механизма подачи проволоки.
- Несъёмный рукав длиной 2,2 метра.
12. Stromo SWM 270
Преимущества:
- Небольшой вес и габариты.
- Отдельные регулировки напряжения, тока, скорости подачи проволоки по каналу.
- Доступная цена.
Недостатки:
- Пластмассовый корпус механизма подачи проволоки.
- Несъёмный рукав, длинной 2,2 метра.
- Гарантия 12 месяцев.
Вы всегда можете получить квалифицированную консультацию и помощь в вопросах выбора сварочного оборудования у менеджеров интернет-магазина Optoweek.
ТОП-10 сварочных полуавтоматов в 2019 году
ТОП-10 сварочных полуавтоматов в 2019 году — самые популярные модели сварочных аппаратов.
ТОП-10 сварочных полуавтоматов в 2019 году
С каждым годом все товары становятся все совершеннее. Прогресс не стоит на месте, затрагивая сварочные аппараты в том числе. Они становятся производительнее, мало габаритные, да и бренды стараются сделать стоимость такого агрегата доступнее. Если вы решили приобрести сварочный полуавтомат, то советуем ознакомиться с нашей статьей. Мы собирали в ней не только новинки, но и популярные модели на рынке сварочного оборудования. Выделив все достоинства и не недостатки 10 ти популярных моделей, вы сможете без раздумий сделать правильный выбор полуавтомата для сварки. А если вы чувствуете, что некоторые технические знания необходимо подтянуть, то и тут мы не оставим вас в беде. Краткие принципы работы сварочных полуавтоматов будет замечательно напомнить себе еще раз и закрепить уже имеющиеся знания. Топ сварочных полуавтоматов в Украине составлен специалистами интернет магазина Станочек. Готовы окунуться в ослепительный мир современного сварочного оборудования? Опускайте маску сварщика, мы начинаем!
Они становятся производительнее, мало габаритные, да и бренды стараются сделать стоимость такого агрегата доступнее. Если вы решили приобрести сварочный полуавтомат, то советуем ознакомиться с нашей статьей. Мы собирали в ней не только новинки, но и популярные модели на рынке сварочного оборудования. Выделив все достоинства и не недостатки 10 ти популярных моделей, вы сможете без раздумий сделать правильный выбор полуавтомата для сварки. А если вы чувствуете, что некоторые технические знания необходимо подтянуть, то и тут мы не оставим вас в беде. Краткие принципы работы сварочных полуавтоматов будет замечательно напомнить себе еще раз и закрепить уже имеющиеся знания. Топ сварочных полуавтоматов в Украине составлен специалистами интернет магазина Станочек. Готовы окунуться в ослепительный мир современного сварочного оборудования? Опускайте маску сварщика, мы начинаем!
Критерии отбора сварочных аппаратов для рейтинга
- Диапазон регулировки выходного тока и напряжения аппарата. Большинство сварочных полуавтоматов на сегодняшний день являются универсальными бойцами, которые способны работать сразу в нескольких режимах. Но для каждого из них, необходимо учитывать такие критерии как выходной ток и напряжение. Если взять во внимание режим работы привычной многим сваркой электродов, то тут есть уже устоявшееся годами правило- сила тока должна рассчитываться исходя из размера электрода, которым вы планируете работать. Чем он больше, тем больше Ампер необходимо подать. В таком случае работы будут выполнены качественно. Ручная сварка электродом — это первые шаги в мире соединения металла с помощью электрического тока. Но вот когда вы переводите автомат в режим работы с проволокой, то можно растеряться. Ведь такой способ сварки не так сильно распространен. Но современные агрегаты, которые заточены под несколько режимов работы, позволят вам осуществить регулировку необходимой величины, а именно — напряжения. Особое внимание перед покупкой агрегата стоит уделить тому, какие объемы работ вы планируете выполнять. Такой показатель как продолжительность включения важен, ведь он указывает напрямую на то, сколько времени вы сможете работать с агрегатом на максимальных значениях тока.
- Возможность быстрой смены полярности для работы с флюсовой проволокой. Работа с полуавтоматом делает некую свободу выбора. Она заключается в том, что использовать можно несколько разновидностей проволоки. Чаще всего, работы проводятся в среде инертных, либо как их еще называют — благородных газов. В таком случае полярность на агрегате должна быть в такой последовательности: на изделие крепится минус, а на самой северной горелке будет находится плюс. Такая последовательность подключения называется обратной. Но есть ситуации, когда работы будет лучше выполнить с помощью флюсовой проволоки. Для ее применения не нужно совершенно никакого газа, но вот полярность будет с точностью наоборот. Минут будет находиться на изделии, а вот плюсом будет сварочный рукав. Такой способ работы еще называют прямым. Вариант подключения подобным образом позволит расширить возможности работы с металлами.
- Максимально потребляемая мощность. Данный критерий особенно ценится среди покупателей, которые приобретают агрегат бытового или полупрофессионального класса. А если наперед неизвестно, где будут проводится работы — будь то квартира или гараж, и какое там качество электросети и стабильность напряжения, то лучше выбрать полуавтомат, который будет потреблять не слишком много мощности. Современные транзисторы, которые используются в оборудовании, дают возможность уменьшить этот показатель, а стабильность работы дуги увеличить. Перед покупкой агрегата присмотритесь к тому, какие транзисторы использованы производителем. MOSFET или IGBT — это топовые детали, которые сделают работы с агрегатом стабильной и комфортной. Оба показывают отличную работоспособность, потому выбор определенного будет зависеть только от ваших личных желаний и убеждений. Рейтинг сварочных полуавтоматов напрямую зависит от этого критерия.
- Дополнительные функции. Хорошо, когда приобретая инструмент, вы получаете выгоду. В современных сварочных полуавтоматах, которые представлены в интернет -магазине Станочек присутствует возможность работать в трех режимах — MMA/MIG/MIG. Так что вы становитесь счастливым обладателем инструмента — 3 в 1. Получаете не только сварку полуавтомат, но и ручную, а так же флюсовую — и это все в одном “флаконе”. Больше нет необходимости приобретать разное оборудование. Полуавтомат весит не много не мало 10-15 кг, но в корпусе помещен целый набор инструментов. И кроме все, вы можете быстро переключаться. Не нужно производить замену агрегатов. Ведь зачастую бывает такое, что необходимо провести работы с тонким металлом, а рядом находится уже конструкция значительной толщины, которую не так просто и сварить с помощью проволоки.
- Цена. Еще одним немаловажным аспектом выбора сварочного полуавтомата является его стоимость. Если для крупного предприятия может быть и не заметна разница в пару тысяч гривен, то вот для рядового покупателя, она может стать существенной. И конечно, приятно купить качественный агрегат да еще и сэкономить. В нашей статье мы сделали обзор сварочных полуавтоматов в лучшем соотношении цена/качество. И каждый из вас, гарантированно, сможет выбрать что-то для себя. Ведь сварочный полуавтомат — это покупка не пару лет, и он должен служить вам верой и правдой. Согласитесь, всегда хорошо купить недорогой полуавтомат для гаража и дачи и эксплуатировать его долгие годы. Сварочный полуавтомат для дома, работы или заработка должен быть не только экономичным, но и полностью безопасным в работе.
 Большинство сварочных полуавтоматов на сегодняшний день являются универсальными бойцами, которые способны работать сразу в нескольких режимах. Но для каждого из них, необходимо учитывать такие критерии как выходной ток и напряжение. Если взять во внимание режим работы привычной многим сваркой электродов, то тут есть уже устоявшееся годами правило- сила тока должна рассчитываться исходя из размера электрода, которым вы планируете работать. Чем он больше, тем больше Ампер необходимо подать. В таком случае работы будут выполнены качественно. Ручная сварка электродом — это первые шаги в мире соединения металла с помощью электрического тока. Но вот когда вы переводите автомат в режим работы с проволокой, то можно растеряться. Ведь такой способ сварки не так сильно распространен. Но современные агрегаты, которые заточены под несколько режимов работы, позволят вам осуществить регулировку необходимой величины, а именно — напряжения. Особое внимание перед покупкой агрегата стоит уделить тому, какие объемы работ вы планируете выполнять.
Большинство сварочных полуавтоматов на сегодняшний день являются универсальными бойцами, которые способны работать сразу в нескольких режимах. Но для каждого из них, необходимо учитывать такие критерии как выходной ток и напряжение. Если взять во внимание режим работы привычной многим сваркой электродов, то тут есть уже устоявшееся годами правило- сила тока должна рассчитываться исходя из размера электрода, которым вы планируете работать. Чем он больше, тем больше Ампер необходимо подать. В таком случае работы будут выполнены качественно. Ручная сварка электродом — это первые шаги в мире соединения металла с помощью электрического тока. Но вот когда вы переводите автомат в режим работы с проволокой, то можно растеряться. Ведь такой способ сварки не так сильно распространен. Но современные агрегаты, которые заточены под несколько режимов работы, позволят вам осуществить регулировку необходимой величины, а именно — напряжения. Особое внимание перед покупкой агрегата стоит уделить тому, какие объемы работ вы планируете выполнять. Такой показатель как продолжительность включения важен, ведь он указывает напрямую на то, сколько времени вы сможете работать с агрегатом на максимальных значениях тока.
Такой показатель как продолжительность включения важен, ведь он указывает напрямую на то, сколько времени вы сможете работать с агрегатом на максимальных значениях тока. 
 В современных сварочных полуавтоматах, которые представлены в интернет -магазине Станочек присутствует возможность работать в трех режимах — MMA/MIG/MIG. Так что вы становитесь счастливым обладателем инструмента — 3 в 1. Получаете не только сварку полуавтомат, но и ручную, а так же флюсовую — и это все в одном “флаконе”. Больше нет необходимости приобретать разное оборудование. Полуавтомат весит не много не мало 10-15 кг, но в корпусе помещен целый набор инструментов. И кроме все, вы можете быстро переключаться. Не нужно производить замену агрегатов. Ведь зачастую бывает такое, что необходимо провести работы с тонким металлом, а рядом находится уже конструкция значительной толщины, которую не так просто и сварить с помощью проволоки.
В современных сварочных полуавтоматах, которые представлены в интернет -магазине Станочек присутствует возможность работать в трех режимах — MMA/MIG/MIG. Так что вы становитесь счастливым обладателем инструмента — 3 в 1. Получаете не только сварку полуавтомат, но и ручную, а так же флюсовую — и это все в одном “флаконе”. Больше нет необходимости приобретать разное оборудование. Полуавтомат весит не много не мало 10-15 кг, но в корпусе помещен целый набор инструментов. И кроме все, вы можете быстро переключаться. Не нужно производить замену агрегатов. Ведь зачастую бывает такое, что необходимо провести работы с тонким металлом, а рядом находится уже конструкция значительной толщины, которую не так просто и сварить с помощью проволоки. В нашей статье мы сделали обзор сварочных полуавтоматов в лучшем соотношении цена/качество. И каждый из вас, гарантированно, сможет выбрать что-то для себя. Ведь сварочный полуавтомат — это покупка не пару лет, и он должен служить вам верой и правдой. Согласитесь, всегда хорошо купить недорогой полуавтомат для гаража и дачи и эксплуатировать его долгие годы. Сварочный полуавтомат для дома, работы или заработка должен быть не только экономичным, но и полностью безопасным в работе.
В нашей статье мы сделали обзор сварочных полуавтоматов в лучшем соотношении цена/качество. И каждый из вас, гарантированно, сможет выбрать что-то для себя. Ведь сварочный полуавтомат — это покупка не пару лет, и он должен служить вам верой и правдой. Согласитесь, всегда хорошо купить недорогой полуавтомат для гаража и дачи и эксплуатировать его долгие годы. Сварочный полуавтомат для дома, работы или заработка должен быть не только экономичным, но и полностью безопасным в работе. Перед тем, как совершить такой важный шаг и приобрести сварочный полуавтомат, давайте выделим некоторые аспекты, которыми мы советуем вам руководствоваться при выборе агрегатов:
- Тщательно продумайте, для каких целей вы будете использовать инструмент — дом, дача, гараж, ремонтные работы, сварка на предприятии
- Что именно предстоит вам варить — какие разновидности металлов
- Каким способом сварки вы будете работать чаще всего
- Внимательно изучите отзывы по каждой из понравившихся моделей
- Подберите оптимальную модель — сварочный полуавтомат цена качество
Обращайтесь за консультацией к специалистам магазина Станочек, без стеснения спрашивайте про все нюансы модельного ряда.
1. Сварочный полуавтомат Протон СПАИ-270/К
Одна из популярных моделей Украинского рынка сварочных полуавтоматов — это Протон СПАИ-270/К. Особую любовь и признание покупателей данный агрегат получил за то, что за сравнительно невысокую стоимость, вы получаете целый комплект для сварочных работ. Отечественным производителем используются только качественная техника. В особенности можно выделить применение в модели транзисторов типа IGBT. В модели от Протон сочетаются сразу три разновидности сварки — это MMA/MIG/MAG. Приятным дополнением стало наличие сразу нескольких цифровых дисплеев на контрольной панели. Благодаря этому контролировать ход работы стало еще проще. Подключение происходит благодаря стандартным разъемам, которые находятся на передней части инструмента. При этом, сам вес агрегата составляет 10 кг. Сверху малогабаритного устройства расположилась рукоять для комфортного переноса полуавтомата. КПД сварочного оборудования составляет 80%, так что агрегат безусловно является лидером производительности среди похожих моделей в своей ценовой категории. Подача проволоки во время работы происходит в автоматическом режиме, что дает вам свободу действий. Более не нужно делать это вручную, рука свободна и вы можете использовать ее. Производить сварку с помощью данного агрегата вы сможете как привычным электродом, да и с помощью проволоки. Работы могут выполняться как в инертных, так и в активных газах, в зависимости от того, с каким металлом вы работаете. Гарантией в два года производитель как бы говорит нам, что товар действительно качественный и очень работоспособный. Среди бюджетных полуавтоматов, это, пожалуй, лучший вариант. Он отлично подойдет, если вы хотите выполнять работы на дачном участке или в гараже, в доме, заниматься хобби.
