«Лэмпе ( Laempe )». Стержневые автоматы
Стержневое оборудование
Стержневые автоматы с горизонтальным разъёмом
 Стержневые машины с горизонтальным разъёмом стержневого ящика идеально подходят для литья всех видов блоков цилиндров с водяной рубашкой. Поставляются с пневматическим или гидравлическим приводом.
Стержневые машины с горизонтальным разъёмом стержневого ящика идеально подходят для литья всех видов блоков цилиндров с водяной рубашкой. Поставляются с пневматическим или гидравлическим приводом.
Стержневое оборудование - устройства для механизированного изготовления литейных стержней путём заполнения стержневого ящика стержневой смесью и её уплотнения. Пескодувное С. о. (см. Пескодувная машина, Пескострельная машина) использует кинетическую энергию песчано-воздушной струи для заполнения ящика смесью и уплотнения её. Пескодувное С. о. позволяет получать стержни любой формы и резко ускорять формирование стержней. Наиболее распространено в промышленности пескодувное С. о., позволяющее максимально механизировать и автоматизировать изготовление стержней в серийном и массовом производстве.
 Технические характеристики стержневых автоматов: (маркировка: R-горячий процесс, L-холодный процесс)
Технические характеристики стержневых автоматов: (маркировка: R-горячий процесс, L-холодный процесс)
| ZHTO-300R | 300х250х100/200 | 4 | х | x | х | ||
| ZHTO-400R | 400х400х100/200 | 12 | х | х | х | ||
| ZHTO-540R | 500х400х150/200 | 12 | х | х | х | х | |
| ZHTO-640L | 600х500х150/300 | 20 | х | х | х | х | |
| ZHTO-640R | 600х500х150/300 | 20 | х | х | х | х | |
| ZHTO-660R | 650х650х150/350 | 25 | х | х | х | х | |
| ZHTO-750R | 700х500х150/300 | 25 | х | х | х | х | |
| ZHTO-860RL | 800х600х120/110+200 | 40 | х | х | х | ||
| ZHTO-860R | 800х600х120/110+200 | 40 | х | х | х | х | |
| ZHTO-880R | 800х800х200/200+300 | 40 | х | х | х | х | |
| ZHTO-970L | 900х700х110/150+250 | 50 | х | х | х | х | |
| ZHTO-1070R | 1000х700х200/200+400 | 50 | х | х | х | х | |
| ZHTO-1280R | 1200х800х200/200+450 | 50 | х | х | х | х | |
| ZHTO-12100R | 1200х1000х200/200+450 | 90 | х | х | х | х | |
| ZHTO-18120R | 1800х1200х200/200+450 | 90 | х | х | х | х |
| ZHTO-300R | 20 | х | |||||
| ZHTO-400R | 20 | х | |||||
| ZHTO-540R | 25 | ||||||
| ZHTO-640L | х | х | |||||
| ZHTO-640R | х | 25 | |||||
| ZHTO-660R | х | 25 | |||||
| ZHTO-750R | х | 25 | |||||
| ZHTO-860RL | х | х | 80 | ||||
| ZHTO-860R | х | х | 80 | х | х | ||
| ZHTO-880R | х | х | 80 | х | |||
| ZHTO-970L | х | х | 100 | х | х | ||
| ZHTO-1070R | 100 | х | х | ||||
| ZHTO-1280R | х | 165 | х | х | |||
| ZHTO-12100R | х | х | 165 | х | х | ||
| ZHTO-18120R | х | х | 165 | х |
Описание
Стержневая машина состоит из корпуса, колонн, бункера стержневой смеси, рабочих плит для крепления стержневого ящика и пр. Пескострельная головка движется на подвесном пути от места заполнения в месту выстрела. Ящик поджимается к пескострельной головки снизу по специальным направляющим. На позиции заполнения в головку поступает порция стержневой смеси. Стержневой ящик состоит из 2х половинок имеет горизонтальный разъем, при этом верхняя половина крепится к неподвижной плите, а нижняя к подвижному столу. После цикла заполнения полости стержневого ящика стержневой смесью начинается цикл отверждения. Затем происходит раскрытие стержневого ящика и выталкивание стержней.
Устройство подъема и опускания нижней части ящика происходит за счет пневмоцилиндров и направляющих. Устройство выталкивания стержней расположено в нижней части рабочего стола. Стержни выталкиваются из нижней половины ящика вверх. Пескострельная головка и верхняя половина ящика устанавливаются на горизонтальной тележке. В месте выстрела оснастка заполняется смесью под воздушным давлением при помощи открытия пневмоклапана. В месте заполнения рабочий бункер заполняет головку смесью. Устройство обдува сжатым воздухом рабочих поверхностей ящика, а также нанесения разделительного состава срабатывает после каждого цикла раскрытия ящика. Устройство смены стержневого ящика расположено на боковой части машины. Для этого используется вспомогательная тележка. Смена ящика происходит оперативно.
www.aitcom.ru
Литейные заводы России
Laempe & Mössner Group – мировой лидер в области конструирования, производства и поставки оборудования для стержневых отделений литейных заводов. Фирма специализируется на разработке комплексных проектов и поставке технологических линий с любым уровнем автоматизации, в том числе стержневых участков «под ключ».
В сентябре 2009г. компания Laempe & Mössner Group приобрела бренды Hottinger и Röperwerk и стала самым крупным производителем стержневого оборудования в мире.
Компания Laempe имеет представительства во всех странах мира с развитой литейной промышленностью.
Поставленное оборудование: более 20.000 единиц оборудования.
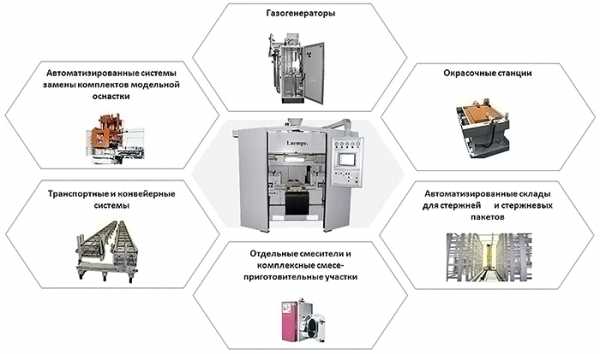
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА ФИРМЫ
Инжиниринг, комплексные поставки оборудования, шеф-монтаж, пуско-наладка, сопровождающее обучение, сервисные услуги – все из одних рук.
Стержневые машины и периферийное оборудование

