Выбираем аппарат для сварки алюминия аргоном. Сварочный аппарат аргонодуговой сварки алюминия
Cварочный аппарат для сварки алюминия аргоном
Алюминий имеет особенные свойства, проявляющиеся под воздействием высоких температур. Поэтому сварка этого металла или его сплавов требует отдельного технологического подхода, а, соответственно, и оборудования.
Нужен ли действительно сварочный аппарат для сварки алюминия аргоном? Или же возможны другие способы сварных соединений этого металла? Об этом далее в статье.
Особенности алюминия и его сварки
Главная проблема в сваривании алюминиевых деталей кроется в его свойстве образовывать оксидную пленку под воздействием температуры и атмосферного кислорода.
Сам металл плавиться при 660 градусах, а оксиды — более 2000°. Именно эта пленка не позволяет качественно проварить материал и, как результат, шов получается менее прочным.
Для соединения алюминия используется технология сварки в защитной среде из инертных газов. Чаще всего применяют аргон. Естественно, для этого нужно оборудование, которое отличается от обычных электродуговых аппаратов.
Специфика оборудования для сварки алюминия
Чтобы получить качественное сварное соединение алюминия или сплава, нужны два условия.
Во-первых, варка происходит на переменном токе, хотя есть технологии сварочных работ и на постоянном.
Во-вторых — это наличие газового оборудования для подачи аргона (или другого газа, например, гелия).
Из разнообразия оборудования лучше всего под эти требования подходит сварочный инвертор аргонно-дуговой сварки алюминия.
Такие аппараты работают от обычной бытовой сети. Преобразовывая переменный электрический ток в такой же, но с более высокой частотностью (50Гц в 50 кГц).
И, к тому же, именно модели с функцией TIG позволяют подключать газовое оборудование.
Если Вы подбираете себе аппарат с возможностью сварки алюминия, обязательно обратите внимание на наличие функции TIG! Именно такие инверторы позволяют без проблем варить алюминий.
Производители предлагают три типа приборов с возможностью сварки под аргоном.
- Ручные с функцией ММА и TIG.
- Полуавтоматы с возможностью TIG сварки.
- Универсальные 3 в 1.
Ручные сварочные инверторы позволяют варить конструкционные стали в режиме обычной электродуговой сварки (ММА), а подключение дополнительного оборудования (горелка+газ) обеспечит сваривание алюминия.
Полуавтоматы также есть и с дополнительным функционалом по соединению этого металла. То есть сварочная проволока плавиться в среде аргона.
Универсальные инверторы включают в себя все эти функции.
Однако кроме самого сварочного аппарата для сварки алюминия аргоном, понадобиться горелка с вольфрамовыми (неплавящимися) электродами и газ.
Регуляторы параметров сварки
Аппарат для сварки алюминия аргоном имеет больше настроек, в отличие от стандартного инвертора ММА.
- Регуляторы основного сварочного тока. Позволяют выставить показатели силы тока при сварке (Ампер).
- Установки стартового электрического тока.
- Таймер, устанавливающий время для спада тока.
- Реле подачи газа. Устанавливает временные интервалы продувки аргона.
- Форсаж дуги. Форсирует поджигание электрической дуги.
- Регуляторы импульсного тока и балансиры.
- Установки полярности.
- Таймер подачи газа.
С помощью этих регулировок устанавливаются параметры для сварочного процесса.
Алюминий варят переменным током с высокой частотой зажигания дуги! Инверторы с такими настройками позволят регулировать баланс и напряжение электричества.
Также такие установки позволяют сварщику контролировать электрическую дугу, фокусируя ее по ширине. Это позволит варить металл в труднодоступных местах или же тонкостенные конструкции.
Как выбрать аппарат
Перед тем, как приобретать сварочный аппарат, нужно определить те работы, которые будут им осуществляться. Чаще всего в домашних условиях или на даче приходиться варить не цветные металлы, а сталь. Для этого можно приобрести инверторы с возможностью ручной сварки с обычными плавящимися электродами (ММА). Для сварочных работ по алюминию такие приборы должны обладать функцией тиг сварки.
Как вариант, можно приобрести полуавтомат с дополнительным подключением газового оборудования. Такие сварочные инверторы позволяют без проблем сваривать тонкостенные детали, а также варить черные металлы. Сварочный инвертор с полуавтоматическим режимом чаще всего используют при ремонте автомобилей.
Если спектр сварочных работ планируется очень широкий, то лучшим вариантом станет универсальный инвертор 3 в 1, где в функции входят все возможности сварки: ручная дуговая, полуавтоматическая и аргоновая. Однако стоит учитывать, что ценовая политика на такой прибор выше остальных.
Для большей универсальности инвертор должен обладать переключением тока с переменного на постоянный. Тогда, кроме алюминия, можно сваривать конструкции из нержавеющих и легированных сталей.
Также при выборе и покупке обязательно нужно обратить внимание на максимально допустимый ток (лучше всего не менее 250 А), а также мощность аппарата.