Подача проволоки во время работы происходит в автоматическом режиме, что дает вам свободу действий. Более не нужно делать это вручную, рука свободна и вы можете использовать ее. Производить сварку с помощью данного агрегата вы сможете как привычным электродом, да и с помощью проволоки. Работы могут выполняться как в инертных, так и в активных газах, в зависимости от того, с каким металлом вы работаете. Гарантией в два года производитель как бы говорит нам, что товар действительно качественный и очень работоспособный. Среди бюджетных полуавтоматов, это, пожалуй, лучший вариант. Он отлично подойдет, если вы хотите выполнять работы на дачном участке или в гараже, в доме, заниматься хобби.
Но среди таких очевидных плюсов, есть и недостатки. Если объем работ большой- вы планируете работать без отдыха, то данный агрегат станет не лучшим выбором. Все-таки он ориентирован больше на бытового потребителя. Диаметр сварочной проволоки так же ограничен и составляет не более 1 см. Так что для более “серьезных” работ данная модель не подойдет.
Плюсы:
- Качественные комплектующие — транзисторы IGBT
- Три режима работы — MIG/MAG/MMA
- КПД составляет 80 процентов
- Так как техника отечественная — вы не переплачиваете при покупке
- Низкий вес инструмента — 10 кг и удобная рукоять на корпусе для транспортировки
- Хорошая комплектация — есть все необходимое, чтобы тут же приступать к работе
- Есть возможность регулировать скорость подачи проволоки
- Функции горячего старта, антизалипания электрода и форсажа дуги — для комфортного процесса работы
2. Сварочный полуавтомат Кентавр СПАВ-255 НДР
Модель является хорошей устоявшейся на рынке полуавтоматов для дачи и дома. Если вы присматриваете идеальный инструмент, который подошел бы для решения каждодневных бытовых вызовов по мелкому ремонту, либо вы занимаетесь хобби, которое связано с необходимостью соединять металлоконструкции — то это лучший выбор. Все, что вы хотели знать об этом сварочном аппарате есть в нашей статье. Первое, на что нужно обратить внимание — так это возможность постоянно контролировать процесс работы. Ведь сварка полуавтоматом — это работа с достаточно тонкими металлами и один неверный шаг может стоить вам красивого сварочного шва. Цифровой дисплей невероятно точно отображает всю необходимую информацию и за точность процесса можно не беспокоиться. Сварочный ток силой 250А гарантирует качественную и чистую работу. Продолжительность нагрузки составляет 60%. Общепринятая расшифровка данного значения — 6 минут агрегат работает, а 4 — находится на заслуженном отдыхе. Чтобы инструмент не вышел из строя, производителем предусмотрена система принудительного охлаждения. Рукав подключается с помощью евро разъема, что не только быстро, но и комфортно. У устройства есть два режима работы — это сварка в режиме ручном MMA, а также MIG. Производителем предусмотрена возможность поменять полярность, что делает доступным работу как с газовой средой, так и без нее, с помощью специальной проволоки.
Первое, на что нужно обратить внимание — так это возможность постоянно контролировать процесс работы. Ведь сварка полуавтоматом — это работа с достаточно тонкими металлами и один неверный шаг может стоить вам красивого сварочного шва. Цифровой дисплей невероятно точно отображает всю необходимую информацию и за точность процесса можно не беспокоиться. Сварочный ток силой 250А гарантирует качественную и чистую работу. Продолжительность нагрузки составляет 60%. Общепринятая расшифровка данного значения — 6 минут агрегат работает, а 4 — находится на заслуженном отдыхе. Чтобы инструмент не вышел из строя, производителем предусмотрена система принудительного охлаждения. Рукав подключается с помощью евро разъема, что не только быстро, но и комфортно. У устройства есть два режима работы — это сварка в режиме ручном MMA, а также MIG. Производителем предусмотрена возможность поменять полярность, что делает доступным работу как с газовой средой, так и без нее, с помощью специальной проволоки.
Но не все так радужно, как могло показаться на первый взгляд. Для тех, кто хочет получить наилучший агрегат в соотношении цена/качество для продолжительных работ — увы, данная модель не подойдет. Она хорошо справляется с небольшими нагрузками, но вот сварка целый день быстро выведет агрегат из строя. Да и силы сварочного тока, несмотря на возможность работы с большой катушкой с толщиной 1,2 см максимум, все-таки мало. Так что не надейтесь сэкономить и приобрести такой инструмент для тяжелой работы.
Для тех, кто хочет получить наилучший агрегат в соотношении цена/качество для продолжительных работ — увы, данная модель не подойдет. Она хорошо справляется с небольшими нагрузками, но вот сварка целый день быстро выведет агрегат из строя. Да и силы сварочного тока, несмотря на возможность работы с большой катушкой с толщиной 1,2 см максимум, все-таки мало. Так что не надейтесь сэкономить и приобрести такой инструмент для тяжелой работы.
Плюсы:
- Агрегат рассчитан на работу с большой катушкой сварочной проволоки
- Есть цифровой дисплей для постоянного контроля
- Рукав получается с помощью евроразъема
- Возмодонтсь принудиетльного охлажеия в случае необходимости
- Получение “массы” выполнена с помощью большого и надежного крокодила.
- Есть возможность модуляции сварочного тока
- В любой момент одним движением руки вы сможете поменять полярность сварочного тока
3. Сварочный полуавтомат Кентавр СПАВ-295 НДР
Еще один вариант бюджетного полуавтомата, который станет вашей палочкой-выручалочкой в бытовых делах — это Кентавр СПАВ-295 НДР. В отличии от своей младшей модели, он обладает схожими характеристиками но большей силой тока — 290 А. Особенностью данного агрегата является то, что он сочетает в себе все самые необходимые функции, которые направлены на качественное выполнение сварочных работ. Данная модель предназначена для работы даже с катушкой большого размера, благодаря чему вам не потребуется останавливаться в процессе работы. Подача проволоки происходит полностью автоматизировано. Еще одним преимуществом модели является возможность работы в режимах MMA/MIG. Это как сварка полуавтомат, так и привычная всем работа с помощью электрода. Отзывы о данной бюджетной модели не плохие. В основном, наши покупатели берут агрегат для работы по дому или в гараже. Преимуществом полуавтомата Кентавр является то, что сварочный аппарат имеет возможность работать с проволокой диаметром до 1,2 сантиметра, что само по себе не мало. А если учитывать, что агрегат ориентирован на бывшего потребителя, то и вообще — внушительный показатель.
В отличии от своей младшей модели, он обладает схожими характеристиками но большей силой тока — 290 А. Особенностью данного агрегата является то, что он сочетает в себе все самые необходимые функции, которые направлены на качественное выполнение сварочных работ. Данная модель предназначена для работы даже с катушкой большого размера, благодаря чему вам не потребуется останавливаться в процессе работы. Подача проволоки происходит полностью автоматизировано. Еще одним преимуществом модели является возможность работы в режимах MMA/MIG. Это как сварка полуавтомат, так и привычная всем работа с помощью электрода. Отзывы о данной бюджетной модели не плохие. В основном, наши покупатели берут агрегат для работы по дому или в гараже. Преимуществом полуавтомата Кентавр является то, что сварочный аппарат имеет возможность работать с проволокой диаметром до 1,2 сантиметра, что само по себе не мало. А если учитывать, что агрегат ориентирован на бывшего потребителя, то и вообще — внушительный показатель. Для комфортного контроля за процессом работы есть цифровой дисплей, где отображаются показатели силы тока и напряжения. Полярность дуги может быть изменена, а потому вас становится доступным возможность работы как в защитной газовой среде, так и без нее. Да что и говорить — лучшую бюджетную модель надо пробовать.
Для комфортного контроля за процессом работы есть цифровой дисплей, где отображаются показатели силы тока и напряжения. Полярность дуги может быть изменена, а потому вас становится доступным возможность работы как в защитной газовой среде, так и без нее. Да что и говорить — лучшую бюджетную модель надо пробовать.
Но все же у инструмента имеются недостатки. Так как модель не рассчитана для крупных производств, то с большими нагрузками агрегат не слишком успешно справляется. Система принудительного охлаждения включается часто, если работы интенсивные. Для дачи и гаража хватит — но никак не для серьезных работ. Продолжительность включения такого агрегата составляет 60%,при условии подачи максимального тока.
Плюсы:
- Доступная модель
- Есть функция смены полярности
- Удобный цифровой дисплей для контроля за работой
- Евроразъем для рукава
- Компактные габариты и привлекательный яркий дизайн
- Два режимы работы — ручная сварка и полуавтомат
- Небольшой вес — 14 кг
- Возможность устанавливать даже большую катушку
4. Сварочный полуавтомат Vitals Master MIG 1400T Digital
Сварочный полуавтомат Vitals Master MIG 1400T Digital
Сварочный полуавтомат, который сможет обеспечить вам необходимый спектр работ не только в сфере бытовой, но и полупрофессиональной — это все про Vitals Master MIG 1400T Digital. Уникальная новинка, которая очень быстро завоевала сердца потребителей. Благодаря тому, что агрегат может работать сразу в трех режимах работы — MIG/MMA/MAG и выполнен с применением передовых комплектующих, то качество работы его на высоте. А вес инструмента составляет всего 7,6 кг, что значительно ниже, чем такие же инструменты у конкурентов. Бренд Виталс — широко известен на рынке своим качественным товаром. Давайте же оценим один из лучших представлений сварочных полуавтоматов в данной категории. Первое, что необходимо отметить — это стабильная работа в трех режимах. Компания использовала инновационную технологию VRD. Ее суть заключается в том, что во время отдыха напряжение снижается до минимального. Это делает работу со сварочным полуавтоматом безопасной. Вы сможете даже дотронуться до электрода без последствий. Ведь ваше здоровье и сохранность — на первом месте. Для неустанного контроля за работой есть цифровые дисплеи. Цифры крупные, отображаются ярко, даже через маску хамелеон вы сможете их рассмотреть во время неактивного режима работы. То же порадует тех, кто носит очки, но во время работы не хочет их надевать — проблем со считыванием показателей не будет. Удобная передняя панель, на которой осуществляется контроль за процессами, интуитивно понятна. В инструменте предусмотрена модуляция сварочного тока. А использование разъема типа еврорукав делает вас в несколько раз мобильнее. Сварочный аппарат без труда выдерживает даже большие нагрузки. Для удобства работы в комплекте уже есть горелка для MIG сварку, покупать ее отдельно не требуется. А бонусом ко всему — приятная цена инструмента. Одно из наилучших предложений за эту стоимость.
Вы сможете даже дотронуться до электрода без последствий. Ведь ваше здоровье и сохранность — на первом месте. Для неустанного контроля за работой есть цифровые дисплеи. Цифры крупные, отображаются ярко, даже через маску хамелеон вы сможете их рассмотреть во время неактивного режима работы. То же порадует тех, кто носит очки, но во время работы не хочет их надевать — проблем со считыванием показателей не будет. Удобная передняя панель, на которой осуществляется контроль за процессами, интуитивно понятна. В инструменте предусмотрена модуляция сварочного тока. А использование разъема типа еврорукав делает вас в несколько раз мобильнее. Сварочный аппарат без труда выдерживает даже большие нагрузки. Для удобства работы в комплекте уже есть горелка для MIG сварку, покупать ее отдельно не требуется. А бонусом ко всему — приятная цена инструмента. Одно из наилучших предложений за эту стоимость.
Но несмотря на все это, несколько негативных моментов все-таки встречается. Во-первых, данные агрегат не предназначен для тяжелой коммерческой работы, а только для домашнего применения или использования для хобби. Во-вторых показатель максимального сварочного тока маловат, 140 А. В сравнении с даже бюджетными моделями — эта хараетстриска немного не дотягивает.
Во-вторых показатель максимального сварочного тока маловат, 140 А. В сравнении с даже бюджетными моделями — эта хараетстриска немного не дотягивает.
Плюсы:
- Компактные размеры — всего 7,5 кг
- Производитель надежный, а потому за качество техники можно не переживать
- Еврорукав для быстрого проведения манипуляций
- Средняя продолжительность нагрузки
- Возможность работы даже в тяжелых условиях — температура окружающей среды до 55 градусов Цельсия
- Инновационная технология VRD, которая не применялась ранее
- Использование транзисторов типа IGBT — современное решение
5. Сварочный полуавтомат Vitals Master MIG 1600 DRW
Современный сварочный полуавтомат — какой он? Надежный, производительный, экономичный, да просто — самый лучший. Новинка в семье сварочного оборудования от Виталс- Vitals Master MIG 1600 DRW. Совершенно новая и производительная модель. Бренд решил ориентироваться на качество. Полуавтомат получил два режима работы — это MMA и MIG. Из концептуально нового — новая технология разработки и конструкции. Применение транзисторов IGBT делает агрегат стабильнее. А чем лучше инструмент держит дугу, тем качественнее у вас и получится сварочный шов. В отличии от предыдущей модели, длина кабелей в 2 метра позволит вам дотянуться до самых дальних мест. Но и передвигать инструмент вы без труда сможете с места на место, ведь его вес составляет 14 кг. Цифровой дисплей облегчает процесс контроля за работой, а быстрая возможность смены горелки, позволит не останавливаться в процессе работы. Бренд Виталс имеет множество положительных отзывов от довольных клиентов в интернет-магазине Станочек. Если вы хотите получить инструмент для работы, заработка или хобби — то мы советуем вам остановить свой выбор на данном агрегате. К слову аппарат обладает возможностью сменить полярность сварочного тока, что немаловажно. Но, есть свои моменты. Цена, конечно, будет выше, чем у моделей бытового класса, тут уж, на вкус и цвет.