· Пескострельные автоматы
· Полная гамма периферийного оборудования
Технологические решения с любым уровнем автоматизации
· Съем и последующая обработка и сборка стержней
· Производственные комплексы, участки «под ключ»
Сервисные услуги
· Поставка запасных частей
· Сервисные услуги
· Технологические разработки
Пескострельные автоматы
Для специфических потребностей литейщиков LAEMPE & MÖSSNER предлагает широкую гамму стержневых автоматов
Серия LL:

Серия L:

Серия LB / LBF:

… А также специальные, нестандартные конструктивные решения, например L-SINLGE / LHL / LCB / LE / LTWI

Стержневой автомат серии LTWIN
Периферийное оборудованиеКомплексные производственные центры на базе современных стержневых автоматов — для всех известных методов изготовления стержней в нагреваемой или ненагреваемой оснастке
Комплексные технологические линии
· Инженерные разработки и комплексные поставки технологических линий «под ключ» для специфических условий стержневых цехов Заказчиков.
· Моделирование и компьютерная 3D-симуляция последовательности операций, выполняемых производственными центрами и технологическими линиями.
· Монтажно-сборочные устройства и центры для сборки стержней любой сложности в пакет.
· Системы для сборки и статистической обработки производственных данных (PDC/BDE).

Сервисные услугиВысокий уровень надежности поставляемого оборудования обеспечивается поставками запасных частей, а также развернутой системой сервиса и дистанционной поддержки Заказчиков.

Производственные и сервисные центры
г. Майтцендорф, Германия

· Монтажно-сборочное производство
· Администрация
г. Шопфхайм, Германия

· Отдел сбыта
· Центральный офис
· Отдел «горячей линии»
· Исследовательский центр
г. Мангейм, Германия

Laempe & Mössner в сталелитейной промышленности
Стержневые центры и комплексные стержневые участки для стальных отливоквагоностроительного и железнодорожного назначения
Основные заказчики:
· «Тихвинский вагоностроительный завод», г. Тихвин, РФ
· «Промтрактор-Промлит», г. Чебоксары, РФ
· НПК «Уралвагонзавод», г. Нижний Тагил, РФ
· «ВКМ-Сталь», г. Саранск, РФ
· «Тверской вагоностроительный завод», г. Тверь, РФ
· «Кубаньжелдормаш», г.Армавир, РФ
· «РИТМ» г. Тверь, РФ
· «Бежицкий сталелитейный завод», г. Брянск, РФ
· «Кременчугский сталелитейный завод», г. Кременчуг, Украина
· «Центролит», г. Сумы, Украина
· «Керченский стрелочный завод», г. Керчь, Украина
· «Востокмашзавод», г. Усть-Каменогорск, Казахстан




Стержневые центры и комплексные стержневые участки для стальных отливокдля горно-металлургической промышленности


Некоторые Заказчики:
· ESCO Corporation, США
· AFE Feursmetal, Франция
· «Криворожский завод горного оборудования», г. Кривой Рог, Украина
· СЦ «Металлург», г. Николаев, Украина
· ГОК «Эрденет», Монголия
· ОЗММ, Старый Оскол, Россия
Стержневые центры и комплексные стержневые участки для стальных арматурных отливок





Некоторые Заказчики:
· «МашСталь», г. Пенза, РФ
· «Благовещенский арматурный завод», Башкортостан, РФ
· «Новые литейные технологии», г. Наб. Челны, РФ
· Tyco Valves Сorporation, США
· Stadler Steel Castings, Швейцария
· «Завод точного литья», г.Рязань, РФ
Laempe & Mössner в чугунолитейной промышленности
Стержневые центры и комплексные участки для производства стержней и стержневых форм для чугунных отливок трубопроводной арматуры и нефтеперерабатывающей промышленности







Некоторые Заказчики:
· «ЛеМаЗ», г. Лебедянь, РФ
· «Муромский завод трубопроводной арматуры»
· «АЛНАС», г. Алметьевск, РФ
· «ЛМЗ «Свободный Сокол», г. Липецк, РФ
· «Новые технологии», г.Чистополь, РФ
· «ОсколНефтеМаш», г. Старый Оскол, РФ
· ООО «ГМС-Насосы» (ОАО «Ливгидромаш»)
· ACIPCO Corporation, США
· Saint Gobain, Франция
· Buderus Guss, Германия
Стержневые центры и комплексные стержневые участки для производства литых автокомпонентов