Обязательно для сварки в аргоне аппарат должен иметь встроенный осциллятор. Этот элемент позволяет разжигать дугу в аргоновой среде (что без него сделать очень затруднительно).
От мощности прибора будет зависеть расход электроэнергии, что особенно важно для домашней мастерской.
К инвертору для сварки аргоном нужна дополнительная комплектация. Это горелка с вольфрамовыми (неплавящимися) электродами, а также газ (аргон).
Производителей сегодня огромное количество, если денег недостаточно, то можно приобрести китайский аналог одного из ведущих брендов (многие производства сварочного оборудования вынесены в Китай).
Лучшими образцами инверторов для сварки аргоном будут оригинальные ESAB, Kaiser, Resanta. Но ценовая политика за такие бренды начинается от 300 долларов и выше.
Не стоит сразу же отбрасывать приборы отечественного производства, попадаются довольно неплохие образцы за приемлемую стоимость.
И главный совет — насколько вообще вам целесообразно приобретать аппарат с возможностью аргоновой сварки? Ведь чаще всего придется сваривать стали, а обычные электродуговые инверторы стоят дешевле. Если нужно просто делать мелкий ремонт, то не проще ли купить новую вещь или использовать пайку?
Сварочное оборудование для сварки деталей из алюминия более необходимо при профессиональной работе. Если на использовании такого аппарата не зарабатывать, то его покупка просто не нужна. К тому же, кроме самого инвертора, постоянно нужно приобретать расходные материалы (электроды и газ), которые также стоят денег.
Также обязательно потребуется покупка присадочных прутков для создания качественного сварного шва.
Однако, если Вы решили сделать собственную мастерскую более универсальной, то лучше всего подойдет инвертор с функцией 3 в 1.
Кроме аргона можно использовать другие виды газов, например, гелий, азот или углекислый. Главное, что это обеспечить защитную зону от доступа воздуха.
А что Вы думаете по поводу выбора инвертора с функцией аргоновой сварки? Насколько целесообразно приобретение такого аппарата для домашнего пользования? Если у Вас иметься опыт по покупке и эксплуатации таких приборов, поделитесь им в блоке комментариев к этой статье.
wikimetall.ru
пошаговая инструкция для начинающих, видео
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.

Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
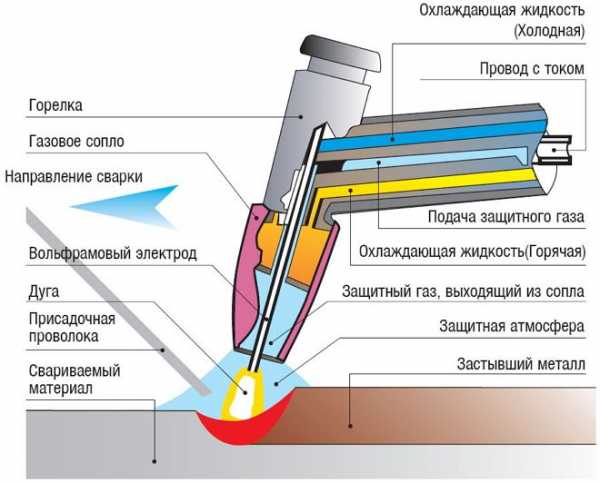
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.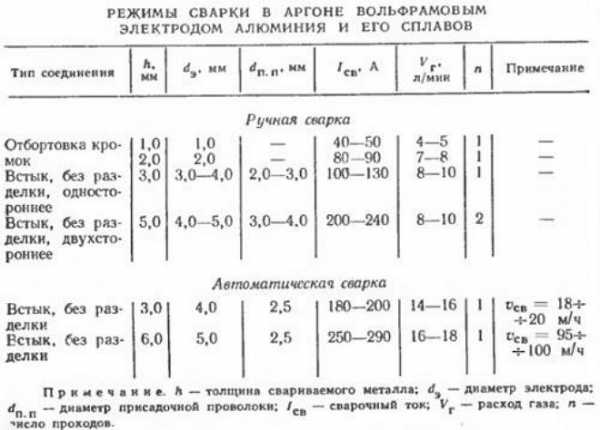
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
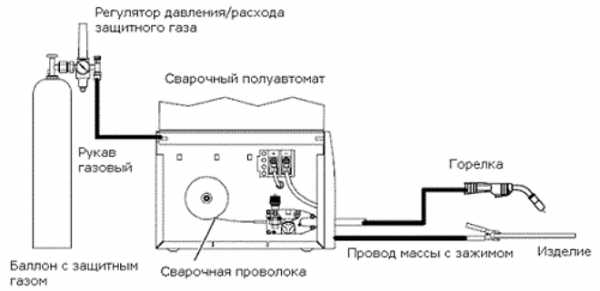
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
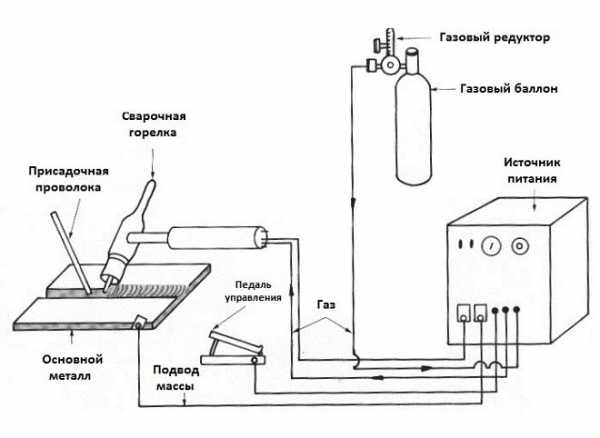
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
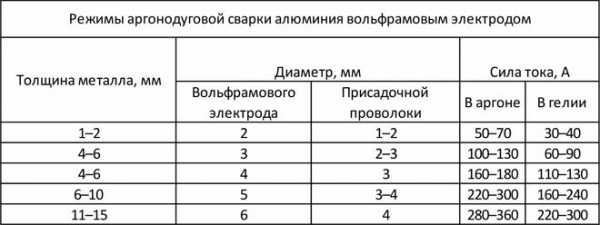
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.

Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.Оценка статьи:
Загрузка...Поделиться с друзьями:
met-all.org
Аппарат для сварки алюминия - чем лучше пользоваться
Алюминий — очень «капризный» металл при сварочных работах. Малейшее несоблюдение в технологии или неправильно подобранное оборудование с расходниками и результатом становиться некачественное соединение с испорченным изделием.
Каким требованиям должен отвечать аппарат для сварки алюминия, существующие виды оборудования и нужные функции в работе с «крылатым» металлом, обо всем подробно в нашем материале.
Требования алюминия к технологии
Проблема алюминия скрывается в его химических и физических свойствах. Этот металл даже без нагрева постоянно окисляется под воздействием кислорода из окружающего воздуха, то есть на его поверхности находиться пленка с окисла. Такое свойство одновременно и плюс, и минус для вещества. Положительный момент — это защита от коррозионных разрушающих процессов.
Минусы проявляются при попытке соединить алюминиевые детали сварочным способом. Образующаяся пленка имеет более высокую температуру плавления, чем сам металл и, покрывая сварочную ванну, она попросту не позволяет качественно проварить заготовки.
Выходов может быть два. Первый — сварочное оборудование должно во время работы перекрыть доступ кислорода к зоне варки. А второй — нужна способность, которая будет разрушать пленку окислов при наложении шва. Если не соблюдать эти технологические требования, то шов будет некачественным или вообще не получиться.
На этих принципах и построен сварочный аппарат по алюминию. Он либо использует защитную атмосферу, которая перекрывает поступление кислорода к расплавленному алюминию (аргонодуговое сваривание), или же разрушает оксидную пленку путем выставления правильного режима (постоянный ток, обратная полярность) оборудования.
Итак, чем варится алюминий и какие должны быть требования к оборудованию?
Аппараты аргонодуговой сварки
Лучше всего при работе с алюминием и его сплавами выбрать именно такой способ, как аргонодуговая сварка.
Технология соединения металлов под защитой газа (аргона или гелия) позволяет сделать «чистый» от окислов шов. Аргон попросту вытесняет атмосферный воздух из зоны сваривания и металл кристаллизируется в чистом виде.
Однако, кроме защиты, используются дополнительные процессы по разрушению пленки окислов. Чаще всего — это применение неплавящихся вольфрамовых электродов с соответствующими токовыми настройками или полуавтоматическая сварка.
Рассмотрим каждый из этих видов аппаратов по отдельности.
Ручная аргонодуговая (TIG) сварка
Еще совсем недавно такое оборудование было доступно только в промышленных условиях. Сегодня, благодаря развитию производства, такие аппараты доступны каждому и за невысокую стоимость. Что собой представляет такой прибор?
Наиболее распространенными являются сварочные инверторы с возможностью подключения газового оборудования.
Аппарат можно использовать в обычной комплектации для электродуговой сварки, но, подключив горелку с подачей аргона и вольфрамовым электродом, он превращается в оборудование для сварки алюминия. Кроме этого нужны соответствующие регулировки, чтобы настроить прибор для работы с таким материалом.
Аппарат для сварки алюминия должен иметь следующие возможности.
- Функцию увеличения стартового тока (наличие осциллятора). В аргоновой атмосфере дуга либо плохо разгорается или же вообще не поджигается. Увеличенный стартовый ток в два раза решает эту проблему.
- Точные настройки основного тока, который регулируют в соответствии с толщиной заготовок. При низком или слишком большом показателе металл не проваривается или прожигается.
- Регулирование подачи газа. Для качественного соединения алюминиевых деталей выставляют нужный расход аргона (около 10-12 литров). Также потребуется так называемая подача газа после сварки, когда металл застывает в защите.
Это основные функции, которыми должен обладать прибор для сваривания «крылатого» металла в ручном режиме.
Положительными качествами аппаратуры аргонодуговой сварки являются:
- Аргон вытесняет воздух и не позволяет окисляться алюминию, при этом сам не вступает в реакции с металлом.