Полуавтомат получил два режима работы — это MMA и MIG. Из концептуально нового — новая технология разработки и конструкции. Применение транзисторов IGBT делает агрегат стабильнее. А чем лучше инструмент держит дугу, тем качественнее у вас и получится сварочный шов. В отличии от предыдущей модели, длина кабелей в 2 метра позволит вам дотянуться до самых дальних мест. Но и передвигать инструмент вы без труда сможете с места на место, ведь его вес составляет 14 кг. Цифровой дисплей облегчает процесс контроля за работой, а быстрая возможность смены горелки, позволит не останавливаться в процессе работы. Бренд Виталс имеет множество положительных отзывов от довольных клиентов в интернет-магазине Станочек. Если вы хотите получить инструмент для работы, заработка или хобби — то мы советуем вам остановить свой выбор на данном агрегате. К слову аппарат обладает возможностью сменить полярность сварочного тока, что немаловажно. Но, есть свои моменты. Цена, конечно, будет выше, чем у моделей бытового класса, тут уж, на вкус и цвет.
Плюсы:
- Качественная сборка
- Информативный цифровой дисплей, где отображаются текущие показатели
- Прочный корпус
- Удобный разъем для горелки
- Возможность менять полярность
- Длинные кабели
- Защита от перегрева
- Отличный выбор для дома и работы
- На сварочный полуавтомат легко устанавливается большая катушка
6. Сварочный полуавтомат Tekhmann TWI-305 MIG
Если вы читаете нашу статью с самого начала, то могли заметить, как мы продвигаемся от более бытовых моделей к профессиональным. Полупрофессиональные сварочные полуавтоматы — это переходная ниша, от бюджетного к более дорогому. Но с поднятием цены изменяется качество и технические характеристики агрегата. Полупрофессиональный инструмент — это идеальный вариант для тех, кто желает получить качественную технику по средней цене и при этом не испытывать никаких неудобств. Tekhmann TWI-305 MIG — это как раз такая модель. Все, что вам необходимо для сварки полуавтомата вместилось в этой модели. Покупая данный агрегат, вы получаете возможность работы в трех режимах — MIG/MMA/MAG. Немецкое качество — вот залог успеха. Для дома, дачи, работы — это универсальный инструмент. Технические характеристики говорят сами за себя. КПД составляет 85% — это в разы выше, чем у бытовых моделей. Максимальный сварочный ток составляет 305 А — да, такому “зверю” без проблем справится с различными металлами. Механизм подачи проволоки выполнен из металла, выдерживает катушку до 5 кг. Для вашего комфорта — дисплей с показателями и сварочные кабели длиной 3 метра.
Покупая данный агрегат, вы получаете возможность работы в трех режимах — MIG/MMA/MAG. Немецкое качество — вот залог успеха. Для дома, дачи, работы — это универсальный инструмент. Технические характеристики говорят сами за себя. КПД составляет 85% — это в разы выше, чем у бытовых моделей. Максимальный сварочный ток составляет 305 А — да, такому “зверю” без проблем справится с различными металлами. Механизм подачи проволоки выполнен из металла, выдерживает катушку до 5 кг. Для вашего комфорта — дисплей с показателями и сварочные кабели длиной 3 метра.
Казалось бы, идеальный агрегат. Но вот цена “кусается”. Да и в комплектации вроде есть все необходимое, но хотелось бы больше. Хотя бы пластиковый кейс. Да и максимальный размер сварочной проволоки всего до 1 см.
Плюсы:
- Полупрофессиональный инструмент — отличные характеристики
- Большая сила сварочного тока
- Немецкое качество товара
- Возможность установки большой катушки с проволокой
- Яркий цифровой дисплей
- Простые настройки
- Рукав длинной 3 метра
7. Сварочный полуавтомат Limex MIG 310 mini
Сварочный полуавтомат Limex MIG 310 mini
Огромные сварочные полуавтоматы весом до 15 кг не всегда необходимы. Хочет что-то компактное, что бы не занимало мало место, можно было взять с собой на объект и не кряхтеть, пока несешь до места работы. Производитель Лимекс представил именно такой агрегат — недорогой, производительный. компактный. Наверное лучший в классе небольших полуавтоматов. Особенностью данного “крохи” является то, что вес — всего 7 кг. Легко поднимет каждый человек. Да и габариты не большие, спрячется даже в шкафчике в гараже и багажнике машины. Но не смотрите на небольшие размеры, технические характеристики у аппарата — отличные. Начнем с того, что три режима работы имеются. Да и полярность можно менять в два счета. Вся необходимая информация есть на дисплее. Но вот что касается максимального сварочного тока, то тут показатель больше, чем даже у полноразмерных моделей — 310 Ампер.
Но такой небольшой сварочный полуавтомат не мог быть таким идеальным, к сожалению. Длина калдевей, которые используются в инструменте, составляет всего 1,5 метра. Этого может быть мало для комфортной работы. Да и диаметр проволоки составляет максимум 0,8 см. Увы, для работы с большими нагрузками этих показателей мало. Сюда же можно отнести продолжительности нагрузки всего 60%.
Длина калдевей, которые используются в инструменте, составляет всего 1,5 метра. Этого может быть мало для комфортной работы. Да и диаметр проволоки составляет максимум 0,8 см. Увы, для работы с большими нагрузками этих показателей мало. Сюда же можно отнести продолжительности нагрузки всего 60%.
Плюсы:
- Малые габариты и низкий вес
- Несколько режимов работы
- Большая сила сварочного тока
- Возможность смены полярности
- Есть функция антизалипания электрода, горячий старт
- Симпатичный дизайн
8. Сварочный полуавтомат Sturm AW97PA280
Германский бренд создал оптимальный вариант сварочного полуавтомата, который отлично справляется с высокими нагрузками, обладает внушительными техническими характеристиками и при это отлично показывает себя в работе. Для того, чтобы приобрести агрегат для сварки отменного качества, совершенно не нужно множество денег и Sturm AW97PA280 — это прямое доказательство этому. Инструмент способен без проблем работать в нескольких режимах — это сварка обычная ручная, всем привычная, с помощью электрода; сварка с помощью проволоки в защитной газовой среде; а также сварка флюсовой проволокой. Какой из этих режимов будет лучше выбрать — зависит от качества и толщины свариваемого металла. Но устройство идеально справится с любым режимом. Максимальный показатель сварочного тока составляет 280 Ампер, чего достаточно, для выполнения всех необходимых задач. Сюда можно отнести как и работы с толстым металлом, где требуется применение электрода до 5 см, а также сварка тонкого металла с проволокой до 1.2 см. Сварочная катушка весом до 5 кг удобно разместится на агрегате и будет подаваться достаточно плавно. Что касается длины рукава, то 3х метров хватит “с головой”, чтобы дотянуться до самого труднодоступного места. Продолжительность работы от 80 до 100%, в зависимости от режима работы, свидетельствует о том, что агрегат выполнен достаточно качественно, ведь показатель во многом опережает отечественные и Китайские модели.
Инструмент способен без проблем работать в нескольких режимах — это сварка обычная ручная, всем привычная, с помощью электрода; сварка с помощью проволоки в защитной газовой среде; а также сварка флюсовой проволокой. Какой из этих режимов будет лучше выбрать — зависит от качества и толщины свариваемого металла. Но устройство идеально справится с любым режимом. Максимальный показатель сварочного тока составляет 280 Ампер, чего достаточно, для выполнения всех необходимых задач. Сюда можно отнести как и работы с толстым металлом, где требуется применение электрода до 5 см, а также сварка тонкого металла с проволокой до 1.2 см. Сварочная катушка весом до 5 кг удобно разместится на агрегате и будет подаваться достаточно плавно. Что касается длины рукава, то 3х метров хватит “с головой”, чтобы дотянуться до самого труднодоступного места. Продолжительность работы от 80 до 100%, в зависимости от режима работы, свидетельствует о том, что агрегат выполнен достаточно качественно, ведь показатель во многом опережает отечественные и Китайские модели.
Но как же без минусов, ведь мы максимально честны с нашими клиентами. Максимальная возможная температура для работы инструмент — 40 градусов Цельсия, так что в жаркий день, да еще в закрытом помещении особо не поработаешь. А дисплей на экране блекнет на солнце, и не слишком хорошо видны показатели.
Плюсы:
- Горелка подключается с помощью евро разъема
- Длина сварочного рукава 3 метра
- Большая продолжительность работы — до 100%
- Регулируемая скорость подачи сварочной проволоки
- Возможность работать с проволокой до 1,2 см в диаметре
- Доступная цена
- Немецкий бренд гарантирует высокое качество
- Средние габариты и вес 10 кг -удобно при транспортировке
- В комплекте есть все необходимое для начала работы
9. Сварочный полуавтомат Sturm AW97PA310
Данный агрегат можно охарактеризовать как более мощная модель, чем предыдущая. Существенное отличие заключается в том, что сила сварочного тока в несколько раз больше, чем у младшей модели и составляет 310 А. При таком показателе вам будут подвластны любые металл.Вы сможете очень быстро и просто осуществлять сварку не только тонких, но и толстых металлов. Благодаря трем режимам работы устройство может полноценно работать как и ручной сваркой, так и проволокой в защитной газовой среде либо без нее с помощью флюсовой. Немецкий производитель закрепил все эти возможности качественной сборкой, так что ничего не может пойти не по плану. Устройство устойчиво к перепадам напряжения и к перегреву. Продолжительность нагрузки составляет 80%, что является очень хорошим значением. Инструмент подойдет как для домашней работы, так и рабом на коммерческой основе. Ведь максимальный диаметр проволоки, с который может работать полуавтомат от Штурм!, составляет 1,2 мм. Далеко не каждый агрегат может похвастаться подобным значением.Сварочный рукав длинной 3 метра сделает вашу работу максимально комфортной и вам не нужно будет передвигать сварочный аппарат, газовые баллоны, чтобы дотянуться к изделию, на котором необходимо выполнить работы.
При таком показателе вам будут подвластны любые металл.Вы сможете очень быстро и просто осуществлять сварку не только тонких, но и толстых металлов. Благодаря трем режимам работы устройство может полноценно работать как и ручной сваркой, так и проволокой в защитной газовой среде либо без нее с помощью флюсовой. Немецкий производитель закрепил все эти возможности качественной сборкой, так что ничего не может пойти не по плану. Устройство устойчиво к перепадам напряжения и к перегреву. Продолжительность нагрузки составляет 80%, что является очень хорошим значением. Инструмент подойдет как для домашней работы, так и рабом на коммерческой основе. Ведь максимальный диаметр проволоки, с который может работать полуавтомат от Штурм!, составляет 1,2 мм. Далеко не каждый агрегат может похвастаться подобным значением.Сварочный рукав длинной 3 метра сделает вашу работу максимально комфортной и вам не нужно будет передвигать сварочный аппарат, газовые баллоны, чтобы дотянуться к изделию, на котором необходимо выполнить работы. А Евро разъем для горелки позволяет произвести смену в считанные секунды.
А Евро разъем для горелки позволяет произвести смену в считанные секунды.
Плюсы:
- Три режима работы — ручная сварка, сварка в защитной газовой среде с помощью проволоки и сварка флюсовой проволокой
- Евро разъем для горелки
- Большая длина сварочного кабеля — 3 метра
- Продолжительность включения зависит от режима работы и составляет от 80 % до 100%
- Все необходимое есть в комплекте к инструменту
- Плавная регулировка сварочного тока
10. Сварочный полуавтомат Sturm AW97PA350P
Если вы ищите агрегат, который действительно прослужит вам верой и правдой не один десяток лет, и которым будут проводить работы и ваши дети, то обратите внимание на Sturm AW97PA350P. Это агрегат, который берет не своими техническими характеристиками, а высоким качеством. На первый взгляд может показаться, что максимальная сила сварочного тока в 350 А — это мало. Но как только вы возьмете агрегат в руки и начнете им работать, то поймете, что этого вполне достаточно и качество сварочного шва просто отменное. Работать инструмент может в трех режимах, которые уже привычны нам — MMA/MIG/MAG. Так что вам не придется приобретать несколько аппаратов, все поместится в одном. Сварочных кабелей длиной 3 метра вполне хватит, чтобы свободно перемещаться по периметру помещения, где проводится сварка. Инструмент способен работать с проволокой, диаметр которой не более 1 см. Как показывает практика, этого вполне достаточно для выполнения бытовых и полупрофессиональных работ. Проволока весом до 5 кг размещается сборку на агрегате на металлическом держателе и подается плавно. Бренд родом из Германии при сборке сварочных полуавтоматов использует только транзисторы класса IGBT, что свидетельствует о высоком качестве и компетенции производителя.
Работать инструмент может в трех режимах, которые уже привычны нам — MMA/MIG/MAG. Так что вам не придется приобретать несколько аппаратов, все поместится в одном. Сварочных кабелей длиной 3 метра вполне хватит, чтобы свободно перемещаться по периметру помещения, где проводится сварка. Инструмент способен работать с проволокой, диаметр которой не более 1 см. Как показывает практика, этого вполне достаточно для выполнения бытовых и полупрофессиональных работ. Проволока весом до 5 кг размещается сборку на агрегате на металлическом держателе и подается плавно. Бренд родом из Германии при сборке сварочных полуавтоматов использует только транзисторы класса IGBT, что свидетельствует о высоком качестве и компетенции производителя.
Плюсы:
- Высокое качество сборки сварочного аппарата — транзисторы IGBT
- Длина рукава 3 метра — для комфортной работы
- MMA/MIG/MAG
- Немецкий бренд, гарантия 24 месяца
- Возможность установить катушку до 5 кг
- Плавная подача проволоки
В интернет-магазине Станочек представлен широкий ассортимент сварочных полуавтоматов на любой вкус. Не стесняйтесь задавать вопросы, мы с радостью ответим на них и подберем ваш идеальный полуавтомат для дома, работы или хобби.