Основные заказчики:
· «ГАЗ», г. Нижний Новгород, РФ
· «КАМАЗ-Металлургия», г. Набережные Челны, РФ
· «МТЗ», г. Минск
· «УралАЗ», г. Миасс, РФ
· «УралТрак», г. Челябинск, РФ
· «УАЗ», г. Ульяновск, РФ
· «Курганмашзавод», г. Курган, РФ
· «РосАЛит», г. Заволжье, РФ
· «Руслич», г. Верхняя Салда, РФ
· все основные производители отливок для автомобильных концернов Mazda, Ford, BMW, VW, Citroën, Suzuki, Daimler, Toyota, Renault, Isuzu,Peugeot…
Стержневые центры и комплексные участки для производства стержней и стержневых форм
для отливок из алюминия предприятий авиационно-ракетной промышленности

Некоторые Заказчики:
· ВМП «Авитек», г. Киров, РФ
· «УМПО», г. Уфа, РФ
· «Протон-Пермские моторы», г. Пермь, РФ
Сверхсовременные и высокоэффективные
технологии Laempe & Mössner для получения отливок
методом литья в стержнях
· Максимальное внедрение современных достижений литейной химии (с учетом экологии, возможности автоматизации техпроцессов, а также с целью
значительного уменьшения энергетических, материальных и персональных затрат)


· Целенаправленное внедрение метода «литья в стержнях» во всех экономически оправданных случаях


· Оборудование и технологии «под ключ» из одних рук с любым уровнем автоматизации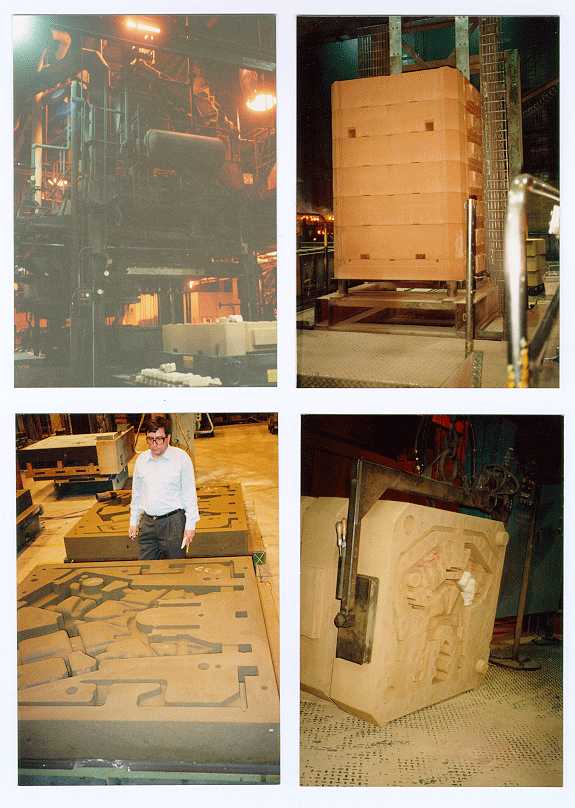
Контакты:
Laempe & Mössner GmbH
| В Германии: | Представительство в странах СНГ: |
| Laempe & Mössner GmbHGrienmatt 32, D-79650 Schopfheim Bundesrepublik Deutschland Телефон: +49 (0)7622 680 243 Факс: +49 (0)7622 680 393 e-mail: [email protected] Сайт: www.laempe.com | К.т.н. Доценко Павел Натанович Телефон: +7 (499) 907-50-00; +7 (499) 907-52-55 Факс: +7 (499) 907-21-50 e-mail: [email protected]; [email protected] Сайт: www.laempe.com РФ, Москва, а/я 111 |
otlivka.info
Стержневые автоматы фирмы Laempe последнего поколения
Статьи от автора: Popov AngelAngel Popov Gr.
Современный стержневой автомат должен отвечать как минимум следующим критериям:
- обеспечивать высокую производительность,
- гарантировать достаточно высокое усилие для плотного замыкания стержневого ящика во время заполнения ящика стержневой смесью,
- иметь пескострельную головку подходящего объема,
- иметь оптимальные размеры плоскости надува,
- иметь высокую надежность, простоту обслуживания и ремонта,
- обеспечивать в комплексе с периферийными устройствами максимальную быстроту действия при съеме стержней и при замене комплектов стержневой оснастки,
- быть оснащенным современным микропроцессорным управлением.
Стержневые автоматы LAEMPE, Германия последнего поколения разработаны с максимальным учетом вышеперечисленных критериев.
Проект «ТВСЗ», г. Тихвин
Для стержневого цеха нового, крупнейшего в России современного сталелитейного производства вагоностроительного завода «ТВСЗ», г.Тихвин фирма LAEMPE, Германия поставила шесть стержневых автоматов, три их которых дают возможность производить крупногабаритные стержни для Ж.Д. (железнодорожных) отливок «балки надрессорной» и «рамы боковой».
Стержневые автоматы LSINGLE разработаны специально для серийного производства крупногабаритных стержней. Они применяются исключительно для получения стержней пескострельным методом с продувкой газом-отвердителем. Конкретно по проекту «ТВСЗ» все стержневые автоматы работают по Coldbox-Амин-процессу.
Отличительные характеристики стержневого автомата LSINGLE:
- Максимально допустимые размеры стержневой оснастки с горизонтальным разъемом, применяемой на данном автомате (ширина х глубина х высота) = 1800 x 1600 x 950 мм.
- Максимально допустимый вес стержневой оснастки, применяемой на данном автомате около 10 тн.
- Объем пескострельной головки - от 50 до 200 литров.
- Размеры надувной плоскости (ширина х глубина) = 1600 х 1400 мм.
- Максимальное усилие запирания стержневой оснастки, обеспечивающее плотное замыкание ящика во время цикла изготовления стержней (надув и продувка) = 100 тн.
- Цикл стержневого автомата на холостом ходу (без надува и продувки) = 40 сек.
Стержневой автомат LSINGLE оснащен всеми необходимыми периферийными устройствами и агрегатами, как, например, смесителем, газогенераторами, гидравлической системой с динамическим изменением усилия прижима стержневой оснастки, всеми необходимыми системами для быстрой наладки и замены комплектов стержневых ящиков, а также манипулятором для съема стержней из нижней части стержневого ящика.