- Использование неплавящихся электродов значительно снижает количество дыма и шлака. Шов намного проще зачистить.
- Очень качественное соединение алюминиевых деталей.
- Точные настройки прибора допускают сваривание слишком тонких заготовок.
- Практически нет деформаций деталей, так как сильный нагрев идет только в зоне варки.
К негативным моментам можно отнести относительно недешевые оборудование и расходные материалы (газ, вольфрам, и присадочная проволока). Но при этом можно варить любые алюминиевые изделия в домашней мастерской.
Полуавтоматическое TIG оборудование
Сварочные полуавтоматы также относительно недавно стали доступными простому пользователю.
Работы построена на подаче проволоки, которая плавит металл и расплавляется сама, формируя при этом шов. Для работы с алюминием такие аппараты также имеют функцию подключения подачи аргона для вытеснения воздуха из зоны варки.
Однако, кроме защитной атмосферы, такие приборы имеют другое преимущество — импульсный принцип работы.
Проволока подается механизмом в сварочную ванну, ее кончик расплавляется под воздействием дуги и образуется капля расплавленного металла. В этот момент увеличение импульса организует давление, под которым частичка расплава как бы вдавливается в поверхность.
Такое импульсное сваривание позволяет получить более качественный шов, по сравнению с другими видами оборудования.
Сварочный полуавтомат с возможностью тиг варки должен обладать следующими функциями.
- Как и при ручном сваривании, к полуавтомату должно подключаться оборудование подачи газа.
- Такой прибор также нужно точно настраивать на соответствующий ток и полярность.
- Обязательно выставляют скорость подачи проволоки и объем расхода газа.
- Наличие осциллятора для увеличения начальной силы тока, позволяющей зажигать дугу в атмосфере с аргона.
Полуавтоматическое сваривание алюминия дает множество преимуществ, даже в сравнении с ручной аргонодуговой сваркой.
- Можно варить очень тонкие алюминиевые заготовки (толщиной от 0,5 мм).
- Сварной шов получается очень высокого качества, более ровный и без наплывов.
- Сварочная проволока имеет необходимые присадки и добавки для усиления прочностных характеристик соединения.
- Во время работы образуется меньше дыма и гари, а шов не загрязняется шлаком.
Из негативных качеств можно назвать довольно недешевую стоимость всего оборудования. Также для работы с такой сваркой нужен опыт работы, а новичку потребуется изначально научиться технике и приемам сваривания алюминия полуавтоматом.
Однако полуавтоматическая тиг сварка на сегодня остается лучшим из доступного оборудования для домашних мастерских.
Сварка алюминия без аргона
Такой способ самый доступный, но, в то же время, самый сложный в технологическом плане.
В качестве оборудования для сваривания алюминия без аргона используется сварочный инвертор или трансформатор с применением специальных электродов.
Какими качествами должно обладать такое оборудование?
- Инвертор должен иметь функцию переключения с переменного тока на постоянный. Все инверторы работают с переменным током, но повышают его частоту.
- При использовании трансформаторного оборудования потребуется дополнительный выпрямитель. Сварка такого устройства тоже работает на переменном токе и не имеет встроенных возможностей его переключения.
- У прибора должна быть возможность смены полярности. Алюминий без аргона варят только на обратной, когда кабель держателя ставят на плюс, а массу — на минус.
- Сварочное оборудование должно обладать достаточной мощностью.
Инвертор с такими возможностями сможет варить алюминиевые изделия, но с использованием специальных электродов.
Положительными качествами такого оборудования является возможность варить сталь и, в то же время, некоторые цветные металлы. Такое оборудование более дешевое в сравнении с приборами тиг сварки.
Однако при этом нужно иметь очень большой опыт таких сварочных работ, покупать специальные электроды и тщательно готовить детали перед их соединением.
Как выбрать оборудование для сварки алюминия
Выбирая сварочное оборудование, Вам нужно изначально убедиться в целесообразности его приобретения. Качественные аппараты стоят недешево. Если их использовать редко, то смысл такой покупки не оправдан.
Однако, при надобности покупки сварочного прибора, стоит обращать свое внимание на пункты, указанные в описаниях к каждому из видов.
Главные принципы таковы:
- Возможности регулировать и переключать режимы тока: от самых низких настроек к высоким (максимально допустимая сила должна быть хотя бы 250 А).
- Главное для обычного инвертора ручной дуговой сварки — наличие функции смены полярности и перевод прибора на постоянный ток.
- У сварочных аппаратов с указанной TIG функцией должна быть возможность подключения горелки с подачей аргона. Это минимум. Но желательно, чтобы он имел настройки подачи газа и различных режимов.
- Полуавтоматы, кроме всех указанных возможностей, должны регулировать подачу проволоки.
- Для всех видов аппаратов важно то, кем оно сделано. Очень много дешевых китайских производителей, которые не имеют лицензий на выпуск продукции. Ведущими марками такого оборудования были и остаются ESAB, KAISER, TESLA, RESANTA и другие.