Не стесняйтесь задавать вопросы, мы с радостью ответим на них и подберем ваш идеальный полуавтомат для дома, работы или хобби.
Подходит ли мне сварочная автоматика?
Хотите автоматизировать сварочный процесс?
Не уверены, подойдет ли вам полностью автоматический или полуавтоматический режим?
Полностью автоматическая сварка обычно используется для описания сварочного робота.
Широко используемые в автомобильной промышленности при производстве автомобилей, эти сварочные роботы полностью устраняют необходимость в рабочей силе, все делается с помощью аппарата, вплоть до очистки сварочной горелки! Некоторые преимущества полностью автоматической сварки заключаются в том, что она, очевидно, намного быстрее, чем ручная сварка, и обеспечивает более стабильные сварные швы, что идеально подходит для больших объемов, необходимых в таких отраслях, как автомобилестроение, и производство компонентов в таких отраслях, как аэрокосмическая промышленность и возобновляемые источники энергии. Однако первоначальные затраты на оборудование и т. Д. Выше, чем их ручная или полуавтоматическая альтернатива, также нет необходимости в какой-либо реальной рабочей силе, что можно было бы рассматривать как преимущество или недостаток в зависимости от ваших взглядов.
Однако первоначальные затраты на оборудование и т. Д. Выше, чем их ручная или полуавтоматическая альтернатива, также нет необходимости в какой-либо реальной рабочей силе, что можно было бы рассматривать как преимущество или недостаток в зависимости от ваших взглядов.
На видео ниже показан пример полностью автоматического сварочного робота со станцией очистки горелки, OTC-робот модели серии D…
Популярной альтернативой полностью автоматической сварке является полуавтоматическое сварочное оборудование, которое включает в себя все основные процессы, такие как MIG, TIG и Sub Arc.Вместо того, чтобы выполнять сварку вручную, оборудование выполняет сварку, в то время как оператор контролирует работу и сварку. Примеры процессов полуавтоматической сварки включают орбитальную сварку (gmaw), орбитальную сварку (gtaw), сварку под флюсом и контактную точечную сварку / шов.
Gullco специализируется на автоматизации сварки и предлагает широкий выбор оборудования для полуавтоматической сварки и резки. Опять же, этот процесс намного быстрее, чем ручная сварка, и часто дает более качественные и стабильные сварные швы, чем ручная сварка.Вы получите выгоду, особенно если используются большие сварные швы или большое количество сварных швов, так как вы сэкономите много времени. Полуавтоматическое оборудование также идеально подходит для отраслей, где прочность сварного шва является ключевым фактором, поскольку качество сварного шва зачастую намного выше. Такое оборудование, как манипуляторы на колоннах и стрелах, используется наряду с процессом дуговой сварки при производстве сосудов и цилиндрических стальных труб, удерживающих сварочную головку на месте. Оборудование по-прежнему требует, чтобы операторы программировали, загружали заготовку и контролировали сварные швы, однако вы даже можете получить камеры для наблюдения за сварным швом во время его установки!
 youtube.com/embed/csRsrhbdRGc» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/csRsrhbdRGc» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Westermans имеет на складе различное полуавтоматическое сварочное оборудование, от тракторов для дуговой сварки под флюсом до аппаратов для орбитальной сварки TIG и оборудования токарного типа.
DH Трехфазный сварочный аппарат MIG 250 MIG, ток: 20 А, класс автоматизации: полуавтоматический, трехфазный сварочный аппарат MIG 250 MIG
DH, ток: 20 А, уровень автоматизации: полуавтоматический, | ID: 23021957948
Спецификация продукта
| Модель | MIG 250 |
| Фаза | Трехфазная |
| Ток | 20 А |
| Марка | DH |
| Уровень автоматизации | Полуавтоматический |
| Рабочее напряжение | 220 В переменного тока +/- 15% |
| Класс изоляции | F |
| Охлаждение | Принудительный воздух |
| Коэффициент мощности | 0. 93 93 |
| Эффективность | 0,85 |
| Технология | IGBT |
| Страна происхождения | Сделано в Индии |
Описание продукта
Характеристики:
- Цифровое управление конструкцией инвертора
- Функция рукояти добавляет дополнительное измерение универсальности и производительности, когда условия MIG не идеальны
- Регулируемое усилие дуги MIG строго выполняет функции дуги для точной настройки характеристик дуги в режимах MIG и Stick
- Более высокий КПД и более высокий коэффициент мощности приводят к большей экономии энергии
- Лицензия на цифровой дисплей точная и повторяемая установка пределов сварки
- Электродвигатель механизма подачи проволоки с печатной схемой для повышения разрешения и надежности
- Разработан для работы даже при более высоких температурах окружающей среды до 55 ° C
- Форма волны с цифровым управлением обеспечивает превосходные характеристики дуги
- Легкий и компактный
- Автоматическая компенсация колебаний сетевого напряжения
- Равномерная подача проволоки за счет двойного зубчатого привода
- Рейтинг IP 23S разработан и одобрен для использования вне помещений
- Более высокая точность благодаря технологии Power SMD
Диапазон тока: от 20 до 250 А
Заинтересовались данным товаром? Получите актуальную цену у продавца
Связаться с продавцом
О компании
Год основания 2012
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот2-5 крор
Участник IndiaMART с сентября 2015 г.
GST09EUVPS8211J1ZP
Код импорта и экспорта (IEC) EUVPS *****
Экспорт в Йемен, Эквадор, Мексику, Монголию, Непал
Мы « D.H. Enterprises» — ведущий производитель , экспортер, импортер и трейдер широкого ассортимента аппаратов для дуговой сварки , сварочных аппаратов MIG, аппаратов для сварки TIG, аппаратов плазменной резки, и т. Д.Эти продукты чрезвычайно популярны в отрасли из-за их характеристик и низких цен.
Видео компании
Вернуться к началу
1
Есть потребность?
Получите лучшую цену
1
Есть потребность?
Получите лучшую цену
Astro Products Полуавтоматический сварочный аппарат MIG-100 | Инструменты
Запрос продукта
Спасибо за ваш запрос.
Мы ответим в течение 2 рабочих дней.
Если вы не получили ответ в течение 2 рабочих дней, отправьте запрос по адресу [email protected].
Полуавтоматический сварочный аппарат Astro Products МИГ-100
Blue (Синий)
Аксессуары [body
Флюс (второй использованный рулон)
Только руководство]
Состояние продукта На основном корпусе нет царапин
Кратер палящий
Информация о продукте Электропитание: 100 В переменного тока / 50 — 60 Гц · номинальная потребляемая мощность: 2.2 кВт — номинальный первичный ток: 28 A — номинальный вторичный ток: 65 A — 90 A — номинальная степень использования (MIN): 20%
(МАКС.): 10% Свариваемый материал: низкоуглеродистая сталь
Нержавеющая сталь (※ Можно использовать ультратонкую пластину толщиной 1 мм или меньше
) · Толщина свариваемого листа: около 0,8 ~ 4 мм.
безопасный
Запрос успешно отправлен
Спасибо за ваш запрос.
Мы ответим в течение 2 рабочих дней.
Если вы не получили ответ в течение 2 рабочих дней, отправьте запрос по адресу world @ croooober. com.
com.
Полуавтоматический сварочный аппарат Astro Products МИГ-100
Blue (Синий)
Аксессуары [body
Флюс (второй использованный рулон)
Только руководство]
Состояние продукта На основном корпусе нет царапин
Кратер палящий
Информация о продукте Источник питания: 100 В переменного тока / 50–60 Гц · номинальная потребляемая мощность: 2,2 кВт — номинальный первичный ток: 28 A — номинальный вторичный ток: 65–90 A — номинальная степень использования (МИН): 20%
(МАКС.): 10% Свариваемый материал: низкоуглеродистая сталь
Нержавеющая сталь (※ Можно использовать ультратонкую пластину толщиной 1 мм или меньше
) · Толщина свариваемого листа: около 0.8 ~ 4 мм
безопасный
| Имя | 山田 太郎 |
|---|---|
| Эл. Почта | [email protected] |
| Содержание запроса |
% PDF-1.6
%
1017 0 объект
>
эндобдж
1031 0 объект
> / Шрифт >>> / Поля [] >>
эндобдж
1044 0 объект
> поток
admintrueACROBATРуководство по дуговой сварке металлов Acrobat 11. 0.0Чт, 04 июня, 15:21:22 EDT 20154228168.0c4200.pdf6394155.0Руководство по сваркеРазное. 1Sims, Porsche1056.02015-06-03T14: 12: 59.000-04: 00e471408ad39dc71502605a6376859a088ae72e66true2015-06-03T14: 12: 59.000-04: 002015-06-03T11: 36: 35.000-04: 00US Marketing Publishmisc.-1c4200 Arc.pdf Руководство по сварке GMAW Руководство по сварке
0.0Чт, 04 июня, 15:21:22 EDT 20154228168.0c4200.pdf6394155.0Руководство по сваркеРазное. 1Sims, Porsche1056.02015-06-03T14: 12: 59.000-04: 00e471408ad39dc71502605a6376859a088ae72e66true2015-06-03T14: 12: 59.000-04: 002015-06-03T11: 36: 35.000-04: 00US Marketing Publishmisc.-1c4200 Arc.pdf Руководство по сварке GMAW Руководство по сварке
application / pdf2016-11-04T23: 21: 12. 358-04: 00
358-04: 00
962016-09-25T01: 37: 05.920-04: 00Acrobat 11.0.0The Lincoln Electric Companyd9b0f2217f73b1a04ffef2698e5d55deabbde51e6394155c4200, gmaw, руководство по газовой дуговой сварке, сварка migAcrobat 11.0.0uuid: e69b2dd-8bbdd-11.0.0uuid: e69b2dd-6bbdd-11.0.0uid: e69b2dd-8bbdd 8ae4-bcdb33745798
конечный поток
эндобдж
1018 0 объект
>
эндобдж
947 0 объект
>
эндобдж
992 0 объект
>
эндобдж
954 0 объект
>
эндобдж
955 0 объект
> / Па0 >>>
эндобдж
956 0 объект
>
эндобдж
957 0 объект
>
эндобдж
958 0 объект
>
эндобдж
959 0 объект
>
эндобдж
960 0 объект
Словарь по сварке | MillerWelds
MTE = Miller Technology Exclusive
Выберите первую букву искомого термина: A C D E F G H I K L M O P R S T V W
А
Accu-Pulse ® (MTE) : Процесс сварки MIG, который обеспечивает точное управление дугой даже при прихваточных швах и в узких углах. Обеспечивает оптимальный и точный контроль образования луж.
Обеспечивает оптимальный и точный контроль образования луж.
Accu-Rated ™ Power (MTE) : Стандарт для измерения мощности генератора с приводом от двигателя. Гарантии сдачи всей мощности обещаны.
Active Arc Stabilizer ™ (MTE) : Улучшает зажигание дуги и обеспечивает более мягкую дугу во всех диапазонах, с меньшей турбулентностью лужи и меньшим разбрызгиванием.
Adaptive Hot Start ™ (MTE) : Автоматически увеличивает выходную силу тока в начале сварного шва, если этого требует запуск.Помогает исключить прилипание электрода при зажигании дуги.
Advanced Active Field Control Technology ™ (MTE) : Простой и надежный запатентованный способ точного управления мощностью сварного шва генератора привода двигателя.
Воздушно-угольная дуговая резка (CAC-A) : Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха.
Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха.
Переменный ток (AC) : Электрический ток, который меняет свое направление через равные промежутки времени, например 60 циклов переменного тока (AC) или 60 герц.
Aluminium Pulse Hot Start ™ (MTE) : Автоматически обеспечивает большую мощность дуги для Millermatic® 350P, чтобы исключить «холодный запуск», свойственный алюминиевому запуску.
Сила тока : Измерение количества электричества, проходящего через заданную точку в проводнике в секунду. Ток — это еще одно название силы тока.
Arc : Физический зазор между концом электрода и основным металлом.Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc-Drive (MTE) : Автоматически улучшает сварку палкой, особенно труб, фокусируя дугу и предотвращая выход электрода.
Auto-Crater ™ (MTE) : Позволяет дуге TIG на аппаратах серии Trailblazer® исчезнуть кратер, давая время для добавления наполнителя без потери защитного газа. Устраняет необходимость в дистанционном управлении на конце дуги.
Auto-Line ™ (MTE) : Позволяет использовать любое первичное входное напряжение в диапазоне, одно- или трехфазное, 50 или 60 Гц. Также регулирует скачки напряжения во всем диапазоне.
Auto-Link® (MTE) : Схема внутреннего источника питания инвертора, которая автоматически подключает источник питания к приложенному первичному напряжению (230 В или 460 В), без необходимости вручную связывать клеммы первичного напряжения.
Автоматический запуск на холостом ходу (MTE) : Двигатель сразу же заглушает двигатель при запуске, продлевая срок его службы и снижая расход топлива и уровень шума.
Автоматическая сварка : Использует сварочное оборудование без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание суставов с помощью автоматического датчика.
Auto-Refire ™ (MTE) : Автоматически управляет вспомогательной дугой при резке металлического листа или нескольких металлических частей без повторного запуска вручную.
Auto Remote Sense ™ (MTE) : Автоматически переключает машину с панели на дистанционное управление при подключенном дистанционном управлении.Доступно для Dimension ™ NT 450, XMT® 350, Trailblazer® Series и PRO 300. Устраняет путаницу и необходимость в переключателе панели / дистанционного управления.
Auto-Stop ™ (MTE) : Позволяет останавливать дугу TIG без потери защитного газа на серии Trailblazer®.
Axcess ™ File Management (MTE) : Программное обеспечение, которое превращает стандартный КПК Palm в карту данных и удаленный брелок для всех систем Axcess. Позволяет отправлять по электронной почте, хранить и передавать программы сварки.