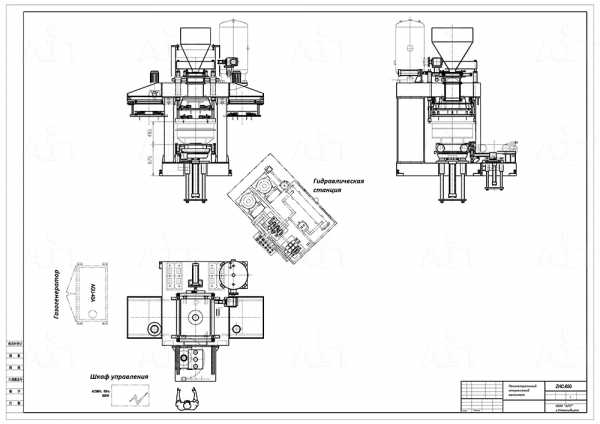
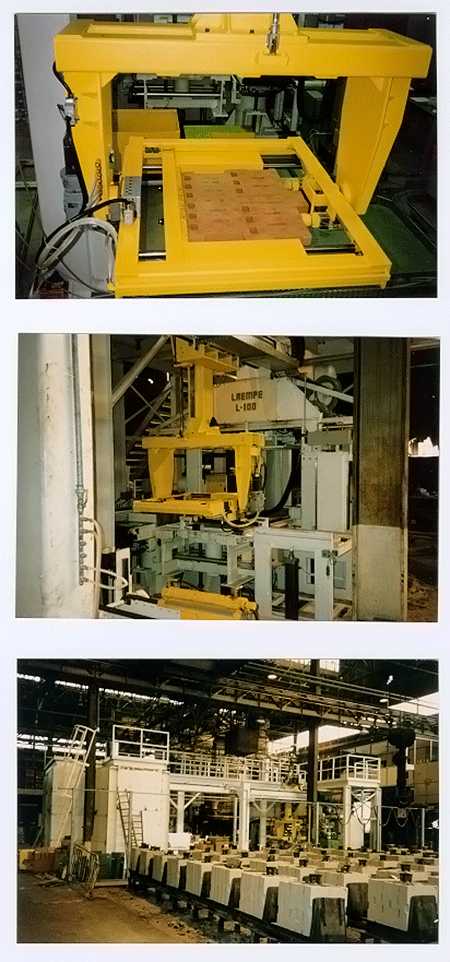
Рис. 1 - Общий вид 200-литрового стержневого автомата LAEMPEна заводе «ТВСЗ», г. Тихвин


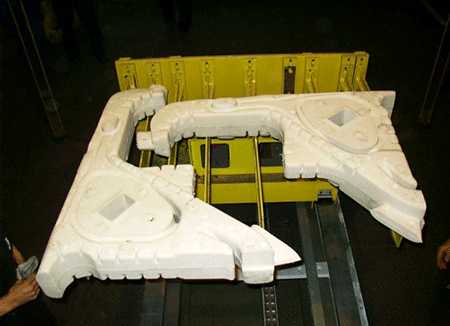
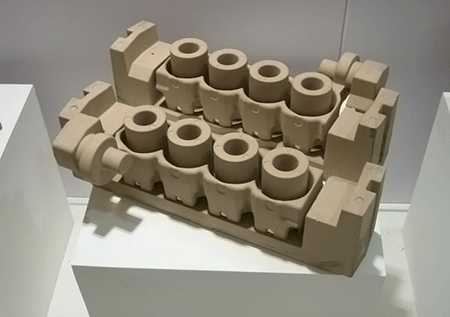
Рис. 2 - Общий вид стержневого ящика, установленного на стержневом автомате LAEMPEна заводе «ТВСЗ», г. Тихвин. Данный ящик служит для получения одним циклом 4-х стержней « рессорного проема» для стальной отливки «боковой рамы». Общий вес стержней за цикл 176 кг.
Габаритные размеры стержневого ящика (ширина х глубина х высота) = 1600 х 1600 х 1000 мм.
Пескострельная головка используется для нагнетания стержневой смеси в стержневой ящик. Нагнетание осуществляется воздушным импульсом с вариабельным давлением, учитывающим форму и геометрию формообразующих гнезд стержневого ящика. Она состоит из корпуса в форме ступенчатой пирамиды. Корпус имеет двойные стенки и по бокам снабжен зажимными устройствами с гидравлическим управлением. Для предотвращения образования «мертвых зон» в головке сжатый воздух направляется через пневмораспределитель, установленный на несущей раме головки, по сложной системе трубопроводов.
Пескострельная головка подвешена на каретке, которая передвигается по горизонтальной оси гидравическими цилиндрами. Система линейного позиционирования, установленная на каретке, точно измеряет перемещение при подъеме и опускании пескострельного механизма. Пескострельная плита зажимается к пескострельной головке короткоходовыми гидравлическими цилиндрами. Это конструктивное решение обеспечивает быстрое и безопасное замыкание/размыкание пескострельных плит при замене комплектов стержневой оснастки.
Для облегчения труда обслуживающего персонала при очистке крупногабаритных и сверхтяжелых стержневых ящиков в боковой части стержневого автомата предусмотрена вспомогательная система.