Без опыта лучше всего перед покупкой обратиться к опытному сварщику, который поможет подобрать для Вас требуемое оборудование и укажет на нужные функции.
Если у Вас есть опыт по выбору, приобретению и использованию сварочного аппарат для варки алюминия, поделитесь им в блоке обсуждения этой статьи.
wikimetall.ru
Cварка алюминия аргоном технология
Обеспечить качественное соединение деталей из алюминия можно только с помощью сварки ТИГ. Обычным электродом тоже можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.

Что необходимо учитывать при аргоновой сварке алюминия?
Сварка аргоном довольно универсальна, что позволяет соединять этим методом разные толщины материалов и работать со сплавами, считающимися трудносвариваемыми. Основой служит электрическая дуга, горящая между вольфрамовым электродом и изделием. Ее появление обеспечивается постоянным или переменным током, подающимся на горелку и массу, прикрепленную к свариваемым частям. Инертный газ выступает в качестве защиты сварочной ванны. Но алюминий и его сплавы имеют ряд специфичных особенностей, которые требуется знать и учитывать производя сварку.
Одной из трудностей служит оксидная пленка, образовывающаяся на поверхности материала. Она появляется при взаимодействии металла с кислородом. Плавится пленка при температуре 2000 градусов. Но сам алюминий начинает приобретать жидкую форму уже после 500 градусов. Поэтому выбрав слишком большую силу тока и расплавив оксид, невозможно вести шов. Установив малые параметры на аппарате не получается вообще начать процесс создания сварочной ванны. Поэтому аргонодуговая сварка алюминия подразумевает предварительную зачистку поверхности металла от оксида. Достигается это специальной щеткой или растворителем, после чего необходимо сразу начинать сварочный процесс.
Дополнительной сложностью является гигроскопичность материала. При высокой влажности окружающей среды алюминий впитывает часть воды из воздуха. Когда изделие начинает подвергаться нагреву от электрической дуги, то свариваемый материал выделяет влагу на поверхность. Это может отражаться на качестве формирования шва, плотности контакта с изделием, и пощипыванию малым напряжением сварщика, соприкасающегося с мокрыми участками. Хотя варить аргоном можно сразу, рекомендуется небольшой прогрев материала газовой горелкой при температуре 150 градусов. Это даст испариться лишней влаге и улучшит сварочный процесс.
Аргонная сварка алюминия требует и хорошей защиты расплавленного металла от внешнего воздуха. Для этого необходимо выставить правильный расход газа. Недостаточная подача последнего приведет к вспениванию металла и горению вольфрама. Чрезмерная продувка аргоном мешает формированию шва и сделает процесс более дорогим.
Еще одной сложностью для начинающих сварщиков является образование воронки в конце шва. Если дугу резко оборвать, то появляется кратер. Длительное удержание горелки на одном месте приводит к ненужному прогреву и расширению сварочной ванны. Поэтому аргоннодуговая сварка алюминиевых сплавов нуждается в дополнительных настройках режима затухания дуги, уменьшающего силу тока постепенно. Учитывая эти особенности материала, можно правильно выставить параметры напряжения и своими руками выполнить качественный шов.
Технология выполнения сварки для начинающих
Процесс аргоновой сварки алюминия выполняется не постоянным током, а переменным. Так можно добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
- Необходимо выставить пластины в удобное положение. Разделка кромок выполняется по тем же параметрам, что и остальные виды металлов.
- Желательно произвести прогрев материала до 150 градусов, чтобы удалить влагу.
- Щеткой снимается верхний тугоплавкий слой. В качестве альтернативы можно воспользоваться растворителем.
- Горелка подносится к изделию так, чтобы между электродом и поверхностью оставалось 3 мм. Нажимается кнопка и зажигается дуга. Текучесть алюминия зависит от примесей в составе.
- При возникновении небольшой лужицы расплавленного металла (сварочной ванны) можно подавать в зону сварки присадку.
- Горелку необходимо вести ровно, справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- При завершении шва нажимается кнопка и дуга плавно затухает. Горелка удерживается над зоной сварки до полного прекращения продувки газом.
Настройка аппарата и режимы
TIG сварка алюминия возможна только там, где аппараты поддерживают работу не только постоянным током, но и переменным. Несмотря на частоту колебания напряжения, лучший шов получается при последнем варианте настройки. Полярность может быть как прямой, так и обратной. Параметры напряжения можно установить исходя из толщины материала:
| Толщина пластин, мм | Сила тока, А | Диаметр вольфрамового электрода, мм |
| 1 | 30 — 40 | 1.6 |
| 1.5 | 45 — 60 | 2.3 |
| 2 | 70 — 80 | 2.3 |
| 3 | 90 — 120 | 3.2 |
Подачу тока важно установить ступенчатого типа, с плавным розжигом, восходящим значением в процессе ведения шва, и постепенным затуханием при завершении горения. Это позволит избежать образования кратера в конце соединения.
Расход аргона при сварке выставляется на манометре, ближнем к газовому шлангу. Российские модели требуется установить в пределах от 6 до 11 литров. Это погрешность измерительного прибора, которая доводится до оптимального значения только практическим путем. Если манометр импортного производства (немецкий, чешский), то можно сразу поставить 8 литров.