Позволяет отправлять по электронной почте, хранить и передавать программы сварки.
К
Сварочный аппарат с постоянным током (CC) : Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «падающими».
Устройство подачи проволоки с постоянной скоростью: Устройство подачи работает от 240 или 120 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP): Этот тип выхода сварочного аппарата поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока.Это приводит к относительно ровной кривой вольт-амперной характеристики.
Cool-On-Demand ™ (MTE) : Встроенный охладитель работает только при необходимости на Syncrowave® 250 DX и 350 LX.
Ток: Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект: Один или несколько дефектов сплошности, которые вызывают сбой при испытании сварного шва.
Dig: Также называется Arc Control.Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Постоянный ток (DC): Протекает в одном направлении и не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN): Направление тока, протекающего через сварочную цепь, когда вывод электрода подсоединен к отрицательной клемме, а рабочий провод подсоединен к положительной клемме сварочного аппарата постоянного тока. Также называется постоянным током прямой полярности (DCSP).
Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP): Направление тока, протекающего через сварочную цепь, когда вывод электрода подключен к положительной клемме, а рабочий провод подключен к отрицательной клемме сварочного аппарата постоянного тока. Также называется постоянным током обратной полярности (DCRP).
Dual Power Option ™ (MTE) : Дает возможность приводу двигателя PipePro® 304 использовать входную одно- или трехфазную электрическую мощность 230 В, что исключает износ двигателя, шум и выбросы, а также затраты на топливо. .
Рабочий цикл: Количество минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с максимальной номинальной мощностью. Примером может служить 60-процентный рабочий цикл при 300 ампер. Это означало бы, что при 300 А сварочный аппарат можно использовать в течение шести минут, а затем дать ему остыть при работающем двигателе вентилятора в течение четырех минут.
E
Engine Save Start ™ (MTE): Двигатель работает на холостом ходу через три — четыре секунды после запуска на Trailblazer® 275 DC и 302.Увеличивает срок службы двигателя и снижает расход топлива.
Факс
Fan-On-Demand ™ (MTE) : Внутренняя система охлаждения источника питания, которая работает только при необходимости, сохраняя внутренние компоненты в чистоте.
Контактный наконечник FasTip ™ (MTE) : Запатентованный однооборотный наконечник для быстрой замены — никаких инструментов!
Стационарная автоматизация: Автоматическая сварочная система с электронным управлением для простых, прямых или круглых швов.
Гибкая автоматизация: Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем нагрева их дугой между непрерывной плавящейся электродной проволокой и изделием. Экранирование достигается за счет флюса, содержащегося в сердечнике электрода. Дополнительная защита может быть обеспечена или не обеспечена от поступающего извне газа или газовой смеси.
г
Газовая дуговая сварка металла (GMAW): См. Сварка MIG.
Газовая дуговая сварка вольфрамом (GTAW): См. Сварка TIG.
Заземление: Безопасное соединение рамы сварочного аппарата с землей. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Провод заземления: При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод заготовки».
Gun-On-Demand ™ (MTE) : Позволяет использовать либо стандартный пистолет, либо пистолет Spoolmatic® на Millermatic® 210, 251 и 350 без переключения переключателя. Автомат определяет, какой пистолет вы используете, когда вы нажимаете на спусковой крючок.
Автомат определяет, какой пистолет вы используете, когда вы нажимаете на спусковой крючок.
H
Гц: Гц часто называют «циклами в секунду». В Соединенных Штатах частота или направление изменения переменного тока обычно составляет 60 герц.
Высокая частота: Охватывает весь частотный спектр выше 50 000 Гц.Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ (MTE) : Используется на некоторых станках с ручным приводом (SMAW), чтобы упростить запуск электродов, которые трудно запускать. Используется только для зажигания дуги.
Я
Инвертор: Источник питания, который увеличивает частоту поступающей первичной мощности, тем самым обеспечивая меньший размер машины и улучшенные электрические характеристики для сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
кВА (киловольт-ампер): киловольт-ампер. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой энергокомпанией.
Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой энергокомпанией.
кВт (Киловатт): Первичная кВт — это фактическая мощность, используемая источником питания при достижении номинальной выходной мощности. Вторичный кВт — это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
л
Lift-Arc ™ (MTE) : Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
Low OCV Stick ™ (MTE) : Снижает OCV на некоторых моделях Maxstar® и Dynasty®, когда источник питания не используется, устраняя необходимость в дополнительных редукторах напряжения.
LVC ™ (Компенсация линейного напряжения) (MTE): Сохраняет выходную мощность источника питания постоянной, несмотря на незначительные колебания входной мощности.
м
Микропроцессор: Одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения множества функций.
Сварка MIG (GMAW или газовая дуговая сварка металла): Также называется сваркой сплошной проволокой. Процесс дуговой сварки, при котором металлы соединяются путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и заготовкой. Подача газа или газовых смесей из внешнего источника обеспечивает защиту.
Существует четыре основных режима переноса металла:
Передача короткого замыкания: Получила свое название от сварочной проволоки, фактически «замыкающей» (касаясь) основного металла много раз в секунду. При этом образуются брызги, но перенос можно использовать во всех положениях сварки и на металле любой толщины.
Globular Transfer: Названо в честь «шариков» сварочного металла, перемещающихся по дуге под действием силы тяжести.
Распылительный перенос: Назван в честь «распыления» крошечных капель расплава поперек дуги, обычно меньше диаметра проволоки. Использует относительно высокие значения напряжения и силы тока, и дуга постоянно горит после того, как дуга образовалась. Очень мало брызг, если они вообще есть. Обычно используется для сварки толстых металлов в плоском или горизонтальном положении.
Импульсный перенос распылением: Для этого варианта распыления сварочный аппарат «пульсирует» выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Сварочная ванна немного остывает во время фонового цикла, что немного отличается от режима распылительного переноса. Это позволяет выполнять сварку во всех положениях как тонких, так и толстых металлов.
Дополнительную информацию о сварке MIG см. В разделе «Технические советы MIG».
 Капли на дуге обычно больше диаметра электрода.Это не дает очень гладкого внешнего вида сварного шва, и могут возникать брызги. Обычно ограничивается плоскими и горизонтальными положениями сварки и не используется для тонких металлов.
Капли на дуге обычно больше диаметра электрода.Это не дает очень гладкого внешнего вида сварного шва, и могут возникать брызги. Обычно ограничивается плоскими и горизонтальными положениями сварки и не используется для тонких металлов.
MVP ™ (Multi-Voltage Plug) (MTE) : Позволяет подключать Millermatic® DVI ™ или Passport ™ к розеткам на 115 или 230 В без инструментов — просто выберите вилку, которая подходит к розетке.
О
Напряжение холостого хода (OCV): Как следует из названия, в цепи нет тока, потому что цепь разомкнута. Однако напряжение воздействует на цепь, так что, когда цепь замыкается, ток сразу же течет.
п.
Совместимость с ОС Palm ™: Заменяет необходимость в картах данных и подвесках дистанционного управления на моделях Axcess.
Плазменная дуговая резка: Процесс дуговой резки, при котором металл разрезается за счет использования суженной дуги для расплавления небольшого участка детали.Этот процесс может разрезать все металлы, проводящие электричество. Дополнительные сведения о плазменной резке см. В разделе «Советы по плазменной резке».
Дополнительные сведения о плазменной резке см. В разделе «Советы по плазменной резке».
фунтов на квадратный дюйм (psi): Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность: Насколько хорошо электрическая машина использует поступающую электроэнергию.
Корректировка коэффициента мощности: Обычно используется в однофазных источниках питания постоянного тока для снижения величины первичного тока, требуемого энергокомпанией во время сварки.
Первичная мощность: Часто называется входным линейным напряжением и силой тока, доступными сварочному аппарату от основной линии электропередачи в цехе. Первичная входная мощность, часто выражаемая в ваттах или киловаттах (кВт), — это переменный ток, который может быть однофазным или трехфазным.
Pulsed MIG (MIG-P): Модифицированный процесс переноса распылением без разбрызгивания, поскольку проволока не касается сварочной ванны. Области применения, наиболее подходящие для импульсной сварки MIG, — это те области, которые в настоящее время используют метод передачи короткого замыкания для сварки стали калибра 14 (1.8 мм) и выше.
Области применения, наиболее подходящие для импульсной сварки MIG, — это те области, которые в настоящее время используют метод передачи короткого замыкания для сварки стали калибра 14 (1.8 мм) и выше.
Pulsed TIG (TIG-P): Модифицированный процесс TIG, подходящий для сварки более тонких материалов.
Импульсный: Последовательность и управление величиной тока, частотой и продолжительностью сварочной дуги.
R
Номинальная нагрузка: Сила тока и напряжение, на которые рассчитан источник питания в течение определенного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки, при рабочем цикле 60 процентов.
Регулируемое напыление металла (RMD®) (MTE) : Точно управляемая технология передачи короткого замыкания, доступная в качестве опции для моделей Axcess®. Для уменьшения разбрызгивания, снижения тепловложения до 20 процентов или заполнения зазоров.
Контактная точечная сварка (RSW): Процесс, в котором две металлические детали соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги. Для получения дополнительной информации о контактной точечной сварке см. Технические советы по контактной точечной сварке.
RMS (среднеквадратичное значение): «Эффективные» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707 максимального или пикового значения.
S
Сварочный полуавтомат: Оборудование контролирует только подачу электродной проволоки. Движение сварочной горелки контролируется вручную.
SharpArc® (MTE) : Оптимизирует размер и форму дугового конуса, ширину и внешний вид валика, а также текучесть лужи. Доступно для Millermatic® 350 / 350P.
Дуговая сварка экранированного металла: См. Сварка палкой.
Сварка палкой.
Защитный газ: Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь: Электрическая цепь, производящая только один переменный цикл в течение 360 градусов.
Умный топливный бак (MTE) : Конструкция бака сводит к минимуму вероятность обратного потока топлива.
Брызги: Частицы металла, вылетающие из сварочной дуги.Эти частицы не становятся частью готового сварного шва.
Точечная сварка: Обычно выполняется на материалах, имеющих конструкцию соединения внахлест. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка сваркой в условиях сварки и MIG выполняется только с одной стороны.
Squarewave ™: Выход переменного тока источника питания с возможностью быстрого переключения между положительной и отрицательной полупериодами переменного тока.
Ручная сварка (SMAW или дуговая сварка защищенного металла): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между покрытым металлическим электродом и изделием. Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для получения дополнительной информации о сварке штангой см. Технические советы по Stick.
Дуговая сварка под флюсом (SAW): Процесс, при котором металлы соединяются дугой или дугами между неизолированным металлическим электродом или электродами и изделием.Экранирование обеспечивается гранулированным легкоплавким материалом, который обычно подается на работу из бункера для флюса.
Sun Vision ™ (MTE): Позволяет легко считывать показания цифровых счетчиков при прямом солнечном свете или в тени на Trailblazer® 275 DC и 302.
SureStart ™ (MTE): Обеспечивает постоянное зажигание дуги Axcess® за счет точного управления уровнями мощности для определенных комбинаций проволоки и газа.
Syncro Start ™ (MTE) : Позволяет выбрать индивидуальный запуск дуги на Syncrowave® 200, 250 DX и 350 LX
т
Трехфазная цепь: Электрическая цепь, дающая три цикла в пределах временного интервала 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Сварка TIG (GTAW или газовая вольфрамовая дуга): Этот процесс, часто называемый сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева вольфрамовым электродом, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Для получения дополнительной информации о сварке TIG см. Технические советы по TIG.
Tip Saver Short Circuit Protection ™ (MTE) : Отключает выход при замыкании контактного наконечника MIG на рабочий элемент Millermatic® 135 и 175. Увеличивает срок службы контактного наконечника и защищает машину.
Увеличивает срок службы контактного наконечника и защищает машину.
Сброс триггера: Обеспечивает быстрый сброс на пистолете, а не на станке.
Горелка: Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока на дугу и направления потока защитного газа.
Torch Detection ™ (MTE) : Syncrowave® 250 DX и 350 LX определяют, имеет ли горелка TIG водяное или воздушное охлаждение.
Touch Start: Процедура зажигания дуги при низком напряжении и малой силе тока для сварки TIG (GTAW).Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Технология Tri-Cor ™ (MTE) : Конструкция стабилизатора Bobcat ™ 250, которая обеспечивает более гладкие сварные швы и снижает разбрызгивание с электродами E7018 без снижения производительности с электродами E6010.
Вольфрам: Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° Цельсия). Используется при производстве электродов TIG.
Используется при производстве электродов TIG.
В
Напряжение: Давление или сила, толкающая электроны по проводнику.Напряжение не течет, но вызывает ток или силу тока. Напряжение иногда называют электродвижущей силой (ЭДС) или разностью потенциалов.
Устройство подачи проволоки с датчиком напряжения: Устройство подачи проволоки работает от напряжения дуги, генерируемого источником сварочного тока.
Кривая вольт-ампер: График, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
Вт
Управление файлами WaveWriter ™ (MTE) : Включает все функции управления файлами Axcess ™, а также простую графическую программу формирования сигналов для наиболее требовательных приложений импульсной сварки MIG.
Сварка на холостом ходу (MTE) : Позволяет PipePro ™ 304 автоматически выполнять сварку при более тихой и низкой скорости вращения при меньшем расходе топлива. Когда требуется большая мощность, станок переходит на высокую скорость без изменения дуги.
Когда требуется большая мощность, станок переходит на высокую скорость без изменения дуги.
Металл сварного шва: Электрод и основной металл, расплавленные во время сварки. Это формирует сварной валик.
Перенос сварного шва: Метод, при котором металл переносится из проволоки в расплавленную лужу.