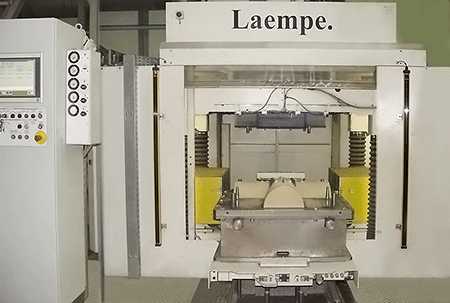
Рис.3 - Cтанция очистки пескострельных плит на стержневом автомате LSINGLE
Станция очистки засоренной остаточной стержневой смесью пескострельной плиты поворачивает плиту так, что остатки смеси падают в предварительно поставленный контейнер на роликах. Наклон поворота выбирается таким образом, чтобы оператор смог подходящими средствами тщательно очистить пескострельную плиту и погружные надувные сопла как щеткой, так и сжатым воздухом или сухим льдом, соблюдая региональные требования персональной защиты.
По завершению операции очистки гидропривод станции поворачивает ее обратно в горизонтальное положение. Пескострельная головка движется из исходного положения от станции очистки, опускается до пескострельной плиты и снова зажимает ее. Пескострельная головка поднимается и перемещается над верхней частью стержневого ящика. Затем следует опускание головки до контакта пескострельной плиты с верхней частью ящика и размыкание фиксаторов, связывающие пескострельную плиту с пескострельной головкой. После повторного подъема пескострельной головки до основного положения комплект стержневой оснастки с очищенной пескострельной плитой можно заменить новым.
Каретка стола с нижней частью стержневого ящика выдвигается из пескострельного автомата и оснавливается над нижним толкательным механизмом. Стол поднимает встроенную в каркас ящика нижнюю толкательную плиту. В результате этого стержни выталкиваются из нижней части ящика и остаются на толкательных штырях.
Съем стержней осуществляется манипулятором.
Крупногабаритная и тяжелая стержневая оснастка требует значительные усилия прижима в зависимости от реальных условий нагрузки.
На стержневых автоматах LSINGLE используется система «Load-Sensing». В настоящее время это самая прогрессивная система управления для гидравлических агрегатов, при которой гидравлический насос работает только с отрегулированным объемным расходом, причем рабочее давление в гидросистеме настраивается на фактическое давление «по нагрузке».
Блок микропроцессорного управления стержневым автоматом LSINGLE, а также интеллектуальная система автоматического опознавания состояния машины в комбинации с модемной связью дают возможность как для локального, так и для дистанционного контроля и быстрого устранения сбоев. Производственные данные от всех стержневых автоматах на стержневом участке «ТВСЗ» поступают в сервер и подвергаются статистическому анализу.

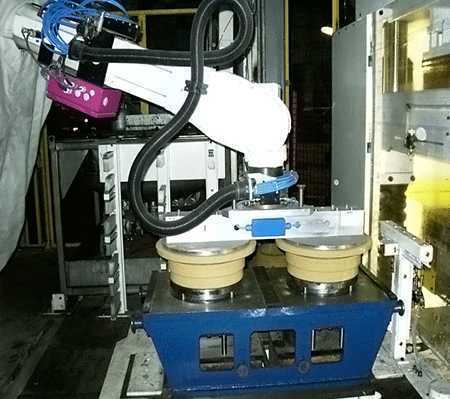
Рис. 4 - Манипуляторы для съема стержней из нижней части стержневого ящика