В настройках аппарата важно установить и последующее время продувки газом, после прекращения горения дуги. Длительность подачи аргона выставляется на значение в пять секунд, что дает достаточно времени на застывание ванны и охлаждение электрода.
Выбор присадочного материала
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Подбор электрода
Технология сварки алюминия аргоном требует и правильного выбора вольфрамового электрода, диаметр которого должен быть максимально близок к толщине свариваемых частей. Заточка выполняется классическим способом, но без острого кончика, как в случае со сваркой нержавейки. Во время первых секунд горения электрод примет форму капли на конце и так придется вести шов. Вылет из сопла необходим на 3-5 мм, чтобы избежать перегрева вольфрама. При сварке мелкие брызги алюминия будут налипать на электрод, что потребует повторной заточки.
Научиться сваривать алюминий не просто. Но зная вышеизложенные принципы и просмотрев видео с уроками от специалистов, можно уверенно пробовать свои силы на практике.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Как выбрать оборудование для сварки алюминия аргоном?
Спайка деталей из цветных металла – самый надёжный способ добиться крепкого и герметичного соединения. Успешно решить такую задачу поможет современное оборудование для сварки алюминия аргоном. Инертный газ подаётся из обычных баллонов и поступает в зону плавления металла через сопло горелки. Аргоновая подушка, создаваемая вокруг электрода и нагреваемой им области, защищает от атмосферного кислорода нагретый алюминий и сам электрод. Это простая технология требует от сварщика небольшой сноровки и сулит немалые выгоды не только для крупного производства, но и для малого бизнеса.

Оборудование для сварки алюминия аргоном
Виды и назначение оборудования
Любое оборудование для аргонодуговой сварки алюминия должно обеспечивать выполнение одной, или сразу обеих ниже перечисленных технологий:
- Аппараты с функцией ручной TIG-сварки. Источником тока служит инвертор на полупроводниках. Процесс происходит при переменном токе, частота и баланс которого должны настраиваться при помощи приборной панели. Используется тугоплавкий электрод из вольфрама.
- Инверторы с функцией полуавтоматической сварки MIG при постоянном токе с обратной полярностью. В качестве электрода используется проволока из алюминия с различными добавками. Скорость подачи присадки должна выставляться аппаратным способом.

Инвертор для аргонодуговой сварки алюминия
Технические особенности сварки в полуавтоматическом и ручном режимах
Переменный ток при сварке неплавящимся электродом обеспечивает процессу цикличность. При положительном периоде цикла начинает интенсивно разрушаться оксидная плёнка. При отрицательном периоде происходит прогрев и плавление металла. Цикл может повторяться до 100 раз в секунду. Постоянный ток при пайке автоматически подаваемым алюминиевым электродом должен поступать на дугу в виде высокочастотных импульсов, что обеспечивает равномерное перетекание присадочного материала (анода) в область формирующегося шва. Некоторые сварочные аппараты рассчитаны на оба вида сварки и обладают преимуществом универсальности.
Инертный газ и электроды
Для алюминиевой ручной сварки требуется чистый аргон, расход которого будет находиться в пределах от 10 до 300 литров в минуту, в зависимости от толщины электрода и соединяемых заготовок. Сварка в полуавтоматическом режиме более экономична по расходу газа. В некоторых случаях для режима МИГ допускается использование гелия. В этом случае расход газа увеличивается примерно в 2 раза. Диаметр присадочной и электродной проволоки зависит от толщин спаиваемых элементов.

Аргон в баллонах для аргонной сварки
Характеристики популярного сварочного оборудования
Самое доступное оборудование для сварки алюминия обычно представляет собой инвертор с набором функций для ручной пайки TIG. Например, такие инверторные аппараты как Ресанты, Свароги и TETRIX-ы обладают всеми минимально необходимыми функциями:
- Бесконтактная генерация дуги.
- Осциллятор с возможностью быстрой настройки.
- Режим медленного угасания дуги.
- Замедление отключения обдува.
- Управление балансом полярности.
- Режим импульсной сварки.
Линейки моделей указанных производителей отличаются друг от друга мощностью, габаритами, весом и радом дополнительных функций, расширяющих их сферу применения.
Достоинства инверторов
Устройство инверторов позволяет проводить сварку при значительных колебаниях входного напряжения. Такие аппараты имеют серьёзную защиту от коротких замыканий и высокий КПД.
«Важно!
Большинство современных устройств этого типа подходит для различных типов сварки при постоянном, или переменном токах, имеют полный арсенал средств тонкой и удобной регулировки процесса пайки, функцию быстрого старта, баланса тока, быстрый переход с одного режима сварки на другой (МАГ, МИГ, ММА, ТИГ), что делает именно инверторы лидерами продаж в области сварочного инструмента.»
Это могут быть очень компактные и лёгкие аппараты для ручной переноски, которыми можно пользоваться в домашних условиях, а также крупные, высокопроизводительные агрегаты для промышленности.