Wet-Stacking: Несгоревшее топливо и моторное масло собираются в выхлопной трубе дизельного двигателя, причем выхлопная труба покрыта черным липким маслянистым веществом.Состояние вызвано тем, что двигатель работает со слишком малой нагрузкой в течение продолжительных периодов времени. При раннем обнаружении это не вызывает непоправимого ущерба и может быть уменьшено, если приложить дополнительную нагрузку. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. Благодаря более строгим нормам выбросов и более качественному топливу двигатели в последние годы менее подвержены складированию в мокром состоянии.
Wind Tunnel Technology ™ (MTE) : Внутренний воздушный поток на многих инверторах Miller, который защищает электрические компоненты и печатные платы от загрязнения, значительно повышая надежность.
Скорость подачи проволоки: Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов. Как правило, чем выше скорость подачи проволоки, тем выше сила тока.
Присоединение заготовки: Средство для крепления кабеля массы (рабочего кабеля) к заготовке (металл, на который нужно приваривать). Кроме того, точка, в которой установлено это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого зажима.
Свинец детали: Проводящий кабель или электрический проводник между аппаратом для дуговой сварки и изделием.
Сварка TIG | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлены различные аспекты сварки TIG, включая используемый защитный газ, импульсы и характеристики аппаратов для сварки TIG. Здесь сварка TIG объясняется с помощью подкатегорий формы выходного тока и того, используется ли сварочная проволока.
Здесь сварка TIG объясняется с помощью подкатегорий формы выходного тока и того, используется ли сварочная проволока.
Обязательно к прочтению всем, кто занимается сваркой!
Это руководство включает в себя базовые знания по сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей.Скачать
При сварке TIG (вольфрамовый инертный газ) используется инертный газ. Этот тип дуговой сварки не дает искры и может использоваться для сварки различных металлов, включая нержавеющую сталь, алюминий и железо.
В качестве разрядного электрода используется нерасходуемый вольфрам, а в качестве защитного газа используется инертный газ, такой как аргон или гелий. В процессе зажигания дуги в инертном газе используется тепло дуги для плавления и сварки основного материала. Несмотря на то, что используется присадочный материал, разбрызгивание происходит редко, потому что область сварного шва покрыта инертным газом и дуга стабильна.
- Защитный газ
- Электрод вольфрамовый
- Газ аргон
- Арка
- Сварной металл
- Сварочная ванна
- Запорный стержень
Полуавтоматический сварочный аппарат TIG в основном состоит из следующих компонентов:
- Источник сварочного тока
- Горелка сварочная
- Газовый баллон и регулятор расхода газа
Некоторые другие инструменты добавляются, когда горелка имеет водяное охлаждение или в качестве присадочного материала используется проволока.Полярность электрического тока (положительная или отрицательная) следует выбирать в зависимости от материала основы. Следовательно, источник питания для сварки требует контроллера для выбора полярности в соответствии с основным материалом.
- Баллон газовый
- Источник сварочного тока
- Блок дистанционного управления
- Горелка
Существуют различные типы сварки TIG, которые можно классифицировать в зависимости от использования переменного или постоянного тока, использования импульсного или неимпульсного тока, а также от того, используется ли присадочная проволока или нет.
AC или DC выбирается в зависимости от основного материала. Можно выбрать импульсный или неимпульсный ток. Метод с использованием импульсного тока называется импульсной сваркой TIG. При импульсной сварке TIG сварочный ток попеременно изменяется с постоянной частотой между импульсным током и базовым током. Основной материал плавится при протекании импульсного тока и охлаждается при протекании основного тока. Это периодически создает точки сварки, в результате чего валик выглядит как нить.
Существует два типа сварки TIG с использованием присадочной проволоки: сварка холодной проволокой и сварка горячей проволокой.При сварке холодной проволокой используется обычная присадочная проволока. Сварка горячей проволокой заранее нагревает проволоку, пропуская через нее ток. Это может увеличить количество осаждения в единицу времени. Поскольку при сварке холодной проволокой можно расплавить примерно в три раза больше присадочного материала, сварку можно выполнить быстрее. Сварка горячей проволокой компенсирует слабость сварки TIG, поскольку она может обеспечить высококачественную сварку, но требует времени, чтобы расплавить необходимое количество присадочного материала.
| Выходной ток | Импульс | Частота |
|---|---|---|
| Постоянный ток (DC) | Есть | Низкая частота (0.От 5 Гц до 20 Гц) |
| Средняя частота (от 20 Гц до 500 Гц) | ||
| Высокая частота (20 кГц и выше) | ||
| Нет | – | |
| Переменный ток (AC) | Есть | Низкая частота (от 0,5 Гц до 20 Гц) |
| Средняя частота (от 20 Гц до 500 Гц) | ||
| Нет | – |
| Провод | Метод |
|---|---|
| Нет | |
| Есть | Холодная проволока |
| Горячий провод |
Приведенные выше классификации являются лишь примером. Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенной выше таблицы.
Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенной выше таблицы.
Дом
Сварка сердечником под флюсом: процесс и советы
При дуговой сварке с сердечником
(FCAW) используется трубчатая проволока, заполненная флюсом.
Дуга возникает между сплошным проволочным электродом и заготовкой.
Флюс, содержащийся в сердечнике трубчатого электрода, плавится во время сварки и защищает сварочную ванну от атмосферы. Постоянный ток с положительным электродом (DCEP) обычно используется, как и в процессе FCAW.
Есть два основных варианта процесса; самозащитная FCAW (без защитного газа) и газовая FCAW (с защитным газом). Разница между ними связана с использованием различных флюсов в расходных материалах, которые обеспечивают различные преимущества для пользователя. Обычно самозащитный FCAW используется на открытом воздухе, когда ветер уносит защитный газ.
Флюсы в самоэкранированной FCAW предназначены не только для раскисления сварочной ванны, но также для защиты сварочной ванны и металлических капель от атмосферы.
Флюс в газозащитной FCAW обеспечивает раскисление сварочной ванны и в меньшей степени, чем в самозащитной FCAW, обеспечивает вторичную защиту от атмосферы. Флюс предназначен для поддержки сварочной ванны при сварных швах в неправильном положении. Этот вариант процесса используется для увеличения производительности сварных швов вне положения и для более глубокого проплавления.
Видео: основы самозащиты порошковой проволокой
Процесс сварки сердечником под флюсом
Сварка сердечником под флюсом или сварка трубчатым электродом произошла от процесса сварки MIG для улучшения действия дуги, переноса металла, свойств металла сварного шва и внешнего вида сварного шва.Это процесс дуговой сварки, в котором тепло для сварки обеспечивается дугой между непрерывно подаваемой трубчатой электродной проволокой и заготовкой.
Экранирование достигается за счет флюса, содержащегося внутри трубчатой электродной проволоки, или за счет флюса и защитного газа, подаваемого извне. Схема процесса показана на рисунке 10-55 ниже.
Порошковая сварочная проволока или электрод представляет собой полую трубку, заполненную смесью раскислителей, флюсов, металлических порошков и ферросплавов.Закрывающий шов в виде тонкой линии — единственное видимое различие между порошковой проволокой и сплошной холоднотянутой проволокой.
Сварку порошковым электродом
можно выполнять двумя способами:
- Углекислый газ может использоваться с флюсом для обеспечения дополнительной защиты.
- Только флюсовый сердечник может обеспечить весь защитный газ и шлаковые материалы.
Экран из диоксида углерода создает глубоко проникающую дугу и обычно обеспечивает лучшую сварку, чем это возможно без внешней газовой защиты.Хотя дуговая сварка порошковой проволокой может выполняться полуавтоматически, машинным способом или автоматически, этот процесс обычно выполняется полуавтоматически.
При полуавтоматической сварке механизм подачи проволоки подает электродную проволоку, а источник питания поддерживает длину дуги. Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Дуговая сварка порошковой проволокой также используется в машинной сварке, где, помимо подачи проволоки и поддержания длины дуги, оборудование также обеспечивает перемещение соединения.
Сварщик постоянно следит за процессом сварки и регулирует параметры сварки. Автоматическая сварка используется в высокопроизводительных приложениях.
Схема процесса порошковой сварки
Также прочтите : Что такое дуговая сварка?
Сварочные насадки
- Не используйте гладкие приводные ролики для проволоки, используйте приводные ролики с накаткой
- Измените полярность на отрицательный электрод (уточните у производителя, MIG обычно электрод положительный)
- Используйте соответствующую вентиляцию
- Вылет проволоки от 1/2 ″ до 3/4 ″
- Перетащите пистолет (сварка с обратной стороны)
- Для плоского сварного шва, приваривайте под углом 90 градусов и 10 градусов назад. Тройник под углом 45 градусов. Соединение внахлест под углом от 60 до 70 градусов одним прямым сварным швом.
- Для горизонтального угла наклона пистолета вверх примерно на 10 градусов, уменьшите параметры сварки на аппарате примерно на 10–15%.
- Для вертикального шва (можно использовать верхний или нижний шов, вертикальный нижний лучше подходит для более тонких металлов, используется вертикальный верх на 1/4 дюйма и выше, также уменьшите параметры на аппарате на 10-15%.
- Для потолочных работ постарайтесь поддерживать высокую скорость перемещения, а также снизьте параметры сварки на 10–15% (по сравнению с плоским или горизонтальным швом).
- Приваривайте из стороны в сторону, чтобы избежать подрезов
- Тщательно счищайте шлак после каждого прохода
 Тройник под углом 45 градусов. Соединение внахлест под углом от 60 до 70 градусов одним прямым сварным швом.
Тройник под углом 45 градусов. Соединение внахлест под углом от 60 до 70 градусов одним прямым сварным швом.FCAW в сравнении с GMAW и SMAW
Процесс сердечника флюса FCAW сочетает в себе лучшие характеристики SMAW и GMAW.
В нем используется флюс для защиты сварочной ванны, хотя можно использовать дополнительный защитный газ. Сплошной проволочный электрод обеспечивает высокую производительность наплавки.
Сплошной проволочный электрод обеспечивает высокую производительность наплавки.
FCAW против GMAW
Дуговая сварка порошковой проволокой во многом схожа с дуговой сваркой металлическим электродом в газе (GMAW или MIG).Порошковая проволока, используемая для этого процесса, придает ему различные характеристики. Дуговая сварка порошковой проволокой широко используется для сварки черных металлов и особенно хороша для применений, в которых требуются высокие скорости наплавки. При высоких сварочных токах дуга получается плавной и управляемой по сравнению с использованием электродов для дуговой сварки металлическим газом большого диаметра с диоксидом углерода.
Сварщик хорошо видит дугу и сварочную ванну. На поверхности сварного шва остается шлаковый налет, который необходимо удалить.Поскольку присадочный металл перемещается по дуге, образуются брызги и дым.
Флюс для расходных материалов FCAW может быть спроектирован для поддержки больших сварочных ванн в нерабочем положении и обеспечения более высокого проплавления по сравнению с использованием сплошной проволоки MIG (GMAW). Сварные швы большего диаметра могут быть выполнены за один проход электродами большего диаметра, тогда как GMAW и SMAW потребуются несколько проходов для сварных швов эквивалентных размеров. Это повышает производительность и снижает деформацию сварного изделия.
Сварные швы большего диаметра могут быть выполнены за один проход электродами большего диаметра, тогда как GMAW и SMAW потребуются несколько проходов для сварных швов эквивалентных размеров. Это повышает производительность и снижает деформацию сварного изделия.
FCAW против SMAW
Как и в случае SMAW, шлак необходимо удалять между проходами многопроходных сварных швов.Это может снизить продуктивность применения и привести к возможным нарушениям сплошности включений шлака. Для FCAW с газовой защитой пористость может возникнуть в результате недостаточного газового покрытия.
Большое количество дыма образуется в процессе FCAW из-за высоких токов, напряжений и магнитного потока, присущих процессу. Увеличение затрат может быть вызвано необходимостью в вентиляционном оборудовании для обеспечения надлежащего здоровья и безопасности.
FCAW сложнее и дороже, чем SMAW, потому что для него требуется механизм подачи проволоки и сварочная горелка.Сложность оборудования также делает процесс менее портативным, чем SMAW.
Оборудование для порошковой сварки
Универсальный сварочный аппарат / генератор Miller Trailblazer 302 с приводом от двигателя, газ, 1-фазный, 30–225 переменного тока, 10–325 постоянного тока Тип: (KOHLER). Поддерживает сварку палкой (SMAW), MIG (GMAW, порошковая сварка (FCAW), TIG на постоянном токе (DC GTAW), AC TIG (AC GTAW), воздушно-угольная дуговая резка (CAC-A)) и строжку
Оборудование, используемое для сварки сердечником из флюса: аналогично тому, что используется для газовой дуговой сварки.
В состав основного оборудования для дуговой сварки входят:
- Источник питания
- Элементы управления
- Механизм подачи проволоки
- Сварочный пистолет
- Кабели сварочные
Основное различие между электродами с газовой защитой и самозащитными электродами заключается в том, что для проводов с газовой защитой также требуется система защиты от газа.
Это также может повлиять на тип используемого сварочного пистолета. В этом процессе часто используются экстракторы дыма.
В этом процессе часто используются экстракторы дыма.
Для машин и автоматической сварки к базовому оборудованию добавлены несколько элементов, например, толкатели для швов и устройства перемещения.
Схема полуавтомата для дуговой сварки порошковым электродом
Источник питания
Источник питания или сварочный аппарат подает электроэнергию соответствующего напряжения и силы тока для поддержания сварочной дуги. Большинство источников питания работают от входной мощности 230 или 460 вольт, но также доступны машины, которые работают от входной мощности 200 или 575 вольт.Источники питания могут работать как от однофазного, так и от трехфазного тока с частотой от 50 до 60 герц.
Большинство источников питания, используемых для дуговой сварки порошковой проволокой, имеют рабочий цикл 100 процентов, что означает, что они могут использоваться для непрерывной сварки. Некоторые машины, используемые для этого процесса, имеют рабочий цикл 60 процентов, что означает, что они могут использоваться для сварки 6 из каждых 10 минут.