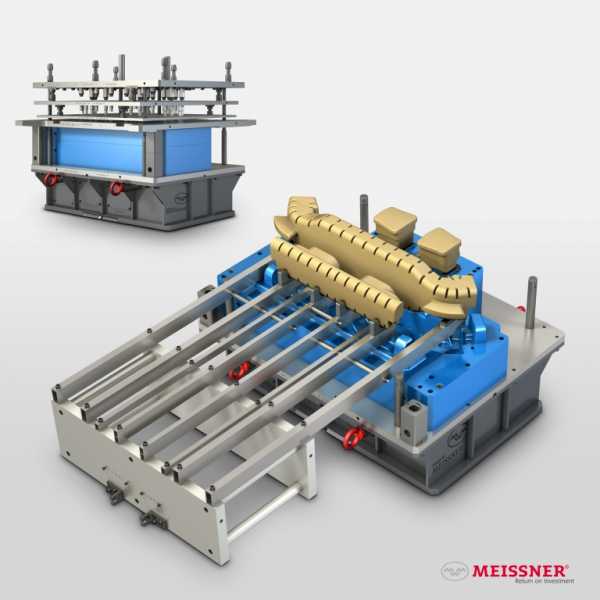
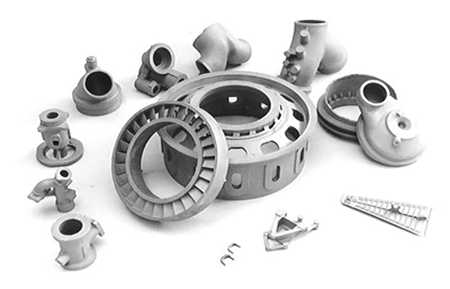
Рис. 5 - Примеры применяемях на стержневых машинах LAEMPE комплектов стержневой оснастки фирмы MEISSNERAG, Германия
Комплексный стержневой участок стержневого цеха сталелитейного завода «ТВСЗ», г. Тихвин запущен в производство в начале июня 2012 г. До сегодняшнего дня на трех стержневых автоматах LSINGLEотработаны 30 комплектов стержневой оснастки производства немецкой компании MEISSNER, а на остальных трех стержневых автоматах с пескострельными головками от 5-ти до 80-ти литров другие 57 стержневых ящиков для Ж.Д. отливок.
Создание Тихвинского вагоностроительного завода - одна из самых крупных инвестиций в мировом литейном производстве за последние 10 лет. Поставленно плавильное, формовочное и стержневое оборудование, которое произведено, в основном, в Германии компаниями, являющимися мировыми лидерами в своей области. Выбраны самые передовые формовочные и стержневые технологии, которые обеспечивают высокое и надежное качество стальных Ж.Д. отливок в условиях крупносерийного производства.
Проект «DAIMLERAG», г. Мангейм, Германия
Стержневой автомат LTWINcдвумя стержневыми головками, каждая с объемом 100 литров, была впервые показана мировому обществу литейщиков на международной выставке GIFA в 2007 г. Непосредственно после окончания выставки стержневой автомат LTWIN был заказан DAIMLER АG для чугунолитейного завода автомобильного концерна в г. Мангайм.
В настоящее время на этом заводе работают два автоматизированных пескострельных центра на базе стержневых автоматов LTWIN, причем второй центр служит для производства стержней для крупногабаритных (до 300 кг) спаренных стержневых пакетов для грузового блочного литья.

Рис. 6 - Общий вид двухпозиционного стержневого автомата LTWIN2х200 л на чугунолитейном заводе DaimlerAG в г. Мангейм