Как выбирать инверторный аппарат для сварки?
Первым критерием является универсальность устройства. Для большинства частных потребителей и мелких коммерческих фирм будет полезной возможность варить на аппарате и аргоном, и электродами металлы с различными характеристиками. При этом, от аппарата покупатели обычно ждут хорошей мощности при небольшом весе, размерах, а также цене. Модели с расширенным функционалом и более высокого класса имеют удобную систему управления, автоматические режимы работы, мощные микропроцессоры и датчики. Они дороже и предназначаются для средних и крупных предприятий, где будут полезными те устройства, которые способны к длительным циклам работы с алюминиевыми изделиями различной толщины.
Популярные бренды
Помимо российских Сварогов и Ресант, можно указать на несколько популярных зарубежных производителей:
- Фирма PICOTIG выпускает аргонно-сварочное оборудование различного класса, среди которого выделяются относительно недорогие, но очень надёжные модели для крупных и средних промышленных предприятий.
- Аппараты TRITON очень любят строители и ремонтные мастерские за универсальность, мощность и возможности дистанционного управления.
- ASEA – южнокорейские сварочные аппараты данного бренда отличаются универсальностью и приемлемой стоимостью.
- Итальянские аппараты STEL имеют мощные процессоры и продвинутое ПУ, обеспечивающее несколько десятков автоматических режимов работы.
Научится паять алюминий может любой
Современное оборудование для сварки аргоном алюминия позволяет практически любому за короткий срок овладеть навыками пайки данного металла, даже в домашних условиях. Качество сварки обязательно придёт со временем, если в вашем арсенале будет многофункциональный сварочный инвертор!
svarkaipayka.ru
Инвертор аргонодуговой сварки алюминия - обзор моделей
Алюминий и сплавы на его основе входят в виде деталей во многие узлы промышленных и бытовых изделий. Основное достоинство — малый вес при необходимой прочности. Кроме механической стыковки, легкий металл соединяется посредством сварки. Для этого разработан и производится инвертор аргонодуговой сварки алюминия.
Коротко о свойствах металла
Алюминий — элемент периодической таблицы Менделеева. Химическая формула — Al. Легок, усредненная плотность 2.7 г/см³ (2700 кг/м³). Относится к группе металлов. Плавится при температуре 655-660°C. В свободном состоянии вещество покрыто окисной пленкой, которая надежно защищает металл от коррозии.
Технологические характеристики
Металл очень пластичен. Удлинение составляет 35-50% от начального состояния. Это свойство используется для производства фольги. Хорошо проводит тепло и электрический ток, уступая только меди. Коэффициент сопротивления чистого металла равен 1000-1200 кг/см², сплавов 3800-4200 кг/см².
Сплавы используются в пищевой, авиационной, строительной и автомобильной промышленности. Из алюминия высокой степени очистки изготавливается токопроводящая проволока.
Особенности сварки
Несмотря на низкую температуру плавления, соединение алюминия посредством открытого пламени (электродугой) — это сложный процесс:
- Легкий металл при высоких температурах (свыше 1000°C) легко вступает в химическую реакцию с кислородом воздуха — начинает активно гореть. Кроме этого, начинает реагировать с азотом и углекислым газом.
- Окисная пленка — тугоплавкое вещество. Изменение агрегатного состояния начинается при 2050-2100°C. Стекающая масса моментально заменяется вновь образуемым оксидом алюминия.
В процессе соединения алюминиевых заготовок происходит падение силы постоянного тока, что вызывает снижение температуры — создаются предпосылки для интенсивного восстановления тугоплавкой защитной пленки. Результат — нарушение качества шва, ухудшение прочности. Снизить отрицательный эффект до минимума позволяет сварка на переменном токе. При переходе через «0» происходит интенсивное выделение тепла на поверхности детали. Растет температура, расплавляющая (разрушающая защитный покров) окисную пленку.
Модели агрегатов
Самый применяемый аппарат для работ с алюминием и сплавами на его основе — инвертор. Агрегат преобразует входное напряжение посредством блоков электронных выпрямителей и высокочастотного трансформатора. Это позволяет получить следующие характеристики:
- Стабильные параметры сварочной дуги, почти не зависящие от колебаний сетевого напряжения.
- Возможность плавного изменения величин сварочного тока.
- Расширенную функциональность: режимы MMA (ручная дуговая), MIG/MAG (работа плавящейся присадочной проволокой с использованием газовой защитной среды), TIG (применение неплавящегося вольфрамового электрода, защитных газов и присадочной проволоки).
Основные параметры оборудования
Выбор сварочного оборудования определяется основными техническими характеристиками:
- Количество режимов работы (MMA, MIG/MAG, TIG). Чем перечень больше, тем более универсален аппарат.
- Сила сварочного тока. Определяет толщину обрабатываемой заготовки и диаметр используемого электрода (для режима MMA).
- Входное напряжение сети — 220В или 380В (однофазное или трехфазное, соответственно).
- Масса агрегата в сборе.