Источники питания, обычно рекомендуемые для дуговой сварки порошковой проволокой, относятся к источникам постоянного тока с постоянным напряжением.Используются как вращающиеся (генераторные), так и статические (одно- или трехфазные трансформаторы-выпрямители). Те же источники питания, что и при дуговой сварке металлическим электродом в газе, используются при дуговой сварке порошковой проволокой.
При дуговой сварке порошковой проволокой обычно используются более высокие сварочные токи, чем при дуговой сварке металлическим электродом в газе, что иногда требует более мощного источника питания. Важно использовать источник питания, способный обеспечить максимальный уровень тока, необходимый для приложения.
Процесс постоянного тока
При дуговой сварке порошковой проволокой используется постоянный ток.Постоянный ток может быть как обратной, так и прямой полярности. Порошковые электродные проволоки предназначены для работы как с DCEP, так и с DCEN. Провода, предназначенные для использования с внешней системой газовой защиты, обычно предназначены для использования с DCEP. Некоторые самозащитные порошковые стяжки используются с DCEP, а другие разработаны для использования с DCEN.
Некоторые самозащитные порошковые стяжки используются с DCEP, а другие разработаны для использования с DCEN.
Положительный ток электрода обеспечивает лучшее проникновение в сварное соединение. Отрицательный ток электрода обеспечивает меньшее проникновение и используется для сварки более тонких металлов или металлов с плохой подгонкой.Сварной шов, созданный DCEN, шире и мельче, чем сварной шов, произведенный DCEP.
Генераторные сварочные аппараты, используемые для процесса сердечника из флюса, могут приводиться в действие электрическим ротором для использования в цехах или от двигателя внутреннего сгорания для полевых применений. Сварочные аппараты с бензиновым или дизельным двигателем имеют двигатели с жидкостным или воздушным охлаждением.
Генераторы с приводом от двигателя вырабатывают очень стабильную дугу, но они более шумные, более дорогие, потребляют больше энергии и требуют большего обслуживания, чем трансформаторно-выпрямительные машины.
Двигатель подачи проволоки
Электродвигатель механизма подачи проволоки обеспечивает питание для подачи электрода через кабель и горелку к работе. Доступно несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, являются системами с постоянной скоростью, которые используются с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется цепь измерения напряжения для поддержания желаемой длины дуги за счет изменения скорости подачи проволоки.
Доступно несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, являются системами с постоянной скоростью, которые используются с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется цепь измерения напряжения для поддержания желаемой длины дуги за счет изменения скорости подачи проволоки.
Изменения длины дуги увеличивают или уменьшают скорость подачи проволоки. Механизм подачи проволоки состоит из электрического ротора, соединенного с редуктором, содержащим приводные ролики. Коробка передач и двигатель механизма подачи проволоки, показанные на рис. 10-57, имеют ролики подачи формы в коробке передач.
Узел подачи проволоки FCAW
Сварочные пистолеты с воздушным и водяным охлаждением
Для дуговой сварки порошковой проволокой используются пистолеты с воздушным и водяным охлаждением. Пушки с флюсовым сердечником с воздушным охлаждением охлаждаются в основном окружающим воздухом, но при использовании защитного газа обеспечивается дополнительный охлаждающий эффект. Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пистолеты для сердечника флюса с водяным охлаждением обеспечивают более эффективное охлаждение пушки. Пистолеты с водяным охлаждением рекомендуются для использования при сварочных токах более 600 ампер и предпочтительны для многих применений, использующих токи 500 ампер. Сварочные пистолеты рассчитаны на максимальный ток для непрерывной работы.
Пистолеты с воздушным охлаждением предпочтительны для большинства применений с током менее 500 ампер, хотя можно также использовать пистолеты с водяным охлаждением.Пистолеты с воздушным охлаждением легче и проще в обращении.
Защитные газы
Оборудование для подачи защитного газа, используемое для порошковой проволоки с защитным газом, состоит из шланга подачи газа, газового регулятора, регулирующих клапанов и шланга подачи к сварочному пистолету. (как указано выше, сердечник из флюса может использоваться без защитного газа в зависимости от области применения)
Защитные газы поставляются в жидкой форме, когда они находятся в резервуарах для хранения с испарителями, или в газовой форме в баллонах высокого давления. Исключением является углекислый газ. При помещении в баллоны высокого давления он существует как в жидкой, так и в газовой форме.
Исключением является углекислый газ. При помещении в баллоны высокого давления он существует как в жидкой, так и в газовой форме.
Основное назначение защитного газа — защита дуги и сварочной ванны от загрязняющих воздействий атмосферы. Азот и кислород атмосферы, если они вступают в контакт с расплавленным металлом сварного шва, вызывают пористость и хрупкость.
При дуговой сварке порошковой проволокой экранирование достигается за счет разложения сердечника электрода или комбинации этого и окружения дуги защитным газом, подаваемым из внешнего источника.Защитный газ вытесняет воздух в зоне дуги. Сварка производится под защитным газом. Для дуговой сварки порошковой проволокой можно использовать как инертные, так и активные газы.
Активные газы, такие как диоксид углерода, смесь аргона с кислородом и смеси аргон с диоксидом углерода, используются почти во всех областях применения. Углекислый газ является наиболее распространенным. Выбор подходящего защитного газа для конкретного применения зависит от типа свариваемого металла, характеристик дуги и переноса металла, доступности, стоимости газа, требований к механическим свойствам, а также глубины проплавления и формы сварного шва. Ниже приводится краткое описание различных защитных газов.
Ниже приводится краткое описание различных защитных газов.
Двуокись углерода
Двуокись углерода производится из топливных газов, выделяемых при сжигании природного газа, мазута или кокса. Его также получают как побочный продукт при кальцинировании в печах для обжига извести, при производстве аммиака и при ферментации спирта, который имеет почти 100-процентную чистоту.
Двуокись углерода предоставляется пользователю в баллонах или контейнерах для массовых грузов. Цилиндр встречается чаще.В системе наливных баллонов углекислый газ обычно отводится в виде жидкости и нагревается до газообразного состояния перед подачей на сварочную горелку. Основная система обычно используется только при поставке большого количества сварочных станций.
В цилиндре диоксид углерода находится как в жидкой, так и в парообразной форме, при этом жидкий диоксид углерода занимает примерно две трети пространства в цилиндре. По весу это примерно 90 процентов содержимого цилиндра. Над жидкостью он существует в виде парообразного газа.Когда диоксид углерода забирается из цилиндра, он заменяется диоксидом углерода, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться манометром.
Над жидкостью он существует в виде парообразного газа.Когда диоксид углерода забирается из цилиндра, он заменяется диоксидом углерода, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться манометром.
Когда давление в цилиндре упадет до 200 фунтов на кв. Дюйм (1379 кПа), цилиндр следует заменить новым. В цилиндре всегда должно оставаться положительное давление, чтобы предотвратить попадание влаги и других загрязнений в цилиндр. Нормальная скорость выброса баллона с CO2 составляет от 10 до 50 куб. Футов в час (4.От 7 до 24 литров в минуту). Однако максимальная скорость нагнетания составляет 25 куб. Футов в час (12 литров в минуту рекомендуется при сварке с использованием одного цилиндра.
Когда давление пара падает от давления в баллоне до давления нагнетания через регулятор CO2, он поглощает большое количество тепла. Если установлен слишком высокий расход, это поглощение тепла может привести к замерзанию регулятора и расходомера, что приведет к прерыванию подачи защитного газа. Когда требуется расход выше 25 куб. Футов в час (12 литров в минуту), обычной практикой является соединение двух баллонов с CO2 параллельно или установка нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Когда требуется расход выше 25 куб. Футов в час (12 литров в минуту), обычной практикой является соединение двух баллонов с CO2 параллельно или установка нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Чрезмерный расход также может привести к откачке жидкости из цилиндра. Двуокись углерода — наиболее широко используемый защитный газ для дуговой сварки порошковой проволокой. Большинство активных газов нельзя использовать для защиты, но диоксид углерода дает несколько преимуществ при сварке стали. Это глубокое проникновение и невысокая стоимость. Углекислый газ способствует глобулярному переносу. Защитный газ двуокиси углерода распадается на такие компоненты, как окись углерода и кислород. Поскольку диоксид углерода является окисляющим газом, в сердечник электродной проволоки добавляются раскисляющие элементы для удаления кислорода.Оксиды, образованные раскисляющими элементами, всплывают на поверхность сварного шва и становятся частью шлакового покрытия. Некоторая часть углекислого газа расщепляется на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05 процента, защита от двуокиси углерода будет иметь тенденцию к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для критических коррозионных применений. Дополнительный углерод может также снизить ударную вязкость и пластичность некоторых низколегированных сталей.Если содержание углерода в металле сварного шва превышает примерно 0,10 процента, защита от двуокиси углерода будет иметь тенденцию к снижению содержания углерода. Эта потеря углерода может быть связана с образованием монооксида углерода, который может быть захвачен сварным швом в качестве раскисляющих элементов пористости в сердечнике флюса, уменьшая эффект образования монооксида углерода. Смеси аргон-диоксид углерода.
Некоторая часть углекислого газа расщепляется на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05 процента, защита от двуокиси углерода будет иметь тенденцию к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для критических коррозионных применений. Дополнительный углерод может также снизить ударную вязкость и пластичность некоторых низколегированных сталей.Если содержание углерода в металле сварного шва превышает примерно 0,10 процента, защита от двуокиси углерода будет иметь тенденцию к снижению содержания углерода. Эта потеря углерода может быть связана с образованием монооксида углерода, который может быть захвачен сварным швом в качестве раскисляющих элементов пористости в сердечнике флюса, уменьшая эффект образования монооксида углерода. Смеси аргон-диоксид углерода.
Аргон и диоксид углерода
иногда смешивают для использования при дуговой сварке порошковой проволокой. Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг.Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75 процентов аргона и 25 процентов двуокиси углерода. Газовая смесь производит мелкозернистый шаровидный перенос металла, который приближается к брызгам. Он также снижает степень окисления по сравнению с чистым диоксидом углерода. Сварной шов, нанесенный в экран из аргон-углекислого газа, обычно имеет более высокий предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки вне положения, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей.Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона.
Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг.Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75 процентов аргона и 25 процентов двуокиси углерода. Газовая смесь производит мелкозернистый шаровидный перенос металла, который приближается к брызгам. Он также снижает степень окисления по сравнению с чистым диоксидом углерода. Сварной шов, нанесенный в экран из аргон-углекислого газа, обычно имеет более высокий предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки вне положения, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей.Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона. Это повлияет на механические свойства сварного шва.
Это повлияет на механические свойства сварного шва.
Смеси аргон-кислородные
Смеси аргона с кислородом, содержащие 1-2 процента кислорода, используются для некоторых применений. Смеси аргона и кислорода имеют тенденцию способствовать переносу распыления, что снижает количество образующихся брызг.Основное применение этих смесей — сварка нержавеющей стали, где диоксид углерода может вызвать проблемы с коррозией.
Электроды
Поперечное сечение проволоки с флюсовым сердечником — рисунок 10-58
Электроды, используемые для дуговой сварки порошковой проволокой, обеспечивают присадочный металл сварочной ванне и защиту дуги.
Для нормальных типов электродов требуется экранирование. Защитный газ предназначен для защиты дуги и сварочной ванны от атмосферы.
Химический состав электродной проволоки и сердечника флюса в сочетании с защитным газом будет определять состав металла сварного шва и механические свойства сварного шва.
Электроды для дуговой сварки порошковой проволокой состоят из металлического экрана, окружающего сердечник из флюсовых и / или легирующих смесей, как показано на рисунке 10-58.
Сердечники из углеродистой стали и низколегированных электродов содержат преимущественно флюс.
Некоторые сердечники электродов из низколегированной стали содержат большое количество легирующих соединений с низким содержанием флюса.Большинство электродов из низколегированной стали требуют газовой защиты.
Оболочка составляет приблизительно от 75 до 90 процентов веса электрода. Самозащищенные электроды содержат больше флюсов, чем газозащитные электроды.
Составы, содержащиеся в электроде, выполняют в основном те же функции, что и покрытие покрытого электрода, используемого при дуговой сварке защищенным металлом.
Эти функции:
- Для образования шлакового покрытия, плавающего на поверхности металла шва и защищающего его во время затвердевания.
- Для предоставления раскислителей и поглотителей, которые помогают очищать и производить прочный металл сварного шва.
- Обеспечивает стабилизаторы дуги, которые обеспечивают плавную сварочную дугу и сводят к минимуму разбрызгивание.
- Для добавления в металл сварного шва легирующих элементов, которые увеличивают прочность и улучшают другие свойства металла шва.
- Для подачи защитного газа. Провода с защитным газом требуют внешней подачи защитного газа в дополнение к газу, производимому сердечником электрода.

Система классификации трубчатых проволочных электродов
Система классификации, используемая для трубчатых проволочных электродов, используемых при сварке сердечником из флюса, была разработана Американским сварочным обществом. Углеродистые и низколегированные стали классифицируются по следующим позициям:
- Механические свойства наплавленного металла.
- Положение при сварке.
- Химический состав наплавленного металла.
- Род сварочного тока.
- Независимо от того, используется ли защитный газ CO2.
Примером классификации электрода из углеродистой стали является E70T-4, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «7» указывает минимальную прочность на разрыв в единицах 10 000 фунтов на квадратный дюйм (69 МПа).
- Третья цифра или «0» указывает положение сварки. «0» указывает на плоское и горизонтальное положение, а «1» указывает на все положения. 4 . Буква «T» обозначает классификацию трубчатой или порошковой проволоки. 5 .Суффикс «4» указывает на производительность и удобство использования, как показано в таблице 10-13. При использовании классификации «G» не указываются конкретные требования к характеристикам и удобству использования. Эта классификация предназначена для электродов, не подпадающих под другую классификацию. Требования к химическому составу наплавленного металла сварного шва для электродов из углеродистой стали приведены в таблице 10-14. Одноходовые электроды не имеют требований к химическому составу, поскольку проверка химического состава неразбавленного металла шва не дает истинных результатов обычного химического состава однопроходного сварного шва. .