Рис. 7 - Фрагменты из производственной практики DaimlerAG в зоне действия стержневого автомата LAEMPEтипа LTWIN 2x100л
Отличительные характеристики стержневого автомата LTWIN:
- Двухпозиционный стержневой автомат с одной или двумя надувными головками.
- Обе позиции могут работать как одновременно, так и последовательно.
- Максимально допустимые размеры применяемой на каждой из двух позиций стержневой оснастки (ширина х глубина х высота) = 2100 x1500 x 950 мм.
- Максимально допустимый вес применяемой на каждой из двух позиций стержневой оснастки = 10 т.
- Объем пескострельной головки - от 50 до 1000 литров.
- Размеры надувной плоскости (ширина х глубина) = 1900 х 1300 мм.
- Максимальное усилие запирания стержневой оснастки, обеспечивающее плотное замыкание ящика во время цикла изготовления стержней (надув и продувка) = 150 тн.
- Цикл стержневого автомата на холостом ходу (без надува и продувки) для каждой позиции = макс. 40 сек.
Конструктивные особенности стержневого автоматаLTWINсравнимы с общим устройством стержневого автомата LSINGLE. С некотором смысле автомат LTWIN можно рассматиривать как сдвоенную версию стержневого автомата LSINGLE.
Проект «MEC», г. Чончин (Chongqing), Китай
В 2012 г. китайская компания ChongqingMachinery & ElectricHoldings (Group) Corporation разместила на фирме LAEMPEзаказ на поставку комплексного стержневого участка для производства стержневых пакетов для грузовых блоков из чугуна. Новый чугунолитейный завод холдинга находится в миллионном городе Чончин и специализируется на производстве грузовых блоков, в том числе и CUMMINS. Годовая производительность 300 000 т годных отливок, в основном с мехобработкой.
Разработанный в 2010 г. стержневой автомат LAEMPE типа LHL – последнее поколение высокопроизводительной стержневой техники. Прототип стержневого автомата LHL был показан впервые на международной выставке GIFA в 2011 г.
LHL предназначен для серийного производства стержней в стержневых ящиках с горизонтальным разъемом.
Стержневой автомат может быть выполнен как для «холодной», так и для «горячей» оснастки. Конструктивное исполнение отвечает основному требованию автомобильной промышленности – постоянная нагрузка 24 часа, безостановочный режим работы.
Отличительные характеристики стержневого автомата LHL:
- Максимально допустимые размеры применяемой стержневой оснастки (ширина х глубина х высота) = 1600 x2000 x 950 мм.
- Максимально допустимый вес применяемой стержневой оснастки = 10 т.
- Объем надувной головки - от 40 до 300 литров.
- Размеры надувной плоскости (ширина х глубина) = 1350 х 1600 мм.
- Максимальное усилие запирания стержневой оснастки, обеспечивающее плотное замыкание ящика во время цикла изготовления стержней (надув и продувка) = 100 т.
- Цикл стержневого автомата на холостом ходу (без надува и продувки) = 25 сек.
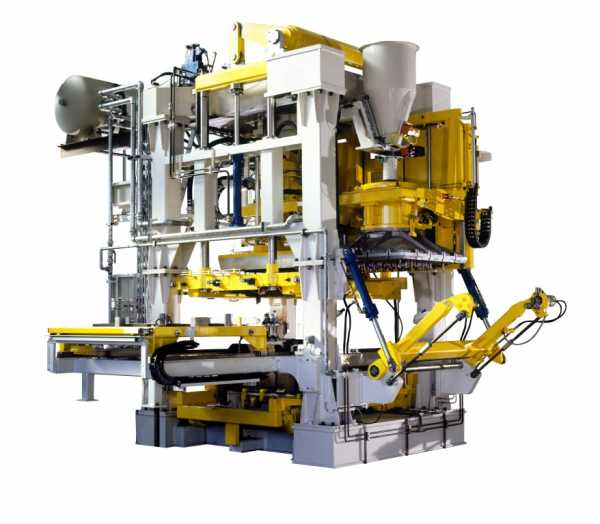
Рис. 8 - Общий вид прототипа стержневого автомата LAEMPE типа LHL. Премьера на стенде LAEMPE во время выставки GIFA, Дюссельдорф, Германия, 2011 г.
Основные конструктивные особенности стержневого автомата LHL:
- Стабильная 4-х колонная несущая конструкция, на которой подвешены верхняя рама машины и траверсы для крепления верхних частей стержневых ящиков. К верхней раме машины прикреплена каретка пескострельного и продувного механизма. К основанию корпуса машины прикреплены каретка стола с встроенным роликовым транспортером для установки и подачи стержневой оснастки в машину.
- Автоматизированная система линейного позиционирования стержневого ящика на машине.
- Пескострельный механизм с протяжной и сменной головкой. При необходимости возможно исполнение стержневого автомата LHL с двумя надувными головками. Гидравлические фиксаторы для быстрой замены надувных головок, а также для замыкания/размыкания пескострельных плит в надувных головках. Оптическая система контроля уровня заполнения надувной головки стержневой смесью.
- Общая каретка для пескострельного и продувного механизма. В случае исполнения стержневого автомата для «холодных» процессов, продувной механизм выполен с встроенной верхней толкательной плитой. В случае исполнения стержневого автомата для «горячих» процессов с газовым нагревом, продувной механизм заменяется кожухом с встроенной плитой горелок.
В рамках заказа по проекту «МЕС» LAEMPE поставила 6 стержневых автомата LHL, из которых:
- ва выполнены с двумя надувными головками, каждая cобъемом 130 л. Автоматы служат для получения стержней в стержневой оснастке с горизонтальным разъемом,
- два выполнены с двумя надувными головками, каждая с объемом 65 л. Автоматы служат для получения стержней в стержневой оснастке с комбинированным разъемом,
- два выполнены с двумя надувными головками, каждая с объемом 40 л. Автоматы служат для получения стержней в стержневой оснастке с комбинированным разъемом,
А также
- все необходимое периферийное оборудование, включая газогенераторы, смесители, автоматизированные системы для замены комплектов стержневой оснастки, роботизированные комплексы в зоне действия каждого стержневого автомата, центральные станции снабжения связующим и отвердителем.
Вышеназванный заказ относиться к первой части проекта. Вторая часть предусматривает поставку 4-х дополнительных автоматизированных производственных центров на базе стержневых автоматов LHL.
Проект «FAW», г. Чангчун, Китай
FAW- лидирующий автомобильный концерн Китая. FAW выпускает более 7 миллионов единиц машин собственной разработки, в том числе тяжелых и легких грузовиков, легковых машин и автобусов, которые находят сбыт более чем в 70 странах мира. Концерн работает в кооперации с небезызвестными фирмами Mazda, Toyota, VW, Deutz, ThyssenKrupp. Чугунолитейный завод концерна находится в милионном городе Чангчун (недалеко от Харбина) и специализируется на производстве блочного литья для собственных потребностей FAW.
В 2012 г. китайский автомобильный концерн FAW разместил на фирме LAEMPEзаказ на поставку комплексного стержневого участка для производства стержневых пакетов для блоков двигателей грузовых машин. В рамках данного проекта поставлены восемь роботизированных производственных центров на базе 45-литрового стержневого автомата LCB.
LCB– стержневой автоматпоследнего поколения, разработанныйLAEMPEв соответствий с потребностями автомобильной промышленности в высокой производительности при безостановочном режиме работы для стержней блоков или головок блоков длиной 600...800 мм.
Прототип стержневого автомата LCB был показан впервые на международной выставке GIFA в 2011 г. Стержневой автомат может быть выполнен одновременно как для «холодной», так и для «горячей» оснастки на одной машине.

Рис. 9 -Общий вид прототипа стержневого автомата LAEMPE типа LCB. Премьера на стенде LAEMPEво время выставки GIFA, Дюссельдорф, Германия, 2011 г.
Отличительные характеристики стержневого автомата LCB:
- Максимально допустимые размеры применяемой стержневой оснастки (ширина х глубина х высота) = 1400 x 1800 x 1000 мм.
- Максимально допустимый вес применяемой стержневой оснастки = 5 т.
- Объем пескострельной головки - от 30 до 100 литров.
- Размеры надувной плоскости (ширина х глубина) = 1200 х 1600 мм.
- Максимальное усилие запирания стержневой оснастки, обеспечивающее плотное замыкание ящика во время цикла изготовления стержней (надув и продувка) = 125 т.
- Цикл стержневого автомата на холостом ходу (без надува и продувки) = 30 сек.