- Общая стоимость, включая дополнительное оборудование (газовый комплект).
Модель Brima TIG-200P

Аппарат для работ в облаке защитных газов тугоплавким вольфрамовым электродом. Установлены два режима: MMA и TIG. Производят соединение алюминия и его сплавов, черных, легированных и нержавеющих сталей
Характеристики:
Бренд — Германия. Изготовитель — Китай.
Модель Сварог TIG200 AC/DC DSP TECH 104

Агрегат относится к профессиональному классу. Используется два режима: MMA и TIG. Обеспечивает устойчивость сварочного процесса при падении сетевого напряжения до 160-170В. Обладает высоким КПД 85%.
Характеристики:
Бренд — Россия. Изготовитель — Россия.
Модель Кедр TIG200P AC/DC 220В

Сварочная установка применяется для работ с черными и легированными сталями, цветными металлами, в том числе и алюминием. Удобен при производстве работ с нестабильной электрической сетью, например, в сельской местности. Относится к профессиональной серии.
Характеристики:
Бренд — Россия. Изготовитель — Китай.
Модель Elitech TIG АИС 200АД AC/DC

Инвертор для сварки алюминия используется в автомастерских, строительстве, при установке металлоконструкций. Соединяет между собой алюминий, титан, магний и его сплавы, различные стали. Предусмотрены два режима работы: ручная дуговая и аргонодуговая сварка. Аппарат вырабатывает переменный и постоянный ток.
Характеристики:
Бренд — Россия. Производитель — Китай.
Модель Aurora PRO Overman 160 Mosfet

Полуавтомат инверторного типа. Обеспечивает уверенную сварку алюминия и его сплавов. Агрегат относится к индустриальному классу. Применяется в бытовых целях и для промышленности. Позволяет настраивать параметры сварочного тока в широком диапазоне. Скорость подачи проволоки составляет 2-15 м/мин.
Характеристики:
Бренд — Россия. Производство — Китай.
Рекомендации по выбору
Инверторные сварочные аппараты для сварки алюминия — это специализированное оборудование. Поэтому, с целью рационального вложения денег в покупку, целесообразно учесть факторы:
- Предполагаемые виды работ и обрабатываемый материал. Наиболее универсален агрегат, сочетающий аргонодуговую сварку с ручной электродуговой сваркой с использованием всех видов единичных электродов.
- Максимальная сила тока (соответственно, мощность) позволит расширить функциональные возможности аппарата.
- Для выполнения выездных работ целесообразно принять во внимание массу агрегата в сборе и удобство транспортировки.
- Цена сварочного оборудования окупится при интенсивном использовании, то есть при строительстве собственного дома или для малого бизнеса (подработка сварщиком).
При выборе необходимо обращать внимание не только на стоимость оборудования, но и на насыщенность опциями и дополнительной комплектацией.
Просьба к читателям, имеющим опыт работы на сварочном оборудовании инверторного типа с использованием аргона — поделитесь знаниями в рубрике «комментарии». Это необходимо начинающим сварщикам. Впрочем, опытные мастера тоже почерпнут что-нибудь полезное и для себя.
wikimetall.ru
Аппараты для сварки алюминия TIG и MIG
Уважаемые покупатели, в этом разделе мы отсортировали аппараты, которые могут сваривать алюминий. Если раньше сварка алюминия была возможна только в аргоне (аппараты TIG), то сейчас вы без проблем можете работать и на полуавтоматах (аппараты MIG). Мы выбрали самые лучшие и самые покупаемые аппараты. Знакомьтесь!
Аппараты аргонодуговой сварки TIG. Сварка алюминия без проблем.
Производитель: AuroraPROПодключение 220 В. Сварка TIG + MMA. Сварочный ток 10 - 200 А.
Производитель: СварогПодключение 220 В. Сварочный ток 10 - 200 А.
Производитель: TritonПодключение 220 В. Сварочный ток 200 А.
Производитель: СварогПодключение 380 В. Сварочный ток 10 - 315 А.
Производитель: TritonПодключение 220 В. Сварочный ток 250 А.
Производитель: TritonПодключение 380 В. Сварочный ток 315 А.
Производитель: ФОРСАЖПодключение 380 В. Сварочный ток 5 - 315 А.
Производитель: СварогПодключение 380 В. Сварочный ток 10 - 315 А.
Аппараты полуавтоматической сварки MIG. Алюминий под контролем.
Производитель: СварогПодключение 220 В. Сварочный ток 10 - 160 А.
Производитель: СварогПодключение 220 В. Сварочный ток 30 - 200 А.
Производитель: СварогПодключение 220 В. Сварочный ток 10 - 160 А.
Производитель: СварогПодключение 220 В. Сварочный ток 10 - 200 А.
Производитель: TritonПодключение 220 В. Сварочный ток 30-250 А.
Производитель: TritonПодключение 380 В. Сварочный ток 30-250 А.
Сварочные материалы ELKRAFT →← Автоматизация и Сварог TECH MIG 3500 N222
svarkamall.ru








Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