 .
.Электроды из углеродистой флюсовой стали
Требования к механическим свойствам порошковых электродов из углеродистой стали — Таблица 10-12 Рабочие характеристики и характеристики использования порошковых электродов из углеродистой стали — Таблица 10-13 Требования к химическому составу порошковых электродов из углеродистой стали — Таблица 10-14
Классификация электродов из низколегированной стали Используемый при сварке сердечником флюсом аналогичен классификации электродов из углеродистой стали. Примером классификации низколегированной стали является E81T1-NI2, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «8» указывает минимальную прочность на растяжение в единицах 10 000 фунтов на квадратный дюйм (69 МПа). В данном случае это 80 000 фунтов на квадратный дюйм (552 МПа). Требования к механическим свойствам электродов из низколегированной стали приведены в таблице 10-15. Требования к ударной вязкости приведены в таблице 10-16.
- Третья цифра или «1» указывает возможности сварочного положения электрода. «1» обозначает все положения, а «0» — только плоское и горизонтальное положение.
- Буква «T» обозначает трубчатый или порошковый электрод, используемый при дуговой сварке порошковой проволокой.
- Пятая цифра или «1» описывает удобство использования и рабочие характеристики электрода. Эти цифры такие же, как и в классификации электродов из углеродистой стали, но только EXXT1-X, EXXT4-X, EXXT5-X и EXXT8-X используются для классификации электродов с порошковой сердцевиной из низколегированной стали.
- 6 . Суффикс «Ni2» указывает химический состав наплавленного металла шва, как показано в таблице 10-17 ниже.
 «1» обозначает все положения, а «0» — только плоское и горизонтальное положение.
«1» обозначает все положения, а «0» — только плоское и горизонтальное положение.Требования к механическим свойствам электродов с порошковой сердцевиной из низколегированных сплавов — Таблица 10-15 Требования к ударам для электродов с порошковой сердцевиной из низколегированных сплавов — Таблица 10-16 Требования к химическому составу электродов с порошковой сердцевиной из низколегированных сплавов — Таблица 10-17 (процент химического состава (a)
а.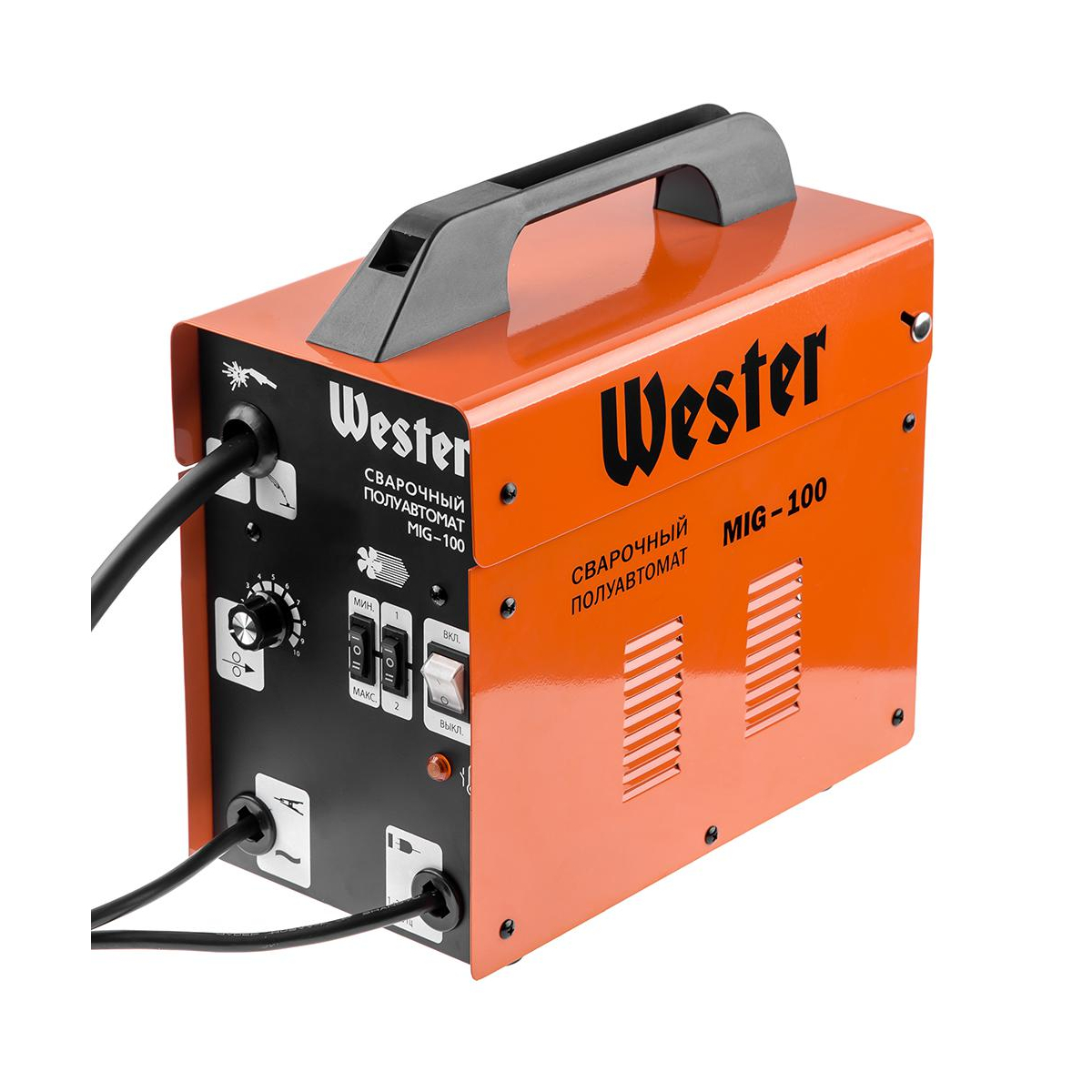 Единичные значения являются максимальными, если не указано иное
Единичные значения являются максимальными, если не указано иное
b. Только для самозащитных электродов
c. Чтобы соответствовать требованиям к сплавам группы G, наплавленный металл должен иметь минимум, как указано в таблице, только для одного из элементов
d. Классификация E80TI-W также содержит 0,30 — 0,75 процента меди
.
Электроды из нержавеющей стали
Система классификации электродов из нержавеющей стали, используемых при сварке сердечником под флюсом, основана на химическом составе металла шва и типе защиты, применяемой во время сварки.Примером классификации электродов из нержавеющей стали является E308T-1, где:
- Буква «E» обозначает электрод.
- Цифры между буквами «E» и «T» обозначают химический состав сварного шва, как показано в таблице 10-18 ниже.
- Буква «Т» обозначает трубчатую или порошковую электродную проволоку.
- Суффикс «1» указывает тип используемого экранирования, как показано в таблице 10-19 ниже.

Требования к химическому составу металла сварного шва для электродов из нержавеющей стали — Таблица 10-18 Экранирование — Таблица 10-19
Также см. : 0.030 против 0,035 Flux Core Wire
Сварочные кабели
Сварочные кабели и соединители используются для подключения источника питания к сварочному пистолету и к устройству. Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен проводов, заключенных в изолированный кожух из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода.
При полуавтоматической сварке этот кабель часто является частью кабельной сборки, которая также включает шланг защитного газа и канал, по которому проходит электродная проволока.При машинной или автоматической сварке вывод электрода обычно отдельный. Кабель, соединяющий изделие с источником питания, называется рабочим проводом. Рабочие провода обычно подключаются к работе зажимами, зажимами или болтом.
Размер используемых сварочных кабелей зависит от выходной мощности аппарата для сварки сердечником флюса, рабочего цикла аппарата и расстояния между сварочным аппаратом и изделием. Размеры кабелей варьируются от наименьшего AWG № 8 до AWG № 4/0 с номинальной силой тока 75 ампер и выше.
Таблица 10-20 показывает рекомендуемые сечения кабелей для использования с различными сварочными токами и длинами кабелей. Слишком маленький кабель может сильно нагреться во время сварки.
Рекомендуемые сечения кабелей для различных сварочных токов — Таблица 10-20
Плюсы и минусы FCAW
Преимущества: меньшая стоимость и более высокая наплавка
Резюме:
- Высокая производительность наплавки
- Более глубокое проникновение, чем SMAW
- Качественный
- Меньше предварительной очистки, чем у GMAW
- Покрытие из шлака помогает при больших сварных швах в смещенном положении Самозащищенный FCAW устойчив к сквознякам
Основными преимуществами сварки сердечником из флюса являются меньшая стоимость и более высокая скорость наплавки, чем при сварке методом SMAW или GMAW сплошной проволокой.
Стоимость порошковых электродов ниже, поскольку легирующие агенты находятся во флюсе, а не в стальной присадочной проволоке, как в случае твердотельных электродов.
Сварка
порошковой проволокой идеальна там, где важен внешний вид валика и не требуется механическая обработка сварного шва. Сварку порошковой проволокой без защиты от углекислого газа можно использовать для большинства конструкций из низкоуглеродистой стали.
Полученные в результате сварные швы имеют более высокую прочность, но меньшую пластичность, чем те, для которых используется защита от углекислого газа.Меньшая пористость и большее проплавление сварного шва с защитой от углекислого газа. Процесс порошковой наплавки имеет повышенную устойчивость к окалине и грязи.
При сварке сердечником флюсом наблюдается меньше сварочных брызг, чем при сварке MIG сплошной проволокой. Он отличается высокой производительностью наплавки, и часто используются более высокие скорости перемещения. Используя электродную проволоку небольшого диаметра, можно производить сварку во всех положениях. Некоторые порошковые проволоки не требуют подачи защитного газа извне, что упрощает оборудование.
Некоторые порошковые проволоки не требуют подачи защитного газа извне, что упрощает оборудование.
Электродная проволока подается непрерывно, поэтому на замену электродов уходит очень мало времени. Выпадает более высокий процент присадочного металла по сравнению с дуговой сваркой защитным металлом. Наконец, достигается лучшее проплавление, чем при дуговой сварке защищенным металлом.
Недостатки: чувствительность к условиям сварки
Сводка недостатков сварки сердечником под флюсом:
- Шлак необходимо удалить
- Дыма и дыма больше, чем у GMAW и SAW
- Брызги
- Проволока FCAW дороже
- Оборудование дороже и сложнее, чем для SMAW
Большинство порошковых электродов из низколегированной или мягкой стали более чувствительны к изменениям условий сварки, чем электроды для сварки SMAW.
Эту чувствительность, называемую допуском по напряжению, можно уменьшить, если использовать защитный газ или увеличить шлакообразующие компоненты материала сердечника.
Для поддержания постоянного напряжения дуги необходимы источник питания с постоянным потенциалом и устройство подачи электродов с постоянной скоростью.
FCAW Устранение неисправностей
При поиске и устранении неисправностей сварных швов с флюсовой сердцевиной обязательно ознакомьтесь с инструкциями производителя (которые находятся внутри панели оборудования) на предмет следующего (подробно описанного ниже):
- Скорость подачи проволоки
- Скорость передвижения
- Расстояние между контактным наконечником и рабочим местом
- Полярность питателя
- Рабочий угол и угол перемещения
- Слишком низкая подача проволоки и ток (более высокие скорости = более высокий ток, более низкие скорости, более низкий ток: если скорость слишком низкая, вы не получите полного покрытия, узкий проход и много брызг.
FCAW Видео по поиску и устранению неисправностей
 youtube.com/embed/iD7Y57gK3yU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/iD7Y57gK3yU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Сварной шов FCAW создается при низкой скорости проволоки
Низкая скорость проволоки для сварки FCAW приводит к тому, что шлак плохо удаляется, и возникает большое количество брызг. Если скорость проволоки слишком высока, проволока будет загибаться. Чтобы исправить это, увеличьте напряжение или уменьшите скорость проволоки.
Сварной шов FCAW создан при высокой скорости проволоки
Слишком низкая скорость перемещения : в результате получается выпуклый широкий сварной шов. Шлак не покрывается должным образом.
Сварка FCAW с низкой скоростью хода
Скорость движения выше рекомендованной : в результате получается узкий выпуклый сварной шов.Сравните со слишком высокой скоростью движения потока вверху и со скоростью выбегающей лужи внизу.
Сварка FCAW с высокой скоростью перемещения
Расстояние между наконечником и рабочей поверхностью : Проверьте правильность расстояния для вашей проволоки. Слишком короткое расстояние приводит к недостаточному покрытию из-за неправильного предварительного нагрева флюса внутри проволоки. Шлак не покрывает весь сварной шов, из-за чего шлак выглядит темным в центре сварного шва.
Слишком короткое расстояние приводит к недостаточному покрытию из-за неправильного предварительного нагрева флюса внутри проволоки. Шлак не покрывает весь сварной шов, из-за чего шлак выглядит темным в центре сварного шва.
Если расстояние слишком велико, сварной шов будет немного закорочен. Проволока выглядит так, как будто она охотится за сварным швом, что делает подачу непостоянной, вызывая рябь в сварном шве.
Расстояние от наконечника до рабочего места слишком большое (вверху) и слишком короткое (внизу). Проверьте указания производителя на правильное расстояние (обычно от 1/2 ″ до 5/8 ″)
Полярность : каждый провод имеет рекомендованную полярность. Иногда используется отрицательный постоянный ток, когда необходим положительный постоянный ток. Вызывает разбрызгивание и небольшой сварной шов.
Брызги из-за неправильной полярности. Убедитесь, что вы используете правильную полярность при сварке сердечника флюсом. Не используйте положительный постоянный ток, если требуется отрицательный постоянный ток.