Рис. 10 - Часть стержневого участка с оборудованием LAEMPE на чугунолитейном заводе FAW, г. Чангчун, Китай
Сотрудничество с китайскими литейщиками, которые при создании литейных заводов с ответственной производственной тематикой заказывают только самые прогрессивные и надежные технологии и оборудование в мире, продолжается.
Проект «Volkswagen», г. Познан, Польша
Алюминиевый литейный завод немецкого автомобильного концерна Volkswagenв польском городе Познань является 100% дочерним предприятием VWи, начиная с 1993 г, производит не менее чем 4,5 миллиона отливок, включая головки цилиндров. Около 74% всей заготовительной продукции предназначены для экспорта. Метод производства отливок типа «головки цилиндров» легковых машин – гравитационное литье в кокиль.
В 2011 г. центральный плановый отдел концерна VWпринял решение о расширении производства на литейном заводе в г. Познань. В рамках данного проекта фирма LAEMPEвыиграла тендер на поставку 9 стержневых центров на базе стержневого автомата LCB, каждый с 25 л надувной головкой. Все стержневые автоматы работают как с нагреваемой, так и с ненагреваемой стержневой оснасткой. Изготовление стержней происходит в основном по двум процессам: Coldbox-Амин-процесс и BeachBox-процесс.

Рис. 11 - Общий вид одного из девяти стержневых центров на базе автомата LCB25, которые поставлены LAEMPEна литейный завод Volkswagen Poznan
Проект «NEMAK», г. Диллинген, Германия
Созданный в 1979 г. мексиканский концерн NEMAK – один из самых крупных изготовителей и поставщиков алюминиевых отливок для автомобильной промышленности в мире. Концерну принадлежат 28 литейных заводов, на которых работают более 15000 сотрудников. Концерн специализируется на производстве отливок для легковых машин таких брендов как Audi, BMW, Chevrolet, Citroen, Daimler, Fiat, Ford, GM, Hyundai, Holden, Jaguar, Kia, Mazda, Mitsubishi, Nissan, Opel, Porsche, Peugeot, Renault, Skoda, Smart, SsangYong, Suzuki, Toyota, Vauxhall, VW.
Алюминиевый литейный завод NEMAKв г. Диллинген, Германия, оснащен тремя технологическими линиями для производства отливок рядных и V-образных блоков и головок блока цилиндров методом литья в стержнях под низким давлением с общей годовой производительностью не менее 2-х миллионов отливок. Этим методом возможно получение сверхсовременных и исключительно сложных блочных отливок. Третья технологическая линия предназначена для крупносерийного производства V-образных блоков для легковых машин среднего и высокого класса в основном для автомобильных концернов Ford, Audi, Daimlerи BMW.
В 2011 г. в связи с увеличенным спросом на подобное сложное и ответственное литье, NEMAKразработал проекто созданиичетвертой технологической линии, как расширение возможностей третей. Тендер в рамках данного проекта выиграла фирма LAEMPE.

Рис. 12 - Вид сзади 4-х стержневых центров LAEMPE на базе автоматов LCB30 на заводе NEMAK в городе Дилинген, Германия (за кабинами автоматов размещены станции автоматической замены комплектов стержневой оснастки)
В рамках первого этапа данного проекта в 2012 г. были поставлены 4 стержневых центра на базе стержневого автомата LCB с 30-ти литровыми надувными головками. Каждый центр оснащен газогенератором по Coldbox-Амин-процессу, а также системой автоматической замены комплектов стержневой оснастки в задней части стержневого автомата.
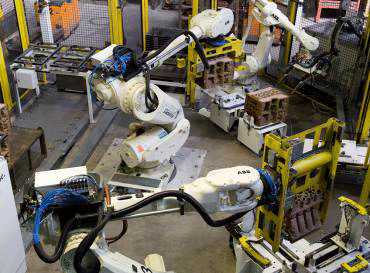
Стержни снимаются автоматически роботами, которые перемещают их на монтажно-сборочный конвейер, собирая постепенно отдельные стержни в пакет.

Рис. 13 - Вид спереди стержневого автомата LCB30 на заводе NEMAK в городе Дилинген, Германия (для съема стержней предусмотрены подвешенные роботы)
В настоящее врямя проводятся проектные работы в связи с поставкой дополнительного оборудования LAEMPE для второго этапа проекта со сравнимым объемом поставки как по первому этапу. Взаимовыгодное многолетнее сотрудничество с NEMAK-ом успешно продолжается.
По всем вопросам стержневого оборудования обращайтесь в представительство фирмы Laempe в Украине: +7 (499) 907-5000, 907-5255; [email protected]
Опубликовано: ИТБ "Литьё Украины", №03 (151) 2013 г.
lityo.com.ua




Видеоматериалы
Опыт пилотных регионов, где соцнормы на электроэнергию уже введены, показывает: граждане платить стали меньше
Подробнее...С начала года из ветхого и аварийного жилья в республике были переселены десятки семей
Подробнее...Более 10-ти миллионов рублей направлено на капитальный ремонт многоквартирных домов в Лескенском районе
Подробнее...Актуальные темы
ОТЧЕТ о деятельности министерства энергетики, ЖКХ и тарифной политики Кабардино-Балкарской Республики в сфере государственного регулирования и контроля цен и тарифов в 2012 году и об основных задачах на 2013 год
Подробнее...Предложения организаций, осуществляющих регулируемую деятельность о размере подлежащих государственному регулированию цен (тарифов) на 2013 год
Подробнее...
КОНТАКТЫ
360051, КБР, г. Нальчик
ул. Горького, 4
тел: 8 (8662) 40-93-82
факс: 8 (8662) 47-31-81
e-mail:
Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
![]()
![]()






